Flanş boru kəməri sistemini formalaşdırmaq üçün boruların, klapanların, nasosların və digər avadanlıqların birləşdirilməsi üsuludur. Bu əlaqə üsulu təmizləmə, yoxlama və ya modifikasiya üçün asan giriş imkanı verir. Flanşlar adətən yivli və ya qaynaqlı bir əlaqəyə malikdir. Flanş bağlantısı, sıx sızdırmazlığı təmin etmək üçün bir-birinə vidalanmış iki flanşdan və onların arasında bir contadan ibarətdir.
Boru flanşları müxtəlif materiallardan hazırlanır. Flanşlar işlənmiş səthlərə malikdir və çuqun və düyünlü dəmirdən hazırlanır, lakin ən çox istifadə olunan material saxta karbon poladdır.
Neft və kimya sənayesində ən çox istifadə olunan flanşlar:
- qaynaq üçün boyun ilə
- flanş vasitəsilə
- qaynaq üçün yuva ilə qaynaqlanır
- dövrə qaynaqlı (sərbəst fırlanan)
- yivli flanş
- flanş fiş

Sərbəst flanşlar istisna olmaqla, bütün növ flanşlar gücləndirilmiş səthə malikdir.
Xüsusi flanşlar
Yuxarıda göstərilən flanşlar istisna olmaqla, bir sıra xüsusi flanşlar var, məsələn:
- diafraqma flanşı
- yaxası olan uzun qaynaq flanşları
- genişləndirici flanş
- adapter flanşı
- ring fiş (flanş bağlantısının bir hissəsi)
- disk tıxacları və ara halqalar (flanş bağlantısının bir hissəsi)
Flanşlar üçün ən çox istifadə edilən materiallar karbon polad, paslanmayan polad, çuqun, alüminium, pirinç, bürünc, plastik və s. Bundan əlavə, flanşlar, məsələn, xüsusi tətbiqlər üçün fitinqlər və borular, bəzən flanşların özündən tamamilə fərqli bir keyfiyyətli material təbəqəsi şəklində daxili örtükə malikdir. Bunlar astarlı flanşlardır. Boruları seçərkən flanş materialı ən çox müəyyən edilir. Bir qayda olaraq, flanş boruların özləri ilə eyni materialdan hazırlanır.
6" çiyin qaynaq flanşının nümunəsi - 150#-S40
Hər bir ASME B16.5 flanşı bir sıra standart ölçülərdə gəlir. Əgər Yaponiyadakı dizayner və ya Kanadada layihə hazırlayan şəxs və ya Avstraliyada boru kəməri quraşdırıcısı ASME B16.5 ilə uyğun gələn 6"-150#-S40 qaynaqlı flanşdan danışırsa, o, flanş aşağıda göstərilmişdir. 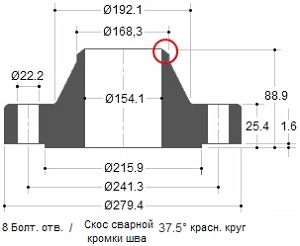
Flanş sifariş edərkən təchizatçı materialın keyfiyyətini bilmək istər. Məsələn, ASTM A105 preslənmiş karbon polad flanşdır, A182 isə preslənmiş alaşımlı polad flanşdır. Beləliklə, qaydalara əsasən, təchizatçı üçün hər iki standart göstərilməlidir: Qaynaqlanmış flanş 6"-150#-S40-ASME B16.5/ASTM A105.
TƏZYIQ SİNFİ
Flanşlar üçün təzyiq dərəcəsi və ya reytinqi funt sterlinqlə olacaq. Təzyiq sinifini göstərmək üçün müxtəlif adlar istifadə olunur. Məsələn: 150 Lb və ya 150 Lbs və ya 150 # və ya Class 150 eyni şey deməkdir.
Döymə polad flanşlar 7 əsas təsnifata malikdir:
150 Lbs - 300 Lbs - 400 Lbs - 600 Lbs - 900 Lbs - 1500 Lbs - 2500 Lbs
Flanşın təsnifatı anlayışı aydın və aydındır. 300-cü sinif flanş 150-ci flanşdan daha yüksək təzyiqlərə dözə bilər, çünki 300-cü sinif flanş daha çox metala malikdir və daha yüksək təzyiqlərə tab gətirə bilir. Bununla belə, flanşın təzyiq həddinə təsir edə biləcək bir sıra amillər var.
NÜMUNƏ
Flanşlar müxtəlif temperaturlarda müxtəlif təzyiqlərə tab gətirə bilər. Temperatur yüksəldikcə flanşın təzyiq sinfi azalır. Məsələn, Sinif 150 flanş ətraf mühit şəraitində təxminən 270 PSIG, 200°C-də 180 PSIG, 315°C-də 150 PSIG və 426°C-də 75 PSIG üçün qiymətləndirilir.
Əlavə amillər odur ki, flanşlar müxtəlif materiallardan, məsələn, lehimli polad, tökmə və çevik dəmir və s. Hər bir material müxtəlif təzyiq siniflərinə malikdir.
PARAMETRE "TƏZYIQ-TEMPERATURA"
Təzyiq-temperatur sinfi selsi dərəcəsində olan bir temperaturda barlarda işləyən, maksimum icazə verilən artıq təzyiqi müəyyən edir. Aralıq temperaturlar üçün xətti interpolyasiyaya icazə verilir. Simvol sinfi arasında interpolyasiyaya icazə verilmir.
Temperatur-təzyiq təsnifatları
Temperatur-Təzyiq sinfi montaj və hizalama üçün yaxşı təcrübəyə uyğun olaraq hazırlanmış boltli birləşmələrə və contalara qoyulan məhdudiyyətlərə cavab verən flanşlı birləşmələrə aiddir. Bu məhdudiyyətlərə cavab verməyən flanş birləşmələri üçün bu siniflərin istifadəsi istifadəçinin məsuliyyətidir.
Müvafiq təzyiq sinfi üçün göstərilən temperatur hissənin daxili qabığının temperaturudur. Əsasən, bu temperatur tərkibindəki maye ilə eynidir. Mövcud məcəllələrin və qaydaların tələblərinə uyğun olaraq, axan mayedən fərqli bir temperatura uyğun bir təzyiq sinfindən istifadə edərkən bütün məsuliyyət müştərinin üzərinə düşür. -29°C-dən aşağı olan istənilən temperatur üçün reytinq -29°C-də istifadə edildikdən yüksək olmamalıdır.
Nümunə olaraq, aşağıda ASTM-ə uyğun olaraq material qrupları olan iki cədvəl və ASME B16.5-ə uyğun olaraq bu materiallar üçün temperatur-təzyiq sinifləri olan digər iki cədvəl tapa bilərsiniz.
| ASTM Qrupu 2-1.1 Materiallar |
|||
| Nominal təyinat |
Ştamplama |
Castinq |
Plitələr |
| C-Si | A105 (1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½Ni |
A350 Gr.LF3 |
- | - |
QEYDLƏR:
|
|||
| ASTM Qrup 2-1.1 Materialları üçün Temperatur-Təzyiq Sinfi Sinif üzrə iş təzyiqi |
|||||||
| Temperatur °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-dan 38-ə qədər |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM Qrup 2-2.3 Materialları üçün Temperatur-Təzyiq Sinfi Sinif üzrə iş təzyiqi |
|||||||
| Temperatur °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-dan 38-ə qədər |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
FLANŞ SƏHİTİ
Flanş səthinin forması və dizaynı O-ring və ya contanın harada yerləşəcəyini müəyyən edəcəkdir.
Ən çox istifadə olunan növlər:
- qaldırılmış səth (RF)
- düz səth (FF)
- O-halqa yivi (RTJ)
- xarici və daxili iplə (M&F)
- dil və yiv bağlantısı (T&G)
Qaldırılmış üz, ən çox tətbiq olunan flanş növü və asanlıqla müəyyən edilir. Bu tip belə adlanır, çünki contanın səthi boltlu birləşmənin səthindən yuxarı çıxır. 
Diametr və hündürlük təzyiq sinfi və diametrindən istifadə etməklə ASME B16.5-ə uyğun olaraq müəyyən edilir. 300 Lbs-ə qədər təzyiq sinfində hündürlük təxminən 1,6 mm, 400 ilə 2500 Lbs arasında olan təzyiq sinifində hündürlük təxminən 6,4 mm-dir. Flanşın təzyiq sinfi səthin proyeksiyasının hündürlüyünü müəyyən edir. (RF) flanşının məqsədi daha kiçik bir conta sahəsinə daha çox təzyiq cəmləşdirmək və bununla da əlaqənin təzyiq həddini artırmaqdır.
Bu məqalədə təsvir olunan bütün flanşların hündürlüyünü təyin edən parametrlər üçün H və B ölçüləri istifadə olunur, üst-üstə düşən bir əlaqə ilə flanş istisna olmaqla, bunu aşağıdakı kimi başa düşmək və yadda saxlamaq lazımdır:
150 və 300 Lbs təzyiq siniflərində proyeksiya hündürlüyü təxminən 1,6 mm (1/16 düym) təşkil edir. Bu iki sinfin demək olar ki, bütün flanş tədarükçüləri broşüralarında və ya kataloqlarında H və B ölçülərini, o cümlədən qaldırılmış üzləri göstərirlər (aşağıdakı Şəkil 1-ə baxın) 
400, 600, 900, 1500 və 2500 Lbs təzyiq siniflərində proyeksiya hündürlüyü 6,4 mm (1/4 düym) təşkil edir. Bu siniflərdə bir çox təchizatçı proyeksiya hündürlüyünü daxil etmədən H və B ölçülərini təyin edir (yuxarıda Şəkil 2-ə baxın)
Bu yazıda iki ölçü tapa bilərsiniz. Ölçülərin yuxarı cərgəsinə proyeksiya hündürlüyü daxil deyil, aşağı sıra ölçülərinə isə proyeksiya hündürlüyü daxildir.
DÜZ SƏHİT (FF - Düz Üz)
Düz üzlü (bütün üz) flanşla, conta boltlu birləşmə ilə eyni müstəvidədir. Əksər flanşın və ya fitinqin töküldüyü yerlərdə düz bir səthə malik flanşlar istifadə olunur. 
Düz üzlü flanş heç vaxt qaldırılmış üzü olan flanşa qoşulmur. ASME B31.1-ə uyğun olaraq, çuqun yastı flanşları karbon polad flanşlara birləşdirərkən, polad flanşdakı qaldırılmış üz çıxarılmalı və bütün səth conta ilə bağlanmalıdır. Bu, nazik, kövrək çuqun flanşın polad flanşın çıxması səbəbindən çatlamaması üçün edilir.
HƏLQƏLİ FLANŞ (RTJ - Üzük Tipi Birgə)
RTJ flanşlarında polad O-halqaların daxil edildiyi səthlərində kəsilmiş yivlər var. Flanşlar möhürlənir, çünki boltlar sıxıldıqda, flanşlar arasındakı contalar yivlərə basılır, deformasiya olunur, sıx əlaqə yaradır - metal-metala. 
RTJ flanşında həlqəvari yiv olan proyeksiya ola bilər. Bu çıxıntı hər hansı bir möhür kimi xidmət etmir. O-halqalarla möhürlənmiş RTJ flanşları üçün birləşdirilmiş və bərkidilmiş flanşların qaldırılmış səthləri bir-biri ilə təmasda ola bilər. Bu halda, sıxılmış conta artıq əlavə yükləri daşımayacaq, boltun bərkidilməsi, vibrasiya və yerdəyişmə artıq contaları əzmək mümkün olmayacaq və sıxma qüvvəsi azalacaq.
Metal O-ringlər yüksək temperatur və təzyiqlərdə istifadə üçün uygundur. Onlar düzgün material və profil seçimi ilə hazırlanır və həmişə müvafiq flanşlarda istifadə olunur, yaxşı və etibarlı sızdırmazlığı təmin edir.
O-halqalar elə istehsal olunur ki, möhürlənmə "ilkin təmas xətti" və ya cütləşən flanş və conta arasında paz vasitəsilə əldə edilir. Boltlama vasitəsilə möhürə təzyiq tətbiq edərək, contanın daha yumşaq metalı daha sərt flanş materialının incə strukturuna nüfuz edir və çox sıx və təsirli bir möhür yaradır. 
Ən çox istifadə edilən üzüklər:
ASME B16.20-yə uyğun olaraq R-Oval yazın
ASME B16.5 təzyiq sinfi 150-dən 2500-ə qədər flanşlar üçün uyğundur.
ASME 16.20-yə uyğun olaraq R-səkkizbucaqlı yazın
Orijinal R-Oval üzərində təkmilləşdirilmiş dizayn. Bununla belə, onlar yalnız düz yivli flanşlar üçün istifadə edilə bilər. ASME B16.5 flanşları üçün təzyiq sinfi 15-dən 2500-ə qədər uyğundur.
MƏHMƏTLƏRİ VƏ AYAQ DÜŞÜŞÜ SƏHİTLİ FLANŞLAR (LMF - Böyük Kişi Üz; LFF - Böyük Qadın Üzü)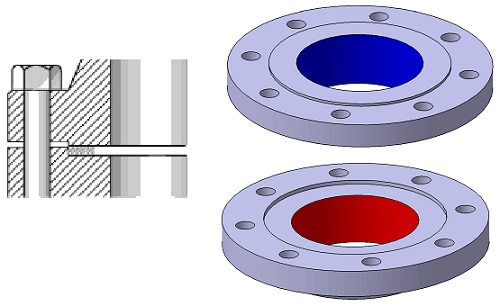
Bu tip flanş uyğun olmalıdır. Bir flanş üzünün flanş üzünün normal hüdudlarından kənara çıxan bir sahəsi var ( ata). Digər flanşda və ya əks flanşda müvafiq girinti var ( ana) səthində hazırlanmışdır.
Yarı boş conta
- Conta sıxıldıqda metal ilə metal təmasının qarşısını almaq üçün girinti dərinliyi adətən çıxan hissənin hündürlüyünə bərabər və ya ondan azdır.
- Çəngəlin dərinliyi adətən dodağın hündürlüyündən 1/16"-dən çox deyil.
MƏNZƏLƏNMƏLƏYƏNMƏSƏNİ NÖVLƏNMƏ SƏHİTLİ FLANŞ
(Çıxıntı - Tounge Face - TF; Depressiya - Groove Face - GF)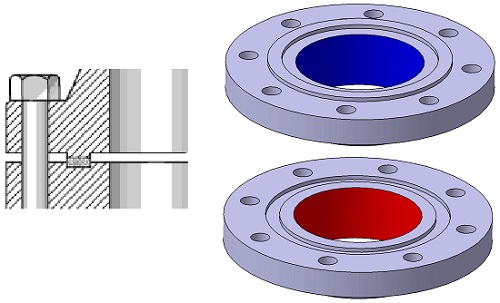
Bu tip flanşlar da uyğun olmalıdır. Bir flanşda bu flanşın səthində hazırlanmış proyeksiya (sünbül) olan bir üzük var, əks flanşın səthində bir yiv işlənir. Bu səthlər adətən nasos qapaqlarında və klapan qapaqlarında olur.
Sabit conta
- Contanın ölçüləri yivin hündürlüyündən eyni və ya daha azdır
- Spacer yivdən 1/16 düymdən çox deyil
- Contanın ölçüləri yivin ölçüləri ilə üst-üstə düşəcəkdir
- Sökərkən, əlaqə ayrıca buraxılmalıdır
DÜZ SƏHİV VƏ YÜZÜK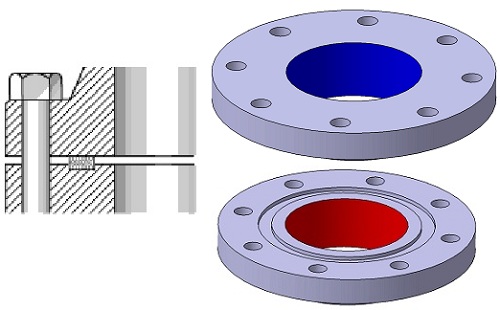
Sabit conta
- Bir səthi düz, digəri isə çentiklidir
- Contanın sıxılmasına dəqiq nəzarət tələb olunan tətbiqlər üçün
- Yalnız elastik contalar tövsiyə olunur - spiral contalar, təzyiqlə işləyən içi boş halqalı contalar və metal gödəkçəli contalar.
FLANŞ SƏHİTİNİN SON BİTİRİLMƏSİ
ASME B16.5 flanş üzünün (qaldırılmış üz və yastı üz) müəyyən bir pürüzlülüyünə malik olmasını tələb edir ki, bu üz conta ilə birləşdirildikdə yaxşı sızdırmazlıq təmin etsin. 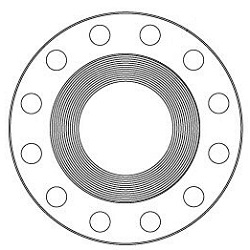
Konsentrik və ya spiral formalı bitirmə üçün düym başına 30-55 yiv lazımdır, nəticədə 125 ilə 500 mikro-düym arasında bir kobudluq yaranır. Bu, flanş istehsalçılarına istənilən sinifdən bir metal flanşın sızdırmazlığı üçün yerləri emal etməyə imkan verəcəkdir.
Partlayış təhlükəsi I kateqoriyalı texnoloji obyektlərin A və B qruplarının maddələrini daşıyan boru kəmərləri üçün spiral sarğı contalarının istifadəsi halları istisna olmaqla, hamar sızdırmazlıq səthi olan flanş birləşmələrinin istifadəsinə icazə verilmir.
ƏN ÇOX İSTİFADƏ EDİLƏN SƏTƏLƏR
Kobudluq
| Demək olar ki, bütün ümumi xidmət şərtləri üçün uyğun olduğundan, hər hansı bir flanşı emal edərkən ən çox istifadə olunur. Sıxıldıqda, contanın yumşaq səthi işlənmiş səthə basacaq, bu, birləşdirilmiş hissələr arasında yüksək səviyyədə sürtünmə yaratmaqla yanaşı, bir möhür yaratmağa kömək edəcəkdir. Bu flanşlar üçün bitirmə 12" üçün dövrə başına 0,88 mm qidalanma sürətində 1,6 mm radiuslu kəsici ilə aparılır. 14" və daha böyüklər üçün emal 3,2 mm radiuslu kəsici ilə əksinə 1,2 mm yem sürətində aparılır. |
 |
 |
Spiral kəsmə
 Davamlı və ya fonoqrafik spiral yiv ola bilər, lakin o, kobudluqdan fərqlənir ki, yiv 45 ° fleyta bucağı ilə V formalı profil yaradan 90 dərəcə kəsicidən istifadə etməklə yaradılır.
Davamlı və ya fonoqrafik spiral yiv ola bilər, lakin o, kobudluqdan fərqlənir ki, yiv 45 ° fleyta bucağı ilə V formalı profil yaradan 90 dərəcə kəsicidən istifadə etməklə yaradılır. Konsentrik çentik.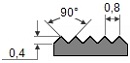 Adından göründüyü kimi, emal konsentrik yivlərdən ibarətdir. 90 ° kəsici istifadə olunur və üzüklər bütün səthə bərabər paylanır.
Adından göründüyü kimi, emal konsentrik yivlərdən ibarətdir. 90 ° kəsici istifadə olunur və üzüklər bütün səthə bərabər paylanır.
Hamar səth.![]() Bu müalicə vizual olaraq alətdən heç bir iz buraxmır. Belə səthlər adətən ikiqat qabıqlı, zolaqlı polad və ya büzməli metal kimi metal səthi olan contalar üçün istifadə olunur. Hamar bir səth möhür yaratmağa kömək edir və əks səthin düzlüyündən asılıdır. Tipik olaraq, bu, 0,8 mm radiuslu kəsici ilə hazırlanmış, 0,3 mm dərinlikdə, 0,05 mm dərinlikdə, davamlı (bəzən fonoqrafik adlanır), spiral yiv tərəfindən yaradılan yastıqla təmas səthinin olması ilə əldə edilir. Bu, Ra 3,2 və 6,3 mikrometr (125-250 mikro-düym) arasında bir pürüzlülüklə nəticələnəcək.
Bu müalicə vizual olaraq alətdən heç bir iz buraxmır. Belə səthlər adətən ikiqat qabıqlı, zolaqlı polad və ya büzməli metal kimi metal səthi olan contalar üçün istifadə olunur. Hamar bir səth möhür yaratmağa kömək edir və əks səthin düzlüyündən asılıdır. Tipik olaraq, bu, 0,8 mm radiuslu kəsici ilə hazırlanmış, 0,3 mm dərinlikdə, 0,05 mm dərinlikdə, davamlı (bəzən fonoqrafik adlanır), spiral yiv tərəfindən yaradılan yastıqla təmas səthinin olması ilə əldə edilir. Bu, Ra 3,2 və 6,3 mikrometr (125-250 mikro-düym) arasında bir pürüzlülüklə nəticələnəcək.
QAZALAR
Möhürlənmiş bir flanş bağlantısı etmək üçün contalar tələb olunur. 
Contalar iki səth arasında su keçirməyən bir möhür yaratmaq üçün istifadə olunan sıxılmış təbəqələr və ya üzüklərdir. Contalar həddindən artıq temperatur və təzyiqlərə tab gətirmək üçün istehsal olunur və metal, yarı metal və qeyri-metal materiallarda mövcuddur.
Məsələn, sızdırmazlıq prinsipi iki flanş arasında bir conta sıxılmasını ehtiva edə bilər. Conta flanşların mikroskopik boşluqlarını və səthi pozuntularını doldurur və sonra mayelərin və qazların sızmasının qarşısını alan bir möhür təşkil edir. Flanş bağlantısında sızmaların qarşısını almaq üçün contanın düzgün və diqqətlə quraşdırılması tələb olunur.
Bu məqalə ASME B16.20 (Metal və Yarım Metalik Boru Flanş Contaları) və ASME B16.21 (Qeyri-metal, Düz Boru Flanş Contaları) uyğun gələn contaları əhatə edəcək.
BOLTALAR
İki flanşı bir-birinə bağlamaq üçün boltlar tələb olunur. Kəmiyyət flanşdakı deliklərin sayı ilə müəyyən ediləcək və boltların diametri və uzunluğu flanşın növündən və onun təzyiq sinifindən asılıdır. ASME B16.5 flanşları üçün neft və kimya sənayesində ən çox istifadə edilən boltlar dirəklərdir. Saplama yivli çubuqdan və iki qozdan ibarətdir. Mövcud boltların başqa bir növü, bir qozlu adi altıbucaq başlı boltlardır.
Ölçülər, ölçülü dözümlülüklər və s. ASME B16.5 və ASME B18.2.2-də, müxtəlif ASTM standartlarında materiallarda müəyyən edilmişdir.
FİRMA
Sızdırmaz flanş bağlantısına nail olmaq üçün conta düzgün quraşdırılmalı, boltlar lazımi fırlanma momentinə malik olmalıdır və ümumi sıxma gərginliyi bütün flanşda bərabər paylanmalıdır. 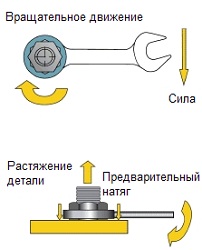
Tələb olunan uzanma fırlanma momentini sıxmaqla əldə edilir (qozunu çevirərək bərkidiciyə əvvəlcədən yükləmə tətbiq etməklə).
Boltun düzgün sıxma anı onun elastik xüsusiyyətlərindən ən yaxşı şəkildə istifadə etməyə imkan verir. Öz vəzifəsini yaxşı yerinə yetirmək üçün bolt özünü yay kimi aparmalıdır. Əməliyyat zamanı sıxma prosesi bolt üzərində eksenel, əvvəlcədən yük yerləşdirir. Əlbəttə ki, bu dartma qüvvəsi montajın komponentlərinə tətbiq edilən əks sıxıcı qüvvələrə bərabərdir. Onu sıxma qüvvəsi və ya dartma qüvvəsi adlandırmaq olar.
TORK AÇIRI
Fırlanma anı açarı, bolt və ya qoz olsun, əlaqəyə dəqiq fırlanma anı tətbiq etmək üçün istifadə olunan əl alətinin ümumi adıdır. Bu, operatora boltda tətbiq olunan fırlanma qüvvəsini (fırlanma anı) ölçməyə imkan verir ki, bu da spesifikasiya daxilində olmalıdır. 
Düzgün flanş boltlarının bərkidilməsi texnikasının seçilməsi təcrübə tələb edir. Texnikalardan hər hansı birinin düzgün tətbiqi həm istifadə olunacaq alət, həm də işi yerinə yetirəcək mütəxəssis kimi ixtisas tələb edir. Aşağıdakılar ən çox istifadə edilən boltun bərkidilməsi üsullarıdır:
- əl sıxma
- pnevmatik zərbə açarı
- hidravlik tork açarı
- rokçu qolu və ya dişli ötürücü ilə mexaniki tork açarı
- boltlar üçün hidravlik gərginlik mexanizmi
Torkun itkisi hər hansı bir boltlu əlaqəyə xasdır. Boltun boşaldılması (quraşdırıldıqdan sonra ilk 24 saat ərzində təxminən 10%), contanın sürüşməsi, sistemin vibrasiyası, istilik genişlənməsi və boltun bərkidilməsi zamanı elastik qarşılıqlı təsirin birgə təsiri fırlanma momentinin itməsinə kömək edir. Sıxma momentinin itkisi kritik səviyyələrə çatdıqda, daxili təzyiq contanı yerində saxlayan sıxılma qüvvəsini üstələyir, bu halda sızma və ya sıçrayış baş verə bilər.
Bu təsirləri azaltmağın açarı contaların düzgün quraşdırılmasıdır. Contayı quraşdırarkən flanşları bir araya gətirmək və düzgün sıxma ardıcıllığına əməl edərək, 4 boltu hamar və paralel olaraq, mümkün olan ən az fırlanma momenti ilə sıxmaq lazımdır. Bu əməliyyat xərclərini azaldacaq və təhlükəsizliyi artıracaq.
Contanın düzgün qalınlığı da vacibdir. Conta nə qədər qalın olsa, onun sürüşmə qabiliyyəti bir o qədər yüksək olar, bu da öz növbəsində sıxma momentinin itirilməsinə səbəb ola bilər. ASME standartı ümumiyyətlə yivli üz flanşları üçün 1,6 mm conta qalınlığını tövsiyə edir. Daha nazik materiallar daha yüksək conta yüklərini və buna görə də daha yüksək daxili təzyiqləri idarə edə bilər.
YAĞLAMA SÜRTÜNMƏNİ AZALDIR
Yağlama sıxma zamanı sürtünməni azaldır, quraşdırma zamanı boltun qırılmasını azaldır və xidmət müddətini artırır. Sürtünmə əmsalının dəyişdirilməsi müəyyən bir sıxma momentində əldə edilən əvvəlcədən yükləmə miqdarına təsir göstərir. Daha yüksək sürtünmə əmsalı daha az fırlanma momentinin əvvəlcədən yüklənməyə çevrilməsinə səbəb olur. Lazım olan fırlanma anı dəyərini dəqiq təyin etmək üçün sürtkü yağının istehsalçısı tərəfindən verilən sürtünmə əmsalı məlum olmalıdır.
Həm daşıyıcı qaykanın səthinə, həm də kişi yivlərinə yağ və ya tutma əleyhinə birləşmələr tətbiq edilməlidir.
BAXMA ARALIĞI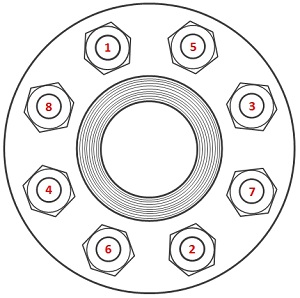 Əvvəlcə keçin, birinci boltu yüngülcə sıxın, sonra onun qarşısındakı digərini, sonra üçüncü boltu və dördüncüsü onun əksinə sıxmaq üçün bir dairədə dörddə bir döndərin (və ya 90 dərəcə). Bütün boltlar bərkidilənə qədər bu ardıcıllığa davam edin. Dörd boltli flanşları sıxarkən, çarpaz çarpaz naxışdan istifadə edin.
Əvvəlcə keçin, birinci boltu yüngülcə sıxın, sonra onun qarşısındakı digərini, sonra üçüncü boltu və dördüncüsü onun əksinə sıxmaq üçün bir dairədə dörddə bir döndərin (və ya 90 dərəcə). Bütün boltlar bərkidilənə qədər bu ardıcıllığa davam edin. Dörd boltli flanşları sıxarkən, çarpaz çarpaz naxışdan istifadə edin.
FLANŞ QOŞMASININ HAZIRLANMASI
Flanş birləşmələrində möhkəmliyə nail olmaq üçün bütün komponentlər dəqiq olmalıdır.
Bağlantı prosesinə başlamazdan əvvəl gələcəkdə problemlərin qarşısını almaq üçün aşağıdakı addımları atmalısınız:
- Flanş səthlərini təmizləyin və cızıqların olub olmadığını yoxlayın; səthlər təmiz və hər hansı qüsurlardan (pürüz, çuxur, əyilmə və s.) təmiz olmalıdır.
- Bütün boltlar və qoz-fındıqları iplərin zədələnməsi və ya korroziyası üçün yoxlayın. Zəruri hallarda boltlar və ya qoz-fındıqları dəyişdirin və ya təmir edin
- Bütün iplərdən buruqları çıxarın
- Boltların və ya saplamaların iplərini və flanş və ya yuyucuya bitişik qozların səthlərini yağlayın. Əksər tətbiqlər üçün bərkimiş yuyucular tövsiyə olunur.
- Yeni contanı quraşdırın və onun mərkəzləşdiyinə əmin olun. Köhnə contadan istifadə etməyin və ya bir neçə contadan istifadə etməyin.
- Flanşın ASME B31.3 proses boru kəməri standartına uyğunluğunu yoxlayın
- 2-3 ipin ipin yuxarı hissəsindən yuxarı olmasını təmin etmək üçün qoz-fındıqların yerini tənzimləyin.



