पॉलिमर सामग्री धीरे-धीरे माल और सेवाओं के बाजार में सभी निशानों को भर देती है, और न केवल घरेलू और औद्योगिक क्षेत्रों में प्रवेश करती है, क्योंकि वे विभिन्न उत्पादों को अद्वितीय तकनीकी और परिचालन विशेषताएँ देते हैं। लेख कम दबाव वाले पॉलीथीन (एचडीपीई) पाइपों के साथ-साथ उन तकनीकों पर ध्यान केंद्रित करेगा जिनके द्वारा ऐसे उत्पादों को वेल्डेड किया जाता है।
एचडीपीई पाइप स्थापित करने के मौजूदा तरीके
एचडीपीई पाइप आज बहुत लोकप्रिय हैं, क्योंकि उन्हें स्थापित करना बहुत आसान है (एक कार्यकर्ता द्वारा)। हालाँकि, आपको यह समझने की आवश्यकता है कि विश्वसनीय पाइपलाइन प्राप्त करने के लिए ये पाइप एक दूसरे से कैसे जुड़े हैं।
कनेक्शन दो प्रकार के होते हैं:
- वियोज्य। ऑपरेशन के दौरान संरचना को अलग करने की अनुमति देता है। आप स्टील फ्लैंगेस का उपयोग करके एक समान कनेक्शन बना सकते हैं।
- एक टुकड़ा। एचडीपीई पाइप सेगमेंट का निर्माण अखंड है। यह वेल्डिंग पाइप द्वारा बट विधि या कपलिंग के माध्यम से महसूस किया जाता है।
बड़े व्यास वाली पाइप लाइन स्थापित करते समय, थर्मोरेसिस्टिव फिटिंग का उपयोग करना आवश्यक है। इस मामले में, अखंड संबंध मजबूत होगा और उचित संचालन के दौरान इसके विरूपण का जोखिम पूरी तरह से अनुपस्थित है।
वेल्डिंग एचडीपीई पाइप बट की विशेषताएं
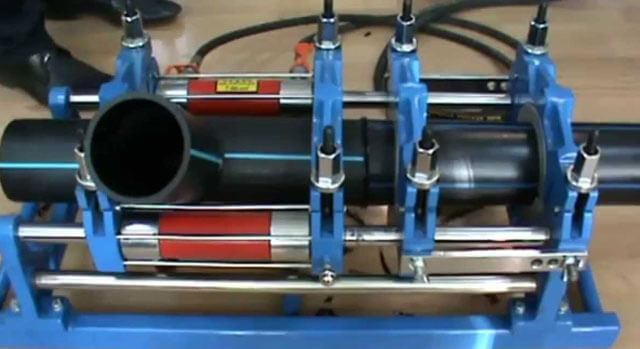
सबसे पहले, काम के लिए आपको बट-वेल्डिंग एचडीपीई पाइप के लिए एक मशीन की आवश्यकता होगी। एक अच्छा बोनस यह है कि आपको इसके लिए अतिरिक्त नोज़ल खरीदने की आवश्यकता नहीं है। तकनीक केवल उसी व्यास के एचडीपीई पाइपों को जोड़ने के लिए उपयुक्त है।
एचडीपीई पाइपों की उच्चतम गुणवत्ता वाली वेल्डिंग तभी प्राप्त की जाती है जब खंडों को एक सीम में बांधा जाता है। इस मामले में, आसंजन शक्ति इष्टतम होगी और पाइपलाइन पर बड़ी संख्या में पीक लोड पॉइंट नहीं होंगे।
आज तक, वेल्डिंग पाइपलाइनों को स्थापित करने का सबसे बहुमुखी और प्रभावी तरीका है, और यहां तक कि तथ्य यह है कि पॉलीथीन का उपयोग उस सामग्री के रूप में किया जाता है जिससे पाइप बनाये जाते हैं, वेल्डिंग की लोकप्रियता को कम नहीं करता है। एक वेल्डेड पाइपलाइन के लिए, सामग्री का लचीलापन पूरी लंबाई के साथ बनाए रखा जाता है। इससे कोई फर्क नहीं पड़ता कि सिस्टम कैसे रखा जाएगा, क्योंकि एचडीपीई पाइप के लिए वेल्डिंग मशीन किसी भी स्थिति में काम करना संभव बनाती है।

वेल्डिंग प्रक्रिया इस प्रकार है:
- पाइपों के सिरों को केंद्रक (एक तत्व जो वेल्डिंग एचडीपीई पाइपों के लिए वेल्डिंग मशीन से लैस है) में स्थापित किया जाता है, और फिर एक दूसरे के साथ गठबंधन किया जाता है और दृढ़ता से तय किया जाता है (यह भी पढ़ें: "")। साथ ही, पाइपों के सिरों को विभिन्न गंदगी, धूल इत्यादि से पूरी तरह साफ किया जाना चाहिए।
- इसके बाद, पाइप लाइन सेगमेंट को वेल्डेड करने के लिए ट्रिमिंग डिवाइस का उपयोग करना आवश्यक है। इस चरण के दौरान, एक समान 0.5 मिमी चिप प्राप्त करना आवश्यक है, और फिर पाइप के अंत भागों के डॉकिंग की जांच करें। ट्रिमिंग प्रक्रिया को दोहराकर एचडीपीई पाइपों के बीच किसी भी अंतर को हटाया जाना चाहिए।
- फिर, छोरों को गर्म करने के लिए एचडीपीई पाइप वेल्डिंग उपकरण का उपयोग किया जाता है। नॉन-स्टिक कोटिंग वाले हीटिंग एलिमेंट का उपयोग करना सुनिश्चित करें। जब छोर पिघलना शुरू हो जाते हैं, तो उन्हें अलग करना और हीटर को जल्दी से निकालना आवश्यक होता है।
- गर्म खंड जुड़ जाते हैं, और उनके संपीड़न का बल समान रूप से तब तक बढ़ जाता है जब तक कि दो पाइप एक दूसरे के सापेक्ष कसकर तय नहीं हो जाते। जब तक जोड़ ठंडा न हो जाए, तब तक प्रतीक्षा करने की सलाह दी जाती है। केवल इस मामले में सीम यथासंभव विश्वसनीय होगी।
प्रदर्शन की गई वेल्डिंग की गुणवत्ता दोनों वेल्ड की उपस्थिति और संयुक्त में पाइपलाइन के रैखिक आयामों द्वारा निर्धारित की जाती है (कोई अनियमितता नहीं होनी चाहिए)।
एक सॉकेट के माध्यम से एचडीपीई पाइप वेल्डिंग
यदि एचडीपीई पाइपों की डू-इट-ही-कपलिंग वेल्डिंग की जाती है, तो आपके पास सोल्डरिंग आयरन-टाइप वेल्डिंग यूनिट, साथ ही इसके लिए नोजल का एक सेट होना चाहिए। उपयोग की गई फिटिंग के आयामों के अनुसार नोजल के व्यास का चयन किया जाता है। वेल्डिंग के लिए उपकरण के अलावा, फिटिंग खरीदना जरूरी है: कपलिंग, कोण, टीज़ इत्यादि।
वास्तव में, वेल्डिंग के लिए जोड़े फिटिंग और पाइप के सिरों हैं। विधि असुविधाजनक है, क्योंकि यदि कनेक्शन गलत है, तो पाइपलाइन बेवल हो जाएगी, और इसलिए फिटिंग की संख्या इच्छित जोड़ों की संख्या से अधिक होनी चाहिए।

सॉकेट वेल्डिंग का लाभ यह है कि यह बहुत ही असुविधाजनक परिस्थितियों में किया जा सकता है, जब अक्ष के साथ पाइपों का विस्थापन सीमित होता है। टांका लगाने वाले लोहे पर धातु के नोजल के संपर्क में आने से एचडीपीई पाइप गर्म होता है।
संरचनात्मक रूप से, नोजल में दो तत्व होते हैं जो एक में मुड़ जाते हैं। फिटिंग को "डोर्न" नामक पहले भाग से गर्म किया जाता है, और दूसरे को "आस्तीन" कहा जाता है और इसमें एक एचडीपीई पाइप डाला जाता है।
फिटिंग के माध्यम से वेल्डिंग के लिए प्रारंभिक चरण
पाइप और फिटिंग के साथ कुछ क्रियाएं करने के बाद आपको दो पाइपों को जोड़ना शुरू करना होगा:
- वांछित आकार को ध्यान में रखते हुए पाइप को विशेष कैंची से काटा जाता है। एक समायोज्य काटने के कोण के साथ कैंची का उपयोग करना सबसे अच्छा है, क्योंकि अनुभाग को पाइप की बाहरी दीवार पर समकोण पर स्थित होना चाहिए।
- वेल्डिंग में शामिल होने वाले क्षेत्रों को किसी भी गंदगी, धूल और गड़गड़ाहट से साफ किया जाना चाहिए। जिस तरफ वेल्डिंग नहीं किया जाता है, उस तरफ पाइप के अंदर एक प्लग के साथ सबसे अच्छा बंद होता है।
- यदि वेल्डिंग मशीन का पुन: उपयोग किया जाता है, तो आपको इसे पिछली प्रक्रिया के अवशेषों से साफ करने के बारे में नहीं भूलना चाहिए।
उपरोक्त चरणों को पूरा करने के बाद, आप टांका लगाने वाले लोहे को गर्म करना शुरू कर सकते हैं। तथ्य यह है कि वांछित तापमान मान निर्धारित किया गया है, एक विशेष संकेतक द्वारा सूचित किया जाएगा, जो एचडीपीई पाइपों के लिए किसी भी वेल्डिंग मशीन में उपलब्ध है। काम ठीक समय पर किया जाता है, जो पाइप के एक निश्चित बाहरी व्यास से मेल खाता है।
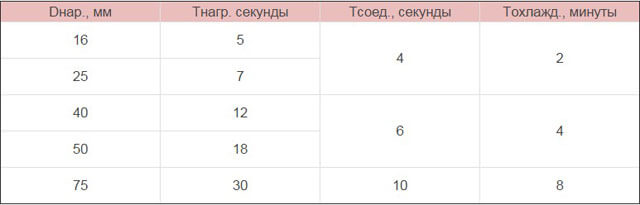
निम्नलिखित एचडीपीई पाइपों के मानक व्यास (बाहरी व्यास (मिलीमीटर); तत्व हीटिंग समय (सेकंड); गर्म तत्वों के जुड़ने का समय (सेकंड); संयुक्त शीतलन समय के लिए हीटिंग के प्रत्येक चरण के लिए समय सीमा की एक सूची है (मिनट)):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
शायद सबसे महत्वपूर्ण कदम नोजल के लिए संभोग तत्वों को सुरक्षित करना है, क्योंकि अत्यधिक दबाव उस द्रव्यमान का कारण बन सकता है जो पाइप और फिटिंग के किनारों पर एक बड़ी अंगूठी बनाने के लिए सिरों के संलयन के दौरान फैलता है।
तदनुसार, पाइप डालें और फिटिंग को पूरी तरह से डालें, लेकिन प्रक्रिया के अंतिम चरण में अत्यधिक बल लागू न करें। टांका लगाने वाले लोहे के बंद होने के साथ फिटिंग को फिट करने और पाइप डालने से इससे बचा जा सकता है।
इस मामले में, उपयुक्त चिह्न लगाना संभव होगा। हीटिंग होने के बाद, आपको तत्वों को हटाने और उन्हें ग्रेट्स के डॉकिंग तक जोड़ने की जरूरत है। संरचना आराम पर होनी चाहिए और पूरी तरह से ठंडा होने तक यांत्रिक तनाव के अधीन नहीं होना चाहिए।
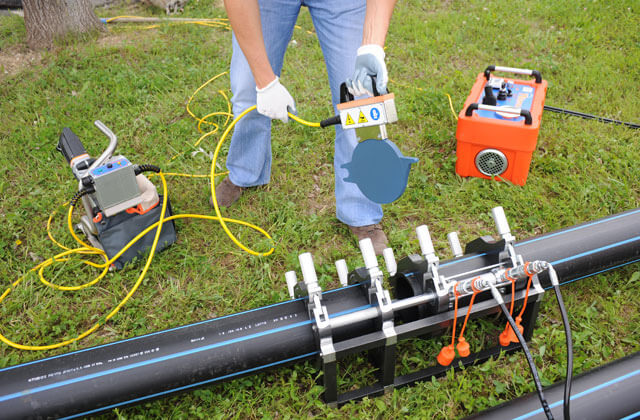
अद्वितीय क्या है और इलेक्ट्रोफ्यूजन वेल्डिंग कैसे किया जाता है
इलेक्ट्रोफ्यूजन वेल्डिंग ऊपर वर्णित पाइप कनेक्शन विधि का एक आधुनिक संशोधन है। इस प्रक्रिया को लागू करने के लिए, विशेष कपलिंग का उपयोग किया जाता है, जिसमें प्रारंभ में विद्युत ताप तत्व रखे जाते हैं। यह देखते हुए कि विद्युत ऊर्जा जैसे संसाधन की खपत होती है, हम मानक बट वेल्डिंग की तुलना में प्रक्रिया की अर्थव्यवस्था के बारे में बात नहीं कर सकते।

इस प्रकार की वेल्डिंग के लिए सबसे सरल तत्व एक इलेक्ट्रोफ्यूजन है, लेकिन इसमें सैडल और इलेक्ट्रोफ्यूजन टाइप टी भी हैं। इसके बाद, हम इस बारे में बात करेंगे कि इलेक्ट्रिक कपलिंग और इलेक्ट्रोफ्यूजन वेल्डिंग मशीन का उपयोग करके स्वतंत्र रूप से इंस्टॉलेशन कैसे करें।
ऐसी वेल्डिंग मशीन का डिज़ाइन विशेष सर्पिलों की उपस्थिति मानता है, जो ताप तत्व हैं। फिटिंग के अंत में पतली परत तापमान के प्रभाव में पिघल जाती है और इससे पाइपलाइन के प्लास्टिक सेगमेंट से जुड़ने की अनुमति मिलती है। तत्वों के बीच सीम में सर्पिल रहता है, संरचना को अधिक ताकत देता है (सुदृढीकरण के समान)। स्वाभाविक रूप से, यह विधि सबसे महंगी है और मुख्य रूप से गैस पाइपलाइनों की असेंबली के लिए उपयोग की जाती है।
एक निश्चित क्रम में इलेक्ट्रोफ्यूजन वेल्डिंग की प्रक्रिया में कार्य किया जाता है:
- एक विशेष कटर का उपयोग करके, पाइपलाइन को पूर्व-चिन्हित टुकड़ों में काट दिया जाता है।
- फिर आपको विद्युत युग्मन के अंदर और एक दूसरे से वेल्डेड पाइप खंडों को साफ करने की आवश्यकता है। फिर इन्हीं क्षेत्रों को घटाया जाता है।
- स्थानों को पाइपों पर चिह्नित किया जाता है ताकि आप कपलिंग के प्रवेश की गहराई को नियंत्रित कर सकें।
- पाइपों के खुले सिरे, जो इस अवस्था में उबाले नहीं जाएँगे, प्लग से बंद हैं।
- वेल्डिंग मशीन दो तारों के माध्यम से कपलिंग से जुड़ी होती है, जिससे इसे काम की जगह से कुछ दूरी पर रखना संभव हो जाता है।
- स्टार्ट बटन दबाया जाता है। हीटिंग, बॉन्डिंग और पूर्ण शीतलन तक, पाइप सेगमेंट एक दूसरे के सापेक्ष स्थिर रहना चाहिए।
- आवश्यक समय बीत जाने के बाद मशीन भी अपने आप बंद हो जाती है, क्योंकि इसे शुरू में एचडीपीई पाइप टांका लगाने के लिए कॉन्फ़िगर किया गया था (यह भी पढ़ें: "")।
- वेल्डिंग कार्य के बाद 1 घंटे से पहले पाइपलाइन को चालू नहीं किया जा सकता है।

एचडीपीई पाइप के वेल्डेड जोड़ों को निम्नलिखित आवश्यकताओं को पूरा करना चाहिए:
- वेल्ड को समान स्तर पर या पाइप लाइन की बाहरी सतह से ऊपर रखा जाना चाहिए;
- पाइपलाइन खंडों का विस्थापन प्रयुक्त पाइप की दीवार की मोटाई के 10 प्रतिशत से अधिक नहीं होना चाहिए;
- 5 मिलीमीटर तक की दीवार की मोटाई के साथ पाइप लाइन के ऊपर फैला हुआ सीम, 2.5 मिलीमीटर से अधिक नहीं होना चाहिए, और 6 मिलीमीटर से 2 सेंटीमीटर की मोटाई के साथ - 5 मिलीमीटर तक।
नतीजा
लेख एचडीपीई पाइप वेल्डिंग के तरीकों का विस्तार से वर्णन करता है, और कार्यकर्ता को किसी विशेष पाइपलाइन के लिए केवल सबसे इष्टतम चुनने की आवश्यकता होती है। यदि प्रस्तावित निर्देशों के अनुसार कार्य स्पष्ट रूप से किया जाता है, तो पाइपलाइन लंबे समय तक, कुशलतापूर्वक और मज़बूती से चलेगी। साथ ही, संपूर्ण स्थापना प्रक्रिया को विशेषज्ञों को सौंपा जा सकता है जो अपने स्वयं के उपकरण प्रदान करेंगे और आवश्यक सामग्रियों की खरीद में सहायता करेंगे।



