Nehrđajući čelik, bakar, titan, aluminij, bronca, ostali obojeni metali i legirani čelici su svi metali čiji se dijelovi ne mogu jednostavno zavariti. Ali u svakodnevnom životu postoje različite situacije: ponekad trebate zavariti cijevi od nehrđajućeg čelika, ponekad trebate zavariti dijelove automobila od aluminija ili samo trebate zavariti slomljenu nogu od brončane figurice. Gore navedeni metali zahtijevat će poseban pristup - zavarivanje argonskim lukom, čiji rad nije jeftin, ako ne i prilično "grizajući", ako ga naručite od stručnjaka. Stoga se vlasnicima postavlja pitanje: je li moguće zavarivati argonom vlastitim rukama i što je za to potrebno. Ako nikada prije niste ništa zavarivali, onda apsolutno ne biste trebali započeti sa zavarivanjem obojenih metala; ovo je bolno naporan i složen proces, dizajniran za određenu vještinu stručnjaka i njegovo iskustvo. Ali ako imate iskustva u konvencionalnom elektrolučnom zavarivanju i sigurni ste u svoje sposobnosti, onda su informacije iz ovog članka za vas.
Zavarivanje argonom: tehnologija i opći principi
Argonolučno zavarivanje je svojevrsni hibrid elektrolučnog (lučnog) i plinskog zavarivanja. Slična je tehnologiji električnog zavarivanja po tome što se koristi električnim lukom, a tehnologiji plinskog zavarivanja po tome što koristi plin i slične radove zavarivanja.
Električni luk služi kao izvor grijanja, to je ono što topi rubove metala, zahvaljujući čemu dolazi do zavarivanja.
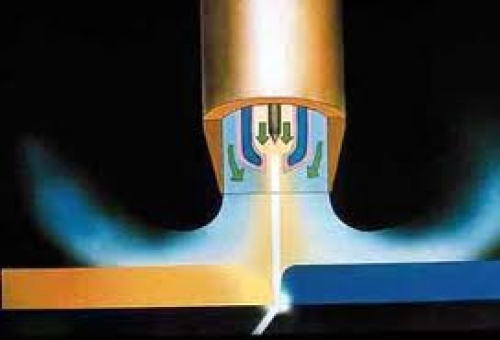
Ali zašto nam treba plin? argon? Činjenica je da kod zavarivanja obojeni metali i legirani čelici oksidiraju u interakciji s kisikom ili su pod negativnim utjecajem drugih nečistoća koje se nalaze u zraku, zbog čega se zavar pokazuje krhkim, ispunjenim mjehurićima i aluminij, na primjer, općenito gori u kisiku. Za zaštitu metala od utjecaja raznih nečistoća i plinova koristi se inertni plin argon. Ovaj plin je 38% teži od zraka, tako da lako i brzo istiskuje kisik iz zone zavarivanja i pouzdano izolira radni bazen od bilo kakvog utjecaja atmosfere. Potrebno je započeti dovod plina u zonu zavarivanja 20 sekundi prije paljenja luka, a prekinuti 7 - 10 sekundi nakon završetka rada. Argon praktički ne reagira s metalom koji se zavaruje i drugim plinovima u području gorenja luka, zbog čega se naziva inertnim. Ali postoji i neka nijansa: kod zavarivanja s obrnutim polaritetom, elektroni se lako odvajaju od atoma argona, zahvaljujući čemu se cjelokupno okruženje argona pretvara u električki vodljivu plazmu.
Zavarivanje argonom može se izvesti kao potrošna elektroda, dakle netaljiv, kao potonja se koristi volframova elektroda, budući da je ovaj materijal izuzetno vatrostalan. Volfram se koristi za izradu žarnih niti za svjetiljke. Promjer i materijal elektrode u potpunosti ovise o metalima koji se spajaju; ti se pokazatelji lako mogu pronaći u referentnim knjigama.
Postoje tri vrste zavarivanja argonom:
- RAD je ručno zavarivanje argonom negorivom elektrodom.
- AMA - automatsko zavarivanje argonom pomoću nepotrošive elektrode.
- AADP - automatsko zavarivanje argonom pomoću potrošne elektrode.
Ako tražite gotov aparat za zavarivanje argon volfram elektrodom, potražite TIG aparate (Tungsten Inert Gas (Welding)). Tako se naziva zavarivanje volframa u okruženju inertnog plina.
Tehnologija Tig zavarivanja

Što je argonski plamenik za zavarivanje? Srce joj je volfram nepotrošiva elektroda, koji bi trebao stršati izvan tijela plamenika samo 2 - 5 mm, ne više. Promjer elektrode odabire se prema tablicama, na temelju parametara materijala koji se zavaruju. Unutar plamenika nalazi se držač u koji možete umetnuti i pričvrstiti elektrodu bilo kojeg potrebnog promjera.

Stavite oko elektrode keramička mlaznica, iz njega će teći plin argon tijekom zavarivanja.
Za zavarivanje trebamo žica za punjenje izrađen od istog materijala kao i dijelovi koji se zavaruju, njegov promjer se odabire prema tablicama.
Razmotrimo princip rada s ručnim argonskim zavarivanjem, kada su i plamenik i žica za punjenje u rukama zavarivača.
Prije početka rada, površina dijelova za zavarivanje mora se očistiti od oksida, prljavštine i masti. To se može učiniti mehanički ili kemijski.
Prije svega, takozvana "masa" se nanosi na dio koji se zavaruje, kao kod konvencionalnog elektrolučnog zavarivanja. Ako su dijelovi premali, može se postaviti na željezni radni stol ili kadu. Žica za punjenje nije uključena u električni krug; isporučuje se zasebno.
Zavarivač treba držati plamenik u desnoj ruci, a žicu za punjenje u lijevoj ruci. Plamenik treba imati tipku za dovod struje i plina, uključiti dovod plina 20 sekundi unaprijed. Jačina struje odabire se ovisno o materijalima koji se zavaruju ili na temelju osobnog iskustva putem pokušaja i pogrešaka. Spuštamo plamenik s elektrodom što bliže površini zavarenog metala, idealna udaljenost je 2 mm. Između vrha elektrode i metala nastaje električni luk, koji topi rubove dijelova koji se zavaruju i žicu za punjenje.
Kako nastaje zavarivanje argonom: fotografija - primjer.


Važno! Nepotrošnu volframovu elektrodu treba držati što je moguće bliže površini metala koji se zavaruju kako bi se stvorio najkraći mogući luk. Što je veći luk, to je dubina prodiranja metala plića, a šav je širi i manje estetski ugodan. S velikim lukom, napetost se povećava i kvaliteta šava se pogoršava.
Polako pomičući plamenik duž šava, bez poprečnih pokreta, zavarivač treba postupno unositi žicu za punjenje. Kvaliteta i točnost dobivenog šava ovisit će o vještini majstora.
Važno! Naglo dodavanje žice za punjenje dovodi do prskanja metala. Stoga ga treba servirati glatko i pažljivo, što se može postići samo vježbom. Najbolje je postaviti žicu za punjenje ispred plamenika pod kutom u odnosu na površinu koju zavarivate, bez poprečnih pomaka. To će osigurati ravnomjeran i uzak šav.

Imajte na umu da se paljenje luka pri zavarivanju neplodnom elektrodom ne može izvesti dodirivanjem površine koju treba zavariti. A evo i razloga:
- Visoki potencijal ionizacije argona ne dopušta da razmak između površina koje se zavaruju i elektrode budu dobro ionizirani zbog iskre iz kontakta. Kod zavarivanja potrošnom elektrodom situacija je nešto drugačija: nakon što elektroda dodirne površinu, u zoni zavarivanja pojavljuje se para željeza, čiji je ionizacijski potencijal mnogo (2,5 puta) niži od potencijala argona, što omogućuje luku biti zapaljen.
- Zbog dodira elektrode s površinom metala koji se zavaruju, ona postaje prljava.
Za paljenje luka pri zavarivanju argonom s nepotrošnom volframovom elektrodom koristi se oscilator koji je spojen paralelno s izvorom struje.
Oscilator opskrbljuje visokofrekventne visokonaponske impulse na elektrodu, zbog čega se lučni razmak ionizira. Ako je frekvencija u mreži obično 55 Hz, a napon 220 V, tada ih oscilator pretvara i daje napon od 2000 - 6000 V s frekvencijom od 150 - 500 kHz. To olakšava paljenje elektrode.

Za argonsko zavarivanje nije dovoljan uobičajeni aparat za elektrolučno zavarivanje, već se može nadograditi ili nadopuniti drugim potrebnim elementima. Pogledajmo što nam je potrebno za zavarivanje u argonu:
- Transformator. Prikladan je obični transformator za zavarivanje, koji se koristi za elektrolučno zavarivanje s naponom otvorenog kruga od 60 - 70 V. Naravno, njegova snaga mora odgovarati tehnološkim značajkama procesa.
- Naponski sklopnik koji će gorioniku dati napon zavarivanja.
- Oscilator. Već smo saznali zašto je to potrebno.
- Uređaj koji će regulirati vrijeme upuhivanja argona. Uostalom, trebamo ga unaprijed upaliti, i to tako da se nakon završetka zavarivanja plin dovodi još 20 sekundi.Za ovu odgodu potreban nam je regulator.
- Plamen za zavarivanje argonom.
- Boca argona, uvijek s reduktorom.
- Volframove elektrode, šipke potrebnog promjera.
- Pomoćni transformator koji će se koristiti za napajanje rasklopnih uređaja.
- Ispravljač za napajanje sklopnih uređaja s 24 V DC naponom.
- Elektroplinski ventil (24 V za DC ili 220 V za AC).
- On/off relej za oscilator i kontaktor.
- Induktivno-kapacitivni filtar, koji je neophodan za zaštitu transformatora za zavarivanje od impulsa (visokog napona) koje šalje oscilator.
- Ampermetar za mjerenje struje zavarivanja.
- Auto akumulator (55 - 75 Ah), ispravan ili neispravan, svejedno. Spaja se u seriju na električni krug kako bi se smanjila istosmjerna komponenta struje, koja se neizbježno pojavljuje kod zavarivanja izmjeničnom strujom (više detalja u stručnoj literaturi).
- Čaše za zavarivanje.
Svi elementi ovog kruga mogu se kupiti na tržištu i sastaviti vlastitim rukama, dobit ćete domaće argonsko zavarivanje, štoviše, krug se može znatno poboljšati ako imate odgovarajuće znanje.

Također uređaji TIG mogu se kupiti gotovi, na koje možete spojiti plinsku bocu, plamenik, uzemljenje i upravljačke tipke za plamenik i dovod plina. Cijena takvih uređaja počinje od 250 USD.
Različiti načini zavarivanja argonom
Za bolje zavarivanje metala potrebno je odabrati pravilan način zavarivanja.
Polaritet I smjer struje treba odabrati na temelju svojstava metala koji se zavaruju. Osnovni čelici i legure zavaruju se istosmjernom strujom ravnog polariteta. Bolje je zavarivati aluminij, berilij, magnezij i druge obojene metale pomoću obrnutog polariteta ili izmjenične struje, što potiče brže uništavanje oksidnog filma. Tijekom DC zavarivanja dolazi do nejednakog stvaranja topline na anodi i katodi: 70% na anodi i 30% na katodi. Kako biste minimalno zagrijali elektrodu i istovremeno dobro otopili proizvod, koristite ravan polaritet.

Važno! Kod zavarivanja na izmjeničnu struju, oscilator nakon paljenja luka prelazi u režim stabilizatora. Kako bi se spriječila deionizacija lučnog međuprostora tijekom promjene polariteta i osiguralo stabilno gorenje luka, oscilator daje impulse luku u trenutku promjene polariteta.
Struja zavarivanja odabire se ovisno o svojstvima metala koji se zavaruju i veličini dijelova, kao i elektroda. Jačinu struje možete odabrati iz tablica u referentnoj literaturi ili to možete učiniti eksperimentalno.
Potrošnja argona izravno ovisi o brzini dodavanja i brzini protoka zraka za nošenje. Ako se zavarivanje odvija u zatvorenom prostoru bez propuha, potrošnja će biti minimalna. Zavarivanje u uvjetima jakih bočnih vjetrova zahtijeva povećanje udaljenosti između elektrode i materijala, budući da strujanje zraka može nositi argon, tada će metalne površine biti nezaštićene. U takvim slučajevima koriste se posebne mlaznice (konfuzor) s finom mrežicom.
Osim argona, ponekad dodaju u smjesu plinova kisik, oko 3 - 5%. Argon nije u stanju zaštititi od vlage, prljavštine i drugih dodataka koji se mogu pojaviti na površini dijelova koji se zavaruju tijekom taljenja metala. Kisik reagira sa štetnim nečistoćama, uslijed čega one ili izgaraju ili nastali spojevi isplivaju na površinu u bazenu za zavarivanje. Korištenje kisika je dobar način za borbu protiv poroznosti zavara.
Značajke zavarivanja aluminija

Kada se aluminij zagrijava, na njegovoj se površini pojavljuje vatrostalni film. Prilikom zavarivanja s obrnutim polaritetom ili korištenjem izvora izmjenične struje, ovaj se film može uništiti. Kada aluminijski dio ima pozitivan naboj, pri zavarivanju s obrnutim polaritetom, ioni argona bombardiraju površinu aluminija, uništavajući oksidni film. U tom slučaju argon više ne djeluje samo kao zaštitni plin, već je električki vodljiva plazma koja pojednostavljuje i poboljšava zavarivanje.
Tijekom AC zavarivanja, sličan proces se događa kada je aluminijski dio katoda.
Značajke zavarivanja bakra

Bakar lako reagira s kisikom stvarajući bakrov oksid. To dovodi do neravnog i nedovoljno čvrstog šava. Još je veći problem što nastali bakrov oksid reagira s vodikom sadržanim u zraku, stvarajući vodenu paru, koja nastoji izaći i stvara pore u spoju. Zbog toga je obavezna zaštita zavarenog područja argonom.
Zavarivanje argonom: prednosti i nedostaci
Kao i svaki postupak, argonsko zavarivanje ima svoje prednosti i nedostatke koji su povezani s tehnologijom i uređajima koji se koriste.
Prednosti uključuju:
- Zaštita zavara argonom od utjecaja okoline. To osigurava čvrst spoj, bez pora i nečistoća.
- Metal se malo zagrijava, područje grijanja je vrlo malo, tako da možete lako zavarivati izratke složenog dizajna bez straha od promjene oblika.
- Mogućnost zavarivanja metala i legura koji se drugačije ne mogu zavariti.
- Relativno brz rad, zahvaljujući visokotemperaturnom luku.
Mane:
- Prilično složena oprema koja zahtijeva precizno podešavanje.
- Relativna složenost rada zavarivanja, zahtijeva iskustvo i vještinu.
Zavarivanje argonom je dobro jer osigurava visokokvalitetni zavar s istom dubinom prodiranja. Ovo je vrlo važno kod zavarivanja tankog metala s pristupom samo s jedne strane, na primjer, fiksne čeone cijevi. Usput, pri zavarivanju obojenih metala male debljine ne smije se koristiti žica za punjenje.
Zavarivanje argonom: video upute
Bakar, itd.) koji se praktički ne mogu spojiti tradicionalnom opremom, stoga se argon-lučno zavarivanje uspješno koristi za stvaranje jednodijelnih struktura od ovih materijala. Zavarivanje argonom "uradi sam" provodi se standardnom opremom ili pomoću kućne jedinice i zahtijeva određene vještine i znanja, bez kojih je proces osuđen na neuspjeh. Plamen za zavarivanje argonom
Značajke zavarivanja argonom
Kod zavarivanja argonom, proces se odvija u okruženju inertnog plina (argon), koji štiti spojne površine od oksidacije, čime se poboljšava kvaliteta zavara. može se provesti u ručnom i automatskom načinu rada pomoću nepotrošne i potrošne elektrode.
Element od volframa obično se koristi kao nepotrošna elektroda u argon-lučnom zavarivanju, jer je vrlo vatrostalan materijal. Ovom metodom zavarivanja moguće je pouzdano spajati materijale koje je vrlo teško zavariti tradicionalnim metodama, pa čak i različite dijelove.
Značajke tehnologije za zavarivanje argonom
Da biste radili pouzdano i produktivno, trebali biste znati kako zavarivati argonom i pridržavati se nekih pravila, čija će provedba uvelike olakšati proces i omogućiti vam postizanje visokokvalitetnih zavara.
Argonsko zavarivanje vlastitim rukama uključuje stvaranje snažnog i pouzdanog šava, pa stoga zahtijeva povećanu pozornost pri izvođenju radova.
- Nepotrošnu elektrodu treba držati što je moguće bliže površini koju treba zavariti, stvarajući najkraću moguću duljinu luka. Kako se luk povećava, dubina prodiranja metala se smanjuje i širina šava se povećava, odnosno kvaliteta pati.
- Obično se tijekom zavarivanja argonom izvodi samo jedno kretanje, koje je usmjereno duž osi šava. Odsutnost čestih poprečnih pomaka omogućuje stvaranje užeg i estetski atraktivnog šava, što ovu tehnologiju razlikuje od upotrebe obloženih elektroda.
- Kako bi se spriječilo zasićenje zavarenih površina dušikom i dušikom sadržanim u zraku, potrebno je paziti da nepotrošiva elektroda i žica za punjenje budu u zoni zaštite od argona.
- Kada se žica za zavarivanje naglo dovodi, uočava se aktivno prskanje metala. Kako bi se spriječio ovaj proces, žicu treba uvlačiti vrlo glatko, što se može postići vježbom.
- Jedan od pokazatelja kvalitete zavara je njegovo prodiranje, što se može procijeniti prema obliku zavarene kupke. O dobroj penetraciji može se suditi po zavarenoj kupki koja je izdužena prema smjeru zavarivanja, dok ovalni ili okrugli oblik ukazuje na nedovoljnu površinsku penetraciju.
- Kod zavarivanja neplodnom elektrodom, žicu za punjenje treba postaviti pod kutom u odnosu na površinu koju treba zavariti ispred gorionika, izbjegavajući poprečne vibracije. Na taj način je lakše osigurati ravan i uzak zavareni šav.
- Krater je zavaren na kraju rada smanjenjem struje reostatom (neispravno je prekinuti rad prekidom luka, povlačenjem plamenika, jer je zaštita šava oštro smanjena). Tipično se dovod plina (argona) zaustavlja 7 - 10 sekundi nakon završetka rada, a dovod plina u priključno područje treba započeti 15 - 20 sekundi prije početka procesa.
- Prije početka zavarivanja, površine dijelova treba očistiti od oksida i prljavštine mehaničkim ili kemijskim sredstvima, te odmastiti.
 Princip zavarivanja argonom
Princip zavarivanja argonom Parametri načina zavarivanja argonom
Zavarivanje argonom "uradi sam" odvijat će se na visokoj razini ako odaberete optimalne načine koji će osigurati najučinkovitiji proces.
- Polaritet i smjer struje odabiru se prema svojstvima metala koji se zavaruje. Obično se pri radu s osnovnim čelicima i legurama koristi istosmjerna struja ravnog polariteta. Poželjno je zavarivati aluminij, magnezij i berilij s obrnutim polaritetom, što potiče brže uništavanje oksidnog filma.
- Postavljena struja zavarivanja ovisi o marki i sastavu materijala, promjeru volframove elektrode, kao io polaritetu struje. Točne podatke načina za rješavanje određenog problema treba odabrati iz referentnih materijala ili na temelju vlastitog iskustva.
- Napon luka u potpunosti ovisi o njegovoj duljini, pa se preporučuje izvođenje radova stvaranjem minimalnog luka, postižući smanjenje napona. Kako se duljina luka povećava, napetost se povećava i kvaliteta šava se pogoršava.
- Brzinu protoka inertnog plina treba postaviti tako da se stvori laminarno strujanje koje će u potpunosti zaštititi površine koje se zavaruju od oksidacije.
 Načini zavarivanja metala
Načini zavarivanja metala Odabir optimalnih načina prilično je složen proces, stoga bi obuku zavarivanja argon-lukom trebao provoditi iskusni stručnjak koji ima teoretsko znanje i praktične vještine u obavljanju takvog rada.
Nadogradnja konvencionalnog stroja za zavarivanje za korištenje argona
Često se zavarivanje argonom "uradi sam" provodi pomoću nestandardnog, odnosno stroja modificiranog za rješavanje specifičnih problema. Kako bi se osigurala kvaliteta rada, bit će potrebne dvije dodatne jedinice koje će pomoći da se proces izvede na visokoj razini kvalitete.
- Oscilator je uređaj koji služi za paljenje električnog luka bez kontakta. Održava stabilno pražnjenje luka kada radi u načinima koji zahtijevaju korištenje izmjenične struje. Budući da je paljenje luka tijekom argon-lučnog zavarivanja iz više razloga nemoguće izravnim dodirom elektrode na radnu površinu, oscilator stvara visokonaponsko pražnjenje (4 - 8 kW), koje probija lučni razmak.
- Balastni reostat služi za reguliranje jakosti struje i odabir optimalnih parametara pri zavarivanju dijelova izrađenih od različitih materijala. Kod zavarivanja aluminija izmjeničnom strujom preporuča se reguliranje reostata u vrlo uskim granicama (15-20%), jer još uvijek neće biti moguće kompenzirati komponentu istosmjerne struje.
Prednosti i nedostaci zavarivanja argonom
Možete se bolje upoznati s procesom gledajući argon-arc zavarivanje (video), koji prikazuje tehnike za postavljanje opreme i metode za spajanje različitih površina.
Prednosti:
- područje zagrijavanja osnovnog metala je vrlo malo, što čuva izvorni oblik izradaka;
- argon je inertni plin, čija je specifična težina teža od zraka, tako da pouzdano štiti zavarene površine od utjecaja okoline;
- visoka toplinska snaga luka omogućuje vam povećanje brzine rada;
- jednostavnost tehničkih tehnika čini ovu metodu zavarivanja općenito dostupnom;
- mogućnost zavarivanja dijelova koji se ne mogu spojiti na bilo koji drugi način, dobivajući uredan i estetski šav.
Mane:
- mogućnost nepotpune zaštite šavova pri radu na jakom vjetru ili propuhu, jer dio argona možda neće doći do željenog odredišta;
- pri izvođenju radova s lukom visokog ampera, poželjno je koristiti dodatno hlađenje;
- prilično složena oprema koja se koristi za posao i neke poteškoće u finom podešavanju.
Za detaljnije upoznavanje s procesom, trebali biste pogledati kako kuhati s argonom (video), koji jasno prikazuje sve značajke procesa, a također se upoznajte s potrebnom opremom.
Nehrđajućem čeliku dodaje se određena količina kroma - ne više od 12%, što ovaj metal čini vrlo podatnim za obradu. Za spajanje proizvoda od nehrđajućeg čelika možete koristiti apsolutno sve tehnologije zavarivanja. Međutim, tanke elemente najbolje je spojiti zavarivanjem nehrđajućeg čelika u argonu.
Nehrđajući čelik ima određene tehničke i radne karakteristike koje imaju značajan utjecaj na konačni rezultat zavarivanja:
- Niska toplinska vodljivost ne dopušta korištenje previsoke struje zavarivanja, budući da je u ovom slučaju moguće spaliti metal u području nastajanja zavarenog spoja. Sličan problem rješava se smanjenjem struje koja se dovodi do metala na prihvatljive parametre;
- Pretjerano visok postotak skupljanja metala tijekom hlađenja nakon zavarivanja s nehrđajućim čelikom. Kako to ne bi utjecalo na kvalitetu veze, potrebno je pravilno postaviti razmak između elemenata koji se zavaruju;
- Ako se obradak dugo zagrijava na visoku temperaturu, to će dovesti do činjenice da će krom početi isparavati, a time će se izgubiti i antikorozivne karakteristike u području formiranog šava. Kako se to ne bi dogodilo, zavarivanje nehrđajućeg čelika argonom uključuje brzo hlađenje strukture.
Argonsko zavarivanje visokokvalitetnog nehrđajućeg čelika može se izvesti pomoću standardnog seta opreme, koji uključuje pretvarač, oscilator i cilindar, neće biti moguće bez plamenika, odgovarajućih crijeva i žica.
Morat ćete koristiti zavarenu žicu i argon izravno kao potrošni materijal. Ako planirate izvesti argonsko zavarivanje nehrđajućeg čelika, tada će se aditiv također morati uzeti od nehrđajućeg čelika. U pravilu, obradaci su izrađeni od materijala s oznakom 304, u većini slučajeva za to je prikladna žica Y308.
Umjesto argona mogu se koristiti i brojni drugi plinovi, no argon se troši najekonomičnije, a može se koristiti i za spajanje raznih vrsta materijala poput bakra i nehrđajućeg čelika. Konkretno, nehrđajući čelik zahtijeva samo 8 litara plina u minuti. Osim toga, potrošnju plina možete dodatno smanjiti ako se na plamenik postavi posebna plinska leća s posebnom mrežicom.
Zavarivanje nehrđajućeg čelika argonom: tehnologija rada
U načelu, metode izvođenja radova približno su iste kao i za čelik, aluminij i druge metale, ali postoje određene nijanse:
- Nepotrošni element i žica za punjenje vode se isključivo duž zavarenog spoja koji se oblikuje. Nemoguće je odstupiti u bilo kojem smjeru, jer će u ovom slučaju rastaljeni metal napustiti okolinu argona i doći u dodir sa zrakom, što se ne može dopustiti;
- Kako bi kvaliteta šava dobivena kao rezultat zavarivanja argonskim lukom bila što veća, nakon završetka rada na njegovom formiranju bit će potrebno obostrano ga propuhati argonom. Unatoč činjenici da će to dovesti do povećanja potrošnje plina, ova značajka neće dopustiti nepostavljenom metalu da dođe u dodir sa zrakom i dopustiti da krom ispari;
- Kontakt nepotrošnog elementa s površinom izradaka koji se spajaju nije dopušten, oni se zavaruju bez izravnog kontakta. Neprihvatljivo je dodirivati čak i ako je potrebno za paljenje luka. Da bi se to postiglo, paljenje se često provodi na posebnoj ploči od grafita ili ugljena, a zatim se luk prenosi na osnovni metal. Međutim, postoji i beskontaktna tehnologija, koja uključuje korištenje posebnog bakrenog oscilatora.
Kao što je gore spomenuto, zabranjeno je odmah zaustaviti opskrbu plinom nakon završetka rada zavarivanja; mora se nastaviti oko 10-15 sekundi.
Kako zavariti cijevi od nehrđajućeg čelika?
Elementi od nehrđajućeg čelika danas se dosta često koriste u svakodnevnom životu, au industriji još češće, i to u najrazličitijim područjima proizvodnje. Oni bi trebali biti povezani jedni s drugima pomoću argonskog zavarivanja, a tehnologija se u ovom slučaju gotovo neće razlikovati od zavarivanja lima. Svi pripremni radovi potpuno su isti kao i sami načini zavarivanja, ali postoji jedna manja nijansa.
Kao što je gore spomenuto, preporučljivo je puhati argon s obje strane zavarenog spoja. Raditi to vani nije tako problematično. Da biste to učinili iznutra, morate biti malo lukavi:
- S jedne strane cijev je začepljena čepom od papira, tkanine ili drugog materijala.
- Sučeoni spoj oko perimetra je zapečaćen bilo kojim ljepljivim materijalom - ljepljivom trakom ili izolacijskom trakom.
- Argon se upumpava u otvoreni otvor, a tlak se postavlja na minimum kako bi čep ostao na mjestu.
- Kada je unutrašnjost cijevi potpuno ispunjena plinom, začepi se i druga rupa.
- Ljepljivi film se sada uklanja s obratka i izvodi se zavarivanje.

Zavarivanje argonom pomoću nepotrošive volframove elektrode
Ovaj rad se izvodi kada je potrebno međusobno spojiti elemente neznatne debljine, a zahvaljujući ovoj tehnologiji dobivaju se vrlo kvalitetni, uredni i atraktivnog izgleda spojevi. Obično zavarivanje industrijskog tipa uključuje spajanje cijevi, koje će kasnije biti namijenjene za transport tekućih ili plinovitih proizvoda. Vrijedno je napomenuti da ovi cjevovodi mogu funkcionirati čak i pod vrlo visokim tlakom.
Tijekom proizvodnog procesa koristi se posebna elektroda koja se ne troši, a ovdje je dopušteno koristiti i izravni i obrnuti polaritet. Ključni radni alat u ovoj situaciji bit će plamenik u koji će se učvrstiti elektroda. Tijekom rada iz njegove mlaznice će izlaziti mlaz argona.
Zavareni spoj će biti formiran u velikoj mjeri zbog metala izratka, tako da ovu točku treba uzeti u obzir i učiniti ih nešto većim nego što implicira projekt. Ako je potrebno, dopušteno je koristiti materijal za punjenje, koji će se morati ručno unijeti u područje gdje će luk gorjeti. Također ćete morati ručno pomicati plamenik s elektrodom od volframa. Vrijedno je odmah reći da produktivnost rada ako se koristi ova tehnologija neće biti previsoka. Činjenica je da nije baš prikladno ručno unositi aditiv; osim toga, u ovom trenutku ćete također morati propuhati bazen za zavarivanje argonom i proći elektrodu. Samo vrlo profesionalni zavarivač može istovremeno izvesti takav niz radnji s visokokvalitetnim rezultatom, stoga je bolje koristiti poluautomatsku tehnologiju.
Kategorija nehrđajućeg čelika uključuje visokolegirane čelike s izraženom otpornošću na koroziju. Glavna legirajuća komponenta u ovim materijalima je krom. Ovisno o klasi nehrđajućeg čelika, može sadržavati do 20% ovog legirajućeg elementa. Osim toga, čelik može sadržavati komponente koje će povećati njegove antikorozivne karakteristike i dati određena fizikalna i mehanička svojstva. Takvi elementi uključuju titan, nikal, molibden itd. Nehrđajući čelik i aluminij su među materijalima čije kuhanje zahtijeva usklađenost s određenim uvjetima. Prije nego što to učinite, trebali biste se upoznati s nekim njegovim značajkama. I aluminij i nehrđajući čelik mogu se kuhati s argonom. Prije kuhanja s argonom, morate se upoznati sa karakteristikama materijala koji se obrađuje i pripremiti ga za rad u skladu s tim.
Zavarivanje argonom je visokotehnološki proces koji vam omogućuje dobivanje visokokvalitetnih zavara pri izvođenju malih količina zavarivanja.
Što biste trebali uzeti u obzir pri kuhanju nehrđajućeg čelika s argonom?
Prije kuhanja s argonom proučite sljedeća važna svojstva aluminija i nehrđajućeg čelika. Dakle, nehrđajući čelik ima gotovo 2 puta manju toplinsku vodljivost od čelika s niskim udjelom ugljika. Kao rezultat toga, koncentracija topline tijekom procesa zavarivanja će se povećati, praćena povećanjem prodiranja materijala na spoju. Ovo svojstvo nehrđajućeg čelika zahtijeva potrebu za smanjenjem trenutne snage u prosjeku za 20% u usporedbi s istim pokazateljem pri radu s konvencionalnim čelicima.Nehrđajući čelik, poput aluminija, karakterizira prilično veliki koeficijent linearne ekspanzije. Prilikom zavarivanja proizvoda od nehrđajućeg čelika, zbog ovog svojstva, opaža se značajno skupljanje lijevanja. To dovodi do povećane deformacije materijala tijekom zavarivanja i nakon njega. Ako nema dovoljnog razmaka između izradaka od nehrđajućeg čelika ili aluminija koji se zavaruju, mogu se pojaviti značajne pukotine.

Nehrđajući čelik i aluminij odlikuju se visokim električnim otporom. Pri radu s takvim materijalima s elektrodama izrađenim od visokolegiranih čelika, potonji će postati vrlo vrući. Kako bi se uklonio negativni učinak, krom-nikal elektrode dostupne su u duljinama do 35 cm.
Nehrđajući čelik gubi svoju visoku antikorozivnu sposobnost kada se radi u pogrešnim toplinskim uvjetima. Ova pojava je poznata kao interkristalna korozija. Fizikalno-kemijska priroda fenomena svodi se na činjenicu da kada temperatura poraste na 500°C ili više, na rubovima zrna počinje se stvarati krom i željezni karbid. Nakon toga ta zrnca postaju središta korozije. Možete se riješiti takvog neugodnog fenomena na različite načine. Jedan od njih uključuje brzo hlađenje bilo kojom dostupnom metodom, uključujući jednostavno polijevanje hladnom vodom materijala koji se zavaruje, kako bi se smanjenje otpornosti na koroziju svelo na minimum. Međutim, važno je uzeti u obzir da se aluminij ne može hladiti vodom, au slučaju čelika ova je metoda prikladna samo za austenitne materijale krom-nikal.
Kako pripremiti nehrđajući čelik za kuhanje?
I aluminij i nehrđajući čelik zahtijevaju odgovarajuću pripremu prije rada. Postoji nekoliko načina za zavarivanje nehrđajućeg čelika. Najrasprostranjeniji su sljedeći:

- Rad s obloženim elektrodama.
- Primjena volframove elektrode.
- Poluautomatski način zavarivanja nehrđajućom žicom.
Svaka od ovih metoda ima svoje karakteristike i prikladna je za obavljanje određenog popisa radova. U procesu kuhanja nehrđajućeg čelika s argonom trebat će vam:
- Stroj za zavarivanje.
- elektrode. Odabrano u skladu sa karakteristikama materijala koji se obrađuje.
- Žica od nehrđajućeg čelika.
- Čelična četka.
- Otapalo.
Prije zavarivanja dijelova potrebno je obraditi njihove rubove. To se radi gotovo na isti način kao iu slučaju rada s niskougljičnim čelicima. Postoji samo jedna osobitost: kako biste osigurali slobodno skupljanje šava, prilikom stvaranja zavarenog spoja morate napraviti razmak. Naravno, u razumnim granicama.
Prije rada potrebno je očistiti površine rubova. Da biste to učinili, upotrijebite čeličnu četku. Rubove je također potrebno oprati otapalom. Aceton ili zrakoplovni benzin će poslužiti. Ovaj tretman vam omogućuje da se riješite masnoće i obavezan je. Doista, u prisutnosti masti, stabilnost luka će se smanjiti i pore će se početi pojavljivati u šavu.

Zavarivanje nehrđajućeg čelika s obloženim elektrodama omogućuje vam dobivanje šavova normalne kvalitete bez ikakvih problema. Stoga, ako nemate vrlo visoke zahtjeve za kvalitetu veze, odaberite ovu posebnu metodu zavarivanja.
Postoji dosta vrsta elektroda, svaka od njih je prikladna za rad s nehrđajućim čelikom određenog sastava. Sve ove informacije navedene su u GOST-u. Poznavajući ocjenu čelika za zavarivanje, lako možete odrediti koje elektrode treba koristiti za rad s njim. Odaberite elektrode koje neće smanjiti otpornost materijala na koroziju i pokvariti njegove mehaničke karakteristike.
U pravilu se rad izvodi pomoću obrnute konstantne razine. Morate pokušati učiniti sve kako bi se šav što manje otopio. Za rad koristite elektrode malog promjera. Potrebno je da se oslobodi minimalna količina toplinske energije. Prethodno je navedeno da pri radu s nehrđajućim čelikom morate koristiti struju 15-20% slabiju nego kod zavarivanja običnog čelika, ne zaboravite na to.
Elektrode imaju nisku toplinsku vodljivost i visok električni otpor. Zbog toga se ne mogu koristiti velike struje. Ako se ovo pravilo prekrši, elektrode će se pregrijati i uništiti. Iz istih razloga, elektrode za nehrđajući čelik tope se brže od onih koje se koriste za zavarivanje običnog čelika. I to obično iznenadi neiskusne zavarivače.
Kako bi se održala otpornost šava na koroziju, mora se učiniti sve kako bi se osiguralo da se hladi što je brže moguće. Na primjer, možete ga ohladiti bakrenim jastučićima ili zrakom. Ako je nehrđajući čelik koji obrađujete klasificiran kao austenit krom-nikal, možete ga čak i ohladiti vodom.
Upute za zavarivanje volframa

Ovaj način se koristi u slučajevima kada je potrebno zavariti proizvode od vrlo tankog nehrđajućeg čelika ili dobiti visokokvalitetni zavareni spoj. Na primjer, zavarivanje argonom pomoću volframovih elektroda najprikladnije je za nehrđajuće cijevi koje transportiraju plinove ili tekućine pod pritiskom.
Rad se izvodi na izmjeničnu ili istosmjernu struju. Varijabilna je pogodna za rad s aluminijem. Polaritet struje je ravan. Koristi se argon. Prije početka zavarivanja potrebno je pripremiti žicu za punjenje za rad. Bolje je ako ima viši stupanj legiranja od nehrđajućeg čelika ili aluminija.
Pri radu s elektrodom ne smijete raditi oscilirajuća kretanja: zbog toga će se poremetiti zaštitni prostor zone zavarivanja i metal zavara će oksidirati. Stražnja strana šava mora biti zaštićena od zraka puhanjem argona.
Tijekom rada pokušajte osigurati da volfram ne dospije u bazen za zavarivanje. Možete koristiti beskontaktno paljenje luka. Također se može zapaliti na ugljenu ili grafitnu ploču s daljnjim prijenosom na osnovni metal.
Kada je zavarivanje završeno, nema potrebe odmah isključiti dovod argona. Učinite to nakon otprilike 15 sekundi. To će spriječiti pretjeranu oksidaciju zagrijane radne elektrode. Ovako će trajati puno duže.
Kako kuhati nehrđajući čelik poluautomatski u argonu?
Ova metoda zavarivanja je najpoželjnija. Osigurava najveću moguću produktivnost i proizvodi vrlo kvalitetne šavove. Kako bi se poboljšala kvaliteta zavarivanja, u žicu se dodaje nikal.
Poluautomatski postupak zavarivanja nehrđajućeg čelika argonom najprikladniji je za spajanje debelih materijala. U tom će slučaju brzina zavarivanja biti maksimalna. Posljedično će se povećati i produktivnost. Zaštitna okolina u takvim uvjetima je mješavina ugljičnog dioksida i argona. Zbog ugljičnog dioksida povećava se mogućnost vlaženja na rubovima šava.
Postoji nekoliko tehnika koje omogućuju, naime:
- Zavarivanje kratkim lukom.
- Rad s mlaznim prijenosom.
- Pulsni način rada.
Prijenos mlazom prikladan je za zavarivanje debelih metala, dok je kratki luk prikladan za zavarivanje tanjih proizvoda.
Među prednostima pulsnog načina rada je to što je to najkontroliraniji proces. Metalna žica se pulsira u bazen za zavarivanje. Svaki od ovih impulsa zasebna je kap zavarivanja. Ovaj način rada omogućuje smanjenje prosječne vrijednosti struje luka, što je vrlo važno pri radu s nehrđajućim čelikom, jer unos topline i zona utjecaja topline su smanjeni.
Osim toga, pulsni način rada gotovo u potpunosti eliminira prskanje metala. To vam omogućuje značajnu uštedu potrošnog materijala i povećanje produktivnosti smanjenjem vremena potrebnog za čišćenje šava.
Dakle, postoji nekoliko načina za kuhanje nehrđajućeg čelika s argonom. Odaberite onaj koji vam najviše odgovara. Sretno!
Bakar, nehrđajući čelik, titan, itd.), koje je praktički nemoguće zavariti konvencionalnom opremom, međutim zavarivanje argonom se uspješno koristi za stvaranje trajnih spojeva ovih materijala. Može se izvesti i na standardnoj industrijskoj opremi i na kućnoj opremi. Međutim, proces zahtijeva određene vještine i znanja, a bez njih je osuđen na neuspjeh. U ovom članku ćemo pogledati kako i što treba uzeti u obzir.
Značajke procesa
Tijekom argonolučnog zavarivanja koristi se okolina inertnog plina argona, koja štiti metale koji se zavaruju od oksidacije, što pozitivno utječe na kvalitetu zavara. Ovaj se postupak može izvesti ručno ili u automatskom ili poluautomatskom načinu rada, korištenjem topljive ili netaljive elektrode.
U pravilu se kao netaljiva elektroda koristi volframova šipka, što je posljedica vrlo visoke vatrostalnosti ovog metala. Zavarivanjem argonom postaje moguće pouzdano spojiti metale koje je vrlo teško zavariti tradicionalnim metodama, kao i materijale različitih vrsta.
Dakle, među prednostima zavarivanja argonom su sljedeće:
- Argon je inertni plin koji pouzdano štiti metale koji se zavaruju od oksidacije;
- Metal se zagrijava na prilično malom području, zbog čega dobro zadržava svoj oblik;
- Visoka snaga luka omogućuje vam postizanje dobrih radnih performansi;
- Tehničke tehnike za proces su prilično jednostavne, što ga čini dostupnim svima;
- Mogućnost zavarivanja dijelova koji nisu spojeni ni na koji drugi način, a šav je uredan i estetski ugodan.
Značajke tehnike rada
Da biste zavarivali argonom ispravno, pouzdano i produktivno, trebali biste poznavati tehnologiju i slijediti niz preporuka koje olakšavaju proces i poboljšavaju kvalitetu šava. Navedimo ih redom.
- Luk treba svesti na minimum; za to, infuzibilna elektroda treba biti smještena što je moguće bliže metalu. Povećanje luka negativno utječe na dubinu prodiranja dijela i povećava širinu šava, što dovodi do pogoršanja kvalitete zavarivanja.
- U pravilu, morate kuhati s argonom, čineći samo jedan pokret - duž šava. To vam omogućuje da šav bude uži i estetski atraktivan. Ovo se ne može postići s obloženim elektrodama.
- Kako biste spriječili oksidaciju materijala koji se zavaruju, pazite da žica za punjenje i netaljiva elektroda cijelo vrijeme budu u zaštitnoj zoni argona.
- Oštar dovod žice za punjenje dovodi do intenzivnog prskanja materijala. Stoga žicu za zavarivanje treba glatko unositi - ova vještina dolazi s vježbom.
- Po probojnosti šava možete procijeniti njegovu kvalitetu. Možete se rukovoditi oblikom zavarene kupke – ako je izdužena u smjeru zavarivanja, provar je dobar, ako je okrugla ili ovalna, metal nije dovoljno probušen.
- Držite žicu za punjenje pod kutom u odnosu na materijal bez ikakvih bočnih pomaka. To će osigurati uži i jednoličniji šav.
- Na kraju rada, krater je zavaren smanjenjem struje pomoću reostata. Bilo bi netočno prekinuti luk i uvući gorionik; to uvelike smanjuje zaštitu šava.
- Ne zaboravite na potrebu odmašćivanja i čišćenja materijala koji se zavaruju prije zavarivanja.
Opcije načina rada
Kako bi se osigurala visoka kvaliteta zavarivanja, potrebno je odabrati optimalne načine zavarivanja koji osiguravaju najučinkovitije zavarivanje.
- Polaritet i smjer odabiru se prema kvaliteti materijala koji se zavaruju. Tipično, istosmjerna struja s ravnim polaritetom koristi se za čelik i legure. Zavarivanje magnezija i aluminija provodi se obrnutim polaritetom kako bi se brzo uništio oksidni film.
- Struja zavarivanja određena je materijalima koji se zavaruju, polaritetom struje i debljinom elektrode. Točni podaci moraju biti odabrani na temelju referentnih materijala ili osobnog iskustva.
- Napon luka određen je njegovom duljinom, a veličina luka mora biti minimalna da bi se napon smanjio. Kako se napon povećava, kvaliteta zavarivanja se smanjuje.
- Brzina protoka argona je postavljena tako da protok potpuno izolira dijelove koji se zavaruju od izloženosti zraku.
Odabir pravih načina prilično je težak zadatak, ali referentni materijali pomažu vam da se nosite s tim, a s iskustvom dolazi razumijevanje procesa.
Modernizacija aparata za zavarivanje
 Često se za zavarivanje argonom koristi oprema koja izvorno nije bila namijenjena za to, ali je preinačena za izvođenje ovog procesa zavarivanja. Da biste to učinili, trebat će vam dva dodatna čvora.
Često se za zavarivanje argonom koristi oprema koja izvorno nije bila namijenjena za to, ali je preinačena za izvođenje ovog procesa zavarivanja. Da biste to učinili, trebat će vam dva dodatna čvora.
Oscilator – koristi se za beskontaktno paljenje luka. Budući da niz razloga ne dopušta paljenje luka dodirivanjem elektrode na metal, oscilator stvara visokonaponsko pražnjenje koje probija sloj argona.
Za regulaciju jakosti struje i odabir optimalnih parametara zavarivanja potreban je balastni reostat, npr. za zavarivanje nehrđajućeg čelika potrebni su drugačiji parametri nego za zavarivanje aluminija.
Zaključak
Pogledali smo kako pravilno izvesti zavarivanje argonom i koje preporuke treba uzeti u obzir za to. Nadamo se da će vam ovaj materijal pomoći da bolje zavarite i postignete bolje rezultate.



