Pemotongan benang eksternal
Benang mewakili alur heliks terbentuk pada bagian rotasi. Ini banyak digunakan untuk menghubungkan bagian satu sama lain (mengikat) dan untuk mentransmisikan gerakan (seperti, misalnya, pada sekrup utama mesin bubut atau wakil).
Digunakan dalam koneksi berulir baut, jepit rambut Dan sekrup. Baut - batang silinder dengan kepala di satu ujung dan berulir di ujung lainnya (lihat gambar di sebelah kanan A). Jepit rambut - batang silinder dengan ulir di kedua ujungnya. Salah satu ujung stud disekrup ke salah satu bagian yang akan disambung, dan bagian yang akan diikat dipasang di ujung lainnya dan mur disekrup ( B). Baut - batang silinder dengan ulir untuk disekrup ke salah satu bagian yang terhubung dan kepala dengan berbagai bentuk ( V).
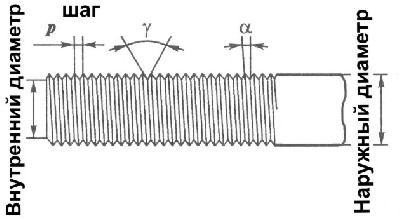
Elemen utas dasar
: sudut heliks A,
jarak benang R, sudut profil pada, diameter luar dan dalam(gbr. kiri). Bergantung pada tujuan koneksi berulir, berbagai jenis utas digunakan.

Oleh arah belokan ukiran terjadi Kanan Dan kiri(gbr. kanan). Paling sering memotong utas yang tepat.
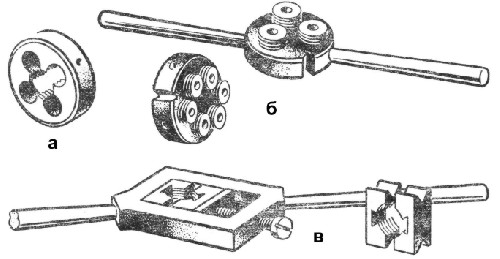
Untuk memotong benang pengencang eksternal, alat khusus digunakan - mati. Mereka bulat(gbr. kiri A), gulungan benang(B) Dan geser(V).
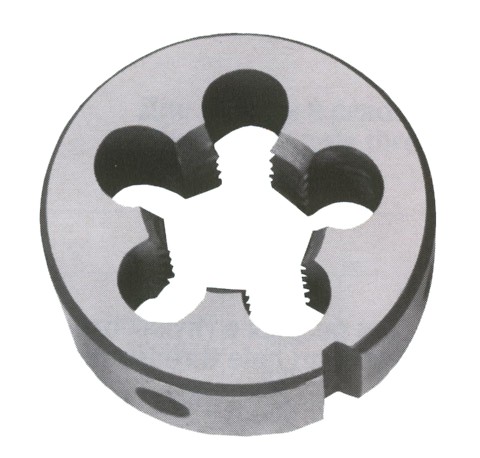
Mati bulat (gbr. kanan) dibuat dalam bentuk mur baja yang dikeraskan. Benang mati disilangkan melalui lubang longitudinal. Pinggiran tajam yang terbentuk dalam bentuk baji dan alur memastikan pemotongan benda kerja dan keluarnya chip secara bersamaan. Agar ujung batang (kosong) lebih baik masuk ke cetakan dari sisi ujung, ulirnya memiliki tinggi profil yang lebih rendah. Inilah yang disebut bagian pagar. Cetakan bulat sesuai dengan standar disediakan untuk memotong benang metrik dengan diameter 1 hingga 76 mm. Mereka ditempatkan di sarang pemegang mati dan diperbaiki di sana dengan kancing (atau baut) dengan slot untuk obeng.
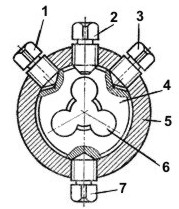
mati 4 (gbr. kiri) dengan guntingan khusus 6 diikat di pemegang mati 5 atau di engkol tiga atau empat sekrup, tergantung pada ukuran dan kondisi pengoperasiannya. Satu atau dua sekrup 7 berfungsi untuk mengamankan sekrup 1 Dan 3 - untuk memperbaiki dan mengompres cetakan saat menyesuaikan ukurannya setelah memotong jumper. Piring dibuka dengan sekrup 2 .
Dalam hal benang bergulir mati (beras. B di atas) terpasang bergulir rol yang dapat disesuaikan berulir. Logam benda kerja tidak dipotong, tetapi diekstrusi. Karena itu, permukaan utas lebih bersih, dan utas itu sendiri lebih baik dan akurat.
 Geser mati prismatik
(beras. V di atas) terdiri dari dua pelat setengah geser dan retraksi.
Geser mati prismatik
(beras. V di atas) terdiri dari dua pelat setengah geser dan retraksi.
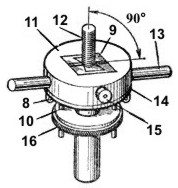
Yang menarik adalah kenop untuk memasang dan mengencangkan cetakan (gbr. di sebelah kanan) dengan cincin pemandu tambahan 16
yang membantu mempertahankan arah pada benda kerja silinder 12
(batang, penekan cetakan dan sekrup, penarik mati). Perangkat tambahan dapat digunakan di kerah konvensional.
Di bagian dalam kandang 1
kenop memiliki jendela persegi mesin dengan cetakan prismatik yang dimasukkan. Sekrup dipasang di sisi sangkar 15
, menekan cetakan 9
selama operasi, dan dari sisi klip ke dalam tubuh 11
mengacaukan dua pegangan 13
untuk pegangan tangan. Mesin cuci dipasang di bagian bawah kandang 14
diperbaiki dengan sekrup 8
, dan dua pin pemandu 10
sepanjang mana cincin itu bergerak 16
.
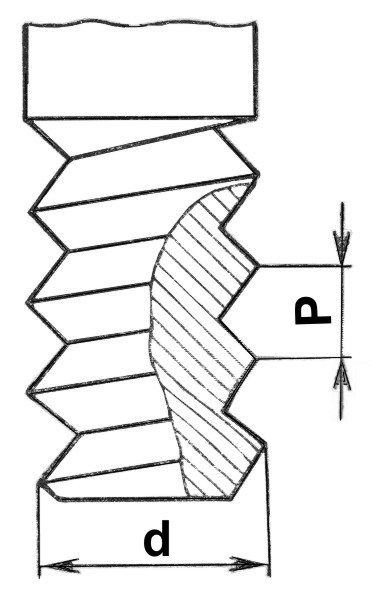
Untuk memotong utas dengan dadu pada batang, Anda harus mencari tahu terlebih dahulu diameter luar benang D dan dia melangkah R(lihat gbr. di sebelah kiri). Data ini ditunjukkan di piring. Kemudian, menurut tabel (lihat tabel di bawah), tentukan diameter batang untuk utas ini dan pilih benda kerja.
| Diameter benang | Melangkah(R ) | Diameter batang | |
| Paling sedikit | terbesar | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Pada saat yang sama, harus diperhitungkan bahwa ketika seutas benang dipotong, logam, terutama tembaga, baja ringan, "melar". Akibatnya, diameter batang sedikit meningkat dan tekanan pada permukaan ulir cetakan meningkat. Itu memanas, keripik menempel pada ujung tombak, dan utasnya menjadi "robek". Semua ini mengurangi kualitasnya. Itu sebabnya diameter batang harus kurang dari diameter luar ulir sebesar 0,1 ... 0,3 mm, tergantung pada ukuran utas. Jika diameter batang kurang dari 0,4 ... 0,5 mm dari diameter luar ulir, maka profil ulir tidak lengkap.
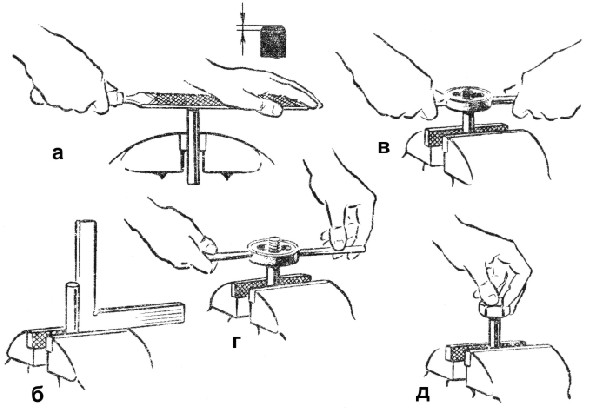 Benda kerja yang dipilih harus diluruskan, diberi tanda, dipotong sesuai dengan markup dan, memperbaikinya di wakil, talang dengan file (gbr. di sebelah kanan A) sehingga bagian intake die lebih mudah menangkap logam. Kualitas cetakan harus diperiksa dengan inspeksi eksternal dan dengan memasangnya pada baut atau tiang dengan ulir utuh. Penting juga untuk memeriksa dengan hati-hati kualitas pengencangan cetakan di dudukan cetakan untuk mengecualikan kemungkinan distorsi dan selip di soket.
Benda kerja yang dipilih harus diluruskan, diberi tanda, dipotong sesuai dengan markup dan, memperbaikinya di wakil, talang dengan file (gbr. di sebelah kanan A) sehingga bagian intake die lebih mudah menangkap logam. Kualitas cetakan harus diperiksa dengan inspeksi eksternal dan dengan memasangnya pada baut atau tiang dengan ulir utuh. Penting juga untuk memeriksa dengan hati-hati kualitas pengencangan cetakan di dudukan cetakan untuk mengecualikan kemungkinan distorsi dan selip di soket.
Sebelum memasang benang, panjangnya ditandai pada batang, batang dipasang sedemikian rupa sehingga ujung yang menonjol di atas bidang atas rahang berukuran 20 ... 25 mm lebih besar dari bagian yang dipotong. Batang ditempatkan di sepanjang bujur sangkar dengan sudut 90 ° ke bidang atas rahang (Gbr. B). Dadu, dipasang pada dudukan cetakan, ditempatkan di ujung atas batang dan, dengan sedikit tekanan, tanpa membiarkan cetakan miring, putar (Gbr. V). Setelah memotong 1-2 utas, sekali lagi periksa kebetulan sumbu rotasi cetakan dan batang.
Setelah itu lumasi bagian batang yang berulir dengan minyak, memotong dadu dan memutar dadu, menekan kedua pegangan dudukan dadu secara merata (Gbr. G). Rotasi harus bolak-balik: satu atau dua putaran ke kanan dan setengah putaran ke kiri. Dalam hal ini, chip pecah, keluar melalui lubang longitudinal. Hal ini membuat threading lebih mudah dan meningkatkan kualitas benang. 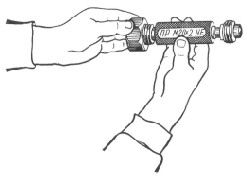
Kualitas benang potong dalam kondisi produksi diperiksa mikrometer benang, pengukur benang-cincin dan colokan sekrup(lihat gbr. di sebelah kiri). Dalam kondisi sekolah, diperbolehkan memeriksa utas dengan mur.
Setelah menyelesaikan pekerjaan, cetakan dikeluarkan dari dudukan cetakan, dibersihkan secara menyeluruh dengan sikat dari serpihan, diseka dengan lap dan dilumasi dengan minyak.
Threading dengan dadu juga bisa dilakukan pada mesin bubut.
Saat memotong benang, cetakan harus dipasang dengan aman di dudukan cetakan.
Saat bekerja, berhati-hatilah agar tangan Anda tidak berada di antara pegangan dudukan cetakan dan penyangga.
Gunakan kuas atau oiler untuk melumasi.
Jangan meniup chip dari dadu, tetapi gunakan sikat penyapu.
Jangan biarkan oli bersentuhan dengan pakaian atau tangan.
Di pabrik, sekrup yang diperkeras digunakan, yang digerakkan melalui lubang berlubang di dua atau lebih bagian lembaran logam yang akan disambung. Sekrup, potong benang di lubang, sambungkan bagian-bagian ini. Metode koneksi berulir ini ekonomis dan mempercepat proses perakitan. Banyak perusahaan sekarang menggunakan hardened ekstrusi sendiri sekrup untuk bagian baja dan besi tuang yang kekerasannya kurang dari sekrup.
Benang pada baut dan kancing berdiameter kecil dibuat mesin bubut otomatis bersamaan dengan pembuatan baut itu sendiri. Sekrup dan baut juga keluar di mesin press.
Tersebar luas dalam produksi massal gulungan benang eksternal. Setelah melewati antara rol, sebuah benang terbentuk pada batang. Beberapa threader menggunakan sisipan karbida sebagai pengganti rol.
Istilah dan konsep utama yang diperlukan untuk menguasai materi dijelaskan di bawah ini.
Elemen utama utas:
Diameter benang luar- ini adalah diameter silinder imajiner, yang permukaannya bertepatan dengan bagian atas ulir luar dan palung ulir dalam.
Diameter bagian dalam benang- diameter silinder, yang permukaannya bertepatan dengan bagian atas ulir dalam dan palung ulir luar.
Diameter benang rata-rata- diameter silinder koaksial imajiner dengan ulir, generatrix yang memotong profil ulir pada titik di mana lebar alur sama dengan setengah jarak ulir.
Sudut profil- sudut antara sisi profil, diukur dalam bagian aksial.
Profil atas- bagian dari profil yang menghubungkan sisi tonjolan.
rongga profil- bagian dari profil yang menghubungkan sisi-sisi alur.
Pitch ulir - jarak antara sisi profil yang berdekatan dengan nama yang sama dalam arah yang sejajar dengan sumbu ulir.
Sudut benang- sudut yang dibentuk oleh garis singgung heliks ke titik yang terletak pada diameter rata-rata utas, dan bidang tegak lurus terhadap sumbu utas.
Sudut profil- sudut antara sisi kumparan, diukur dalam bidang yang melewati sumbu benang.
Sistem benang.
Utas berikut digunakan dalam industri:
Benang metrik- memiliki profil segitiga dan berfungsi terutama untuk menghubungkan bagian satu sama lain.
Utas metrik dibagi menjadi dua kelompok: benang kasar metrik Dan benang metrik nada halus untuk diameter 0,25-600 mm.
Benang lancip pipa- memiliki tujuan yang sama dengan silinder. Kekencangan sambungan yang diperlukan dicapai dengan deformasi benang pipa berbentuk kerucut.
Benang inci berbentuk kerucut dengan sudut profil 60 derajat. Benang inci kerucut digunakan untuk mendapatkan sambungan yang rapat.
Benang inci- digunakan untuk memperbaiki bagian-bagian mesin dengan baut, sekrup dan kancing.
Benang trapesium- digunakan terutama untuk sekrup utama peralatan mesin dan transmisi daya lainnya.
Benang trapesium dibagi menjadi besar, normal dan kecil.
Benang dorong- besar, normal dan kecil - digunakan terutama untuk menjalankan dan baling-baling kargo (dengan beban besar) dengan beban kerja sepihak. Dalam kasus yang jarang terjadi, mereka digunakan sebagai pengencang.
Benang persegi panjang- digunakan untuk kargo dan lead screw. Utas sulit dibuat dan memiliki kelemahan yang membatasi penggunaannya.
Silinder pipa benang- ulir pipa silinder digunakan pada sambungan bagian berdinding tipis berongga, bila sambungan harus sangat rapat.
Utas modular- digunakan untuk cacing.
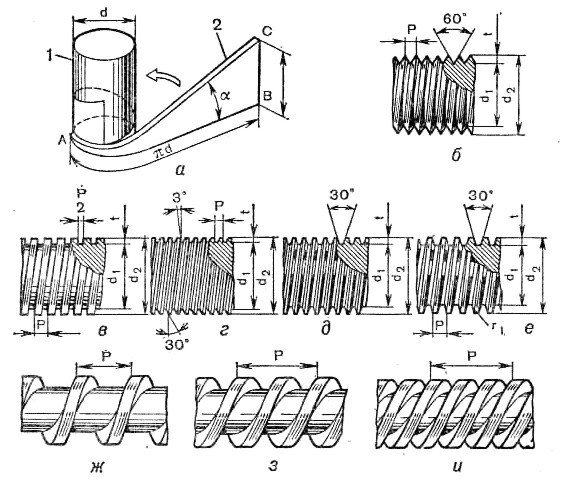
Skema garis heliks: A- pengembangan heliks; B- benang segitiga silinder; V- benang persegi silinder; G- benang persegi panjang silinder; D- silinder
benang trapesium; e- benang bulat silinder; Dan- utas tunggal; H- utas dua mulai; dan - utas tiga awal.

Untuk mengetahui jarak ulir, alat pengukur khusus digunakan (lihat gambar di sebelah kanan).



