Bahan polimer secara bertahap mengisi semua ceruk pasar barang dan jasa, dan juga merambah tidak hanya ke sektor domestik dan industri, karena bahan tersebut memberikan karakteristik teknis dan operasional yang unik pada berbagai produk. Artikel ini akan fokus pada pipa yang terbuat dari polietilen densitas rendah (HDPE), serta teknologi yang digunakan untuk mengelas produk tersebut.
Metode pemasangan pipa HDPE yang ada
Pipa HDPE sangat populer saat ini karena pemasangannya yang sangat mudah (dengan bantuan satu orang pekerja). Namun, Anda perlu memahami cara menyambungkan pipa-pipa tersebut satu sama lain agar diperoleh pipa yang andal.
Ada dua jenis koneksi:
- Dapat dilepas. Memungkinkan pembongkaran struktur selama operasi. Anda dapat membuat sambungan seperti itu menggunakan flensa baja.
- Satu potong. Desain segmen pipa HDPE bersifat monolitik. Hal ini dilakukan dengan mengelas pipa menggunakan metode butt atau melalui kopling.
Saat memasang pipa dengan diameter besar, perlu menggunakan alat kelengkapan tahan panas. Dalam hal ini, sambungan monolitik akan kuat dan sama sekali tidak ada risiko deformasi jika digunakan dengan benar.
Fitur pengelasan butt pipa HDPE
Pertama-tama, untuk melakukan pekerjaan tersebut Anda memerlukan mesin untuk pengelasan butt pipa HDPE. Bonus bagusnya adalah Anda tidak perlu membeli lampiran tambahan untuk itu. Teknologi tersebut hanya cocok untuk menyambung pipa HDPE dengan diameter yang sama.
Pengelasan pipa HDPE dengan kualitas terbaik hanya diperoleh jika bagian-bagiannya diikat menjadi satu jahitan. Dalam hal ini, kekuatan rekat akan optimal dan tidak akan ada banyak titik beban puncak pada pipa.
Hingga saat ini, pengelasan adalah metode pemasangan pipa yang paling serbaguna dan efektif, dan bahkan fakta bahwa polietilen digunakan sebagai bahan pembuatan pipa tidak mengurangi popularitas pengelasan. Untuk pipa yang dilas, fleksibilitas material sepanjang keseluruhannya tetap terjaga. Tidak ada bedanya bagaimana sistem akan dipasang, karena mesin las untuk pipa HDPE memungkinkan pekerjaan dilakukan dalam kondisi apa pun.

Prosedur pengelasannya adalah sebagai berikut:
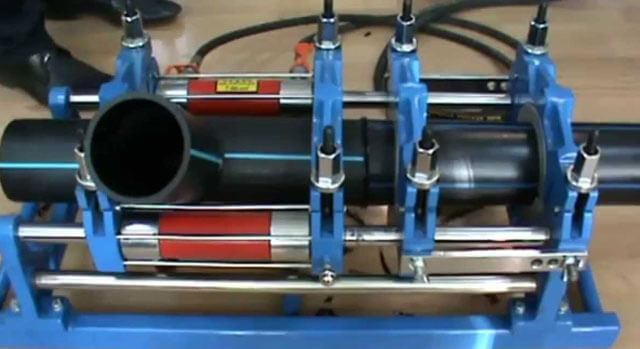
- Ujung-ujung pipa dipasang pada sentralizer (elemen yang dilengkapi dengan mesin las untuk mengelas pipa HDPE), kemudian disejajarkan satu sama lain dan dipasang dengan kuat (baca juga: " "). Dalam hal ini, ujung-ujung pipa harus dibersihkan secara menyeluruh dari berbagai kotoran, debu, dll.
- Selanjutnya, Anda perlu menggunakan alat pemangkas untuk mengerjakan bagian pipa yang akan dilas. Selama tahap ini, Anda perlu mencapai chip 0,5 mm, dan kemudian memeriksa sambungan bagian ujung pipa. Celah apa pun di antara pipa HDPE harus dihilangkan dengan mengulangi prosedur pemangkasan.
- Kemudian digunakan alat las pipa HDPE untuk memanaskan ujungnya. Pastikan untuk menggunakan elemen pemanas dengan lapisan anti lengket. Ketika ujung-ujungnya mulai meleleh, perlu untuk memisahkannya dan segera melepas pemanas.
- Segmen-segmen yang dipanaskan disatukan, dan gaya kompresinya meningkat secara merata sampai kedua pipa terpasang erat satu sama lain. Dianjurkan untuk menunggu lebih lama hingga sambungan menjadi dingin. Hanya dalam hal ini jahitannya akan dapat diandalkan.
Kualitas pengelasan ditentukan baik oleh tampilan jahitan yang dibuat maupun oleh dimensi linier pipa di persimpangan (tidak boleh ada penyimpangan).
Pengelasan pipa HDPE melalui kopling
Jika Anda melakukan pengelasan selongsong pipa HDPE dengan tangan Anda sendiri, maka Anda perlu memiliki unit pengelasan tipe "besi solder", serta satu set perlengkapan untuk itu. Diameter nozel dipilih sesuai dengan dimensi alat kelengkapan yang digunakan. Selain peralatan las, perlu membeli perlengkapan: kopling, sudut, tee, dll.
Sebenarnya pasangan untuk pengelasan adalah ujung fitting dan pipa. Cara ini merepotkan, karena jika sambungannya salah, pipa akan miring, sehingga jumlah fitting harus melebihi jumlah sambungan yang dimaksudkan.

Keuntungan pengelasan selongsong adalah dapat dilakukan dalam kondisi yang sangat tidak nyaman ketika perpindahan aksial pipa terbatas. Pipa HDPE dipanaskan melalui kontak dengan nosel logam pada besi solder.
Secara struktural, nosel terdiri dari dua elemen yang dipilin menjadi satu. Fitting dipanaskan oleh bagian pertama yang disebut “mandrel”, dan bagian kedua disebut “selongsong” dan pipa HDPE dimasukkan ke dalamnya.
Tahap persiapan untuk pengelasan melalui fitting
Anda harus mulai menyambung dua pipa setelah melakukan tindakan tertentu dengan pipa dan fitting:
- Pipa dipotong menggunakan gunting khusus sesuai ukuran yang dibutuhkan. Yang terbaik adalah menggunakan gunting dengan sudut pemotongan yang dapat disesuaikan, karena bagian tersebut harus ditempatkan pada sudut kanan ke dinding luar pipa.
- Area yang akan dilakukan pengelasan harus dibersihkan dari kotoran, debu dan gerinda. Yang terbaik adalah menutup bagian dalam pipa di sisi di mana pengelasan tidak dilakukan dengan menggunakan sumbat.
- Jika mesin las digunakan kembali, maka jangan lupa untuk membersihkannya dari sisa-sisa prosedur sebelumnya.
Setelah menyelesaikan langkah-langkah di atas, Anda dapat mulai memanaskan besi solder. Indikator khusus yang tersedia di setiap mesin las untuk pipa HDPE akan menunjukkan bahwa nilai suhu yang diinginkan telah tercapai. Pekerjaan dilakukan tepat waktu, yang sesuai dengan diameter luar pipa tertentu.
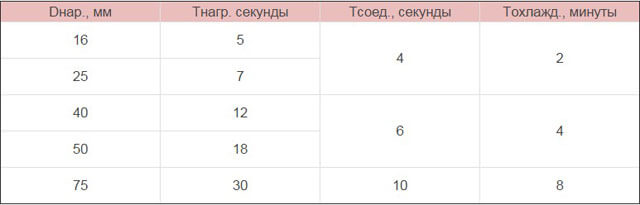
Berikut daftar jangka waktu setiap tahapan pemanasan dan penyambungan untuk standar diameter pipa HDPE (diameter luar (milimeter); waktu pemanasan elemen (detik); waktu penyambungan elemen yang dipanaskan (detik); waktu pendinginan sambungan (menit) ):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Mungkin langkah yang paling penting adalah mengamankan elemen perkawinan ke nosel, karena tekanan yang berlebihan dapat menyebabkan massa menonjol ketika ujung-ujungnya dilebur membentuk cincin besar di tepi pipa dan fitting.
Oleh karena itu, Anda perlu memasukkan pipa dan memasang fitting sepenuhnya, tetapi jangan menggunakan tenaga berlebihan pada tahap akhir proses. Hal ini dapat dihindari dengan memasang fitting dan memasukkan pipa dengan besi solder dimatikan.
Dalam hal ini, Anda dapat memberi tanda yang sesuai. Setelah pemanasan terjadi, Anda perlu melepas elemen-elemen dan menyambungkannya hingga gerinda menyatu. Sampai benar-benar dingin, struktur harus dalam keadaan diam dan tidak terkena tekanan mekanis.
Apa yang unik dan bagaimana pengelasan elektrofusi dilakukan?
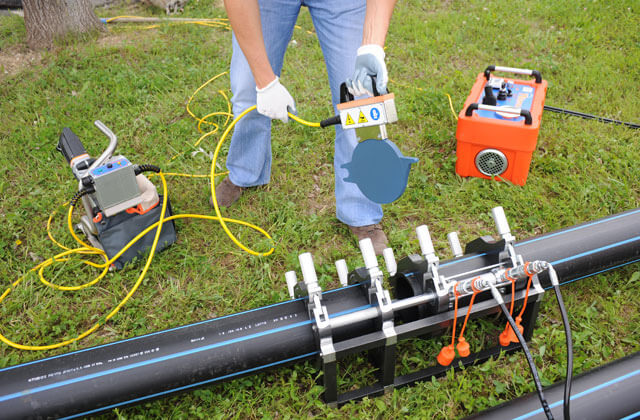
Pengelasan elektrofusi adalah modifikasi modern dari metode penyambungan pipa yang dijelaskan di atas. Untuk melaksanakan prosedur ini, kopling khusus digunakan, di mana elemen pemanas listrik ditempatkan pada awalnya. Mengingat sumber daya seperti energi listrik dikonsumsi, tidak perlu membicarakan efektivitas biaya proses dibandingkan dengan pengelasan butt standar.

Elemen paling sederhana untuk jenis pengelasan ini adalah kopling listrik, tetapi ada juga sadel tikungan dan tee jenis elektrofusi. Selanjutnya kita akan membahas cara melakukan pemasangan secara mandiri menggunakan kopling listrik dan mesin las elektrofusi.
Desain mesin las seperti itu memerlukan adanya spiral khusus, yang merupakan elemen pemanas. Lapisan tipis dari ujung fitting meleleh di bawah pengaruh suhu dan ini memungkinkannya untuk terhubung ke bagian plastik dari pipa. Spiral tetap berada di lapisan antar elemen, memberikan struktur kekuatan yang lebih besar (mirip dengan tulangan). Tentu saja, metode ini adalah yang paling mahal dan digunakan terutama untuk perakitan pipa gas.
Pekerjaan dilakukan selama proses pengelasan elektrofusi dalam urutan tertentu:
- Dengan menggunakan pemotong khusus, pipa dipotong menjadi potongan-potongan yang telah ditandai sebelumnya.
- Kemudian Anda perlu membersihkan bagian dalam sambungan listrik dan bagian pipa yang dilas satu sama lain. Kemudian area yang sama ini mengalami penurunan.
- Tempat-tempatnya ditandai pada pipa sehingga Anda dapat mengontrol kedalaman penyisipan kopling.
- Ujung pipa yang terbuka, yang tidak akan dilas pada tahap ini, ditutup menggunakan sumbat.
- Mesin las dihubungkan ke kopling melalui dua kabel, yang memungkinkan untuk ditempatkan agak jauh dari lokasi kerja.
- Tombol mulai ditekan. Selama pemanasan, adhesi, dan hingga pendinginan sempurna, bagian-bagian pipa harus tetap tidak bergerak satu sama lain.
- Mesin juga mati secara mandiri setelah waktu yang diperlukan berlalu, karena awalnya dikonfigurasi untuk menyolder pipa HDPE (baca juga: " ").
- Pipa dapat dioperasikan tidak lebih awal dari 1 jam setelah pengelasan.

Sambungan las pipa HDPE harus memenuhi persyaratan sebagai berikut:
- jahitan yang dilas harus ditempatkan pada tingkat yang sama atau di atas permukaan luar pipa;
- perpindahan ruas pipa tidak boleh lebih dari 10 persen dari tebal dinding pipa yang digunakan;
- jahitan yang menonjol di atas pipa, dengan ketebalan dinding hingga 5 milimeter, tidak boleh lebih dari 2,5 milimeter, dan dengan ketebalan 6 milimeter hingga 2 sentimeter - hingga 5 milimeter.
Intinya
Artikel ini menjelaskan secara rinci metode pengelasan pipa HDPE, dan pekerja hanya dapat memilih metode yang paling optimal untuk pipa tertentu. Jika pekerjaan dilakukan dengan jelas sesuai dengan instruksi yang diusulkan, pipa akan bertahan lama, efisien dan andal. Selain itu, seluruh proses pemasangan dapat dipercayakan kepada spesialis yang akan menyediakan peralatan mereka sendiri dan membantu perolehan bahan-bahan yang diperlukan.



