Penghubung jalur pipa adalah suatu cara penyambungan pipa, katup, pompa dan peralatan lainnya sehingga membentuk suatu sistem perpipaan. Metode koneksi ini memberikan akses mudah untuk pembersihan, inspeksi atau modifikasi. Flensa biasanya berulir atau dilas. Sambungan flensa terdiri dari dua flensa yang dipasang dengan baut dan paking di antara keduanya untuk memastikan kekencangan.
Flensa pipa terbuat dari berbagai bahan. Flensa dibuat dengan mesin permukaan, besi tuang, dan besi nodular, tetapi bahan yang paling umum digunakan adalah baja karbon tempa.
Flensa yang paling banyak digunakan dalam industri minyak dan kimia:
- dengan leher las
- melalui flensa
- dilas dengan ceruk untuk pengelasan
- tumpang tindih yang dilas (berputar bebas)
- flensa berulir
- sumbat flensa

Semua jenis flensa, kecuali flensa bebas, memiliki permukaan yang diperkuat.
Flensa khusus
Selain flensa yang disebutkan di atas, terdapat beberapa flensa khusus, seperti:
- flensa diafragma
- flensa kerah las panjang
- flensa ekspansi
- flensa adaptor
- ring plug (bagian dari sambungan flensa)
- sumbat cakram dan cincin perantara (bagian dari sambungan flensa)
Bahan yang paling umum digunakan untuk flensa adalah baja karbon, baja tahan karat, besi cor, aluminium, kuningan, perunggu, plastik, dll. Selain itu, flensa, seperti alat kelengkapan dan pipa untuk aplikasi khusus, kadang-kadang dilapisi secara internal dengan lapisan bahan dengan kualitas yang sama sekali berbeda dari flensa itu sendiri. Ini adalah flensa berjajar. Bahan flensa paling sering diatur saat memilih pipa. Biasanya, flensa terbuat dari bahan yang sama dengan pipa itu sendiri.
Contoh flensa las kerah 6" - 150#-S40
Setiap flensa ASME B16.5 memiliki sejumlah ukuran standar. Jika seorang perancang di Jepang, atau pembuat proyek di Kanada, atau pemasang pipa di Australia, berbicara tentang flensa las 6"-150#-S40 yang sesuai dengan ASME B16.5, mereka mengacu pada flensa yang ditunjukkan di bawah ini. 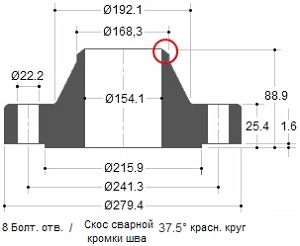
Dalam hal memesan flensa, pemasok ingin mengetahui kualitas bahannya. Misalnya, ASTM A105 adalah flensa baja karbon yang dicap sedangkan A182 adalah flensa baja paduan yang dicap. Oleh karena itu, berdasarkan peraturan, kedua standar harus ditentukan untuk pemasok: Weld Flange 6"-150#-S40-ASME B16.5/ASTM A105.
KELAS TEKANAN
Kelas tekanan atau rating untuk flensa akan dalam pound. Nama berbeda digunakan untuk menunjukkan kelas tekanan. Misalnya: 150 Lb atau 150Lbs atau 150# atau Kelas 150, artinya sama.
Flensa baja tempa memiliki 7 klasifikasi utama:
150 pon - 300 pon - 400 pon - 600 pon - 900 pon - 1500 pon - 2500 pon
Konsep klasifikasi flensa jelas dan jelas. Flensa Kelas 300 dapat menangani tekanan yang lebih tinggi daripada flensa Kelas 150 karena flensa Kelas 300 memiliki lebih banyak logam dan dapat menahan tekanan yang lebih tinggi. Namun, ada sejumlah faktor yang dapat mempengaruhi batas tekanan flensa.
CONTOH
Flensa dapat menahan tekanan berbeda pada suhu berbeda. Ketika suhu naik, kelas tekanan flensa menurun. Misalnya, flensa Kelas 150 memiliki nilai sekitar 270 PSIG pada suhu ambien, 180 PSIG pada 200°C, 150 PSIG pada 315°C, dan 75 PSIG pada 426°C.
Faktor tambahannya adalah flensa dapat dibuat dari berbagai bahan seperti baja paduan, besi tuang dan besi ulet, dll. Setiap material mempunyai kelas tekanan yang berbeda-beda.
PARAMETER "TEMPERATUR TEKANAN"
Kelas suhu-tekanan menentukan tekanan berlebih maksimum yang diijinkan dalam bar pada suhu dalam derajat Celsius. Untuk suhu menengah, interpolasi linier diperbolehkan. Interpolasi antar kelas notasi tidak diperbolehkan.
Klasifikasi suhu-tekanan
Kelas Suhu-Tekanan berlaku untuk sambungan flensa yang memenuhi batasan sambungan baut dan gasket yang dibuat sesuai dengan praktik yang baik untuk perakitan dan penyelarasan. Penggunaan kelas ini untuk sambungan flensa yang tidak memenuhi batasan ini adalah tanggung jawab pengguna.
Suhu yang ditunjukkan untuk kelas tekanan yang sesuai adalah suhu kulit bagian dalam. Pada dasarnya suhu ini sama dengan suhu cairan yang dikandungnya. Sesuai dengan persyaratan kode dan peraturan saat ini, ketika menggunakan kelas tekanan yang sesuai dengan suhu yang berbeda dari cairan yang mengalir, semua tanggung jawab ada pada pelanggan. Untuk suhu apa pun di bawah -29°C, ratingnya tidak boleh lebih tinggi daripada saat digunakan pada -29°C.
Sebagai contoh, di bawah ini Anda akan menemukan dua tabel dengan kelompok material sesuai dengan ASTM dan dua tabel lainnya dengan kelas suhu-tekanan untuk material tersebut sesuai dengan ASME B16.5.
| Materi kelompok ASTM 2-1.1 |
|||
| Penunjukan nominal |
menginjak |
Pengecoran |
piring |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Kl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
PERKATAAN:
|
|||
| Kelas Suhu-Tekanan untuk Material ASTM Group 2-1.1 Tekanan operasi berdasarkan kelas |
|||||||
| Suhu °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| dari 29 hingga 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Kelas Suhu-Tekanan untuk Material ASTM Group 2-2.3 Tekanan operasi berdasarkan kelas |
|||||||
| Suhu °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| dari 29 hingga 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
PERMUKAAN FLANGE
Bentuk dan desain permukaan flensa akan menentukan di mana cincin penyegel atau paking akan ditempatkan.
Jenis yang paling banyak digunakan:
- permukaan terangkat (RF)
- permukaan datar (FF)
- alur o-ring (RTJ)
- dengan benang pria dan wanita (M&F)
- lidah dan alur (T&G)
Wajah terangkat, jenis flensa yang paling banyak digunakan, mudah dikenali. Disebut tipe ini karena permukaan gasketnya menonjol di atas permukaan sambungan baut. 
Diameter dan tinggi ditentukan sesuai dengan ASME B16.5 menggunakan kelas tekanan dan diameter. Di kelas tekanan hingga 300 Lbs, tingginya sekitar 1,6 mm, dan di kelas tekanan dari 400 hingga 2500 Lbs, tingginya sekitar 6,4 mm. Kelas tekanan flensa menentukan ketinggian permukaan yang terangkat. Tujuan dari flensa (RF) adalah untuk memusatkan lebih banyak tekanan pada area paking yang lebih kecil, sehingga meningkatkan batas tekanan sambungan.
Untuk parameter ketinggian semua flensa yang dijelaskan dalam artikel ini, digunakan dimensi H dan B, kecuali flensa sambungan pangkuan, hal ini harus dipahami dan diingat sebagai berikut:
Pada kelas tekanan 150 dan 300 Lbs, tinggi tonjolan kira-kira 1,6 mm (1/16 inci). Hampir semua pemasok flensa di kedua kelas ini mencantumkan dimensi H dan B di brosur atau katalog mereka, termasuk mukanya (lihat Gambar 1 di bawah) 
Pada kelas tekanan 400, 600, 900, 1500, dan 2500 Lbs, tinggi tonjolan adalah 1/4 inci (6,4 mm). Di kelas ini, banyak pemasok mencantumkan dimensi H dan B, tidak termasuk tinggi tonjolan (lihat Gambar 2 di atas)
Pada artikel ini Anda akan menemukan dua ukuran. Dimensi baris atas tidak termasuk tinggi tonjolan, dan dimensi pada baris bawah termasuk tinggi tonjolan.
PERMUKAAN DATAR (FF - Wajah Datar)
Untuk flensa muka datar (muka penuh), paking berada pada bidang yang sama dengan sambungan baut. Paling sering, flensa muka datar digunakan di mana flensa atau fitting kawin dipasang. 
Flensa muka datar tidak pernah terhubung ke flensa yang ditinggikan. Menurut ASME B31.1, saat menyambungkan flensa datar besi cor ke flensa baja karbon, tonjolan pada flensa baja harus dihilangkan dan seluruh permukaan harus ditutup dengan paking. Hal ini dilakukan agar flensa besi cor yang tipis dan rapuh tidak retak akibat penonjolan flensa baja.
FLANGE DENGAN ROOT UNTUK O-RING SEAL (RTJ - Ring Type Joint)
Flensa RTJ memiliki alur yang dipotong pada permukaannya, di mana o-ring baja dimasukkan. Flensa disegel karena fakta bahwa ketika baut dikencangkan, paking di antara flensa ditekan ke dalam alur, berubah bentuk, menciptakan kontak logam-ke-logam yang erat. 
Flensa RTJ mungkin memiliki bibir dengan alur melingkar yang dibuat di dalamnya. Tonjolan ini tidak berfungsi sebagai segel apa pun. Untuk flensa RTJ yang disegel dengan cincin-O, permukaan flensa yang dikawinkan dan dikencangkan dapat saling bersentuhan. Dalam hal ini, paking yang dikompresi tidak lagi membawa beban tambahan, pengencangan baut, getaran dan perpindahan tidak lagi menghancurkan paking dan mengurangi gaya pengencangan.
O-ring logam cocok digunakan pada suhu dan tekanan tinggi. Mereka dibuat dengan pilihan bahan dan profil yang tepat dan selalu digunakan pada flensa yang sesuai, memberikan segel yang baik dan andal.
Cincin-O dirancang sedemikian rupa sehingga penyegelan dicapai melalui "garis kontak terdepan" atau terjepit di antara flensa kawin dan paking. Dengan memberikan tekanan pada segel melalui perbautan, logam paking yang lebih lunak menembus struktur halus bahan flensa yang lebih kaku, dan menciptakan segel yang sangat rapat dan efektif. 
Cincin yang paling sering digunakan:
Ketik R-Oval menurut ASME B16.20
Cocok untuk kelas tekanan flensa ASME B16.5 150 hingga 2500.
Tipe R-Segi Delapan menurut ASME 16.20
Desain yang ditingkatkan dibandingkan R-Oval asli. Namun, mereka hanya dapat digunakan untuk flensa datar dengan alur. Cocok untuk kelas tekanan flensa ASME B16.5 15 hingga 2500.
FLANGES DENGAN SEALING DAN JENIS PERMUKAAN LUG-VESSEL (LMF - Wajah Pria Besar; LFF - Wajah Wanita Besar)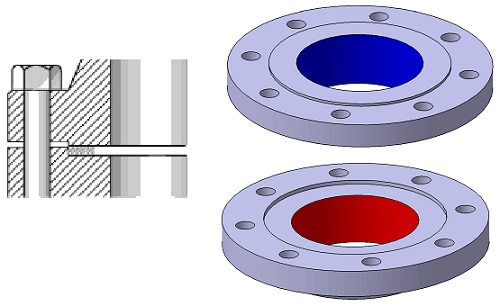
Flensa jenis ini harus cocok. Satu muka flensa mempunyai luas yang melampaui batas muka flensa normal ( ayah). Flensa lain atau flensa counter mempunyai ceruk yang sesuai ( Ibu) dibuat di permukaannya.
Peletakan setengah longgar
- Kedalaman undercut (takik) biasanya sama dengan atau kurang dari tinggi tonjolan untuk mencegah kontak logam-ke-logam saat paking dikompresi
- Kedalaman takik biasanya tidak lebih dari 1/16" lebih besar dari tinggi bibir
FLANGE DENGAN PERMUKAAN SEALING
(Tonjolan - Wajah Lidah - TF; Depresi - Alur Wajah - GF)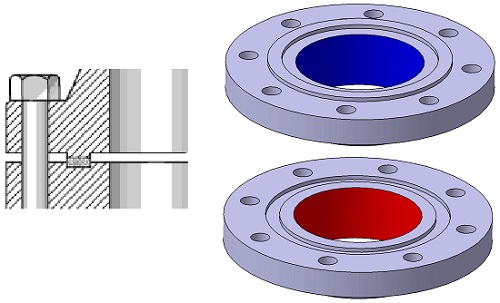
Flensa jenis ini juga harus cocok. Satu flensa memiliki cincin dengan tonjolan (duri) yang dibuat pada permukaan flensa ini, sedangkan alur dibuat pada permukaan flensa tersebut. Permukaan seperti ini biasa ditemukan pada penutup pompa dan penutup katup.
Memperbaiki paking
- Dimensi paking sama atau kurang dari tinggi alur
- Gasket lebih lebar dari alur tidak lebih dari 1/16"
- Dimensi paking akan sesuai dengan dimensi alur
- Saat membongkar, sambungan harus dilepas secara terpisah
PERMUKAAN DAN ALUR DATAR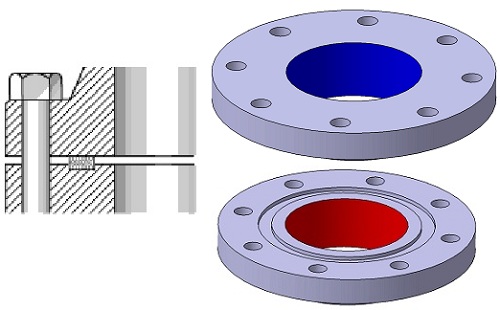
Memperbaiki paking
- Satu permukaan rata, permukaan lainnya berlekuk
- Untuk aplikasi yang memerlukan kontrol kompresi gasket yang tepat
- Hanya gasket berpegas yang direkomendasikan - spiral, cincin berongga, gasket berpenggerak tekanan, dan gasket selubung logam
FINISHING PERMUKAAN FLANGE
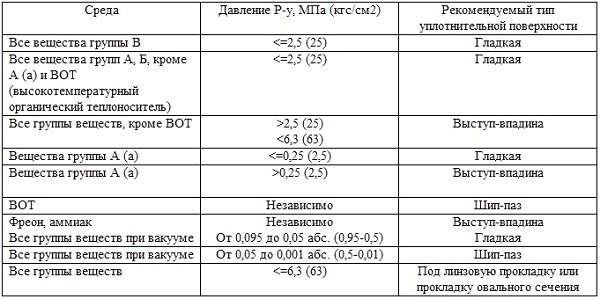
ASME B16.5 mensyaratkan permukaan flensa (muka terangkat dan muka datar) memiliki kekasaran tertentu sehingga permukaan ini, bila disejajarkan dengan paking, akan menghasilkan segel yang baik. 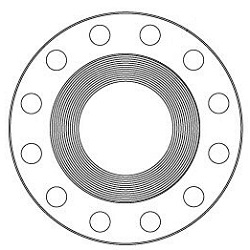
Galur akhir, baik konsentris atau spiral, memerlukan 30 hingga 55 alur per inci, sehingga menghasilkan kekasaran antara 125 dan 500 mikro inci. Hal ini akan memungkinkan produsen flensa untuk memproses paking flensa logam kelas apa pun.
Untuk pipa yang mengangkut zat golongan A dan B fasilitas teknologi kategori ledakan I, tidak diperbolehkan menggunakan sambungan flensa dengan permukaan penyegelan yang halus, kecuali dalam kasus penggunaan gasket luka spiral.
PERMUKAAN YANG PALING DIGUNAKAN
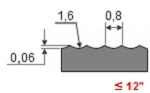
Hidup seadanya
| Yang paling umum digunakan dalam pemesinan flensa apa pun karena cocok untuk hampir semua kondisi pengoperasian umum. Saat dikompresi, permukaan lembut paking akan menempel pada permukaan mesin untuk membantu menciptakan segel, dan terdapat tingkat gesekan yang tinggi antara bagian-bagian yang disambung. Penyelesaian untuk flensa ini dilakukan dengan pemotong berjari-jari 1,6 mm dengan kecepatan pengumpanan 0,88 mm per putaran untuk 12". Untuk ukuran 14" dan lebih besar, pemesinan dilakukan dengan pemotong berjari-jari 3,2 mm pada pengumpan 1,2 mm, dan sebaliknya. |
 |
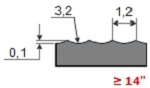 |
Takik spiral
 Ini bisa berupa alur spiral kontinu atau fonografik, namun berbeda dengan alur seadanya karena alur diperoleh dengan menggunakan pemotong 90 derajat yang menghasilkan profil V dengan sudut bergalur 45°.
Ini bisa berupa alur spiral kontinu atau fonografik, namun berbeda dengan alur seadanya karena alur diperoleh dengan menggunakan pemotong 90 derajat yang menghasilkan profil V dengan sudut bergalur 45°. Takik konsentris.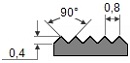 Seperti namanya, pemesinan terdiri dari alur konsentris. Pemotong 90° digunakan dan cincin didistribusikan secara merata ke seluruh permukaan.
Seperti namanya, pemesinan terdiri dari alur konsentris. Pemotong 90° digunakan dan cincin didistribusikan secara merata ke seluruh permukaan.
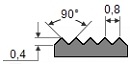
Permukaan halus.![]() Pemrosesan seperti itu secara visual tidak meninggalkan jejak alat. Permukaan seperti itu biasanya digunakan untuk gasket berwajah logam seperti logam berselubung ganda, baja datar, atau logam bergelombang. Permukaan yang halus membantu menciptakan segel dan bergantung pada kerataan permukaan yang berlawanan. Hal ini biasanya dicapai dengan permukaan kontak paking yang dibentuk oleh alur heliks kontinu (kadang-kadang disebut fonografik) yang dibuat dengan pemotong berjari-jari 0,8 mm, pada laju pengumpanan 0,3 mm per putaran, kedalaman 0,05 mm. Hal ini akan menghasilkan kekasaran antara Ra 3,2 dan 6,3 mikrometer (125-250 mikro inci)
Pemrosesan seperti itu secara visual tidak meninggalkan jejak alat. Permukaan seperti itu biasanya digunakan untuk gasket berwajah logam seperti logam berselubung ganda, baja datar, atau logam bergelombang. Permukaan yang halus membantu menciptakan segel dan bergantung pada kerataan permukaan yang berlawanan. Hal ini biasanya dicapai dengan permukaan kontak paking yang dibentuk oleh alur heliks kontinu (kadang-kadang disebut fonografik) yang dibuat dengan pemotong berjari-jari 0,8 mm, pada laju pengumpanan 0,3 mm per putaran, kedalaman 0,05 mm. Hal ini akan menghasilkan kekasaran antara Ra 3,2 dan 6,3 mikrometer (125-250 mikro inci)
GASKET
Untuk membuat sambungan flensa yang rapat diperlukan gasket. 
Gasket adalah lembaran atau cincin terkompresi yang digunakan untuk membuat sambungan kedap air antara dua permukaan. Gasket diproduksi untuk tahan terhadap suhu dan tekanan ekstrem dan tersedia dalam bahan logam, semi-logam, dan non-logam.
Misalnya, prinsip penyegelan mungkin untuk menekan paking di antara dua flensa. Gasket mengisi ruang mikroskopis dan ketidakteraturan permukaan flensa dan kemudian membentuk segel yang mencegah kebocoran cairan dan gas. Pemasangan gasket yang benar dan hati-hati diperlukan untuk mencegah kebocoran pada sambungan flensa.
Artikel ini akan menjelaskan gasket yang sesuai dengan ASME B16.20 (Gasket Flange Pipa Metalik dan Semi-Logam) dan ASME B16.21 (Gasket Flange Pipa Datar Non-Logam)
BAUT
Baut diperlukan untuk menghubungkan dua flensa satu sama lain. Jumlahnya akan ditentukan oleh jumlah lubang pada flensa, dan diameter serta panjang baut akan bergantung pada jenis flensa dan kelas tekanannya. Baut yang paling umum digunakan dalam industri minyak dan kimia untuk flensa ASME B16.5 adalah stud. Stud terdiri dari batang berulir dan dua mur. Jenis baut lain yang tersedia adalah baut segi enam biasa dengan satu mur.
Dimensi, toleransi dimensi, dll. telah didefinisikan dalam ASME B16.5 dan ASME B18.2.2, material dalam berbagai standar ASTM.
TORSI
Untuk mendapatkan sambungan flensa yang rapat, paking harus dipasang dengan benar, baut harus memiliki torsi pengencangan yang benar, dan tegangan pengencangan total harus didistribusikan secara merata ke seluruh flensa. 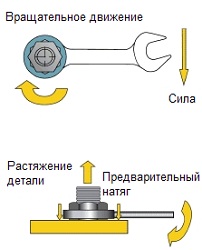
Peregangan yang diperlukan dilakukan karena torsi pengencangan (menerapkan beban awal pada pengikat dengan memutar murnya).
Torsi pengencangan baut yang benar memungkinkan penggunaan sifat elastisnya dengan sebaik-baiknya. Untuk melakukan tugasnya dengan baik, baut harus berperilaku seperti pegas. Selama pengoperasian, proses pengencangan menempatkan beban awal aksial pada baut. Tentu saja, gaya tarik ini sama dengan gaya tekan berlawanan yang diterapkan pada komponen rakitan. Ini bisa disebut sebagai gaya pengencangan atau gaya tarik.
TORSI KUNCI PAS
Kunci momen adalah nama umum untuk perkakas tangan yang digunakan untuk menerapkan torsi yang tepat pada sambungan, baik itu baut atau mur. Hal ini memungkinkan operator untuk mengukur gaya putaran (torsi) yang diterapkan pada baut, yang harus sesuai dengan spesifikasi. 
Memilih teknik pengencangan baut flensa yang tepat membutuhkan pengalaman. Penerapan teknik apa pun yang benar juga memerlukan kualifikasi alat yang akan digunakan dan spesialis yang akan melakukan pekerjaan tersebut. Di bawah ini adalah metode pengencangan baut yang paling umum digunakan:
- mengencangkan dengan tangan
- kunci pas pneumatik
- kunci torsi hidrolik
- kunci torsi manual dengan rocker atau roda gigi
- penegang baut hidrolik
Hilangnya torsi melekat pada sambungan baut apa pun. Efek gabungan dari kendornya baut (sekitar 10% selama 24 jam pertama setelah pemasangan), creep gasket, getaran dalam sistem, ekspansi termal, dan interaksi elastis selama pengencangan baut berkontribusi terhadap hilangnya torsi. Ketika kehilangan torsi mencapai titik kritis, tekanan internal melebihi gaya kompresi yang menahan gasket pada tempatnya, sehingga kebocoran atau ledakan dapat terjadi.
Kunci untuk mengurangi efek ini adalah penempatan gasket yang tepat. Saat memasang paking, flensa harus disatukan dan mulus serta sejajar, dengan torsi pengencangan paling kecil, kencangkan 4 baut, mengikuti urutan pengencangan yang benar. Hal ini akan mengurangi biaya operasional dan meningkatkan keselamatan.
Ketebalan paking yang tepat juga penting. Semakin tebal pakingnya, semakin tinggi rangkaknya, yang pada gilirannya dapat menyebabkan hilangnya torsi pengencangan. Standar ASME untuk flensa bergerigi umumnya merekomendasikan paking 1,6 mm. Bahan yang lebih tipis dapat beroperasi pada beban paking yang lebih tinggi dan oleh karena itu tekanan internal yang lebih tinggi.
LUBRIKASI MENGURANGI GESEKAN
Pelumasan mengurangi gesekan selama pengencangan, mengurangi pelepasan baut selama pemasangan, dan meningkatkan masa pakai. Perubahan koefisien gesekan mempengaruhi jumlah preload yang dicapai pada torsi pengencangan tertentu. Koefisien gesekan yang lebih besar menghasilkan lebih sedikit konversi torsi menjadi preload. Nilai koefisien gesekan yang diberikan oleh produsen pelumas harus diketahui agar dapat mengatur nilai torsi yang dibutuhkan secara akurat.
Senyawa gemuk atau anti kejang harus diaplikasikan pada permukaan mur bantalan dan ulir jantan.
URUTAN PENGencangan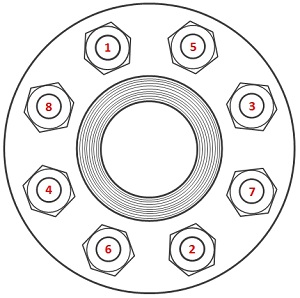 Putaran pertama, kencangkan perlahan baut pertama, lalu baut berikutnya yang berlawanan, lalu putar seperempat lingkaran (atau 90 derajat) untuk mengencangkan baut ketiga dan, di seberangnya, baut keempat. Lanjutkan urutan ini sampai semua baut dikencangkan. Saat mengencangkan flensa empat baut, gunakan pola berselang-seling.
Putaran pertama, kencangkan perlahan baut pertama, lalu baut berikutnya yang berlawanan, lalu putar seperempat lingkaran (atau 90 derajat) untuk mengencangkan baut ketiga dan, di seberangnya, baut keempat. Lanjutkan urutan ini sampai semua baut dikencangkan. Saat mengencangkan flensa empat baut, gunakan pola berselang-seling.
PERSIAPAN MEMPERBAIKI FLANGE
Untuk mencapai kekencangan sambungan flensa, semua komponen harus akurat.
Sebelum memulai proses koneksi, langkah-langkah berikut harus dilakukan untuk menghindari masalah di kemudian hari:
- Bersihkan permukaan flensa dan periksa apakah ada goresan, permukaan harus bersih dan bebas dari cacat (benjolan, lubang, penyok, dll.)
- Periksa semua baut dan mur dari kerusakan atau korosi pada ulir. Ganti atau perbaiki baut atau mur sesuai kebutuhan
- Hapus gerinda dari semua utas
- Lumasi ulir baut atau stud dan permukaan mur yang berdekatan dengan flensa atau ring. Dalam sebagian besar aplikasi, mesin cuci yang diperkeras direkomendasikan.
- Pasang paking baru dan pastikan posisinya berada di tengah. JANGAN GUNAKAN GASKET LAMA, atau gunakan beberapa gasket.
- Periksa kesejajaran flensa sesuai standar perpipaan proses ASME B31.3
- Sesuaikan posisi mur untuk memastikan 2-3 ulir berada di atas bagian atas ulir.



