Rezanje vanjskog navoja
Thread predstavlja spiralni žljeb formiran na rotirajućim dijelovima. Široko se koristi za spajanje dijelova zajedno (pričvršćivanje) i za prijenos kretanja (kao, na primjer, u vodećim zavrtnjima na strugu ili škripcu).
Koristi se u navojnim vezama vijci, ukosnice I zavrtnji. Bolt – cilindrična šipka sa glavom na jednom kraju i navojem na drugom (vidi sliku desno A). Ukosnica - cilindrična šipka sa navojima na oba kraja. Jedan kraj svornjaka se uvrne u jedan od dijelova koji se spajaju, a dio koji se pričvršćuje se ugrađuje na drugi kraj i navrne matica ( b). Screw - cilindrična šipka sa navojem za uvrtanje u jedan od delova koji se spajaju i glavom raznih oblika ( V).
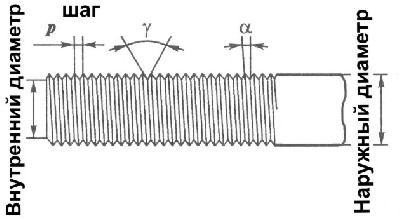
Osnovni elementi navoja
: ugao spirale A,
korak navoja R, ugao profila at, spoljni i unutrašnji prečnici(slika lijevo). Ovisno o namjeni navojne veze, koriste se različite vrste navoja.

By smjer okretanja rezbarenje se dešava u pravu I lijevo(slika desno). Najčešće se režu desni navoji.
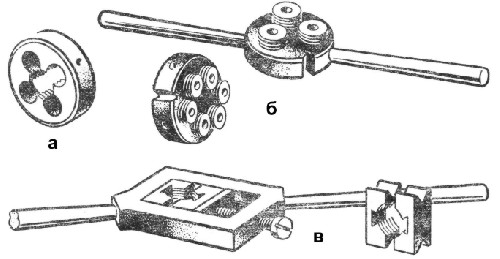
Za rezanje vanjskih navoja za pričvršćivanje koristite poseban alat - umire. Oni su round(slika lijevo A), valjanje konca(b) I klizanje(V).
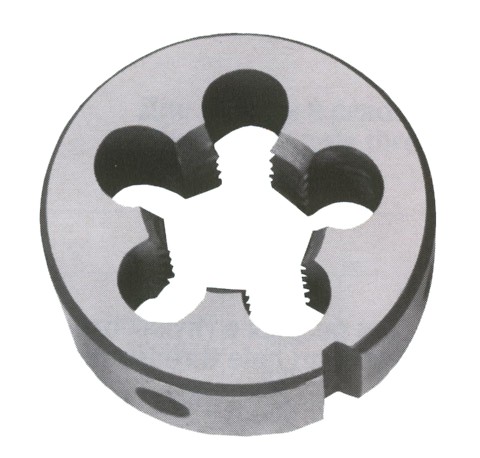
Okrugla kocka (sl. desno) izrađena je u obliku matice od kaljenog čelika. Navoj matrice se probija kroz uzdužne rupe. Rezultirajuće klinaste rezne ivice i žljebovi osiguravaju sečenje radnog komada i istovremeno oslobađanje strugotine. Da bi se kraj šipke (obradak) bolje uklapao u kalup sa krajnjih strana, njegov navoj ima manju visinu profila. Ovo je takozvani dio ograde. Okrugle matrice u skladu sa standardom predviđene su za rezanje metričkih navoja prečnika od 1 do 76 mm. Smješteni su u gnijezda držač matrice i pričvrstite ga tamo pomoću klinova (ili vijaka) sa utorom za odvijač.
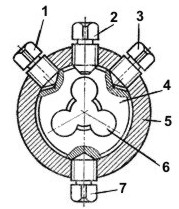
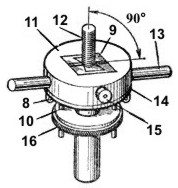
Umri 4 (Sl. lijevo) sa specijalni izrezi 6 priključen na držač matrice 5 ili u ovratnik tri ili četiri vijka, ovisno o veličini i uvjetima rada. Jedan ili dva zavrtnja 7 služe za osiguranje zavrtnji 1 I 3 - za pričvršćivanje i sabijanje matrice prilikom podešavanja njene veličine nakon rezanja kratkospojnika. Matrica se proširuje pomoću vijak 2 .
U zgradi matrica za valjanje navoja (pirinač. b gore) instalirano valjanje podesivi kotačići s navojem. Metal radnog komada se ne reže, već ekstrudira. Zbog toga je površina konca čistija, a sam konac kvalitetniji i precizniji.
 Klizne prizmatične matrice
(pirinač. V gore) sastoje se od dvije klizne i uvlačne poluploče.
Klizne prizmatične matrice
(pirinač. V gore) sastoje se od dvije klizne i uvlačne poluploče.
Posebno je zanimljivo dugme za ugradnju i pričvršćivanje matrica (sl. desno) sa dodatnim prstenom za vođenje 16
, koji pomaže u održavanju smjera na cilindričnim obradacima 12
(šipke, potiskivači kalupa i vijci, alati za izvlačenje kalupa). Dodatni uređaj se može koristiti u konvencionalnim kapijama.
U unutrašnjem dijelu klipa 1
Ogrlica ima obrađen kvadratni prozorčić sa umetnutim prizmatičnim kalupima. Na bočnoj strani držača je ugrađen šraf 15
, pritiskom na matrice 9
tokom rada, i sa strane kopče u tijelo 11
dvije ručke ušrafljene 13
za ručni hvat. Na dnu kaveza je postavljena podloška 14
, učvršćen vijcima 8
, i dvije vodilice 10
, duž koje se prsten kreće 16
.
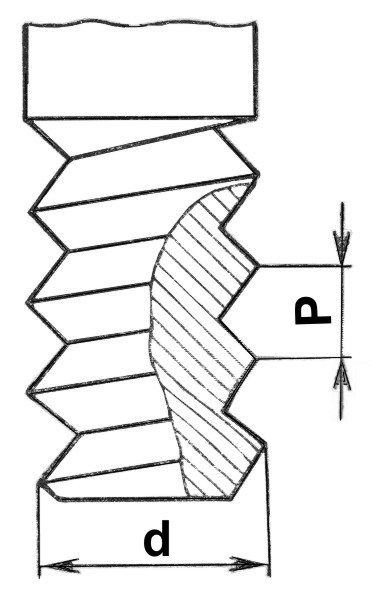
Da biste rezali navoj matricom na štapu, prvo morate znati spoljni prečnik navoja d i ona korak R(vidi sliku lijevo). Ovi podaci su navedeni na pločici. Zatim, koristeći tablicu (vidi tabelu ispod), odredite promjer šipke za ovaj navoj i odaberite radni komad.
| Prečnik navoja | Korak(R) | Prečnik šipke | |
| Najmanje | Najveći | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Istovremeno, potrebno je uzeti u obzir da se kada se navoj presiječe, metal, posebno bakar i meki čelik, „rasteže“. Kao rezultat toga, promjer šipke se neznatno povećava i povećava se pritisak na navojnu površinu matrice. Zagreva se, strugotine se zalepe za rezne ivice, a konac postaje "raskidan". Sve to umanjuje njen kvalitet. Zbog toga prečnik šipke treba da bude 0,1...0,3 mm manji od spoljašnjeg prečnika navoja, u zavisnosti od veličine navoja. Ako je promjer šipke 0,4...0,5 mm manji od vanjskog promjera navoja, tada je profil navoja nepotpun.
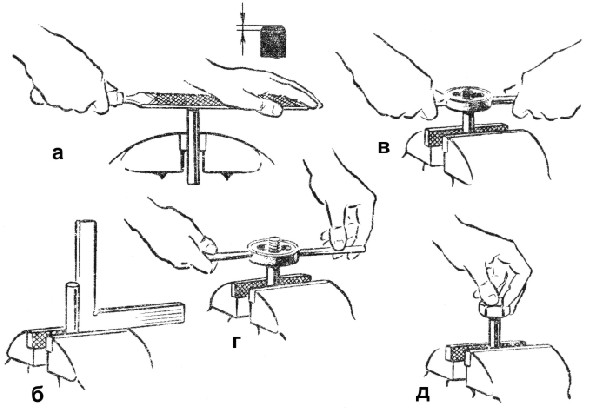 Odabrani radni komad se mora ispraviti, označiti, iseći prema oznakama i, pričvrstiti ga u škripcu, iskošiti turpijom (sl. desno) A) tako da ulazni dio matrice lakše hvata metal. Kvalitetu matrice trebate provjeriti vanjskim pregledom i navrtanjem na vijak ili klin s neoštećenim navojem. Također je potrebno pažljivo provjeriti kvalitetu pričvršćivanja matrice u držač matrice kako bi se spriječilo moguće izobličenje i klizanje u utoru.
Odabrani radni komad se mora ispraviti, označiti, iseći prema oznakama i, pričvrstiti ga u škripcu, iskošiti turpijom (sl. desno) A) tako da ulazni dio matrice lakše hvata metal. Kvalitetu matrice trebate provjeriti vanjskim pregledom i navrtanjem na vijak ili klin s neoštećenim navojem. Također je potrebno pažljivo provjeriti kvalitetu pričvršćivanja matrice u držač matrice kako bi se spriječilo moguće izobličenje i klizanje u utoru.
Prije rezanja navoja, njegova dužina je označena na šipki, šipka je pričvršćena u škripcu tako da kraj koji strši iznad gornje ravnine čeljusti bude 20...25 mm veći od dijela koji se reže. Štap se postavlja na kvadrat pod uglom od 90° u odnosu na gornje ravnine čeljusti (sl. b). Matrica, pričvršćena u držač matrice, postavlja se na gornji kraj šipke i uz blagi pritisak, sprečavajući da se matrica zakrivi, okreće se (Sl. V). Nakon rezanja 1-2 navoja, još jednom provjerite podudarnost osi rotacije matrice i šipke.
Nakon toga podmažite navojni dio šipke uljem, rezanje matrice i rotiranje matrice, ravnomjerno pritiskajući obje ručke držača matrice (Sl. G). Rotacija bi trebala biti recipročna: jedan ili dva okreta udesno i pola okreta ulijevo. U tom slučaju, strugotine se lome i izlaze kroz uzdužni otvor. Ovo olakšava rezanje konca i poboljšava kvalitet konca. 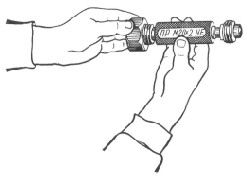
Kvalitet rezanih niti se provjerava u uvjetima proizvodnje mikrometri navoja, mjerači navoja-prstenje i zavrtnji(vidi sliku lijevo). U školskim postavkama dozvoljeno je provjeravati niti s maticama.
Nakon završetka rada, matrica se uklanja iz držača matrice, četkom se temeljito čisti od strugotina, obriše krpom i podmazuje uljem.
Rezanje navoja pomoću matrice može se obaviti i na strugu.
Prilikom rezanja navoja, matrica treba biti sigurno pričvršćena u držač matrice.
Prilikom rada pazite da vam ruka ne bude između ručke držača matrice i oslonca.
Za podmazivanje koristite četku ili konzervu ulja.
Ne duvajte strugotine sa matrice, već koristite četku za metlu.
Ne dozvolite da ulje dospije na odjeću ili ruke.
Fabrike koriste kaljene vijke koji se probijaju kroz probušene rupe u dva ili više komada lima koji se spajaju. Vijci, rezni navoji u rupama, spajaju ove dijelove. Ova metoda navojnog spajanja je ekonomična i ubrzava proces montaže. Mnoga preduzeća sada koriste ojačane samo-ekstrudiranje vijci za dijelove od čelika i lijevanog željeza, čija je tvrdoća manja od tvrdoće vijaka.
Izrađuju se navoji na vijcima i klinovi malog prečnika automatske strugove istovremeno sa proizvodnjom samih vijaka. Vijci i vijci također pečatirano na presama.
Široko se koristi u masovnoj proizvodnji valjanje vanjskog navoja. Nakon prolaska između valjaka, na šipki se formira nit. Neke mašine za narezivanje navoja koriste ploče od tvrdog metala umjesto valjaka.
U nastavku opisujemo osnovne pojmove i pojmove koji su neophodni za savladavanje gradiva.
Glavni elementi niti:
Prečnik spoljnog navoja- ovo je promjer zamišljenog cilindra čija se površina poklapa s vrhovima vanjskog navoja i dolinama unutrašnjeg navoja.
Prečnik unutrašnjeg navoja- prečnik cilindra čija se površina poklapa sa vrhovima unutrašnjeg navoja i dolinama vanjskog navoja.
Prosječni prečnik navoja- promjer imaginarnog cilindra koaksijalnog s navojem, čija generatriksa siječe profil navoja u tački gdje je širina žljeba jednaka polovini koraka navoja.
Ugao profila- ugao između stranica profila, mjeren u aksijalnom presjeku.
Vrh profila- dio profila koji povezuje strane izbočine.
Šupljina profila- dio profila koji povezuje strane žlijeba.
Korak navoja je razmak između susjednih istoimenih strana profila u smjeru paralelnom s osi navoja.
Ugao navoja- ugao koji formira tangenta zavojne linije na tačku koja leži na srednjem prečniku navoja i ravan okomitu na osu navoja.
Ugao profila- ugao između strana konca, mjeren u ravnini koja prolazi kroz osu konca.
Sistem navoja
U industriji se koriste sljedeće niti:
Metrički navoj- ima trouglasti profil i služi uglavnom za spajanje dijelova.
Metričke niti se dijele u dvije grupe: metrički navoj sa grubim korakom I metrički navoj finog koraka za prečnike 0,25-600 mm.
Konusni navoj za cijev- ima istu namenu kao i cilindrični. Potrebna gustina spoja postiže se deformacijom zavoja konusnog navoja cijevi.
Konusni inčni navoj sa uglom profila od 60 stepeni. Konusni inčni navoji se koriste za postizanje čvrstih spojeva.
Inch thread- koristi se za pričvršćivanje spojeva mašinskih delova vijcima, vijcima i klinovima.
Trapezni navoji- koristi se uglavnom za olovne zavrtnje alatnih mašina i drugih prenosnika snage.
Trapezni navoji se dijele na veliki, normalni i mali.
Thrust threads- velike, normalne i male - prvenstveno se koriste za pogonske i teretne (teške) vijke sa jednostranim opterećenjem. U rijetkim slučajevima koriste se kao pričvršćivači.
Pravokutni navoj- koristi se za teret i zavrtnje. Niti su teški za proizvodnju i imaju nedostatke koji ograničavaju njihovu upotrebu.
Cilindrični navoj cijevi- cilindrični cijevni navoji se koriste u spojevima šupljih tankozidnih dijelova, kada spoj mora biti posebno čvrst.
Modularni navoj- koristi se za crve.
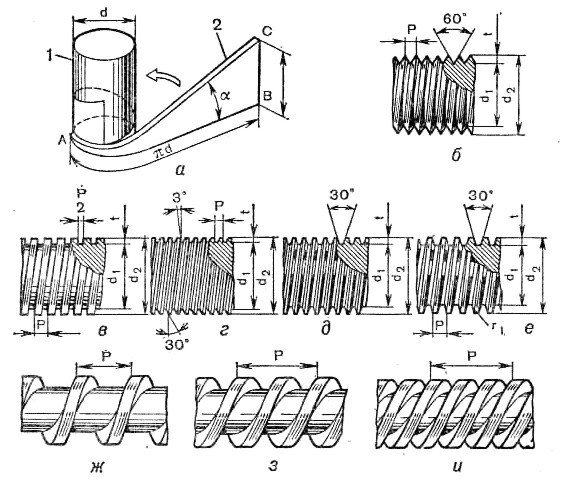
Helix dijagram: A- razvoj spiralne linije; b- cilindrični trouglasti navoj; V- cilindrični kvadratni navoj; G- cilindrični pravougaoni navoj; d- cilindrična
trapezni navoj; e- cilindrični okrugli navoj; i- jednostruki navoj; h- dvostruki navoj; i - trostruki navoj.

Da bi se utvrdio korak navoja, koriste se posebni mjerači (vidi sliku desno).



