बाहरी धागा काटना
धागाका प्रतिनिधित्व करता है घूर्णन भागों पर पेचदार नाली का निर्माण होता है. इसका व्यापक रूप से भागों को एक-दूसरे से जोड़ने (बन्धन) और गति संचारित करने (उदाहरण के लिए, एक खराद या वाइस के लीड स्क्रू में) के लिए उपयोग किया जाता है।
थ्रेडेड कनेक्शन में उपयोग किया जाता है बोल्ट, हेयरपिनऔर शिकंजा. पेंच - एक बेलनाकार छड़ जिसके एक सिरे पर सिर होता है और दूसरे सिरे पर धागा होता है (दाईं ओर चित्र देखें)। ए). बाल के लिये कांटा - एक बेलनाकार छड़ जिसके दोनों सिरों पर एक धागा होता है। स्टड के एक सिरे को जुड़ने वाले भागों में से एक में पेंच किया जाता है, और जिस हिस्से को बांधा जाना है उसे दूसरे सिरे पर स्थापित किया जाता है और नट को पेंच किया जाता है ( बी). पेंच - जुड़े भागों में से एक में पेंच लगाने के लिए धागे के साथ एक बेलनाकार छड़ और विभिन्न आकृतियों का एक सिर ( वी).
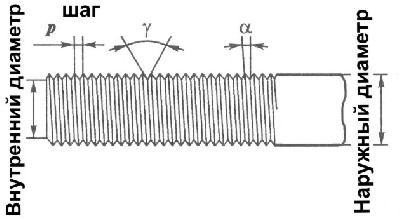
मूल धागा तत्व
: हेलिक्स कोण ए,
चूड़ीदार पेंच आर, प्रोफ़ाइल कोण पर, बाहरी और भीतरी व्यास(अंजीर बाएँ)। थ्रेडेड कनेक्शन के उद्देश्य के आधार पर, विभिन्न प्रकार के थ्रेड्स का उपयोग किया जाता है।

द्वारा घुमावों की दिशानक्काशी होती है सहीऔर बाएं(अंजीर। दाएं)। सबसे अधिक बार, सही धागा काटें।
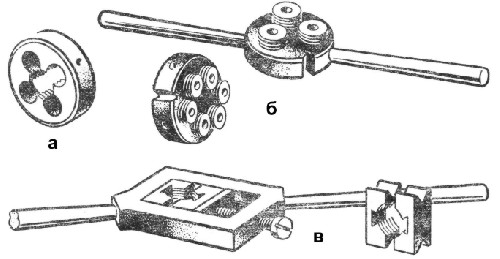
बाहरी बन्धन धागों को काटने के लिए एक विशेष उपकरण का उपयोग किया जाता है - मर जाता है. वे हैं गोल(अंजीर। बाएँ ए), धागा लपेटना(बी) और रपट(वी).
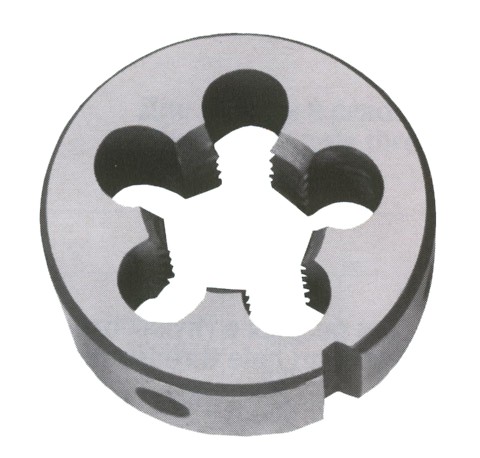
गोल पासा (अंजीर। दाएं) कठोर स्टील नट के रूप में बनाया गया है। डाई धागे को अनुदैर्ध्य छिद्रों के माध्यम से पार किया जाता है। एक पच्चर और एक खांचे के रूप में गठित काटने वाले किनारे वर्कपीस की कटाई और एक साथ चिप निकास सुनिश्चित करते हैं। रॉड के सिरे (रिक्त) को अंतिम किनारों से डाई में बेहतर ढंग से प्रवेश करने के लिए, इसके धागे की प्रोफ़ाइल ऊंचाई कम होती है। यह तथाकथित बाड़ वाला भाग है। 1 से 76 मिमी के व्यास वाले मीट्रिक धागे को काटने के लिए मानक के अनुसार गोल डाई प्रदान की जाती हैं। इन्हें घोंसलों में रखा जाता है डाई धारक और वहां पेचकस के लिए एक स्लॉट के साथ स्टड (या बोल्ट) के साथ तय किया गया।
मरना 4 (अंजीर। बाएं) साथ विशेष कटआउट 6 में बांधा गया डाई धारक 5 या में क्रैंकइसके आकार और परिचालन स्थितियों के आधार पर तीन या चार स्क्रू। एक या दो पेंच 7 सुरक्षित करने के लिए सेवा करें शिकंजा 1 और 3 - जंपर को काटने के बाद उसके आकार को समायोजित करते समय डाई को ठीक करने और संपीड़ित करने के लिए। प्लेट अशुद्ध है शिकंजा 2 .
यदि थ्रेड रोलिंग डाई (चावल। बीऊपर) स्थापित रोलिंग थ्रेडेड समायोज्य रोलर्स. वर्कपीस की धातु को काटा नहीं जाता, बल्कि बाहर निकाला जाता है। इसके कारण, धागे की सतह साफ होती है, और धागा स्वयं बेहतर और अधिक सटीक होता है।
 फिसलने वाला प्रिज्मीय मर जाता है
(चावल। वीऊपर) दो स्लाइडिंग और रिट्रेक्टिंग हाफ-प्लेट्स से मिलकर बना है।
फिसलने वाला प्रिज्मीय मर जाता है
(चावल। वीऊपर) दो स्लाइडिंग और रिट्रेक्टिंग हाफ-प्लेट्स से मिलकर बना है।
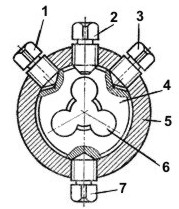
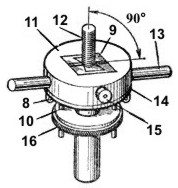
विशेष रुचि एक अतिरिक्त गाइड रिंग के साथ डाई स्थापित करने और बांधने के लिए एक घुंडी है (दाईं ओर का चित्र)। 16
जो बेलनाकार वर्कपीस पर दिशा बनाए रखने में मदद करता है 12
(छड़ें, मोल्ड पुशर और स्क्रू, डाई पुलर)। पारंपरिक कॉलर में एक अतिरिक्त उपकरण का उपयोग किया जा सकता है।
पिंजरे के भीतरी भाग में 1
घुंडी में एक मशीनीकृत चौकोर खिड़की होती है जिसमें प्रिज्मीय डाई डाले जाते हैं। पिंजरे के किनारे पर एक पेंच लगाया गया है 15
, डाइस को दबाना 9
ऑपरेशन के दौरान, और क्लिप के किनारों से शरीर में 11
दो हैंडल खराब कर दिए 13
हाथ पकड़ने के लिए. पिंजरे के नीचे एक वॉशर स्थापित किया गया है 14
स्क्रू से ठीक किया गया 8
, और दो गाइड पिन 10
जिसके अनुदिश वलय चलता है 16
.
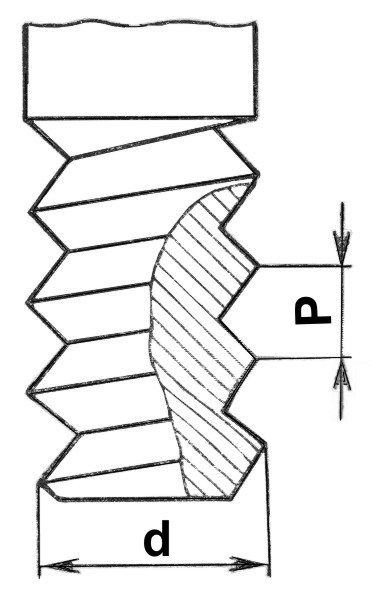
रॉड पर डाई से धागा काटने के लिए, आपको पहले पता लगाना होगा धागे का बाहरी व्यास डीऔर वह कदम आर(बाईं ओर चित्र देखें)। ये डेटा प्लेट पर दर्शाया गया है। फिर, तालिका के अनुसार (नीचे तालिका देखें), इस धागे के लिए रॉड का व्यास निर्धारित करें और वर्कपीस का चयन करें।
| पेंच का व्यास | कदम(आर ) | रॉड का व्यास | |
| कम से कम | विशालतम | ||
| एम 5 | 0,75 | 4,8 | 4,8 |
| म 6 | 1 | 5,8 | 5,8 |
| एम 8 | 1,25 | 7,8 | 7,9 |
| एम 10 | 1,5 | 9,75 | 9,85 |
| एम 12 | 1,75 | 11,76 | 11,88 |
उसी समय, यह ध्यान में रखा जाना चाहिए कि जब एक धागा काटा जाता है, तो धातु, विशेष रूप से तांबा, हल्का स्टील, "फैलता है"। इसके परिणामस्वरूप, छड़ का व्यास थोड़ा बढ़ जाता है और डाई की थ्रेडेड सतह पर दबाव बढ़ जाता है। यह गर्म हो जाता है, चिप्स काटने वाले किनारों पर चिपक जाते हैं, और धागा "फटा" हो जाता है। यह सब इसकी गुणवत्ता को कम कर देता है। इसीलिए धागे के आकार के आधार पर छड़ का व्यास धागे के बाहरी व्यास से 0.1 ... 0.3 मिमी कम होना चाहिए. यदि छड़ का व्यास धागे के बाहरी व्यास से 0.4...0.5 मिमी से कम है, तो धागा प्रोफाइल अधूरा है।
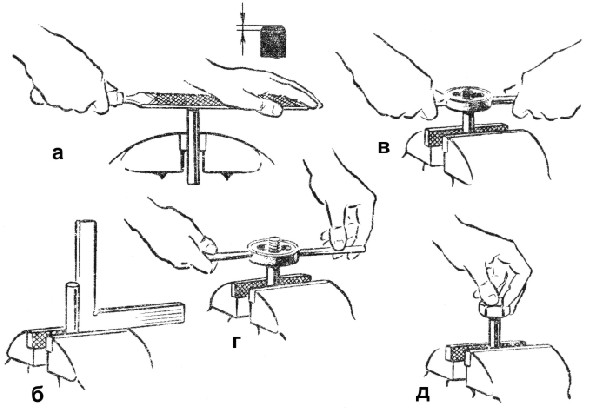 चयनित वर्कपीस को सीधा किया जाना चाहिए, चिह्नित किया जाना चाहिए, मार्कअप के अनुसार काटा जाना चाहिए और, इसे एक वाइस में फिक्स करके, एक फ़ाइल के साथ चम्फर किया जाना चाहिए (अंजीर। दाईं ओर) ए) ताकि डाई का सेवन भाग धातु को अधिक आसानी से पकड़ सके। डाई की गुणवत्ता की जाँच बाहरी निरीक्षण द्वारा और इसे बोल्ट या स्टड पर अक्षुण्ण धागे से कस कर की जानी चाहिए। सॉकेट में संभावित विकृति और फिसलन को बाहर करने के लिए डाई होल्डर में डाई को बन्धन की गुणवत्ता की सावधानीपूर्वक जांच करना भी आवश्यक है।
चयनित वर्कपीस को सीधा किया जाना चाहिए, चिह्नित किया जाना चाहिए, मार्कअप के अनुसार काटा जाना चाहिए और, इसे एक वाइस में फिक्स करके, एक फ़ाइल के साथ चम्फर किया जाना चाहिए (अंजीर। दाईं ओर) ए) ताकि डाई का सेवन भाग धातु को अधिक आसानी से पकड़ सके। डाई की गुणवत्ता की जाँच बाहरी निरीक्षण द्वारा और इसे बोल्ट या स्टड पर अक्षुण्ण धागे से कस कर की जानी चाहिए। सॉकेट में संभावित विकृति और फिसलन को बाहर करने के लिए डाई होल्डर में डाई को बन्धन की गुणवत्ता की सावधानीपूर्वक जांच करना भी आवश्यक है।
थ्रेडिंग से पहले रॉड पर उसकी लंबाई अंकित की जाती है, रॉड को एक वाइस में फिक्स किया जाता है ताकि जबड़े के ऊपरी तल के ऊपर निकला हुआ सिरा कटे हुए हिस्से से 20...25 मिमी बड़ा हो। छड़ को जबड़े के ऊपरी तल से 90° के कोण पर वर्ग के अनुदिश रखा जाता है (चित्र)। बी). डाई होल्डर में लगी डाई को रॉड के ऊपरी सिरे पर रखा जाता है और हल्के दबाव के साथ, डाई को तिरछा किए बिना घुमाया जाता है (चित्र)। वी). 1-2 धागे काटने के बाद, एक बार फिर डाई और रॉड के घूर्णन अक्षों के संयोग की जाँच करें।
इसके बाद रॉड के धागे वाले हिस्से को तेल से चिकना करें, डाई को काटें और डाई होल्डर के दोनों हैंडलों को समान रूप से दबाते हुए डाई को घुमाएँ (चित्र)। जी). घुमाव प्रत्यावर्ती होना चाहिए: एक या दो मोड़ दाईं ओर और आधा मोड़ बाईं ओर।इस मामले में, चिप टूट जाती है, अनुदैर्ध्य छेद से बाहर निकल जाती है। इससे थ्रेडिंग आसान हो जाती है और थ्रेड की गुणवत्ता में सुधार होता है। 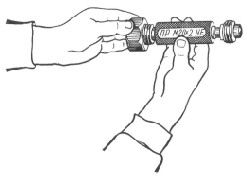
उत्पादन परिस्थितियों में कटे हुए धागों की गुणवत्ता की जाँच की जाती है थ्रेड माइक्रोमीटर, धागा गेज-छल्ले और पेंच प्लग(बाईं ओर चित्र देखें)। स्कूल की स्थितियों में, धागे को नट्स से जांचने की अनुमति है।
काम खत्म करने के बाद, डाई को डाई होल्डर से हटा दिया जाता है, चिप्स से ब्रश से अच्छी तरह साफ किया जाता है, कपड़े से पोंछा जाता है और तेल से चिकना किया जाता है।
डाई से थ्रेडिंग का कार्य खराद पर भी किया जा सकता है।
धागे काटते समय, डाई को डाई होल्डर में सुरक्षित रूप से लगाया जाना चाहिए।
काम करते समय सावधान रहें कि आपका हाथ डाई होल्डर हैंडल और सपोर्ट के बीच में न जाए।
चिकनाई करने के लिए ब्रश या ऑयलर का उपयोग करें।
चिप्स को डाई से न उड़ाएं, बल्कि स्वीपिंग ब्रश का उपयोग करें।
तेल को कपड़ों या हाथों के संपर्क में न आने दें।
कारखानों में, कठोर पेंचों का उपयोग किया जाता है, जिन्हें जोड़ने के लिए दो या अधिक शीट धातु भागों में छिद्रित छिद्रों के माध्यम से चलाया जाता है। पेंच, छिद्रों में धागे काटकर, इन भागों को जोड़ते हैं। थ्रेडेड कनेक्शन की यह विधि किफायती है और असेंबली प्रक्रिया को तेज़ करती है। कई उद्यम अब कठोर का उपयोग करते हैं स्वयं बाहर निकलनास्टील और कच्चा लोहा भागों के लिए स्क्रू जिनकी कठोरता स्क्रू की तुलना में कम है।
छोटे व्यास के बोल्ट और स्टड पर धागे बनाये जाते हैं स्वचालित खरादसाथ ही बोल्टों के निर्माण के साथ-साथ। पेंच और बोल्ट भी तीव्र गति से मंथनप्रेस पर.
बड़े पैमाने पर उत्पादन में व्यापक बाहरी धागा रोलिंग. रोलर्स के बीच से गुजरने के बाद रॉड पर एक धागा बनता है। कुछ थ्रेडर रोलर्स के बजाय कार्बाइड इन्सर्ट का उपयोग करते हैं।
सामग्री में महारत हासिल करने के लिए आवश्यक मुख्य नियम और अवधारणाएँ नीचे वर्णित हैं।
धागे के मुख्य तत्व:
बाहरी धागे का व्यास- यह एक काल्पनिक सिलेंडर का व्यास है, जिसकी सतह बाहरी धागे के शीर्ष और आंतरिक धागे के गर्त से मेल खाती है।
धागे का भीतरी व्यास- सिलेंडर का व्यास, जिसकी सतह आंतरिक धागे के शीर्ष और बाहरी धागे के गर्त से मेल खाती है।
औसत धागा व्यास- एक धागे के साथ एक काल्पनिक समाक्षीय सिलेंडर का व्यास, जिसका जेनरेटर थ्रेड प्रोफ़ाइल को उस बिंदु पर काटता है जहां खांचे की चौड़ाई थ्रेड पिच के आधे के बराबर होती है।
प्रोफ़ाइल कोण- प्रोफ़ाइल के किनारों के बीच का कोण, अक्षीय खंड में मापा जाता है।
प्रोफ़ाइल शीर्ष- फलाव के किनारों को जोड़ने वाली प्रोफ़ाइल का अनुभाग।
प्रोफ़ाइल गुहा- खांचे के किनारों को जोड़ने वाली प्रोफ़ाइल का अनुभाग।
थ्रेड पिच - थ्रेड अक्ष के समानांतर दिशा में समान नाम के आसन्न प्रोफ़ाइल फ़्लैंक के बीच की दूरी।
धागे का कोण- धागे के औसत व्यास पर स्थित बिंदु पर हेलिक्स के स्पर्शरेखा और धागे की धुरी के लंबवत विमान द्वारा बनाया गया कोण।
प्रोफ़ाइल कोण- कुंडल के किनारों के बीच का कोण, धागे की धुरी से गुजरने वाले विमान में मापा जाता है।
धागा प्रणाली.
उद्योग में निम्नलिखित धागों का उपयोग किया जाता है:
मीट्रिक धागा- एक त्रिकोणीय प्रोफ़ाइल है और मुख्य रूप से भागों को एक दूसरे से जोड़ने का काम करती है।
मीट्रिक धागे दो समूहों में विभाजित हैं: मीट्रिक मोटा धागाऔर बढ़िया पिच मीट्रिक धागा 0.25-600 मिमी व्यास के लिए।
पाइप टेपर धागा- इसका उद्देश्य बेलनाकार के समान ही है। कनेक्शन की आवश्यक मजबूती शंक्वाकार पाइप धागों के विरूपण द्वारा प्राप्त की जाती है।
शंक्वाकार इंच धागा 60 डिग्री के प्रोफ़ाइल कोण के साथ। शंक्वाकार इंच धागे का उपयोग तंग कनेक्शन प्राप्त करने के लिए किया जाता है।
इंच का धागा- बोल्ट, स्क्रू और स्टड के साथ मशीन के हिस्सों को ठीक करने के लिए उपयोग किया जाता है।
ट्रैपेज़ॉइडल धागे- मुख्य रूप से मशीन टूल्स और अन्य पावर ट्रांसमिशन के लीड स्क्रू के लिए उपयोग किया जाता है।
ट्रैपेज़ॉइडल धागेमें विभाजित है बड़ा, सामान्य और छोटा.
जोर धागे- बड़े, सामान्य और छोटे - मुख्य रूप से एकतरफा अभिनय भार के साथ चलने और कार्गो (बड़े भार के साथ) प्रोपेलर के लिए उपयोग किए जाते हैं। दुर्लभ मामलों में, उनका उपयोग फास्टनरों के रूप में किया जाता है।
आयताकार धागा- कार्गो और लीड स्क्रू के लिए उपयोग किया जाता है। धागे का निर्माण करना कठिन है और इसके नुकसान हैं जो इसके उपयोग को सीमित करते हैं।
पाइप धागा बेलनाकार- बेलनाकार पाइप धागे का उपयोग खोखले पतली दीवार वाले भागों के कनेक्शन में किया जाता है, जब कनेक्शन विशेष रूप से कड़ा होना चाहिए।
मॉड्यूलर धागा-कीड़ों के लिए उपयोग किया जाता है।
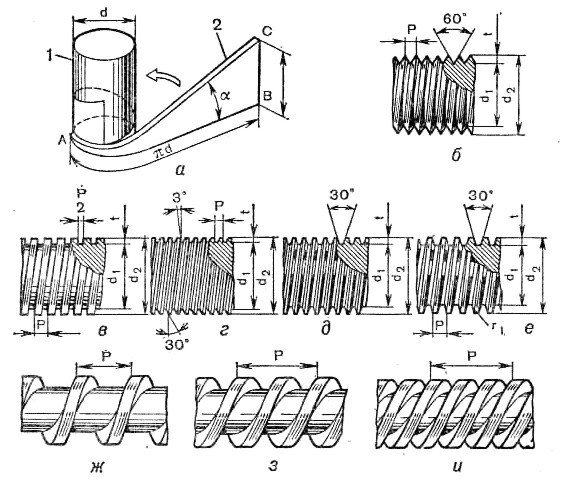
हेलिक्स रेखाओं की योजना: ए- एक हेलिक्स का विकास; बी- बेलनाकार त्रिकोणीय धागा; वी- बेलनाकार चौकोर धागा; जी- बेलनाकार आयताकार धागा; डी- बेलनाकार
समलम्बाकार धागा; इ- बेलनाकार गोल धागा; और- एकल धागा; एच- दो-प्रारंभ धागा; और - तीन-प्रारंभ धागा।

धागे की पिच का पता लगाने के लिए, विशेष गेज का उपयोग किया जाता है (दाईं ओर का चित्र देखें)।



