शॉर्टकट http://bibt.ru
आंतरिक और बाहरी धागों को काटने के लिए उपकरण। नल. मर जाता है।
आंतरिक धागों को एक नल से काटा जाता है (चित्र 36, ए), और बाहरी धागों को - गोल डाई से काटा जाता है (चित्र 36, सी, डी)।
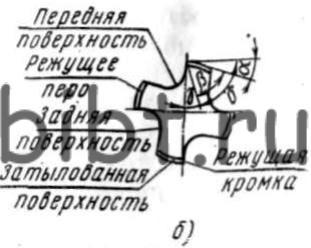
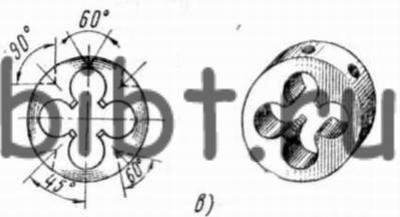
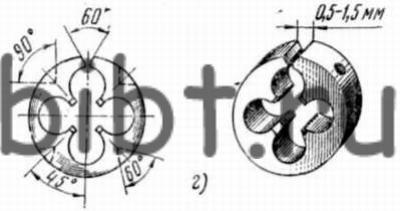
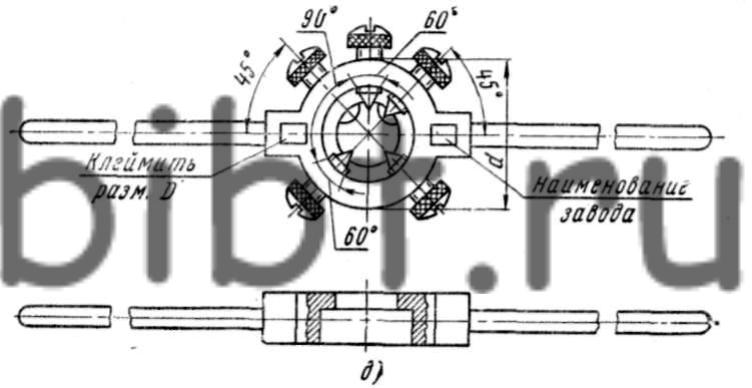
चावल। 36. थ्रेडिंग उपकरण:
ए - नल और उसके तत्व, बी - नल के तीक्ष्ण कोण: α - पीछे, γ - सामने, β - बिंदु, δ - काटने का कोण, सी - ठोस गोल डाई, डी - विभाजित डाई, डी - गोल डाई के लिए रिंच
टीएपीएससीधे या पेचदार खांचे के साथ एक पेंच के रूप में बनाया गया। खांचे काटने वाले किनारों का निर्माण करते हैं। नल में एक कार्यशील भाग और एक टांग होती है। शैंक के अंत में चक या कॉलर में नल लगाने के लिए एक वर्ग होता है। नल के कामकाजी हिस्से में इनटेक (शंक्वाकार) और कैलिब्रेटिंग हिस्से होते हैं। इंटेकिंग भाग धागे को काटता है, कैलिब्रेटिंग भाग काटने का मार्गदर्शन करने और थ्रेडेड छेद को साफ और कैलिब्रेट करने का कार्य करता है।
मैनुअल धागों को दो या तीन नलों के सेट से काटा जाता है: खुरदुरा, मध्यम और महीन। पहले मोटे टुकड़ों में काटें और फिर मध्यम आकार में। बारीक नल का उपयोग अंतिम थ्रेडिंग और आकार देने के लिए किया जाता है। नल को शैंक पर पायदानों की संख्या से अलग किया जाता है।
मैनुअल नल के अलावा, मशीनी नल भी होते हैं जो अपने काम करने वाले हिस्से के आकार में मैनुअल नल से भिन्न होते हैं।
नल दाएं और बाएं धागे के साथ आते हैं। दाएं हाथ के धागे को काटते समय, नल को दक्षिणावर्त घुमाया जाता है, और बाएं हाथ के धागे को काटते समय, इसे वामावर्त घुमाया जाता है।
मर जाता है(चित्र 36, सी देखें) का उपयोग मैन्युअल और मशीनों दोनों पर थ्रेडिंग करते समय किया जाता है। डाई में एक स्लॉट होता है, जिसकी बदौलत इसे विनियमित किया जाता है, यानी, धागे का व्यास 0.1-0.25 मिमी के भीतर थोड़ा बढ़ाया या घटाया जाता है। प्लेट को नॉब के तीन स्क्रू के साथ समायोजित किया जाता है (चित्र 36, डी देखें): एक स्लॉट में प्रवेश करता है और, जब स्क्रू किया जाता है, तो प्लेट को थोड़ा विस्तारित कर सकता है, और अन्य दो इसे संपीड़ित कर सकते हैं।



