A polimer anyagok fokozatosan kitöltik az összes rést az áruk és szolgáltatások piacán, és nemcsak a hazai és az ipari szektorba hatolnak be, mivel a különféle termékeknek egyedi műszaki és működési jellemzőket adnak. A cikk az alacsony nyomású polietilén (HDPE) csövekre, valamint az ilyen termékek hegesztési technológiájára összpontosít.
A HDPE csövek beépítésének meglévő módszerei
A HDPE csövek manapság nagy népszerűségnek örvendenek, mert nagyon könnyen beszerelhetők (egy munkás által). Azonban meg kell értenie, hogy ezek a csövek hogyan kapcsolódnak egymáshoz, hogy megbízható csővezetéket kapjanak.
Kétféle kapcsolat létezik:
- Levehető. Lehetővé teszi a szerkezet szétszerelését működés közben. Hasonló kapcsolatot hozhat létre acélkarimákkal.
- Egy darab. A HDPE csőszegmensek felépítése monolitikus. Csövek hegesztésével valósítható meg tompamódszerrel vagy tengelykapcsolókkal.
Nagy átmérőjű csővezeték telepítésekor hőrezisztív szerelvényeket kell használni. Ebben az esetben a monolitikus kapcsolat erős lesz, és a megfelelő működés során a deformáció veszélye teljesen hiányzik.
A HDPE csövek hegesztésének jellemzői
Először is, a munkához szüksége lesz egy HDPE csövek tompahegesztő gépére. Jó bónusz, hogy nem kell további fúvókákat vásárolnia hozzá. A technológia csak azonos átmérőjű HDPE csövek csatlakoztatására alkalmas.
A HDPE csövek legjobb minőségű hegesztése csak akkor érhető el, ha a szegmenseket egy varratban rögzítik. Ebben az esetben a tapadási szilárdság optimális lesz, és nem lesz nagy számú csúcsterhelési pont a csővezetéken.
A mai napig a hegesztés a legsokoldalúbb és leghatékonyabb módja a csővezetékek beépítésének, és még az sem csökkenti a hegesztés népszerűségét, hogy polietilénből készülnek a csövek. Hegesztett csővezeték esetén az anyag rugalmassága teljes hosszában megmarad. Nem mindegy, hogy a rendszer hogyan kerül elhelyezésre, mivel a HDPE csövek hegesztőgépe bármilyen körülmények között lehetővé teszi a munkát.

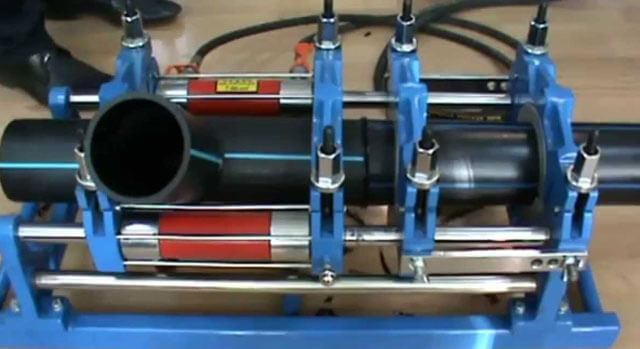
A hegesztési eljárás a következő:
- A csövek végeit a központosítóba kell beszerelni (egy olyan elemet, amely HDPE csövek hegesztésére alkalmas hegesztőgéppel van felszerelve), majd egymáshoz igazítva és szilárdan rögzítve (lásd még: ""). Ugyanakkor a csövek végeit alaposan meg kell tisztítani a különféle szennyeződésektől, portól stb.
- Ezután a hegesztendő csővezeték szegmensek megmunkálásához vágóeszközt kell használni. Ebben a szakaszban egyenletes 0,5 mm-es forgácsot kell elérni, majd ellenőrizni kell a csővégrészek csatlakozását. A HDPE csövek közötti hézagot el kell távolítani a vágási eljárás megismétlésével.
- Ezután HDPE csőhegesztő berendezést használnak a végek melegítésére. Ügyeljen arra, hogy tapadásmentes bevonatú fűtőelemet használjon. Amikor a végek olvadni kezdenek, szét kell választani őket, és gyorsan el kell távolítani a fűtőtestet.
- A fűtött szegmensek összekapcsolódnak, és a kompresszió ereje egyenletesen növekszik, amíg a két cső szorosan egymáshoz nem rögzítődik. Célszerű tovább várni, amíg az ízület lehűl. Csak ebben az esetben lesz a varrás a lehető legmegbízhatóbb.
Az elvégzett hegesztés minőségét mind az elkészített varrat megjelenése, mind a csővezeték lineáris mérete határozza meg a csatlakozásnál (nem lehetnek szabálytalanságok).
HDPE csövek hegesztése aljzaton keresztül
Ha HDPE csövek "csináld magad" csatolóhegesztését végzik, akkor forrasztópáka típusú hegesztőegységre, valamint fúvókákra van szükség. A fúvókák átmérőjét a használt szerelvények méretének megfelelően választják ki. A hegesztéshez szükséges felszereléseken kívül szerelvényeket kell vásárolni: tengelykapcsolók, szögek, pólók stb.
Valójában egy pár hegesztéshez a szerelvény és a cső végei. A módszer kényelmetlen, mert hibás csatlakozás esetén a csővezeték ferde lesz, ezért a szerelvények számának meg kell haladnia a tervezett csatlakozások számát.

A dugós hegesztés előnye, hogy nagyon kényelmetlen körülmények között is elvégezhető, amikor a csövek tengely menti elmozdulása korlátozott. A HDPE csövet a forrasztópáka fém fúvókájával való érintkezéssel melegítik.
Szerkezetileg a fúvóka két egybe csavart elemből áll. A szerelvényt az első "dorn"-nak nevezett rész, a második "hüvely"-nek hívják, és egy HDPE csövet helyeznek bele.
Szerelvényen keresztüli hegesztés előkészítő lépése
El kell kezdenie két cső összekapcsolását bizonyos műveletek elvégzése után a csővel és a szerelvényekkel:
- A csövet speciális ollóval vágják, figyelembe véve a kívánt méretet. A legjobb az állítható vágási szögű olló használata, mivel a szakasznak a cső külső falára merőlegesen kell elhelyezkednie.
- A hegesztéssel érintett területeket meg kell tisztítani minden szennyeződéstől, portól és sorjától. A cső belsejét azon az oldalon, ahol a hegesztést nem végzik el, legjobb egy dugóval lezárni.
- Ha a hegesztőgépet újra felhasználják, akkor ne felejtse el megtisztítani az előző eljárás maradványaitól.
A fenti lépések elvégzése után megkezdheti a forrasztópáka felmelegítését. A kívánt hőmérsékleti érték beállítását egy speciális jelző jelzi, amely bármely HDPE csövek hegesztőgépében elérhető. A munkát pontosan időben végzik el, ami megfelel a cső bizonyos külső átmérőjének.
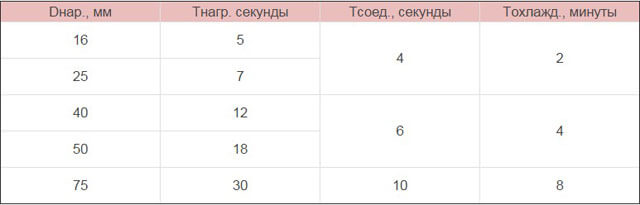
Az alábbiakban felsoroljuk a normál átmérőjű HDPE csövek fűtési és csatlakoztatási szakaszainak időkereteit (külső átmérő (milliméter); elem melegítési ideje (másodperc); fűtött elemek csatlakozási ideje (másodperc); illesztési hűtési idő (percek)):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Talán a legfontosabb lépés az illeszkedő elemek rögzítése a fúvókához, mivel a túlzott nyomás hatására a végek összeolvadása során kinyúló tömeg egy nagy gyűrűt alkothat a cső és az idom szélein.
Ennek megfelelően be kell helyezni a csövet, és ütközésig fel kell helyezni a szerelvényt, de ne alkalmazzon túlzott erőt a folyamat utolsó szakaszában. Ez elkerülhető a szerelvény felszerelésével és a cső behelyezésével kikapcsolt forrasztópáka mellett.
Ebben az esetben lehetőség lesz a megfelelő jelölés elhelyezésére. A felmelegedés után el kell távolítani az elemeket és csatlakoztatni kell őket a rácsok dokkolójához. A szerkezetnek nyugalmi állapotban kell lennie, amíg teljesen ki nem hűl, és nem szabad mechanikai igénybevételnek kitenni.
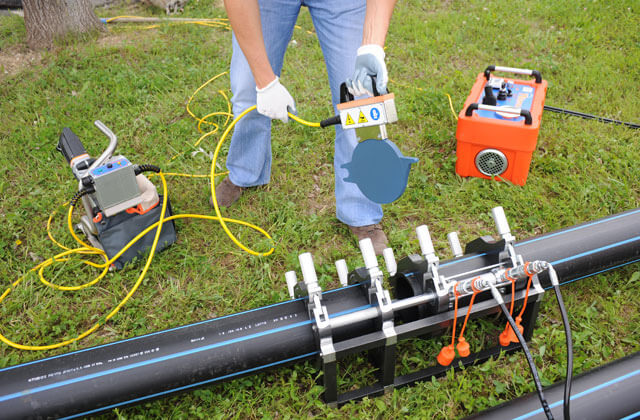
Mi az egyedi és hogyan történik az elektrofúziós hegesztés
Az elektrofúziós hegesztés a fent leírt csőcsatlakozási mód modern változata. Ennek az eljárásnak a végrehajtásához speciális csatlakozókat használnak, amelyekbe kezdetben elektromos fűtőelemeket helyeznek el. Tekintettel arra, hogy olyan erőforrást fogyasztanak, mint az elektromos energia, nem beszélhetünk a folyamat gazdaságosságáról a szabványos tompahegesztéshez képest.

Az ilyen típusú hegesztéshez a legegyszerűbb elem az elektrofúzió, de vannak nyergek és elektrofúziós típusú pólók is. Ezután arról fogunk beszélni, hogyan kell önállóan elvégezni a telepítést elektromos csatlakozókkal és elektrofúziós hegesztőgéppel.
Az ilyen hegesztőgép kialakítása speciális spirálok jelenlétét feltételezi, amelyek fűtőelemek. A idom végén lévő vékony réteg a hőmérséklet hatására megolvad, és ez lehetővé teszi, hogy csatlakozzon a csővezeték műanyag szegmenseihez. A spirál az elemek közötti varrásban marad, így nagyobb szilárdságot ad a szerkezetnek (hasonlóan a megerősítéshez). Természetesen ez a módszer a legdrágább, és főleg gázvezetékek összeszerelésére használják.
Az elektrofúziós hegesztés során a munka egy bizonyos sorrendben történik:
- Egy speciális vágó segítségével a csővezetéket előre megjelölt darabokra vágják.
- Ezután meg kell tisztítani az elektromos tengelykapcsoló belsejét és az egymáshoz hegesztett csőszegmenseket. Ezután ugyanezeket a területeket zsírtalanítják.
- A csöveken a helyek meg vannak jelölve, így szabályozható a tengelykapcsoló belépési mélysége.
- A csövek nyitott végeit, amelyeket ebben a szakaszban nem forralnak fel, dugókkal zárják le.
- A hegesztőgép két vezetékkel csatlakozik a tengelykapcsolóhoz, ami lehetővé teszi a munkavégzés helyétől távolabbi elhelyezését.
- A start gomb megnyomva. A fűtés, ragasztás és a teljes lehűlés során a csőszakaszoknak egymáshoz képest álló helyzetben kell maradniuk.
- A gép a szükséges idő letelte után magától is kikapcsol, mivel eredetileg HDPE csövek forrasztására volt konfigurálva (lásd még: "").
- A csővezeték a hegesztési munka után legkorábban 1 órával helyezhető üzembe.

A HDPE csövek hegesztett kötéseinek meg kell felelniük a következő követelményeknek:
- a hegesztést a csővezeték külső felülete felett vagy azonos szinten kell elhelyezni;
- a csővezeték-szegmensek elmozdulása nem haladhatja meg a használt cső falvastagságának 10 százalékát;
- a csővezeték felett kiálló, legfeljebb 5 milliméter falvastagságú varrat legfeljebb 2,5 milliméter lehet, és 6 milliméter és 2 centiméter közötti vastagságú - legfeljebb 5 milliméter.
Eredmény
A cikk részletesen leírja a HDPE csövek hegesztési módszereit, és a dolgozónak csak a legoptimálisabbat kell kiválasztania egy adott csővezetékhez. Ha a munkát egyértelműen a javasolt utasítások szerint végzik, a csővezeték hosszú ideig, hatékonyan és megbízhatóan fog működni. Ezenkívül a teljes telepítési folyamatot szakemberekre lehet bízni, akik saját felszereléseiket biztosítják, és segítenek a szükséges anyagok beszerzésében.



