বাহ্যিক থ্রেড কাটা
থ্রেডপ্রতিনিধিত্ব করে ঘূর্ণন অংশে গঠিত হেলিকাল খাঁজ. অংশগুলিকে একত্রে সংযুক্ত করার জন্য (বাঁধে রাখা) এবং গতি প্রেরণের জন্য ব্যাপকভাবে ব্যবহৃত হয় (যেমন, লেদ বা ভাইসের সীসা স্ক্রুতে)।
থ্রেডেড সংযোগে ব্যবহৃত হয় বল্টু, hairpinsএবং স্ক্রু. বোল্ট - একটি নলাকার রড যার এক প্রান্তে একটি মাথা এবং অন্য প্রান্তে একটি থ্রেড (ডান দিকের চিত্রটি দেখুন) ক). হেয়ারপিন - উভয় প্রান্তে থ্রেড সহ একটি নলাকার রড। স্টাডের এক প্রান্ত যুক্ত করা অংশগুলির একটিতে স্ক্রু করা হয় এবং যে অংশটি বেঁধে দেওয়া হবে তা অন্য প্রান্তে ইনস্টল করা হয় এবং একটি বাদাম স্ক্রু করা হয় ( খ). স্ক্রু - একটি নলাকার রড যার সাথে একটি থ্রেড সংযুক্ত করা হবে এবং বিভিন্ন আকারের একটি মাথা ( ভি).
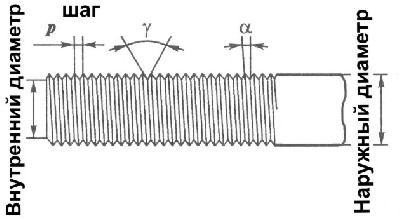
মৌলিক থ্রেড উপাদান
: হেলিক্স কোণ ক,
থ্রেড পিচ আর, প্রোফাইল কোণ এ, বাইরের এবং ভিতরের ব্যাস(বাম দিকের ছবি)। থ্রেডেড সংযোগের উদ্দেশ্যের উপর নির্ভর করে, বিভিন্ন ধরণের থ্রেড ব্যবহার করা হয়।

দ্বারা বাঁক দিকখোদাই ঘটে অধিকারএবং বাম(ডান দিকের ছবি)। প্রায়শই, ডান হাতের থ্রেড কাটা হয়।
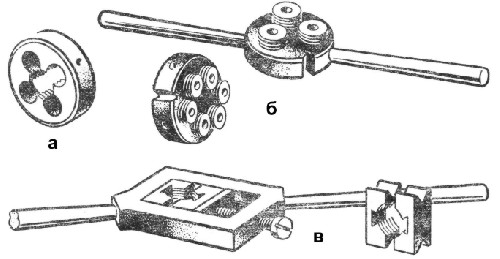
বাহ্যিক বন্ধন থ্রেড কাটতে, একটি বিশেষ সরঞ্জাম ব্যবহার করুন - মারা যায়. তারা বৃত্তাকার(ছবি বাম ক), থ্রেড ঘূর্ণায়মান(খ) এবং পিছলে পড়া(ভি).
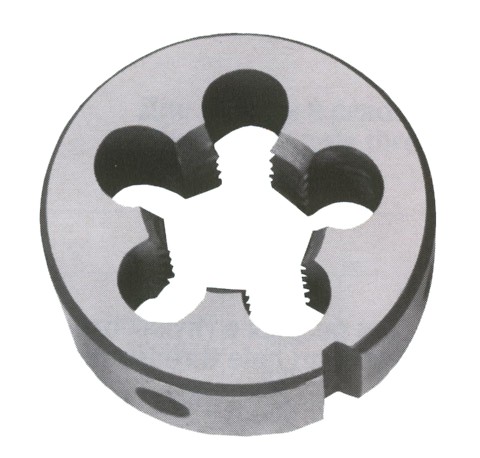
রাউন্ড ডাই (ডানদিকের চিত্র) শক্ত ইস্পাত দিয়ে তৈরি বাদামের আকারে তৈরি। ডাই এর থ্রেড অনুদৈর্ঘ্য গর্ত মাধ্যমে অতিক্রম করা হয়. ফলস্বরূপ কীলক-আকৃতির কাটিয়া প্রান্ত এবং খাঁজগুলি ওয়ার্কপিস কাটা এবং চিপগুলির একযোগে মুক্তি নিশ্চিত করে। রডের শেষের (ওয়ার্কপিস) প্রান্তের দিক থেকে ডাইতে আরও ভালভাবে ফিট করার জন্য, এর থ্রেডটির প্রোফাইলের উচ্চতা কম। এটি তথাকথিত বেড়া অংশ। 1 থেকে 76 মিমি ব্যাস সহ মেট্রিক থ্রেড কাটার জন্য স্ট্যান্ডার্ড অনুসারে রাউন্ড ডাইস সরবরাহ করা হয়। তারা বাসা মধ্যে স্থাপন করা হয় ডাই হোল্ডার এবং একটি স্ক্রু ড্রাইভারের জন্য একটি স্লট সহ স্টাড (বা বোল্ট) দিয়ে এটি ঠিক করুন।
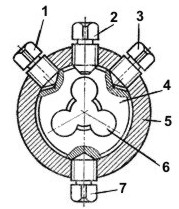
মরা 4 (চিত্র বাম) সঙ্গে বিশেষ কাটআউট 6 সংযুক্ত ডাই হোল্ডার 5 বা মধ্যে কলারতিন বা চারটি স্ক্রু, এর আকার এবং অপারেটিং অবস্থার উপর নির্ভর করে। এক বা দুটি স্ক্রু 7 সুরক্ষিত পরিবেশন করুন স্ক্রু 1 এবং 3 - জাম্পার কাটার পরে এর আকার সামঞ্জস্য করার সময় ডাইটিকে সুরক্ষিত এবং সংকুচিত করতে। ডাই ব্যবহার করে প্রসারিত হয় স্ক্রু 2 .
দালানটিতে থ্রেড রোলিং ডাই (ভাত। খউপরে) ইনস্টল করা রোলিং সামঞ্জস্যযোগ্য থ্রেডেড casters. Workpiece এর ধাতু কাটা হয় না, কিন্তু extruded। এই কারণে, থ্রেডের পৃষ্ঠটি পরিষ্কার, এবং থ্রেডটি নিজেই উচ্চ মানের এবং আরও সঠিক।
 স্লাইডিং প্রিজম্যাটিক মারা যায়
(ভাত। ভিউপরে) দুটি স্লাইডিং এবং প্রত্যাহারযোগ্য অর্ধ-প্লেট নিয়ে গঠিত।
স্লাইডিং প্রিজম্যাটিক মারা যায়
(ভাত। ভিউপরে) দুটি স্লাইডিং এবং প্রত্যাহারযোগ্য অর্ধ-প্লেট নিয়ে গঠিত।
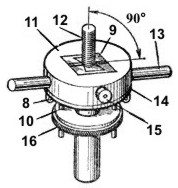
বিশেষ আগ্রহের বিষয় হল একটি অতিরিক্ত গাইড রিং সহ ডাই (ডানদিকে চিত্র) ইনস্টল এবং বেঁধে রাখার জন্য গাঁট 16
, যা নলাকার ওয়ার্কপিসের দিকনির্দেশ বজায় রাখতে সাহায্য করে 12
(রড, ছাঁচ pushers এবং screws, ডাই pullers)। অতিরিক্ত ডিভাইস প্রচলিত গেট ব্যবহার করা যেতে পারে.
ক্লিপের ভেতরের অংশে 1
কলারে প্রিজম্যাটিক ডাইস সন্নিবেশিত একটি প্রক্রিয়াকৃত বর্গাকার উইন্ডো রয়েছে। ধারকের পাশে একটি স্ক্রু ইনস্টল করা আছে 15
, ডাইস টিপে 9
অপারেশন চলাকালীন, এবং ক্লিপের দিক থেকে শরীরে 11
দুটি হাতল স্ক্রু করা 13
হাত ধরার জন্য। খাঁচার নীচে একটি ওয়াশার ইনস্টল করা আছে 14
, screws সঙ্গে সুরক্ষিত 8
, এবং দুটি গাইড পিন 10
, যা বরাবর রিং সরানো 16
.
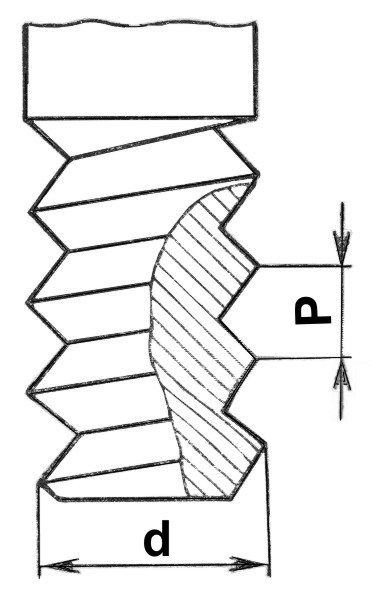
রডের উপর ডাই দিয়ে থ্রেড কাটতে হলে প্রথমে জানতে হবে থ্রেডের বাইরের ব্যাস dএবং তার পদক্ষেপ আর(বাম দিকে ছবি দেখুন)। এই তথ্য প্লেট নির্দেশিত হয়. তারপরে, টেবিলটি ব্যবহার করে (নীচের টেবিলটি দেখুন), এই থ্রেডের জন্য রডের ব্যাস নির্ধারণ করুন এবং ওয়ার্কপিসটি নির্বাচন করুন।
| থ্রেড ব্যাস | ধাপ(আর) | ছিপ ব্যাস | |
| সর্বনিম্ন | বৃহত্তম | ||
| এম 5 | 0,75 | 4,8 | 4,8 |
| এম 6 | 1 | 5,8 | 5,8 |
| এম 8 | 1,25 | 7,8 | 7,9 |
| এম 10 | 1,5 | 9,75 | 9,85 |
| এম 12 | 1,75 | 11,76 | 11,88 |
একই সময়ে, এটি বিবেচনা করা প্রয়োজন যে যখন একটি থ্রেড কাটা হয়, ধাতু, বিশেষত তামা এবং হালকা ইস্পাত "প্রসারিত হয়।" ফলস্বরূপ, রডের ব্যাস সামান্য বৃদ্ধি পায় এবং ডাই এর থ্রেডেড পৃষ্ঠের উপর চাপ বৃদ্ধি পায়। এটি উত্তপ্ত হয়, চিপগুলি কাটিয়া প্রান্তে লেগে থাকে এবং থ্রেডটি "র্যাগড" হয়ে যায়। এই সব এর গুণমান হ্রাস করে। এই জন্য রডের ব্যাস থ্রেডের আকারের উপর নির্ভর করে থ্রেডের বাইরের ব্যাসের চেয়ে 0.1...0.3 মিমি কম হওয়া উচিত. যদি রডের ব্যাস থ্রেডের বাইরের ব্যাসের চেয়ে 0.4...0.5 মিমি ছোট হয়, তাহলে থ্রেড প্রোফাইলটি অসম্পূর্ণ।
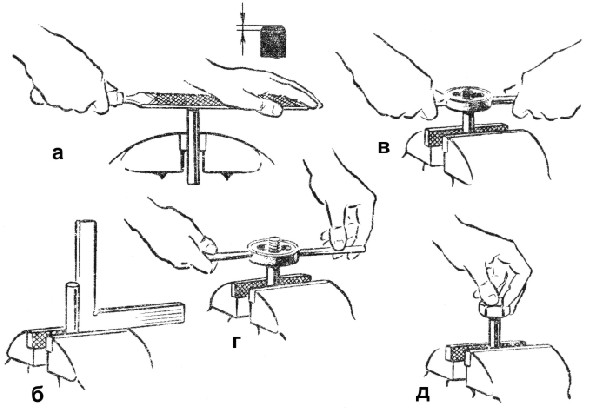 নির্বাচিত ওয়ার্কপিসটি অবশ্যই সোজা করতে হবে, চিহ্নিত করতে হবে, চিহ্ন অনুসারে কাটাতে হবে এবং এটিকে একটি ভাইসে সুরক্ষিত করতে হবে, একটি ফাইল দিয়ে চ্যামফার্ড করতে হবে (চিত্র। ক) যাতে ডাই এর গ্রহণের অংশটি আরও সহজে ধাতুকে ক্যাপচার করে। আপনি বাহ্যিক পরিদর্শন দ্বারা এবং একটি অক্ষত থ্রেড সঙ্গে একটি বল্টু বা অশ্বপালনের উপর এটি স্ক্রু করে ডাই এর গুণমান পরীক্ষা করা উচিত। সকেটে সম্ভাব্য বিকৃতি এবং স্লিপেজ বাদ দেওয়ার জন্য ডাই হোল্ডারে ডাই বেঁধে রাখার মানটি সাবধানে পরীক্ষা করাও প্রয়োজন।
নির্বাচিত ওয়ার্কপিসটি অবশ্যই সোজা করতে হবে, চিহ্নিত করতে হবে, চিহ্ন অনুসারে কাটাতে হবে এবং এটিকে একটি ভাইসে সুরক্ষিত করতে হবে, একটি ফাইল দিয়ে চ্যামফার্ড করতে হবে (চিত্র। ক) যাতে ডাই এর গ্রহণের অংশটি আরও সহজে ধাতুকে ক্যাপচার করে। আপনি বাহ্যিক পরিদর্শন দ্বারা এবং একটি অক্ষত থ্রেড সঙ্গে একটি বল্টু বা অশ্বপালনের উপর এটি স্ক্রু করে ডাই এর গুণমান পরীক্ষা করা উচিত। সকেটে সম্ভাব্য বিকৃতি এবং স্লিপেজ বাদ দেওয়ার জন্য ডাই হোল্ডারে ডাই বেঁধে রাখার মানটি সাবধানে পরীক্ষা করাও প্রয়োজন।
থ্রেড কাটার আগে, এর দৈর্ঘ্য রডের উপর চিহ্নিত করা হয়, রডটি এমনভাবে সুরক্ষিত করা হয় যাতে চোয়ালের উপরের সমতলের উপরে প্রসারিত প্রান্তটি কাটা অংশের চেয়ে 20...25 মিমি বড় হয়। রডটি স্কোয়ারে 90° কোণে চোয়ালের উপরের সমতলগুলিতে স্থাপন করা হয় (চিত্র। খ) ডাই, ডাই হোল্ডারে স্থির, রডের উপরের প্রান্তে স্থাপন করা হয় এবং, সামান্য চাপ দিয়ে, ডাইটিকে স্কুইং থেকে রোধ করে, এটি ঘোরান (চিত্র। ভি) 1-2টি থ্রেড কাটার পরে, আবার ডাই এবং রডের ঘূর্ণনের অক্ষগুলির কাকতালীয়তা পরীক্ষা করুন।
তারপর রডের থ্রেডেড অংশ তেল দিয়ে লুব্রিকেট করুন, ডাই কাটা এবং ডাই ঘোরানো, ডাই হোল্ডারের উভয় হাতলে সমানভাবে টিপে (চিত্র। জি). ঘূর্ণনটি পারস্পরিক হওয়া উচিত: এক বা দুটি ডানদিকে বাঁক এবং বাম দিকে অর্ধেক বাঁক।এই ক্ষেত্রে, চিপগুলি ভেঙে যায় এবং অনুদৈর্ঘ্য গর্ত দিয়ে প্রস্থান করে। এটি থ্রেড কাটা সহজ করে তোলে এবং থ্রেডের গুণমান উন্নত করে। 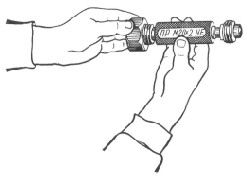
কাটা থ্রেডের গুণমান উত্পাদন অবস্থার অধীনে পরীক্ষা করা হয় থ্রেড মাইক্রোমিটার, থ্রেড গেজ-রিং এবং স্ক্রু প্লাগ(বাম দিকে ছবি দেখুন)। স্কুল সেটিংসে, এটি বাদাম দিয়ে থ্রেড চেক করার অনুমতি দেওয়া হয়।
কাজ শেষ করার পরে, ডাই ধারক থেকে ডাই সরানো হয়, একটি ব্রাশ দিয়ে চিপস থেকে পুঙ্খানুপুঙ্খভাবে পরিষ্কার করা হয়, একটি ন্যাকড়া দিয়ে মুছে এবং তেল দিয়ে লুব্রিকেট করা হয়।
ডাই দিয়ে থ্রেড কাটিংও লেদ দিয়ে করা যায়।
থ্রেড কাটার সময়, ডাইটি ডাই হোল্ডারে নিরাপদে সুরক্ষিত করা উচিত।
কাজ করার সময়, ডাই হোল্ডার হ্যান্ডেল এবং সমর্থনের মধ্যে আপনার হাত না পেতে সতর্ক থাকুন।
তৈলাক্তকরণের জন্য একটি ব্রাশ বা তেলের ক্যান ব্যবহার করুন।
ডাই বন্ধ চিপস গাট্টা না, কিন্তু একটি ঝাড়ু ব্রাশ ব্যবহার করুন.
কাপড় বা হাতে তেল লাগাতে দেবেন না।
কারখানায় শক্ত স্ক্রু ব্যবহার করা হয় যা জোড়া লাগানোর জন্য দুই বা ততোধিক শিট মেটালের টুকরোতে খোঁচা ছিদ্র দিয়ে চালিত হয়। স্ক্রু, গর্ত মধ্যে থ্রেড কাটা, এই অংশ সংযোগ. থ্রেডেড সংযোগের এই পদ্ধতিটি লাভজনক এবং সমাবেশ প্রক্রিয়াটিকে গতিশীল করে। অনেক এন্টারপ্রাইজ এখন হার্ডেনড ব্যবহার করে স্ব-বহির্ভূতইস্পাত এবং ঢালাই লোহার অংশগুলির জন্য স্ক্রু, যার কঠোরতা স্ক্রুগুলির কঠোরতার চেয়ে কম।
বোল্টের উপর থ্রেড এবং ছোট ব্যাসের স্টাডগুলি তৈরি করা হয় স্বয়ংক্রিয় lathesএকযোগে বোল্ট নিজেদের উত্পাদন সঙ্গে. এছাড়াও স্ক্রু এবং বল্টু মুদ্রাঙ্কিতপ্রেসে
ব্যাপকভাবে ভর উত্পাদন ব্যবহৃত বাহ্যিক থ্রেড ঘূর্ণায়মান. রোলারগুলির মধ্যে যাওয়ার পরে, রডের উপর একটি থ্রেড তৈরি হয়। কিছু থ্রেডিং মেশিন রোলারের পরিবর্তে কার্বাইড সন্নিবেশ ব্যবহার করে।
নীচে আমরা মৌলিক শর্তাবলী এবং ধারণাগুলি বর্ণনা করি যা উপাদানটি আয়ত্ত করার জন্য প্রয়োজনীয়।
প্রধান থ্রেড উপাদান:
বাইরের থ্রেড ব্যাস- এটি একটি কাল্পনিক সিলিন্ডারের ব্যাস, যার পৃষ্ঠটি বাহ্যিক থ্রেডের শীর্ষ এবং অভ্যন্তরীণ থ্রেডের উপত্যকার সাথে মিলে যায়।
অভ্যন্তরীণ থ্রেড ব্যাস- সিলিন্ডারের ব্যাস, যার পৃষ্ঠটি অভ্যন্তরীণ থ্রেডের ক্রেস্ট এবং বাহ্যিক থ্রেডের উপত্যকার সাথে মিলে যায়।
গড় থ্রেড ব্যাস- থ্রেডের সাথে একটি কাল্পনিক সিলিন্ডারের সমাক্ষের ব্যাস, যার জেনারাট্রিক্সটি থ্রেড প্রোফাইলটিকে বিন্দুতে ছেদ করে যেখানে খাঁজের প্রস্থ অর্ধেক থ্রেড পিচের সমান।
প্রোফাইল কোণ- প্রোফাইলের পাশের মধ্যে কোণ, অক্ষীয় বিভাগে পরিমাপ করা হয়।
প্রোফাইলের শীর্ষে- প্রোট্রুশনের দিকগুলিকে সংযুক্তকারী প্রোফাইলের বিভাগ।
প্রোফাইল গহ্বর- খাঁজের পাশের সংযোগকারী প্রোফাইলের বিভাগ।
থ্রেড পিচ হল থ্রেড অক্ষের সমান্তরালে একই নামের সংলগ্ন প্রোফাইল পাশের মধ্যে দূরত্ব।
থ্রেড কোণ- থ্রেডের গড় ব্যাসের উপর অবস্থিত একটি বিন্দুতে হেলিকাল লাইনের স্পর্শক দ্বারা গঠিত কোণ এবং থ্রেডের অক্ষের সাথে একটি সমতল লম্ব।
প্রোফাইল কোণ- থ্রেডের পাশের কোণ, থ্রেডের অক্ষের মধ্য দিয়ে যাওয়া একটি সমতলে পরিমাপ করা হয়।
থ্রেড সিস্টেম
নিম্নলিখিত থ্রেড শিল্পে ব্যবহৃত হয়:
মেট্রিক থ্রেড- একটি ত্রিভুজাকার প্রোফাইল রয়েছে এবং প্রধানত অংশগুলিকে একত্রে সংযুক্ত করতে কাজ করে।
মেট্রিক থ্রেড দুটি গ্রুপে বিভক্ত: মোটা পিচ সহ মেট্রিক থ্রেডএবং মেট্রিক সূক্ষ্ম পিচ থ্রেডব্যাসের জন্য 0.25-600 মিমি।
পাইপ tapered থ্রেড- নলাকার এক হিসাবে একই উদ্দেশ্য আছে. শঙ্কুযুক্ত পাইপ থ্রেডের বাঁকগুলিকে বিকৃত করে প্রয়োজনীয় সংযোগের ঘনত্ব অর্জন করা হয়।
টেপারড ইঞ্চি থ্রেড 60 ডিগ্রী একটি প্রোফাইল কোণ সঙ্গে. টাইট সংযোগ পেতে টেপারড ইঞ্চি থ্রেড ব্যবহার করা হয়।
ইঞ্চি থ্রেড- বোল্ট, স্ক্রু এবং স্টাড সহ মেশিনের অংশগুলির সংযোগ বন্ধ করার জন্য ব্যবহৃত হয়।
ট্র্যাপিজয়েডাল থ্রেড- প্রধানত মেশিন টুলস এবং অন্যান্য পাওয়ার ট্রান্সমিশনের সীসা স্ক্রুগুলির জন্য ব্যবহৃত হয়।
ট্র্যাপিজয়েডাল থ্রেডবিভক্ত করা হয় বড়, স্বাভাবিক এবং ছোট.
থ্রাস্ট থ্রেড- বড়, স্বাভাবিক এবং ছোট - একটি একতরফাভাবে অভিনয় করা লোড সহ চালানো এবং কার্গো (ভারী লোড) স্ক্রুগুলির জন্য প্রাথমিকভাবে ব্যবহৃত হয়। বিরল ক্ষেত্রে তারা ফাস্টেনার হিসাবে ব্যবহৃত হয়।
আয়তক্ষেত্রাকার থ্রেড- পণ্যসম্ভার এবং সীসা স্ক্রু জন্য ব্যবহৃত. থ্রেড তৈরি করা কঠিন এবং এর অসুবিধা রয়েছে যা তাদের ব্যবহার সীমিত করে।
নলাকার পাইপ থ্রেড- নলাকার পাইপ থ্রেডগুলি ফাঁপা পাতলা-প্রাচীরযুক্ত অংশগুলির সংযোগে ব্যবহৃত হয়, যখন সংযোগটি বিশেষভাবে শক্ত হওয়া উচিত।
মডুলার থ্রেড- কৃমির জন্য ব্যবহৃত।
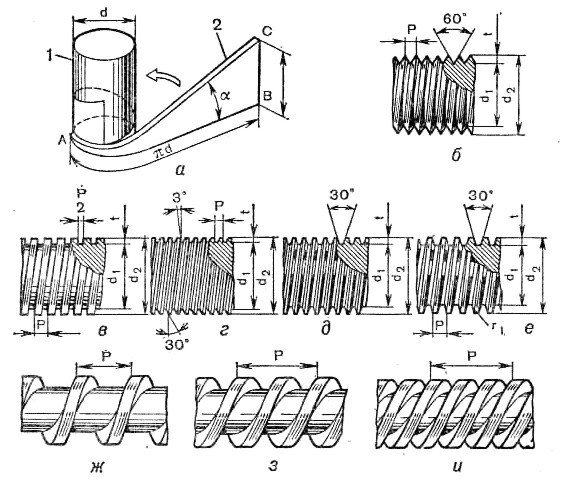
হেলিক্স ডায়াগ্রাম: ক- একটি হেলিক্স লাইনের বিকাশ; খ- নলাকার ত্রিভুজাকার থ্রেড; ভি- নলাকার বর্গাকার থ্রেড; জি- নলাকার আয়তক্ষেত্রাকার থ্রেড; d- নলাকার
trapezoidal থ্রেড; e- নলাকার বৃত্তাকার থ্রেড; এবং- একক শুরু থ্রেড; জ- ডবল থ্রেড; এবং - থ্রি-স্টার্ট থ্রেড।

থ্রেড পিচ খুঁজে বের করার জন্য, বিশেষ গেজ ব্যবহার করা হয় (ডানদিকে চিত্র দেখুন)।



