ফ্ল্যাঞ্জএকটি পাইপিং সিস্টেম গঠনের জন্য পাইপ, ভালভ, পাম্প এবং অন্যান্য সরঞ্জাম সংযোগ করার একটি উপায়। এই সংযোগ পদ্ধতি পরিষ্কার, পরিদর্শন বা পরিবর্তনের জন্য সহজ অ্যাক্সেস প্রদান করে। ফ্ল্যাঞ্জগুলি সাধারণত থ্রেডেড বা ঝালাই করা হয়। ফ্ল্যাঞ্জ সংযোগে দুটি ফ্ল্যাঞ্জ থাকে যা বোল্টের সাথে স্থির থাকে এবং শক্ততা নিশ্চিত করতে তাদের মধ্যে একটি গ্যাসকেট থাকে।
পাইপ flanges বিভিন্ন উপকরণ থেকে তৈরি করা হয়. ফ্ল্যাঞ্জগুলি পৃষ্ঠের মেশিনযুক্ত, ঢালাই লোহা এবং নোডুলার লোহা, তবে সর্বাধিক ব্যবহৃত উপাদান হল নকল কার্বন ইস্পাত।
তেল এবং রাসায়নিক শিল্পে সর্বাধিক ব্যবহৃত ফ্ল্যাঞ্জগুলি:
- ঢালাই ঘাড় সঙ্গে
- ফ্ল্যাঞ্জের মাধ্যমে
- ঢালাই জন্য একটি অবকাশ সঙ্গে ঢালাই
- ঢালাই ওভারল্যাপ (মুক্ত-ঘূর্ণায়মান)
- থ্রেডেড ফ্ল্যাঞ্জ
- ফ্ল্যাঞ্জ প্লাগ

বিনামূল্যে ছাড়া সব ধরনের flanges, একটি চাঙ্গা পৃষ্ঠ আছে.
বিশেষ flanges
উপরে উল্লিখিত ফ্ল্যাঞ্জগুলি বাদ দিয়ে, বেশ কয়েকটি বিশেষ ফ্ল্যাঞ্জ রয়েছে, যেমন:
- ডায়াফ্রাম ফ্ল্যাঞ্জ
- দীর্ঘ ঢালাই কলার flanges
- সম্প্রসারণ ফ্ল্যাঞ্জ
- অ্যাডাপ্টার ফ্ল্যাঞ্জ
- রিং প্লাগ (ফ্ল্যাঞ্জ সংযোগের অংশ)
- ডিস্ক প্লাগ এবং মধ্যবর্তী রিং (ফ্ল্যাঞ্জ সংযোগের অংশ)
ফ্ল্যাঞ্জের জন্য ব্যবহৃত সবচেয়ে সাধারণ উপকরণগুলি হল কার্বন ইস্পাত, স্টেইনলেস স্টীল, ঢালাই লোহা, অ্যালুমিনিয়াম, পিতল, ব্রোঞ্জ, প্লাস্টিক ইত্যাদি। উপরন্তু, বিশেষ অ্যাপ্লিকেশনের জন্য ফিটিং এবং পাইপের মতো ফ্ল্যাঞ্জগুলি কখনও কখনও ফ্ল্যাঞ্জগুলির থেকে সম্পূর্ণ ভিন্ন মানের উপাদানের একটি স্তর দিয়ে অভ্যন্তরীণভাবে লেপা হয়। এগুলি রেখাযুক্ত ফ্ল্যাঞ্জ। পাইপ নির্বাচন করার সময় ফ্ল্যাঞ্জের উপাদানগুলি প্রায়শই সেট করা হয়। একটি নিয়ম হিসাবে, ফ্ল্যাঞ্জটি পাইপগুলির মতো একই উপাদান দিয়ে তৈরি।
একটি 6" কলার ওয়েল্ড ফ্ল্যাঞ্জের উদাহরণ - 150#-S40
প্রতিটি ASME B16.5 ফ্ল্যাঞ্জের বেশ কয়েকটি স্ট্যান্ডার্ড আকার রয়েছে। যদি জাপানের একজন ডিজাইনার, বা কানাডার একজন প্রজেক্ট বিল্ডার, অথবা অস্ট্রেলিয়ার একজন পাইপলাইন ইনস্টলার, ASME B16.5-এর সাথে সামঞ্জস্যপূর্ণ একটি 6"-150#-S40 ওয়েল্ডিং ফ্ল্যাঞ্জের কথা বলেন, তাহলে তারা নীচে দেখানো ফ্ল্যাঞ্জের কথা বলছেন। 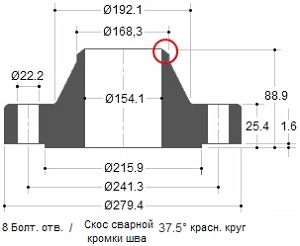
একটি ফ্ল্যাঞ্জ অর্ডার করার ক্ষেত্রে, সরবরাহকারী উপাদানের গুণমান জানতে চান। উদাহরণস্বরূপ, ASTM A105 একটি স্ট্যাম্পযুক্ত কার্বন ইস্পাত ফ্ল্যাঞ্জ যখন A182 একটি স্ট্যাম্পযুক্ত খাদ ইস্পাত ফ্ল্যাঞ্জ। সুতরাং, প্রবিধান দ্বারা, সরবরাহকারীর জন্য উভয় মান অবশ্যই নির্দিষ্ট করতে হবে: ওয়েল্ড ফ্ল্যাঞ্জ 6"-150#-S40-ASME B16.5/ASTM A105৷
প্রেসার ক্লাস
ফ্ল্যাঞ্জের চাপের শ্রেণী বা রেটিং পাউন্ডে হবে। চাপ শ্রেণী নির্দেশ করতে বিভিন্ন নাম ব্যবহার করা হয়। উদাহরণস্বরূপ: 150 Lb বা 150Lbs বা 150# বা ক্লাস 150, একই জিনিস মানে।
নকল ইস্পাত flanges 7 প্রধান শ্রেণীবিভাগ আছে:
150 পাউন্ড - 300 পাউন্ড - 400 পাউন্ড - 600 পাউন্ড - 900 পাউন্ড - 1500 পাউন্ড - 2500 পাউন্ড
ফ্ল্যাঞ্জ শ্রেণীবিভাগের ধারণাটি স্পষ্ট এবং সুস্পষ্ট। একটি ক্লাস 300 ফ্ল্যাঞ্জ একটি ক্লাস 150 ফ্ল্যাঞ্জের চেয়ে বেশি চাপ পরিচালনা করতে পারে কারণ একটি ক্লাস 300 ফ্ল্যাঞ্জে বেশি ধাতু থাকে এবং উচ্চ চাপ সহ্য করতে পারে। যাইহোক, ফ্ল্যাঞ্জ চাপের সীমাকে প্রভাবিত করতে পারে এমন অনেকগুলি কারণ রয়েছে।
উদাহরণ
ফ্ল্যাঞ্জগুলি বিভিন্ন তাপমাত্রায় বিভিন্ন চাপ সহ্য করতে পারে। তাপমাত্রা বাড়ার সাথে সাথে ফ্ল্যাঞ্জের চাপ শ্রেণী হ্রাস পায়। উদাহরণস্বরূপ, একটি ক্লাস 150 ফ্ল্যাঞ্জ পরিবেষ্টিত প্রায় 270 PSIG, 200°C-তে 180 PSIG, 315°C-তে 150 PSIG, এবং 426°C-তে 75 PSIG-এ রেট করা হয়েছে।
অতিরিক্ত কারণগুলি হল যে ফ্ল্যাঞ্জগুলি বিভিন্ন উপকরণ যেমন অ্যালয় স্টিল, ঢালাই এবং নমনীয় লোহা ইত্যাদি থেকে তৈরি করা যেতে পারে। প্রতিটি উপাদান বিভিন্ন চাপ ক্লাস আছে.
প্যারামিটার "চাপ-তাপমাত্রা"
চাপ-তাপমাত্রা শ্রেণী ডিগ্রী সেলসিয়াস তাপমাত্রায় বারে অপারেটিং, সর্বাধিক অনুমোদিত অতিরিক্ত চাপকে সংজ্ঞায়িত করে। মধ্যবর্তী তাপমাত্রার জন্য, লিনিয়ার ইন্টারপোলেশন অনুমোদিত। স্বরলিপি ক্লাসের মধ্যে ইন্টারপোলেশন অনুমোদিত নয়।
তাপমাত্রা-চাপ শ্রেণীবিভাগ
তাপমাত্রা-চাপ শ্রেণীটি ফ্ল্যাঞ্জ সংযোগগুলির জন্য প্রযোজ্য যা বোল্টযুক্ত সংযোগ এবং গ্যাসকেটগুলির সীমা মেনে চলে যা সমাবেশ এবং প্রান্তিককরণের জন্য ভাল অনুশীলন অনুসারে তৈরি করা হয়। ফ্ল্যাঞ্জ সংযোগের জন্য এই ক্লাসগুলির ব্যবহার যা এই সীমাগুলি পূরণ করে না ব্যবহারকারীর দায়িত্ব৷
সংশ্লিষ্ট চাপ শ্রেণীর জন্য দেখানো তাপমাত্রা হল অংশের ভিতরের শেলের তাপমাত্রা। মূলত, এই তাপমাত্রা থাকে তরলের মতই। বর্তমান কোড এবং প্রবিধানের প্রয়োজনীয়তা অনুসারে, প্রবাহিত তরল থেকে ভিন্ন তাপমাত্রার সাথে সঙ্গতিপূর্ণ একটি চাপ শ্রেণি ব্যবহার করার সময়, সমস্ত দায়িত্ব গ্রাহকের উপর বর্তায়। -29 ডিগ্রি সেলসিয়াসের নীচে যে কোনও তাপমাত্রার জন্য, রেটিংটি -29 ডিগ্রি সেন্টিগ্রেডে ব্যবহারের চেয়ে বেশি হওয়া উচিত নয়।
উদাহরণ হিসাবে, নীচে আপনি ASTM-এর সাথে সামঞ্জস্যপূর্ণ উপাদান গ্রুপের দুটি টেবিল এবং ASME B16.5 অনুসারে এই উপকরণগুলির জন্য তাপমাত্রা-চাপ শ্রেণি সহ দুটি অন্যান্য টেবিল পাবেন।
| উপকরণ ASTM গ্রুপ 2-1.1 |
|||
| নামমাত্র পদবী |
স্ট্যাম্পিং |
ঢালাই |
প্লেট |
| সি-সি | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ নি |
A350 Gr.LF3 |
- | - |
মন্তব্য:
|
|||
| ASTM গ্রুপ 2-1.1 উপাদানের জন্য তাপমাত্রা-চাপ শ্রেণী ক্লাস দ্বারা অপারেটিং চাপ |
|||||||
| তাপমাত্রা °সে | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 থেকে 38 পর্যন্ত |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM গ্রুপ 2-2.3 উপাদানের জন্য তাপমাত্রা-চাপ শ্রেণী ক্লাস দ্বারা অপারেটিং চাপ |
|||||||
| তাপমাত্রা °সে | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 থেকে 38 পর্যন্ত |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
ফ্ল্যাঞ্জ পৃষ্ঠ
ফ্ল্যাঞ্জ পৃষ্ঠের আকৃতি এবং নকশা নির্ধারণ করবে যেখানে সিলিং রিং বা গ্যাসকেট অবস্থিত হবে।
সর্বাধিক ব্যবহৃত প্রকার:
- উত্থিত পৃষ্ঠ (RF)
- সমতল পৃষ্ঠ (FF)
- ও-রিং গ্রুভ (RTJ)
- পুরুষ এবং মহিলা থ্রেড সহ (M&F)
- জিহ্বা এবং খাঁজ (T&G)
উত্থাপিত মুখ, সবচেয়ে প্রযোজ্য ধরনের ফ্ল্যাঞ্জ, সনাক্ত করা সহজ। এই ধরনের বলা হয় কারণ গ্যাসকেটের পৃষ্ঠটি বোল্টেড জয়েন্টের পৃষ্ঠের উপরে প্রসারিত হয়। 
ব্যাস এবং উচ্চতা চাপ শ্রেণী এবং ব্যাস ব্যবহার করে ASME B16.5 অনুযায়ী সংজ্ঞায়িত করা হয়। 300 পাউন্ড পর্যন্ত চাপের শ্রেণীতে, উচ্চতা প্রায় 1.6 মিমি, এবং 400 থেকে 2500 পাউন্ড পর্যন্ত চাপের শ্রেণীতে, উচ্চতা প্রায় 6.4 মিমি। ফ্ল্যাঞ্জের চাপ শ্রেণী উত্থাপিত মুখের উচ্চতা নির্ধারণ করে। একটি (RF) ফ্ল্যাঞ্জের উদ্দেশ্য হল একটি ছোট গ্যাসকেট এলাকায় আরও চাপকে কেন্দ্রীভূত করা, যার ফলে জয়েন্টের চাপের সীমা বৃদ্ধি পায়।
এই নিবন্ধে বর্ণিত সমস্ত ফ্ল্যাঞ্জের উচ্চতার পরামিতিগুলির জন্য, ল্যাপ জয়েন্ট ফ্ল্যাঞ্জ ব্যতীত মাত্রা H এবং B ব্যবহার করা হয়, এটি অবশ্যই নিম্নলিখিত হিসাবে বোঝা এবং মনে রাখতে হবে:
চাপ ক্লাস 150 এবং 300 পাউন্ডে, প্রোট্রুশন উচ্চতা প্রায় 1.6 মিমি (1/16 ইঞ্চি)। এই দুই শ্রেণীর ফ্ল্যাঞ্জের প্রায় সমস্ত সরবরাহকারী তাদের ব্রোশিওর বা ক্যাটালগগুলিতে H এবং B মাত্রাগুলি তালিকাভুক্ত করে, মুখ সহ (নীচের চিত্র 1 দেখুন) 
প্রেসার ক্লাস 400, 600, 900, 1500 এবং 2500 Lbs, প্রোট্রুশন উচ্চতা 1/4 ইঞ্চি (6.4 মিমি)। এই ক্লাসগুলিতে, অনেক সরবরাহকারী H এবং B মাত্রাগুলি তালিকাভুক্ত করে, প্রোট্রুশন উচ্চতা অন্তর্ভুক্ত করে না (উপরের চিত্র 2 দেখুন)
এই নিবন্ধে আপনি দুটি আকার পাবেন। মাত্রার উপরের সারিতে প্রোট্রুশন উচ্চতা অন্তর্ভুক্ত নয় এবং নীচের সারির মাত্রাগুলি প্রোট্রুশন উচ্চতা অন্তর্ভুক্ত করে।
ফ্ল্যাট সারফেস (এফএফ - ফ্ল্যাট ফেস)
একটি ফ্ল্যাট ফেস (পূর্ণ মুখ) ফ্ল্যাঞ্জের জন্য, গ্যাসকেটটি বোল্টযুক্ত সংযোগের মতো একই সমতলে থাকে। প্রায়শই, ফ্ল্যাট ফেস ফ্ল্যাঞ্জ ব্যবহার করা হয় যেখানে মেটিং ফ্ল্যাঞ্জ বা ফিটিং ঢালাই করা হয়। 
একটি সমতল মুখের ফ্ল্যাঞ্জ কখনই উত্থিত ফ্ল্যাঞ্জের সাথে সংযোগ করে না। ASME B31.1 অনুসারে, কার্বন ইস্পাত ফ্ল্যাঞ্জের সাথে ঢালাই আয়রন ফ্ল্যাট ফ্ল্যাঞ্জগুলিকে সংযুক্ত করার সময়, স্টিলের ফ্ল্যাঞ্জের প্রোট্রুশনটি অবশ্যই সরাতে হবে এবং পুরো পৃষ্ঠটিকে একটি গ্যাসকেট দিয়ে সিল করতে হবে। এটি করা হয় পাতলা, ভঙ্গুর কাস্ট আয়রন ফ্ল্যাঞ্জকে স্টিলের ফ্ল্যাঞ্জের প্রোট্রুশনের কারণে ফাটল থেকে রক্ষা করার জন্য।
ও-রিং সিলের জন্য রুট সহ ফ্ল্যাঞ্জ (RTJ - রিং টাইপ জয়েন্ট)
RTJ ফ্ল্যাঞ্জের উপরিভাগে খাঁজ কাটা থাকে, যার মধ্যে স্টিলের ও-রিংগুলি ঢোকানো হয়। ফ্ল্যাঞ্জগুলি সিল করা হয় এই কারণে যে যখন বোল্টগুলি শক্ত করা হয়, তখন ফ্ল্যাঞ্জগুলির মধ্যে গ্যাসকেটটি খাঁজে চাপা হয়, বিকৃত হয়, ধাতু থেকে ধাতুর ঘনিষ্ঠ যোগাযোগ তৈরি করে। 
আরটিজে ফ্ল্যাঞ্জে একটি ঠোঁট থাকতে পারে যার মধ্যে একটি বৃত্তাকার খাঁজ তৈরি হয়। এই protrusion কোনো ধরনের একটি সীল হিসাবে পরিবেশন করা হয় না. ও-রিং দিয়ে সিল করা RTJ ফ্ল্যাঞ্জগুলির জন্য, মিলিত এবং শক্ত করা ফ্ল্যাঞ্জগুলির উত্থিত মুখগুলি একে অপরের সংস্পর্শে আসতে পারে। এই ক্ষেত্রে, সংকুচিত গ্যাসকেট আর অতিরিক্ত লোড বহন করবে না, বোল্ট শক্ত করা, কম্পন এবং স্থানচ্যুতি আর গ্যাসকেটকে চূর্ণ করবে না এবং শক্ত করার শক্তিকে কমিয়ে দেবে।
ধাতব ও-রিংগুলি উচ্চ তাপমাত্রা এবং চাপে ব্যবহারের জন্য উপযুক্ত। এগুলি উপাদান এবং প্রোফাইলের সঠিক পছন্দের সাথে তৈরি করা হয় এবং সর্বদা উপযুক্ত ফ্ল্যাঞ্জে ব্যবহার করা হয়, একটি ভাল এবং নির্ভরযোগ্য সিল প্রদান করে।
ও-রিংগুলি এমনভাবে ডিজাইন করা হয়েছে যাতে সঙ্গমের ফ্ল্যাঞ্জ এবং গ্যাসকেটের মধ্যে একটি "লিডিং লাইন অফ কন্টাক্ট" বা ওয়েজিং দ্বারা সিল করা হয়। বোল্টিংয়ের মাধ্যমে সিলের উপর চাপ প্রয়োগ করে, গ্যাসকেটের নরম ধাতুটি শক্ত ফ্ল্যাঞ্জ উপাদানের সূক্ষ্ম কাঠামোতে প্রবেশ করে এবং একটি খুব শক্ত এবং কার্যকর সীল তৈরি করে। 
সর্বাধিক ব্যবহৃত রিং:
ASME B16.20 অনুযায়ী R-ওভাল টাইপ করুন
ASME B16.5 flanges চাপ ক্লাস 150 থেকে 2500 জন্য উপযুক্ত।
ASME 16.20 অনুযায়ী R-অষ্টভুজ টাইপ করুন
আসল আর-ওভালের চেয়ে একটি উন্নত নকশা। যাইহোক, তারা শুধুমাত্র একটি খাঁজ সঙ্গে সমতল flanges জন্য ব্যবহার করা যেতে পারে. ASME B16.5 flanges চাপ ক্লাস 15 থেকে 2500 এর জন্য উপযুক্ত।
সিলিং এবং সারফেস টাইপ লুগ-ভেসেল সহ ফ্ল্যাঞ্জ (LMF - বড় পুরুষ মুখ; LFF - বড় মহিলা মুখ)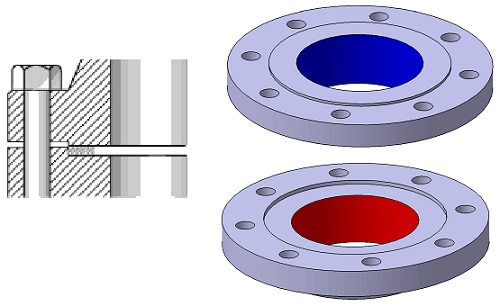
এই ধরনের ফ্ল্যাঞ্জগুলি অবশ্যই মিলবে। একটি ফ্ল্যাঞ্জ মুখের একটি এলাকা রয়েছে যা সাধারণ ফ্ল্যাঞ্জ মুখের সীমার বাইরে প্রসারিত হয় ( বাবা) অন্যান্য ফ্ল্যাঞ্জ বা কাউন্টার ফ্ল্যাঞ্জের একটি সংশ্লিষ্ট অবকাশ রয়েছে ( মা) এর পৃষ্ঠে তৈরি।
আধা আলগা পাড়া
- আন্ডারকাট (খাঁজ) গভীরতা সাধারণত প্রোট্রুশনের উচ্চতার সমান বা কম হয় যাতে গ্যাসকেট সংকুচিত হয় তখন ধাতব থেকে ধাতুর যোগাযোগ রোধ করা যায়।
- খাঁজের গভীরতা সাধারণত ঠোঁটের উচ্চতার চেয়ে 1/16" এর বেশি হয় না
সিলিং সারফেস সহ ফ্ল্যাঞ্জ
(প্রোট্রুশন - টুঞ্জ ফেস - টিএফ; ডিপ্রেশন - গ্রুভ ফেস - জিএফ)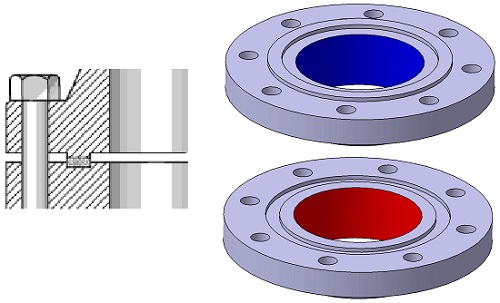
এই ধরনের ফ্ল্যাঞ্জগুলি অবশ্যই মেলে। একটি ফ্ল্যাঞ্জে এই ফ্ল্যাঞ্জের পৃষ্ঠে তৈরি একটি প্রোট্রুশন (কাঁটা) সহ একটি রিং থাকে, যখন প্রতিপক্ষের পৃষ্ঠে একটি খাঁজ তৈরি করা হয়। এই জাতীয় পৃষ্ঠগুলি সাধারণত পাম্প কভার এবং ভালভ কভারগুলিতে পাওয়া যায়।
স্থির গ্যাসকেট
- গ্যাসকেটের মাত্রা খাঁজের উচ্চতার চেয়ে সমান বা কম
- খাঁজের চেয়ে চওড়া গ্যাসকেট 1/16" এর বেশি নয়
- গ্যাসকেটের মাত্রা খাঁজের মাত্রার সাথে মিলবে
- disassembling করার সময়, সংযোগটি আলাদাভাবে unclenched করা আবশ্যক
সমতল পৃষ্ঠ এবং খাঁজ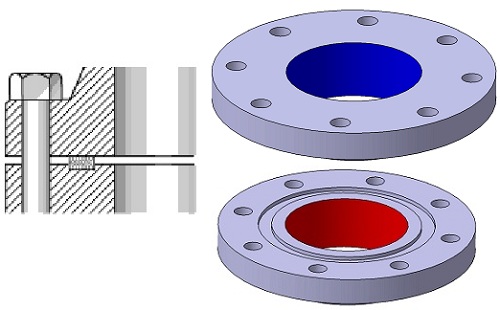
স্থির গ্যাসকেট
- একটি পৃষ্ঠ সমতল, অন্যটি খাঁজযুক্ত
- অ্যাপ্লিকেশনের জন্য যেখানে গ্যাসকেট কম্প্রেশনের সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজন
- শুধুমাত্র স্থিতিস্থাপক গ্যাসকেটগুলি সুপারিশ করা হয় - সর্পিল, ফাঁপা রিং, চাপ সক্রিয় এবং ধাতব খাপযুক্ত গ্যাসকেট
ফ্ল্যাঞ্জ সারফেস ফিনিশিং
ASME B16.5-এর জন্য ফ্ল্যাঞ্জ পৃষ্ঠের (উত্থিত মুখ এবং সমতল মুখ) একটি নির্দিষ্ট রুক্ষতা থাকা প্রয়োজন যাতে এই পৃষ্ঠটি, যখন গ্যাসকেটের সাথে সারিবদ্ধ হয়, একটি ভাল সীল সরবরাহ করে। 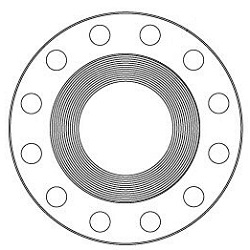
চূড়ান্ত ফ্লুটিং, হয় এককেন্দ্রিক বা সর্পিল, প্রতি ইঞ্চিতে 30 থেকে 55 খাঁজের প্রয়োজন হয়, যার ফলে 125 থেকে 500 মাইক্রো ইঞ্চির মধ্যে রুক্ষতা হয়। এটি ফ্ল্যাঞ্জ নির্মাতাদের যেকোন শ্রেণীর ধাতব ফ্ল্যাঞ্জ গ্যাসকেট প্রক্রিয়া করার অনুমতি দেবে।
বিস্ফোরণ বিভাগ I এর প্রযুক্তিগত সুবিধাগুলির A এবং B গ্রুপের পদার্থ পরিবহনকারী পাইপলাইনের জন্য, সর্পিল ক্ষত গ্যাসকেট ব্যবহার করার ক্ষেত্রে ব্যতীত একটি মসৃণ সিলিং পৃষ্ঠের সাথে ফ্ল্যাঞ্জ সংযোগগুলি ব্যবহার করার অনুমতি নেই।
সর্বাধিক ব্যবহৃত সারফেস
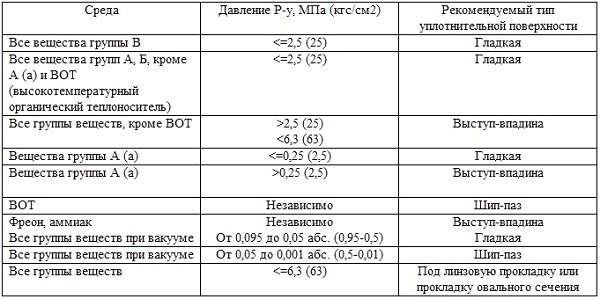
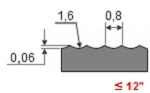
রুক্ষ
| যে কোনো ফ্ল্যাঞ্জের মেশিনিংয়ে সবচেয়ে বেশি ব্যবহৃত হয় কারণ এটি প্রায় সব সাধারণ অপারেটিং অবস্থার জন্য উপযুক্ত। সংকুচিত হলে, গ্যাসকেটের নরম পৃষ্ঠটি একটি সীল তৈরি করতে সাহায্য করার জন্য মেশিনযুক্ত পৃষ্ঠকে নিযুক্ত করবে এবং সংযুক্ত অংশগুলির মধ্যে উচ্চ স্তরের ঘর্ষণ রয়েছে। এই ফ্ল্যাঞ্জগুলির জন্য ফিনিশিং 1.6 মিমি ব্যাসার্ধ কাটার দিয়ে করা হয় 12 এর জন্য 0.88 মিমি প্রতি বিপ্লবের ফিড হারে। 14" এবং বড় জন্য, বিপরীতে 1.2 মিমি ফিডে 3.2 মিমি ব্যাসার্ধ কাটার দিয়ে মেশিনিং করা হয়। |
 |
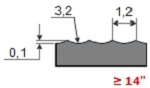 |
সর্পিল খাঁজ
 এটি একটি ক্রমাগত বা ফোনোগ্রাফিক সর্পিল খাঁজ হতে পারে, কিন্তু রুক্ষতার থেকে ভিন্ন যে খাঁজটি একটি 90 ডিগ্রি কাটার ব্যবহার করে প্রাপ্ত করা হয় যা একটি 45° বাঁশিযুক্ত কোণ সহ একটি V-প্রোফাইল তৈরি করে।
এটি একটি ক্রমাগত বা ফোনোগ্রাফিক সর্পিল খাঁজ হতে পারে, কিন্তু রুক্ষতার থেকে ভিন্ন যে খাঁজটি একটি 90 ডিগ্রি কাটার ব্যবহার করে প্রাপ্ত করা হয় যা একটি 45° বাঁশিযুক্ত কোণ সহ একটি V-প্রোফাইল তৈরি করে। এককেন্দ্রিক খাঁজ।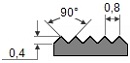 নাম থেকে বোঝা যায়, যন্ত্রটিতে এককেন্দ্রিক খাঁজ থাকে। একটি 90° কাটার ব্যবহার করা হয় এবং রিংগুলি সমগ্র পৃষ্ঠে সমানভাবে বিতরণ করা হয়।
নাম থেকে বোঝা যায়, যন্ত্রটিতে এককেন্দ্রিক খাঁজ থাকে। একটি 90° কাটার ব্যবহার করা হয় এবং রিংগুলি সমগ্র পৃষ্ঠে সমানভাবে বিতরণ করা হয়।
মসৃণ তল.![]() এই ধরনের প্রক্রিয়াকরণ দৃশ্যত টুলের ট্রেস ছেড়ে যায় না। এই জাতীয় পৃষ্ঠগুলি সাধারণত ধাতুর মুখযুক্ত গাস্কেটগুলির জন্য ব্যবহৃত হয় যেমন ডবল চাদরযুক্ত, ফ্ল্যাট ইস্পাত বা ঢেউতোলা ধাতু। একটি মসৃণ পৃষ্ঠ একটি সীল তৈরি করতে সাহায্য করে এবং বিপরীত পৃষ্ঠের সমতলতার উপর নির্ভর করে। এটি সাধারণত 0.8 মিমি ব্যাসার্ধ কাটার দিয়ে তৈরি একটি ক্রমাগত (কখনও কখনও ফোনোগ্রাফিক বলা হয়) হেলিকাল খাঁজ দ্বারা গঠিত একটি গ্যাসকেটের যোগাযোগের পৃষ্ঠ দ্বারা অর্জন করা হয়, প্রতি বিপ্লবে 0.3 মিমি ফিড হারে, 0.05 মিমি গভীর। এর ফলে Ra 3.2 এবং 6.3 মাইক্রোমিটার (125-250 মাইক্রো ইঞ্চি) এর মধ্যে রুক্ষতা আসবে
এই ধরনের প্রক্রিয়াকরণ দৃশ্যত টুলের ট্রেস ছেড়ে যায় না। এই জাতীয় পৃষ্ঠগুলি সাধারণত ধাতুর মুখযুক্ত গাস্কেটগুলির জন্য ব্যবহৃত হয় যেমন ডবল চাদরযুক্ত, ফ্ল্যাট ইস্পাত বা ঢেউতোলা ধাতু। একটি মসৃণ পৃষ্ঠ একটি সীল তৈরি করতে সাহায্য করে এবং বিপরীত পৃষ্ঠের সমতলতার উপর নির্ভর করে। এটি সাধারণত 0.8 মিমি ব্যাসার্ধ কাটার দিয়ে তৈরি একটি ক্রমাগত (কখনও কখনও ফোনোগ্রাফিক বলা হয়) হেলিকাল খাঁজ দ্বারা গঠিত একটি গ্যাসকেটের যোগাযোগের পৃষ্ঠ দ্বারা অর্জন করা হয়, প্রতি বিপ্লবে 0.3 মিমি ফিড হারে, 0.05 মিমি গভীর। এর ফলে Ra 3.2 এবং 6.3 মাইক্রোমিটার (125-250 মাইক্রো ইঞ্চি) এর মধ্যে রুক্ষতা আসবে
গাসকেট
একটি টাইট ফ্ল্যাঞ্জ সংযোগ করতে, gaskets প্রয়োজন হয়। 
গ্যাসকেট হল সংকুচিত শীট বা রিং যা দুটি পৃষ্ঠের মধ্যে জলরোধী সংযোগ তৈরি করতে ব্যবহৃত হয়। গ্যাসকেটগুলি চরম তাপমাত্রা এবং চাপ সহ্য করার জন্য তৈরি করা হয় এবং ধাতব, আধা-ধাতু এবং অ ধাতব পদার্থে পাওয়া যায়।
উদাহরণস্বরূপ, সিল করার নীতিটি দুটি ফ্ল্যাঞ্জের মধ্যে একটি গ্যাসকেট সংকুচিত করা হতে পারে। গ্যাসকেটটি ফ্ল্যাঞ্জের মাইক্রোস্কোপিক স্পেস এবং পৃষ্ঠের অনিয়ম পূরণ করে এবং তারপরে একটি সীল তৈরি করে যা তরল এবং গ্যাসের ফুটো প্রতিরোধ করে। ফ্ল্যাঞ্জ সংযোগে ফুটো প্রতিরোধ করার জন্য সঠিক এবং যত্নশীল গ্যাসকেট ইনস্টলেশন প্রয়োজন।
এই নিবন্ধটি ASME B16.20 (ধাতব এবং আধা-ধাতব পাইপ ফ্ল্যাঞ্জ গ্যাসকেট) এবং ASME B16.21 (অ-ধাতু, ফ্ল্যাট পাইপ ফ্ল্যাঞ্জ গ্যাসকেট) এর সাথে সামঞ্জস্যপূর্ণ গ্যাসকেটগুলি বর্ণনা করবে।
বোল্টস
দুটি ফ্ল্যাঞ্জ একে অপরের সাথে সংযুক্ত করতে বোল্টের প্রয়োজন হয়। ফ্ল্যাঞ্জের গর্তের সংখ্যা দ্বারা সংখ্যাটি নির্ধারণ করা হবে এবং বোল্টগুলির ব্যাস এবং দৈর্ঘ্য ফ্ল্যাঞ্জের প্রকার এবং এর চাপ শ্রেণীর উপর নির্ভর করবে। ASME B16.5 ফ্ল্যাঞ্জের জন্য তেল এবং রাসায়নিক শিল্পে সর্বাধিক ব্যবহৃত বোল্টগুলি হল স্টাড। অশ্বপালনের মধ্যে একটি থ্রেডেড রড এবং দুটি বাদাম থাকে। আরেকটি ধরনের বল্টু পাওয়া যায় যা একটি নাট সহ নিয়মিত হেক্স বোল্ট।
মাত্রা, মাত্রিক সহনশীলতা, ইত্যাদি ASME B16.5 এবং ASME B18.2.2 এ সংজ্ঞায়িত করা হয়েছে, বিভিন্ন ASTM স্ট্যান্ডার্ডে উপকরণ।
টর্ক
একটি আঁটসাঁট ফ্ল্যাঞ্জ সংযোগ পেতে, গ্যাসকেটটি অবশ্যই সঠিকভাবে ইনস্টল করতে হবে, বোল্টগুলিতে অবশ্যই সঠিক টাইটিং টর্ক থাকতে হবে এবং মোট টাইটিং স্ট্রেস অবশ্যই সমগ্র ফ্ল্যাঞ্জে সমানভাবে বিতরণ করতে হবে। 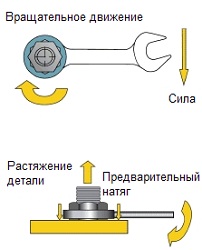
আঁটসাঁট টর্কের কারণে প্রয়োজনীয় স্ট্রেচিং করা হয় (বাদাম ঘুরিয়ে ফাস্টেনারে একটি প্রিলোড প্রয়োগ করা)।
বোল্টের সঠিক আঁটসাঁট টর্ক এর ইলাস্টিক বৈশিষ্ট্যগুলির সর্বোত্তম ব্যবহারের অনুমতি দেয়। তার কাজ ভাল করতে, একটি বল্টু একটি বসন্ত মত আচরণ করা আবশ্যক। অপারেশন চলাকালীন, শক্ত করার প্রক্রিয়াটি বোল্টের উপর একটি অক্ষীয়, প্রাক-লোড রাখে। অবশ্যই, এই প্রসার্য বলটি সমাবেশ উপাদানগুলিতে প্রয়োগ করা বিরোধী সংকোচকারী শক্তির সমান। এটিকে শক্ত শক্তি বা প্রসার্য বল হিসাবে উল্লেখ করা যেতে পারে।
টর্ক রেঞ্চ
একটি টর্ক রেঞ্চ হল একটি হ্যান্ড টুলের একটি জেনেরিক নাম যা একটি জয়েন্টে সুনির্দিষ্ট টর্ক প্রয়োগ করতে ব্যবহৃত হয়, এটি বোল্ট বা বাদামই হোক না কেন। এটি অপারেটরকে বোল্টে প্রয়োগ করা ঘূর্ণন শক্তি (টর্ক) পরিমাপ করতে দেয়, যা অবশ্যই স্পেসিফিকেশনের সাথে মেলে। 
সঠিক ফ্ল্যাঞ্জ বোল্ট শক্ত করার কৌশল বেছে নেওয়ার জন্য অভিজ্ঞতা প্রয়োজন। যেকোনও কৌশলের সঠিক প্রয়োগের জন্য টুল ব্যবহার করার জন্য এবং কাজটি করবে এমন বিশেষজ্ঞ উভয়েরই যোগ্যতা প্রয়োজন। নীচে সবচেয়ে বেশি ব্যবহৃত বোল্ট শক্ত করার পদ্ধতি রয়েছে:
- হাত দিয়ে শক্ত করা
- বায়ুসংক্রান্ত রেঞ্চ
- জলবাহী ঘূর্ণন সঁচারক বল রেঞ্চ
- রকার বা গিয়ার সহ ম্যানুয়াল টর্ক রেঞ্চ
- জলবাহী বল্টু টেনশনকারী
ঘূর্ণন সঁচারক বল ক্ষয় যে কোনো বোল্ট সংযোগে সহজাত। বোল্ট শিথিলকরণের সম্মিলিত প্রভাব, (প্রতিষ্ঠার পর প্রথম 24 ঘন্টার মধ্যে প্রায় 10%), গ্যাসকেট ক্রীপ, সিস্টেমে কম্পন, তাপীয় সম্প্রসারণ এবং বোল্ট শক্ত করার সময় স্থিতিস্থাপক মিথস্ক্রিয়া টর্ক হ্রাসে অবদান রাখে। ঘূর্ণন সঁচারক বল ক্ষয় যখন একটি জটিল বিন্দুতে পৌঁছায়, তখন অভ্যন্তরীণ চাপ কম্প্রেশন ফোর্সকে ছাড়িয়ে যায় যা গ্যাসকেটকে ঠিক জায়গায় ধরে রাখে, এই ক্ষেত্রে ফুটো বা ব্লোআউট হতে পারে।
এই প্রভাবগুলি কমানোর চাবিকাঠি হল সঠিক গ্যাসকেট বসানো। গ্যাসকেট ইনস্টল করার সময়, ফ্ল্যাঞ্জগুলিকে একসাথে এবং মসৃণভাবে এবং সমান্তরাল আনতে হবে, ন্যূনতম শক্ত টর্ক সহ, সঠিক শক্ত করার ক্রম অনুসরণ করে 4টি বোল্ট শক্ত করুন। এটি অপারেটিং খরচ কমাবে এবং নিরাপত্তা উন্নত করবে।
গ্যাসকেটের সঠিক বেধও গুরুত্বপূর্ণ। গ্যাসকেট যত ঘন হবে, এর ক্রীপ তত বেশি হবে, যার ফলে টান টর্কের ক্ষতি হতে পারে। দানাদার ফ্ল্যাঞ্জের জন্য ASME মান সাধারণত একটি 1.6 মিমি গ্যাসকেটের সুপারিশ করে। পাতলা উপকরণ উচ্চ গ্যাসকেট লোড এবং তাই উচ্চ অভ্যন্তরীণ চাপ কাজ করতে পারে.
লুব্রিকেশন ঘর্ষণ কমায়
তৈলাক্তকরণ আঁটসাঁট করার সময় ঘর্ষণ কমায়, ইনস্টলেশনের সময় বোল্ট শেডিং হ্রাস করে এবং পরিষেবা জীবন বাড়ায়। ঘর্ষণ সহগ পরিবর্তন একটি প্রদত্ত আঁটসাঁট টর্ক এ অর্জিত প্রিলোড পরিমাণ প্রভাবিত করে। ঘর্ষণ এর একটি বৃহত্তর সহগ প্রিলোডে টর্কের কম রূপান্তর ঘটায়। প্রয়োজনীয় টর্ক মান সঠিকভাবে সেট করার জন্য লুব্রিকেন্ট প্রস্তুতকারকের দ্বারা প্রদত্ত ঘর্ষণ সহগের মান অবশ্যই জানা থাকতে হবে।
গ্রীস বা অ্যান্টি-সিজ যৌগ অবশ্যই বিয়ারিং বাদামের পৃষ্ঠ এবং পুরুষ থ্রেড উভয় ক্ষেত্রেই প্রয়োগ করতে হবে।
টাইটনিং সিকোয়েন্স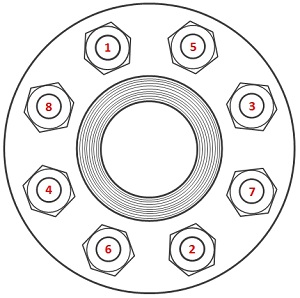 প্রথম পাস, প্রথম বোল্টটিকে হালকাভাবে আঁটসাঁট করুন, তারপরেরটি তার বিপরীতে, তারপর তৃতীয় বোল্টটিকে শক্ত করতে একটি বৃত্তে (বা 90 ডিগ্রি) এক চতুর্থাংশ ঘুরুন এবং এটির বিপরীতে, চতুর্থটি। সমস্ত বোল্ট শক্ত না হওয়া পর্যন্ত এই ক্রমটি চালিয়ে যান। চার-বোল্টের ফ্ল্যাঞ্জগুলিকে শক্ত করার সময়, একটি ক্রিস-ক্রস প্যাটার্ন ব্যবহার করুন।
প্রথম পাস, প্রথম বোল্টটিকে হালকাভাবে আঁটসাঁট করুন, তারপরেরটি তার বিপরীতে, তারপর তৃতীয় বোল্টটিকে শক্ত করতে একটি বৃত্তে (বা 90 ডিগ্রি) এক চতুর্থাংশ ঘুরুন এবং এটির বিপরীতে, চতুর্থটি। সমস্ত বোল্ট শক্ত না হওয়া পর্যন্ত এই ক্রমটি চালিয়ে যান। চার-বোল্টের ফ্ল্যাঞ্জগুলিকে শক্ত করার সময়, একটি ক্রিস-ক্রস প্যাটার্ন ব্যবহার করুন।
ফ্ল্যাঞ্জ ফিক্সিংয়ের প্রস্তুতি
ফ্ল্যাঞ্জ সংযোগগুলিতে নিবিড়তা অর্জনের জন্য, সমস্ত উপাদান সঠিক হওয়া প্রয়োজন।
সংযোগ প্রক্রিয়া শুরু করার আগে, ভবিষ্যতে সমস্যা এড়াতে নিম্নলিখিত পদক্ষেপগুলি গ্রহণ করা আবশ্যক:
- ফ্ল্যাঞ্জ পৃষ্ঠগুলি পরিষ্কার করুন এবং স্ক্র্যাচগুলি পরীক্ষা করুন, পৃষ্ঠগুলি অবশ্যই পরিষ্কার এবং কোনও ত্রুটি (বাম্প, গর্ত, ডেন্ট ইত্যাদি) থেকে মুক্ত হতে হবে।
- ক্ষতি বা থ্রেড জারা জন্য সমস্ত বল্টু এবং বাদাম পরিদর্শন. প্রয়োজন অনুযায়ী বল্টু বা বাদাম প্রতিস্থাপন বা মেরামত করুন
- সমস্ত থ্রেড থেকে burrs সরান
- বোল্ট বা স্টাডের থ্রেড এবং ফ্ল্যাঞ্জ বা ওয়াশার সংলগ্ন বাদামের পৃষ্ঠতল লুব্রিকেট করুন। বেশিরভাগ অ্যাপ্লিকেশনে, শক্ত ওয়াশারের সুপারিশ করা হয়।
- নতুন গ্যাসকেট ইনস্টল করুন এবং নিশ্চিত করুন যে এটি কেন্দ্রীভূত। একটি পুরানো গ্যাসকেট ব্যবহার করবেন না বা একাধিক গ্যাসকেট ব্যবহার করবেন না।
- ASME B31.3 প্রক্রিয়া পাইপিং স্ট্যান্ডার্ড প্রতি ফ্ল্যাঞ্জ প্রান্তিককরণ পরীক্ষা করুন
- 2-3টি থ্রেড থ্রেডের শীর্ষের উপরে রয়েছে তা নিশ্চিত করতে বাদামের অবস্থান সামঞ্জস্য করুন।



