Äärik on meetod torude, ventiilide, pumpade ja muude seadmete ühendamiseks torustikusüsteemi moodustamiseks. See ühendusmeetod võimaldab hõlpsat juurdepääsu puhastamiseks, kontrollimiseks või muutmiseks. Äärikutel on tavaliselt keermestatud või keevitatud ühendus. Äärikühendus koosneb kahest poltidega kokku keeratud äärikust ja nendevahelisest tihendist, mis tagab tiheda tihendi.
Toruäärikud on valmistatud erinevatest materjalidest. Äärikutel on töödeldud pind ja need on valmistatud malmist ja noobelmalmist, kuid kõige sagedamini kasutatav materjal on sepistatud süsinikteras.
Nafta- ja keemiatööstuses enim kasutatavad äärikud on:
- kaelaga keevitamiseks
- läbi ääriku
- keevitatud pistikupesaga keevitamiseks
- süles keevitatud (vabalt pöörlev)
- keermestatud äärik
- ääriku pistik

Kõik tüüpi äärikud, välja arvatud vabad äärikud, on tugevdatud pinnaga.
Spetsiaalsed äärikud
Välja arvatud ülalmainitud äärikud, on mitmeid spetsiaalseid äärikuid, näiteks:
- diafragma äärik
- pikad keevisäärikud kraega
- laiendusäärik
- adapteri äärik
- rõngaskork (äärikühenduse osa)
- ketaskorgid ja vaherõngad (äärikühenduse osa)
Äärikute jaoks on kõige levinumad materjalid süsinikteras, roostevaba teras, malm, alumiinium, messing, pronks, plast jne. Lisaks on äärikutel, nagu liitmikud ja torud eriotstarbelisteks rakendusteks, mõnikord sisemine kattekiht, mis on täiesti erineva kvaliteediga kui äärikud ise. Need on vooderdatud äärikud. Ääriku materjal määratakse kõige sagedamini torude valimisel. Reeglina on äärik valmistatud samast materjalist kui torud ise.
6-tollise õlakeevisääriku näide – 150#-S40
Iga ASME B16.5 äärik on saadaval mitmes standardsuuruses. Kui disainer Jaapanis või isik, kes valmistab ette projekti käivitamiseks Kanadas või torujuhtme paigaldaja Austraalias, räägib ASME B16.5-ga ühilduvast 6"-150#-S40 sissekeevitavast äärikust, siis räägib ta allpool näidatud äärik. 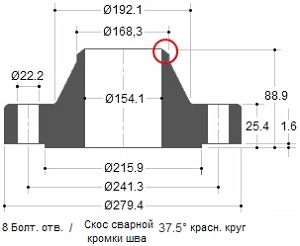
Ääriku tellimisel soovib tarnija teada materjali kvaliteeti. Näiteks ASTM A105 on pressitud süsinikterasest äärik, samas kui A182 on pressitud legeerterasest äärik. Seega tuleb reeglite kohaselt tarnija jaoks ette näha mõlemad standardid: Keevitatud äärik 6"-150#-S40-ASME B16.5/ASTM A105.
RÕHUKLASS
Rõhu nimi või äärikute reiting on naelades. Surveklassi tähistamiseks kasutatakse erinevaid nimetusi. Näiteks: 150 naela või 150 naela või 150 # või klass 150 tähendavad sama asja.
Sepistatud terasest äärikutel on 7 peamist klassifikatsiooni:
150 naela - 300 naela - 400 naela - 600 naela - 900 naela - 1500 naela - 2500 naela
Ääriku klassifikatsiooni kontseptsioon on selge ja ilmne. Klassi 300 äärik talub suuremat rõhku kui klassi 150 äärik, kuna klassi 300 äärik sisaldab rohkem metalli ja talub suuremat rõhku. Siiski on mitmeid tegureid, mis võivad ääriku rõhupiirangut mõjutada.
NÄIDE
Äärikud taluvad erinevatel temperatuuridel erinevat survet. Temperatuuri tõustes ääriku rõhuklass väheneb. Näiteks klassi 150 ääriku võimsus on ümbritseva keskkonna tingimustes umbes 270 PSIG, 200 °C juures 180 PSIG, 315 °C juures 150 PSIG ja 426 °C juures 75 PSIG.
Täiendavad tegurid on see, et äärikud võivad olla valmistatud erinevatest materjalidest, nagu legeerteras, malm ja kõrgtugev malm jne. Igal materjalil on erinevad rõhuklassid.
PARAMEETER "RÕHK-TEMPERATUUR"
Rõhu-temperatuuri klass määrab töötamise, maksimaalse lubatud ülerõhu baarides temperatuuril Celsiuse kraadides. Vahetemperatuuride puhul on lineaarne interpolatsioon lubatud. Interpoleerimine sümboliklasside vahel ei ole lubatud.
Temperatuuri-rõhu klassifikatsioonid
Äärikühendustele kehtib temperatuuri-surve klass, mis vastab piirangutele poltühendustele ja tihenditele, mis on valmistatud kooskõlas monteerimise ja joondamise hea tavaga. Nende klasside kasutamise eest nendele piirangutele mittevastavate äärikühenduste puhul vastutab kasutaja.
Vastava rõhuklassi jaoks näidatud temperatuur on detaili sisemise kesta temperatuur. Põhimõtteliselt on see temperatuur sama, mis sisalduval vedelikul. Vastavalt kehtivate seaduste ja eeskirjade nõuetele langeb voolavast vedelikust erinevale temperatuurile vastava rõhuklassi kasutamisel kogu vastutus kliendile. Kui temperatuur on alla -29 °C, ei tohiks reiting olla kõrgem kui temperatuuril -29 °C.
Näitena leiate altpoolt kaks tabelit materjalirühmadega vastavalt ASTM-ile ja veel kaks tabelit nende materjalide temperatuuri-rõhu klassidega vastavalt ASME B16.5-le.
| ASTM Group 2-1.1 materjalid |
|||
| Nominaalne tähistus |
Tembeldamine |
Valamine |
Plaadid |
| C-Si | A105 (1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
MÄRKUSED:
|
|||
| ASTM-i rühma 2-1.1 materjalide temperatuuri-rõhu klass Töörõhk klasside kaupa |
|||||||
| Temperatuur °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 kuni 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM-i rühma 2-2.3 materjalide temperatuuri-rõhu klass Töörõhk klasside kaupa |
|||||||
| Temperatuur °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 kuni 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
ÄRIPIND
Ääriku pinna kuju ja kujundus määravad O-rõnga või tihendi asukoha.
Enim kasutatud tüübid:
- kõrgendatud pind (RF)
- tasane pind (FF)
- O-rõnga soon (RTJ)
- välis- ja sisekeermega (M&F)
- keele ja soone ühendus (T&G)
Tõstetud nägu, kõige sobivam ääriku tüüp ja hõlpsasti tuvastatav. Seda tüüpi nimetatakse seetõttu, et tihendi pind ulatub poltühenduse pinnast kõrgemale. 
Läbimõõt ja kõrgus määratakse vastavalt ASME B16.5-le, kasutades surveklassi ja läbimõõtu. Surveklassis kuni 300 Lbs on kõrgus ligikaudu 1,6 mm ja rõhuklassis 400 kuni 2500 Lbs on kõrgus ligikaudu 6,4 mm. Ääriku surveklass määrab pinnaprojektsiooni kõrguse. (RF) ääriku eesmärk on koondada suurem rõhk väiksemale tihendipinnale, suurendades seeläbi ühenduse rõhupiiri.
Kõigi selles artiklis kirjeldatud äärikute kõrguse määravate parameetrite jaoks kasutatakse mõõtmeid H ja B, välja arvatud kattuva ühendusega äärik, seda tuleb mõista ja meeles pidada järgmiselt:
Surveklassides 150 ja 300 naela on väljaulatuvuse kõrgus ligikaudu 1,6 mm (1/16 tolli). Peaaegu kõik nende kahe klassi äärikute tarnijad märgivad oma brošüürides või kataloogides mõõtmed H ja B, sealhulgas ülaosa (vt joonis 1 allpool) 
Surveklassides 400, 600, 900, 1500 ja 2500 naela on väljaulatuvuse kõrgus 6,4 mm (1/4 tolli). Nendes klassides määravad paljud tarnijad mõõtmed H ja B ilma projektsioonikõrgust lisamata (vt joonis 2 ülal).
Sellest artiklist leiate kaks suurust. Ülemine mõõtmete rida ei sisalda projektsiooni kõrgust ja alumise rea mõõtmed sisaldab projektsiooni kõrgust.
LAME PIND (FF – tasane pind)
Lameda pinna (kogu esipinna) ääriku korral on tihend poltühendusega samas tasapinnas. Kõige sagedamini kasutatakse tasase pinnaga äärikuid seal, kus on valatud vastuäärik või liitmik. 
Lameda pinnaga äärikut ei ühendata kunagi äärikuga, millel on kõrgem. Vastavalt ASME B31.1-le tuleb malmist tasapinnaliste äärikute ühendamisel süsinikterasest äärikutega eemaldada terasääriku kõrgendatud külg ja kogu pind tihendada tihendiga. Seda tehakse selleks, et õhuke, rabe malmist äärik ei praguneks terasääriku eendi tõttu.
RÕNGASOONIGA äärik (RTJ – rõnga tüüpi ühendus)
RTJ äärikute pindadesse on lõigatud sooned, millesse sisestatakse terasest O-rõngad. Äärikud on tihendatud tänu sellele, et poltide pingutamisel surutakse äärikute vaheline tihend soontesse, deformeerub, luues tiheda kontakti - metall-metall. 
RTJ äärikul võib olla eend, millesse on tehtud rõngakujuline soon. See eend ei toimi mingisuguse tihendina. O-rõngastega tihendatud RTJ-äärikute puhul võivad ühendatud ja pingutatud äärikute kõrgendatud pinnad üksteisega kokku puutuda. Sellisel juhul ei kanna kokkusurutud tihend enam lisakoormust, poltide pingutamine, vibratsioon ja nihkumine ei suuda enam tihendit purustada ning pingutusjõud väheneb.
Metallist O-rõngad sobivad kasutamiseks kõrgel temperatuuril ja rõhul. Need on valmistatud õige materjali- ja profiilivalikuga ning neid kasutatakse alati sobivates äärikutes, tagades hea ja usaldusväärse tihendi.
O-rõngad on valmistatud nii, et tihendus saavutatakse "esialgse kontaktliini" või kiilu abil vastasääriku ja tihendi vahel. Rakendades tihendile poltide abil survet, tungib tihendi pehmem metall läbi kõvema äärikumaterjali peenstruktuuri ning loob väga tiheda ja tõhusa tihendi. 
Enim kasutatud rõngad:
Tüüp R-Oval vastavalt ASME B16.20
Sobib ASME B16.5 surveklassi äärikutele vahemikus 150 kuni 2500.
Tüüp R-Octagonal vastavalt ASME 16.20-le
Täiustatud disain võrreldes algse R-Ovaliga. Kuid neid saab kasutada ainult lamedate soontega äärikute jaoks. Sobib ASME B16.5 äärikutele surveklassiga 15 kuni 2500.
TIHENDUSE JA JALGA KUKUVA PINNAGA ÄRIKUD (LMF – suur isase nägu; LFF – suur naise nägu)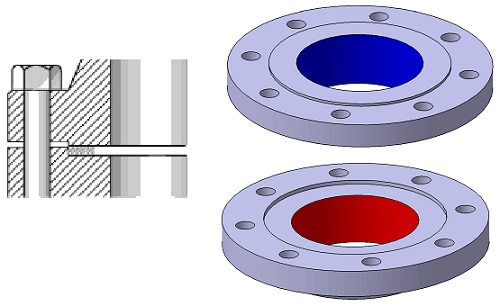
Seda tüüpi äärik peab sobima. Ühel ääriku esiküljel on ala, mis ulatub üle ääriku esikülje normaalsetest piiridest ( isa). Teisel äärikul ehk vastuäärikul on vastav süvend ( Ema) tehtud selle pinnale.
Poollahtine tihend
- Süvendi sügavus on tavaliselt võrdne väljaulatuva osa kõrgusega või sellest väiksem, et vältida metalli kokkupuudet tihendi kokkusurumisel
- Sälgu sügavus on tavaliselt mitte rohkem kui 1/16 tolli suurem kui huule kõrgus.
TONGLE-SOONE TÜÜPI TIHENDUSPINNAGA ÄRIK
(Eend – Tounge Face – TF; Depressioon – Groove Face – GF)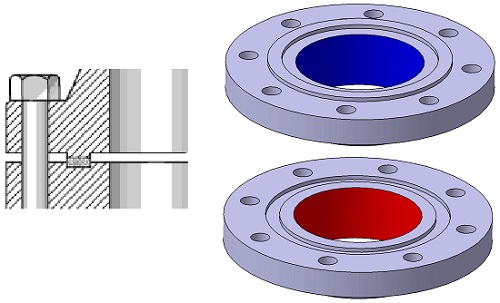
Seda tüüpi äärikud peavad samuti sobima. Ühel äärikul on selle ääriku pinnale tehtud eendiga rõngas (piik), vastasääriku pinnale on aga töödeldud soon. Neid pindu leidub tavaliselt pumba katetel ja klapikatetel.
Fikseeritud tihend
- Tihendi mõõtmed on samad või väiksemad kui soone kõrgus
- Vahetükk ei ole soonest rohkem kui 1/16 tolli laiem
- Tihendi mõõtmed langevad kokku soone mõõtmetega
- Lahtivõtmisel tuleb ühendus eraldi vabastada
LAME PIND JA SOONE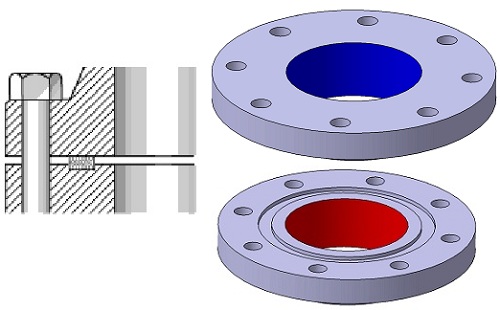
Fikseeritud tihend
- Üks pind on tasane, teine sälguline
- Rakenduste jaoks, kus on vaja täpset tihendi kokkusurumise juhtimist
- Soovitatavad on ainult elastsed tihendid – spiraaltihendid, surveajamiga õõnesrõngastihendid ja metallsärgiga tihendid.
ÄRIPINNA LÕPLIK VIIMISTLUS
ASME B16.5 nõuab, et ääriku pind (kõrgendatud pind ja tasane pind) oleks teatud karedusega, et tagada tihendiga kombineerituna hea tihend. 
Lõplikuks rihveldamiseks, kas kontsentriliseks või spiraalselt, on vaja 30–55 soont tolli kohta, mille tulemuseks on 125–500 mikrotolli karedus. See võimaldab äärikutootjatel töödelda ruumi mis tahes klassi metallääriku tihendamiseks.
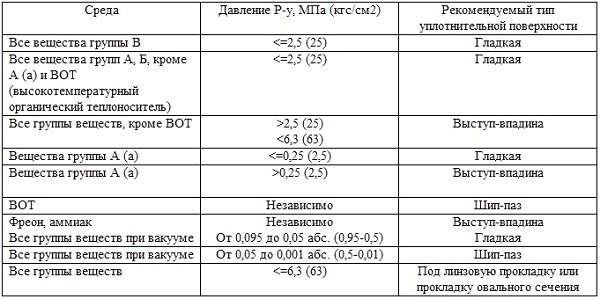
I plahvatusohtlikkuse kategooria tehnoloogiliste objektide rühmade A ja B aineid transportivate torustike puhul ei ole lubatud kasutada sileda tihenduspinnaga äärikühendusi, välja arvatud juhul, kui kasutatakse spiraaltihendeid.
ENIM KASUTATUD PINNAD
Karestamine
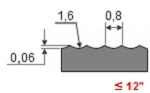
| Kõige sagedamini kasutatav mis tahes ääriku töötlemisel, kuna see sobib peaaegu kõigi tavaliste kasutustingimuste jaoks. Kokkusurumisel surub tihendi pehme pind töödeldud pinna sisse, mis aitab luua tihendi, lisaks tekitab ühendatud osade vahel kõrge hõõrdumise. Nende äärikute viimistlemine toimub 1,6 mm raadiusega lõikuriga ettenihkekiirusega 0,88 mm pöörde kohta 12" 14" ja suuremate puhul, töötlemine toimub 3,2 mm raadiusega lõikuriga, ettenihkekiirusega 1,2 mm vastupidi. |
 |
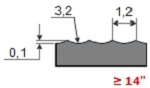 |
Spiraalne lõige
 See võib olla pidev või fonograafiline spiraalsoon, kuid see erineb karestamisest selle poolest, et soon luuakse 90-kraadise lõikuri abil, mis loob V-kujulise profiili 45° flöödinurgaga.
See võib olla pidev või fonograafiline spiraalsoon, kuid see erineb karestamisest selle poolest, et soon luuakse 90-kraadise lõikuri abil, mis loob V-kujulise profiili 45° flöödinurgaga. Kontsentriline sälk.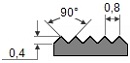 Nagu nimigi ütleb, koosneb mehaaniline töötlus kontsentrilistest soontest. Kasutatakse 90° lõikurit ja rõngad jaotatakse ühtlaselt üle kogu pinna.
Nagu nimigi ütleb, koosneb mehaaniline töötlus kontsentrilistest soontest. Kasutatakse 90° lõikurit ja rõngad jaotatakse ühtlaselt üle kogu pinna.
Sile pind.![]() See töötlemine ei jäta visuaalselt tööriista jälgi. Selliseid pindu kasutatakse tavaliselt metallpinnaga tihendite jaoks, näiteks kahekihiline, ribaterasest või gofreeritud metall. Sile pind aitab luua tihendi ja sõltub vastaspinna tasapinnast. Tavaliselt saavutatakse see nii, et padja kontaktpind moodustatakse pideva (mõnikord ka fonograafilise) spiraalse soonega, mis on tehtud 0,8 mm raadiusega lõikuriga, ettenihkega 0,3 mm pöörde kohta, sügavusega 0,05 mm. Selle tulemuseks on kareduse vahemik Ra 3,2–6,3 mikromeetrit (125–250 mikrotolli)
See töötlemine ei jäta visuaalselt tööriista jälgi. Selliseid pindu kasutatakse tavaliselt metallpinnaga tihendite jaoks, näiteks kahekihiline, ribaterasest või gofreeritud metall. Sile pind aitab luua tihendi ja sõltub vastaspinna tasapinnast. Tavaliselt saavutatakse see nii, et padja kontaktpind moodustatakse pideva (mõnikord ka fonograafilise) spiraalse soonega, mis on tehtud 0,8 mm raadiusega lõikuriga, ettenihkega 0,3 mm pöörde kohta, sügavusega 0,05 mm. Selle tulemuseks on kareduse vahemik Ra 3,2–6,3 mikromeetrit (125–250 mikrotolli)
TIHENDID
Tihendatud äärikühenduse tegemiseks on vaja tihendeid. 
Tihendid on kokkusurutud lehed või rõngad, mida kasutatakse veekindla tihendi loomiseks kahe pinna vahel. Tihendid on valmistatud taluma äärmuslikke temperatuure ja rõhku ning on saadaval metallist, poolmetallist ja mittemetallist materjalina.
Näiteks võib tihenduspõhimõte hõlmata kahe ääriku vahelise tihendi kokkusurumist. Tihend täidab äärikute mikroskoopilised ruumid ja pinna ebatasasused ning moodustab seejärel tihendi, mis takistab vedelike ja gaaside lekkimist. Et vältida lekkeid äärikühenduses, on vaja tihendi õiget ja hoolikat paigaldamist.
See artikkel hõlmab tihendeid, mis vastavad standarditele ASME B16.20 (metallist ja poolmetallist toruääriku tihendid) ja ASME B16.21 (mittemetallist, lameda toruääriku tihendid).
POLID
Kahe ääriku üksteisega ühendamiseks on vaja polte. Kogus määratakse ääriku aukude arvu järgi ning poltide läbimõõt ja pikkus sõltuvad ääriku tüübist ja selle surveklassist. Nafta- ja keemiatööstuses ASME B16.5 äärikute jaoks kõige sagedamini kasutatavad poldid on naastud. Naast koosneb keermestatud vardast ja kahest mutrist. Veel üks saadavalolevate poltide tüüp on tavaline kuuskantpeaga polt ühe mutriga.
Mõõtmed, mõõtmete tolerantsid jne. määratleti ASME B16.5 ja ASME B18.2.2 materjalides erinevates ASTM-i standardites.
PÖÖRDEMOMENT
Lekketiheda äärikühenduse saavutamiseks peab tihend olema õigesti paigaldatud, poldid peavad olema õige pöördemomendiga ning üldine pingutuspinge jaotunud ühtlaselt üle kogu ääriku. 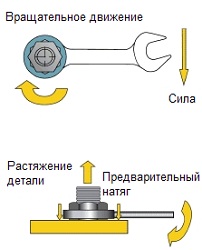
Vajalik venitus saavutatakse pingutusmomendiga (kinnitile eelpinge rakendamine selle mutrit keerates).
Õige poldi pingutusmoment võimaldab selle elastseid omadusi kõige paremini ära kasutada. Et oma ülesannet hästi täita, peab polt käituma nagu vedru. Töö ajal asetab pingutusprotsess poldile aksiaalse eelkoormuse. Loomulikult on see tõmbejõud võrdne koostu komponentidele rakendatavate vastandlike survejõududega. Seda võib nimetada pingutusjõuks või tõmbejõuks.
PÖÖRDMUSMUTRI
Momendivõti on käsitööriista üldnimetus, mida kasutatakse ühendusele täpse pöördemomendi rakendamiseks, olgu selleks siis polt või mutter. See võimaldab operaatoril mõõta poldile rakendatavat pöörlemisjõudu (pöördemomenti), mis peab jääma spetsifikatsiooni piiresse. 
Õige äärikupoltide pingutustehnika valimine nõuab kogemust. Mis tahes tehnika õigeks rakendamiseks on vaja ka kvalifikatsiooni, nii tööriista, mida kasutatakse, kui ka spetsialisti, kes tööd teeb. Järgmised on kõige sagedamini kasutatavad poltide pingutamise meetodid:
- käte pingutamine
- pneumaatiline löökmutrivõti
- hüdrauliline momentvõti
- manuaalne pöördemomendi mutrivõti koos klahvhoova või käigukastiga
- poltide hüdrauliline pingutusmehhanism
Pöördemomendi kadu on igale poltühendusele omane. Poltide lõdvenemise (umbes 10% esimese 24 tunni jooksul pärast paigaldamist), tihendi libisemise, süsteemi vibratsiooni, soojuspaisumise ja poltide pingutamise ajal tekkiva elastse vastasmõju koosmõju aitavad kaasa pöördemomendi kadumisele. Kui pingutusmomendi kadu saavutab kriitilise taseme, ületab siserõhk tihendit paigal hoidva survejõu, sel juhul võib tekkida leke või läbimurre.
Nende mõjude vähendamise võti on tihendite õige paigaldamine. Tihendi paigaldamisel on vaja äärikud kokku viia ja 4 polti keerata sujuvalt ja paralleelselt, väikseima võimaliku pöördemomendiga, järgides õiget pingutusjärjestust. See vähendab tegevuskulusid ja suurendab ohutust.
Oluline on ka tihendi õige paksus. Mida paksem on tihend, seda suurem on selle roome, mis omakorda võib kaasa tuua pingutusmomendi kadumise. ASME standard soovitab tavaliselt 1,6 mm tihendi paksust soonega esiäärikute jaoks. Õhemad materjalid taluvad suuremat tihendikoormust ja seega ka suuremat siserõhku.
MÄÄRIMINE VÄHENDAGE HÕRDUMIST
Määrimine vähendab hõõrdumist pingutamisel, vähendab poltide purunemist paigaldamisel ja pikendab kasutusiga. Hõõrdeteguri muutmine mõjutab teatud pingutusmomendi juures saavutatavat eelkoormuse suurust. Suurem hõõrdetegur muudab väiksema pöördemomendi eelkoormuseks. Vajaliku pöördemomendi väärtuse täpseks seadistamiseks peab olema teada määrdeaine tootja poolt pakutav hõõrdetegur.
Nii laagrimutri pinnale kui ka väliskeermetele tuleb kanda määrde- või kinnijäämisvastaseid ühendeid.
PINGUTAMISE JÄRJESTUS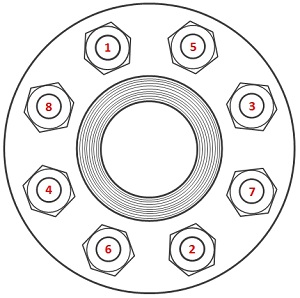 Kõigepealt keerake kergelt kinni esimene polt, seejärel järgmine selle vastas, seejärel veerand pööret ringis (või 90 kraadi), et pingutada kolmas polt ja neljas polt selle vastas. Jätkake seda järjestust, kuni kõik poldid on pingutatud. Nelja poldiga äärikute pingutamisel kasutage ristikujulist mustrit.
Kõigepealt keerake kergelt kinni esimene polt, seejärel järgmine selle vastas, seejärel veerand pööret ringis (või 90 kraadi), et pingutada kolmas polt ja neljas polt selle vastas. Jätkake seda järjestust, kuni kõik poldid on pingutatud. Nelja poldiga äärikute pingutamisel kasutage ristikujulist mustrit.
ÄRIKUKINNITUSE ETTEVALMISTAMINE
Äärikühenduste tiheduse saavutamiseks peavad kõik komponendid olema täpsed.
Enne ühendusprotsessi alustamist peate edaspidiste probleemide vältimiseks järgima järgmisi samme.
- Puhastage ääriku pinnad ja kontrollige kriimustusi; pinnad peavad olema puhtad ja defektideta (karedus, lohud, mõlgid jne).
- Kontrollige kõiki polte ja mutreid keermete kahjustuste või korrosiooni suhtes. Vajadusel asendage või parandage poldid või mutrid
- Eemaldage kõikidelt keermetelt jämedad
- Määrige poltide või naastude keermed ja ääriku või seibi kõrval olevad mutrite pinnad. Enamiku rakenduste jaoks on soovitatav kasutada karastatud seibe.
- Paigaldage uus tihend ja veenduge, et see oleks keskel. ÄRGE KASUTAGE VANA TIHENDIT ega kasutage mitut tihendit.
- Kontrollige ääriku joondamist ASME B31.3 protsessitorustiku standardiga
- Reguleerige mutrite asendit nii, et 2-3 keerme oleks keerme ülaosast kõrgemal.



