Külső menetvágás
cérna képviseli forgó részeken kialakított spirális horony. Széles körben használják alkatrészek egymáshoz csatlakoztatására (rögzítésre) és mozgás átvitelére (például egy eszterga vagy satu vezérorsójában).
Menetes csatlakozásoknál használatos csavarok, hajtűkÉs csavarok. Csavar - hengeres rúd egyik végén fejjel, a másikon menetes (lásd a jobb oldali ábrát A). Hajtű - hengeres rúd mindkét végén menettel. A csap egyik végét becsavarjuk az egyik összeillesztendő alkatrészbe, a másik végére pedig a rögzítendő alkatrészt, és rácsavarjuk az anyát ( b). Csavar - hengeres rúd menettel az egyik csatlakoztatott részbe csavarozható, és különböző formájú fej ( V).
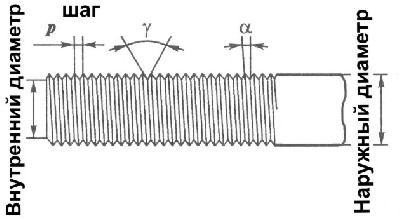
Alap menetelemek
: spirálszög A,
menetemelkedés R, profilszög nál nél, külső és belső átmérők(bal oldali ábra). A menetes csatlakozás céljától függően különböző típusú meneteket használnak.

Által a fordulatok iránya faragás történik jobbÉs bal(jobb oldali ábra). Leggyakrabban a megfelelő szálat vágja el.
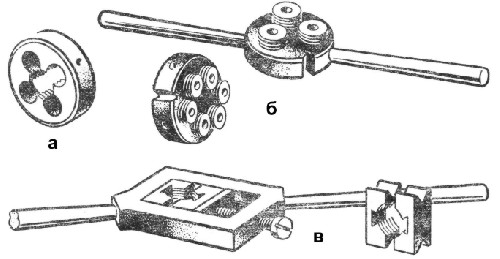
A külső rögzítőmenetek vágásához speciális szerszámot használnak - meghal. Ők kerek(bal oldali ábra A), cérnagördülés(b) És csúszó(V).
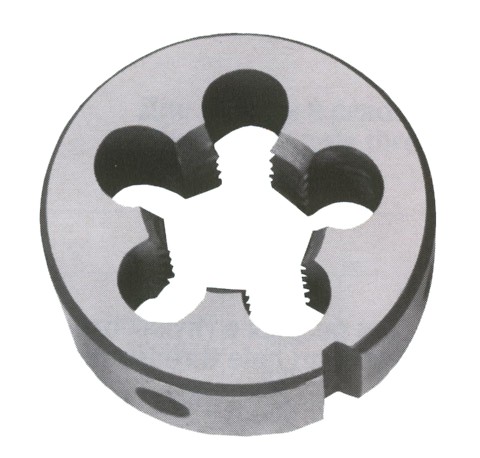
Kerek matrica (ábra jobbra) edzett acél anya formájában készül. A szerszámmenetet hosszanti furatok keresztezik. A kialakított vágóélek ék és horony formájában biztosítják a munkadarab levágását és egyidejű forgácskilépését. Annak érdekében, hogy a rúd vége (üres) jobban bejusson a szerszámba a végoldalak felől, menete alacsonyabb profilmagasságú. Ez az úgynevezett kerítés rész. Az 1-76 mm átmérőjű metrikus menetek vágásához a szabványnak megfelelő kör alakú szerszámokat biztosítanak. Fészekbe helyezik kockatartó és ott rögzítjük csapokkal (vagy csavarokkal) csavarhúzó nyílással.
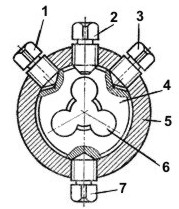
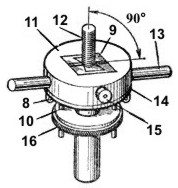
meghal 4 (ábra balra) -val speciális kivágások 6 be van rögzítve kockatartó 5 vagy be hajtókar három vagy négy csavar, méretétől és működési körülményeitől függően. Egy ill két csavar 7 biztosítására szolgálnak csavarok 1 És 3 - a szerszám rögzítéséhez és összenyomásához, amikor a jumper átvágása után beállítja a méretét. A tányér ki van feszítve csavarok 2 .
Abban az esetben menethengerlő szerszám (rizs. b fent) telepített gördülő menetes állítható görgők. A munkadarab fémét nem vágják, hanem extrudálják. Ennek köszönhetően a szál felülete tisztább, maga a menet pedig jobb és pontosabb.
 Csúszó prizmás matricák
(rizs. V fent) két csúszó és visszahúzódó féllemezből áll.
Csúszó prizmás matricák
(rizs. V fent) két csúszó és visszahúzódó féllemezből áll.
Külön érdekesség a matricák felszerelésére és rögzítésére szolgáló gomb (jobb oldali ábra) egy további vezetőgyűrűvel 16
amely segít megőrizni az irányt a hengeres munkadarabokon 12
(rudak, formanyomók és csavarok, szerszámhúzók). A hagyományos gallérokban további eszköz használható.
A ketrec belső részében 1
a gomb megmunkált négyzet alakú ablakkal rendelkezik, behelyezett prizmaszerű matricákkal. A ketrec oldalára csavar van felszerelve 15
, a szerszámok megnyomásával 9
működés közben, és a kapocs oldalairól a testbe 11
csavart két fogantyút 13
kézfogáshoz. A ketrec aljára alátét van felszerelve 14
csavarokkal rögzítve 8
, és két vezetőcsap 10
amely mentén a gyűrű mozog 16
.
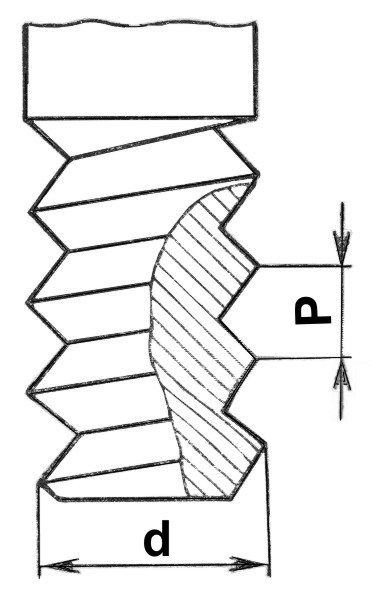
Ahhoz, hogy egy szálat vágjon egy matricával egy rúdon, először meg kell találnia menet külső átmérője dés ő lépés R(lásd a bal oldali ábrát). Ezek az adatok a táblán vannak feltüntetve. Ezután a táblázat szerint (lásd az alábbi táblázatot) határozza meg a rúd átmérőjét ehhez a menethez, és válassza ki a munkadarabot.
| Menet átmérő | Lépés(R ) | Rúd átmérője | |
| Legkevésbé | legnagyobb | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Ugyanakkor figyelembe kell venni, hogy menetvágáskor a fém, különösen a réz, a lágyacél „megnyúlik”. Ennek eredményeként a rúd átmérője kissé megnő, és a szerszám menetes felületére nehezedő nyomás. Felmelegszik, a forgács a vágóélekhez tapad, a cérna „elszakad”. Mindez rontja a minőségét. Ezért a rúd átmérőjének 0,1 ... 0,3 mm-rel kisebbnek kell lennie, mint a menet külső átmérője, a menet méretétől függően. Ha a rúd átmérője kisebb, mint a menet külső átmérőjének 0,4 ... 0,5 mm-e, akkor a menetprofil nem teljes.
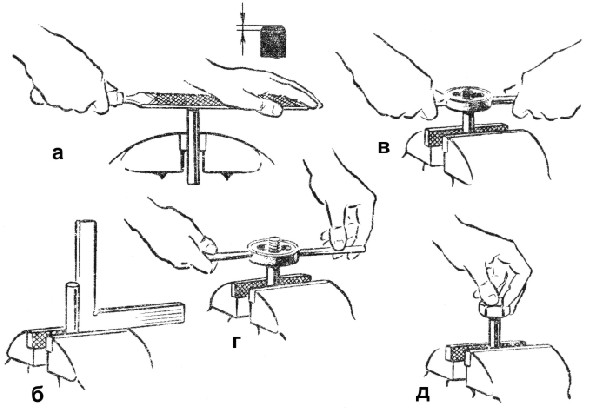 A kiválasztott munkadarabot ki kell egyenesíteni, meg kell jelölni, a jelölésnek megfelelően le kell vágni és satuba rögzítve reszelővel le kell élni (jobb oldali ábra). A), hogy a szerszám beszívó része könnyebben befogja a fémet. A szerszám minőségét külső vizsgálattal és ép menetes csavarra vagy csapra csavarva kell ellenőrizni. Gondosan ellenőrizni kell a matrica rögzítésének minőségét is a szerszámtartóban, hogy kizárja annak esetleges torzulását és elcsúszását a foglalatban.
A kiválasztott munkadarabot ki kell egyenesíteni, meg kell jelölni, a jelölésnek megfelelően le kell vágni és satuba rögzítve reszelővel le kell élni (jobb oldali ábra). A), hogy a szerszám beszívó része könnyebben befogja a fémet. A szerszám minőségét külső vizsgálattal és ép menetes csavarra vagy csapra csavarva kell ellenőrizni. Gondosan ellenőrizni kell a matrica rögzítésének minőségét is a szerszámtartóban, hogy kizárja annak esetleges torzulását és elcsúszását a foglalatban.
Befűzés előtt a hosszát a rúdon jelöljük, a rudat satuban rögzítjük úgy, hogy a pofák felső síkja fölé kiálló vége 20 ... 25 mm-rel nagyobb legyen, mint a vágott rész. A rudat a négyzet mentén 90 ° -os szögben kell elhelyezni a pofák felső síkjaihoz képest (ábra 1). b). A matricatartóba rögzített matricát a rúd felső végére helyezzük, és enyhe nyomással, anélkül, hogy a matricát elferdítené, elforgatjuk (ábra). V). 1-2 menet elvágása után még egyszer ellenőrizze a szerszám és a rúd forgástengelyének egybeesését.
Azt követően kenje be olajjal a rúd menetes részét, vágja le a matricát és forgassa el a szerszámot, egyenletesen nyomja meg a szerszámtartó mindkét fogantyúját (ábra). G). A forgás legyen oda-vissza: egy-két fordulat jobbra és fél fordulat balra. Ebben az esetben a forgács eltörik, a hosszanti lyukon keresztül kilép. Ez megkönnyíti a befűzést és javítja a cérna minőségét. 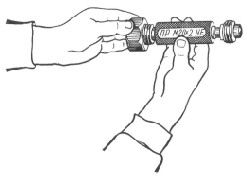
A vágott szálak minőségét gyártási körülmények között ellenőrzik menetes mikrométerek, menetmérők-gyűrűk és csavaros dugók(lásd a bal oldali ábrát). Iskolai körülmények között megengedett a menet anyával történő ellenőrzése.
A munka befejezése után a szerszámot eltávolítják a szerszámtartóból, kefével alaposan megtisztítják a forgácsoktól, ronggyal letörlik és olajjal megkenik.
A matricával történő befűzés esztergagépen is elvégezhető.
A menetvágáskor a szerszámot biztonságosan rögzíteni kell a szerszámtartóban.
Munka közben ügyeljen arra, hogy a keze ne kerüljön a szerszámtartó fogantyúja és a támasz közé.
A kenéshez használjon ecsetet vagy olajozót.
Ne fújja le a forgácsot a szerszámról, hanem használjon seprőkefét.
Ne engedje, hogy az olaj ruházatra vagy kezére kerüljön.
A gyárakban edzett csavarokat használnak, amelyeket két vagy több összeillesztendő fémlemez alkatrészen lyukasztanak át. Csavarok, menetek vágása a furatokban, kösse össze ezeket az alkatrészeket. Ez a menetes csatlakozási mód gazdaságos és felgyorsítja az összeszerelési folyamatot. Sok vállalkozás ma már keményített önextrudálás csavarok acél és öntöttvas alkatrészekhez, amelyek keménysége kisebb, mint a csavaroké.
Kis átmérőjű csavarokon és csapokon menetek készülnek automata esztergagépek maguknak a csavaroknak a gyártásával egyidejűleg. Csavarok és csavarok is kiönteni a préseken.
A tömeggyártásban elterjedt külső menet hengerlés. A görgők közötti áthaladás után a rúdon menet alakul ki. Egyes menetvágók keményfém lapkákat használnak hengerek helyett.
Az alábbiakban ismertetjük azokat a főbb kifejezéseket és fogalmakat, amelyek az anyag elsajátításához szükségesek.
A szál fő elemei:
Külső menet átmérő- ez egy képzeletbeli henger átmérője, amelynek felülete egybeesik a külső menet csúcsaival és a belső menet vályúival.
Menet belső átmérője- a henger átmérője, amelynek felülete egybeesik a belső menet csúcsaival és a külső menet vályúival.
Átlagos menet átmérő- egy képzeletbeli koaxiális henger átmérője menettel, amelynek generatrixa metszi a menetprofilt azon a ponton, ahol a horony szélessége megegyezik a menetemelkedés felével.
Profilszög- a profil oldalai közötti szög axiális metszetben mérve.
Profil felső- a kiemelkedés oldalait összekötő profilszakasz.
profil üreg- a horony oldalait összekötő profilszakasz.
Menetemelkedés - az azonos nevű szomszédos profiloldalak közötti távolság a menet tengelyével párhuzamos irányban.
Menetszög- a csavarvonal érintője és a menet átlagos átmérőjén fekvő pont és a menet tengelyére merőleges sík által bezárt szög.
Profilszög- a tekercs oldalai közötti szög, a menet tengelyén átmenő síkban mérve.
Menetrendszer.
Az iparban a következő szálakat használják:
Metrikus menet- háromszög alakú profillal rendelkezik, és elsősorban az alkatrészek egymáshoz való csatlakoztatására szolgál.
A metrikus szálak két csoportra oszthatók: metrikus durva menetÉs finom menetemelkedésű metrikus menet 0,25-600 mm átmérőhöz.
Kúpos csőmenet- ugyanaz a célja, mint a hengeresnek. A csatlakozás szükséges tömítettségét a kúpos csőmenetek deformációjával érik el.
Kúpos hüvelyk menet 60 fokos profilszöggel. Kúpos hüvelykes menetet használnak a szoros csatlakozásokhoz.
Hüvelykes menet- gépalkatrészek csavarokkal, csavarokkal és csapokkal történő rögzítésére szolgál.
Trapézmenetek- főként szerszámgépek és egyéb erőátviteli eszközök vezérorsójához használják.
Trapézmenetek részre osztva nagy, normál és kicsi.
Nyomószálak- nagy, normál és kicsi - elsősorban futó és teherhordó (nagy terhelésű) légcsavarokhoz használatosak, egyoldalúan ható terheléssel. Ritka esetekben rögzítőelemként használják őket.
Téglalap alakú szál- rakományhoz és ólomcsavarokhoz használják. A menetet nehéz gyártani, és vannak olyan hátrányai, amelyek korlátozzák a használatát.
Csőmenet hengeres- a hengeres csőmenetet üreges vékonyfalú alkatrészek csatlakozásánál használják, amikor a csatlakozásnak különösen szorosnak kell lennie.
Moduláris menet- férgek ellen használják.
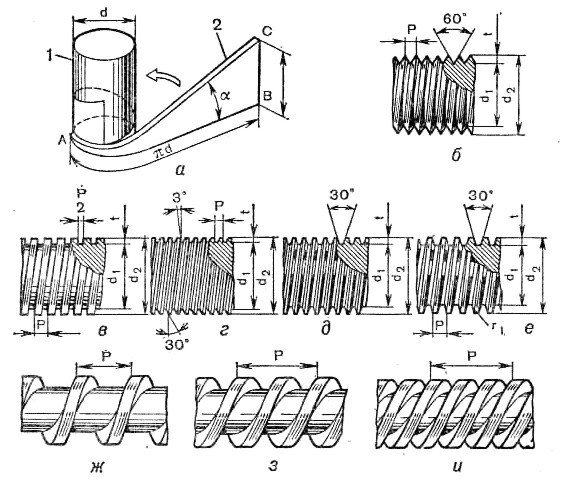
A csavarvonalak vázlata: A- hélix kialakulása; b- hengeres háromszög menet; V- hengeres négyzet alakú menet; G- hengeres téglalap alakú menet; d- hengeres
trapézmenet; e- hengeres körmenet; és- egyszálas; h- két kezdő menet; és - három kezdő szál.

A menetemelkedés meghatározásához speciális mérőeszközöket használnak (lásd a jobb oldali ábrát).



