ಫ್ಲೇಂಜ್ಪೈಪಿಂಗ್ ವ್ಯವಸ್ಥೆಯನ್ನು ರೂಪಿಸಲು ಪೈಪ್ಗಳು, ಕವಾಟಗಳು, ಪಂಪ್ಗಳು ಮತ್ತು ಇತರ ಉಪಕರಣಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಮಾರ್ಗವಾಗಿದೆ. ಈ ಸಂಪರ್ಕ ವಿಧಾನವು ಶುಚಿಗೊಳಿಸುವಿಕೆ, ತಪಾಸಣೆ ಅಥವಾ ಮಾರ್ಪಾಡುಗಾಗಿ ಸುಲಭ ಪ್ರವೇಶವನ್ನು ಒದಗಿಸುತ್ತದೆ. ಫ್ಲೇಂಜ್ಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಥ್ರೆಡ್ ಅಥವಾ ವೆಲ್ಡ್ ಮಾಡಲಾಗುತ್ತದೆ. ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕವು ಬಿಗಿತವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಬೋಲ್ಟ್ಗಳು ಮತ್ತು ಅವುಗಳ ನಡುವೆ ಗ್ಯಾಸ್ಕೆಟ್ನೊಂದಿಗೆ ಸ್ಥಿರವಾಗಿರುವ ಎರಡು ಫ್ಲೇಂಜ್ಗಳನ್ನು ಒಳಗೊಂಡಿದೆ.
ಪೈಪ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ವಿವಿಧ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಫ್ಲೇಂಜ್ಗಳು ಮೇಲ್ಮೈ ಯಂತ್ರ, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ ಮತ್ತು ನೋಡ್ಯುಲರ್ ಕಬ್ಬಿಣ, ಆದರೆ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವಸ್ತುವೆಂದರೆ ಖೋಟಾ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್.
ತೈಲ ಮತ್ತು ರಾಸಾಯನಿಕ ಉದ್ಯಮದಲ್ಲಿ ಹೆಚ್ಚು ಬಳಸಿದ ಫ್ಲೇಂಜ್ಗಳು:
- ವೆಲ್ಡಿಂಗ್ ಕುತ್ತಿಗೆಯೊಂದಿಗೆ
- ಫ್ಲೇಂಜ್ ಮೂಲಕ
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಬಿಡುವುಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ
- ಬೆಸುಗೆ ಹಾಕಿದ ಅತಿಕ್ರಮಣ (ಉಚಿತ-ತಿರುಗುವಿಕೆ)
- ಥ್ರೆಡ್ ಫ್ಲೇಂಜ್
- ಫ್ಲೇಂಜ್ ಪ್ಲಗ್

ಎಲ್ಲಾ ವಿಧದ ಫ್ಲೇಂಜ್ಗಳು, ಉಚಿತ ಹೊರತುಪಡಿಸಿ, ಬಲವರ್ಧಿತ ಮೇಲ್ಮೈಯನ್ನು ಹೊಂದಿವೆ.
ವಿಶೇಷ ಫ್ಲೇಂಜ್ಗಳು
ಮೇಲೆ ತಿಳಿಸಲಾದ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಹೊರತುಪಡಿಸಿ, ಹಲವಾರು ವಿಶೇಷ ಫ್ಲೇಂಜ್ಗಳಿವೆ, ಅವುಗಳೆಂದರೆ:
- ಡಯಾಫ್ರಾಮ್ ಫ್ಲೇಂಜ್
- ಉದ್ದವಾದ ಬೆಸುಗೆ ಹಾಕಿದ ಕಾಲರ್ ಫ್ಲೇಂಜ್ಗಳು
- ವಿಸ್ತರಣೆ ಫ್ಲೇಂಜ್
- ಅಡಾಪ್ಟರ್ ಫ್ಲೇಂಜ್
- ರಿಂಗ್ ಪ್ಲಗ್ (ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕದ ಭಾಗ)
- ಡಿಸ್ಕ್ ಪ್ಲಗ್ಗಳು ಮತ್ತು ಮಧ್ಯಂತರ ಉಂಗುರಗಳು (ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕದ ಭಾಗ)
ಕಾರ್ಬನ್ ಸ್ಟೀಲ್, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ, ಅಲ್ಯೂಮಿನಿಯಂ, ಹಿತ್ತಾಳೆ, ಕಂಚು, ಪ್ಲಾಸ್ಟಿಕ್ ಇತ್ಯಾದಿ ಫ್ಲೇಂಜ್ಗಳಿಗೆ ಬಳಸುವ ಸಾಮಾನ್ಯ ವಸ್ತುಗಳು. ಹೆಚ್ಚುವರಿಯಾಗಿ, ವಿಶೇಷ ಅನ್ವಯಗಳಿಗೆ ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಪೈಪ್ಗಳಂತಹ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಕೆಲವೊಮ್ಮೆ ಆಂತರಿಕವಾಗಿ ಫ್ಲೇಂಜ್ಗಳಿಗಿಂತ ಸಂಪೂರ್ಣವಾಗಿ ವಿಭಿನ್ನ ಗುಣಮಟ್ಟದ ವಸ್ತುಗಳ ಪದರದಿಂದ ಲೇಪಿಸಲಾಗುತ್ತದೆ. ಇವು ರೇಖೆಯ ಅಂಚುಗಳು. ಪೈಪ್ಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ ಫ್ಲೇಂಜ್ಗಳ ವಸ್ತುವನ್ನು ಹೆಚ್ಚಾಗಿ ಹೊಂದಿಸಲಾಗಿದೆ. ನಿಯಮದಂತೆ, ಫ್ಲೇಂಜ್ ಅನ್ನು ಪೈಪ್ಗಳಂತೆಯೇ ಅದೇ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
6" ಕಾಲರ್ ವೆಲ್ಡ್ ಫ್ಲೇಂಜ್ನ ಉದಾಹರಣೆ - 150#-S40
ಪ್ರತಿ ASME B16.5 ಫ್ಲೇಂಜ್ ಹಲವಾರು ಪ್ರಮಾಣಿತ ಗಾತ್ರಗಳನ್ನು ಹೊಂದಿದೆ. ಜಪಾನ್ನಲ್ಲಿರುವ ಡಿಸೈನರ್, ಅಥವಾ ಕೆನಡಾದಲ್ಲಿ ಪ್ರಾಜೆಕ್ಟ್ ಬಿಲ್ಡರ್ ಅಥವಾ ಆಸ್ಟ್ರೇಲಿಯಾದಲ್ಲಿ ಪೈಪ್ಲೈನ್ ಇನ್ಸ್ಟಾಲರ್, ASME B16.5 ಗೆ ಅನುಗುಣವಾಗಿ 6"-150#-S40 ವೆಲ್ಡಿಂಗ್ ಫ್ಲೇಂಜ್ ಕುರಿತು ಮಾತನಾಡಿದರೆ, ಅವರು ಕೆಳಗೆ ತೋರಿಸಿರುವ ಫ್ಲೇಂಜ್ ಅನ್ನು ಉಲ್ಲೇಖಿಸುತ್ತಾರೆ. 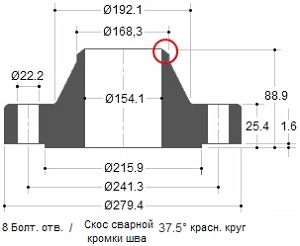
ಫ್ಲೇಂಜ್ ಅನ್ನು ಆದೇಶಿಸುವ ಸಂದರ್ಭದಲ್ಲಿ, ಸರಬರಾಜುದಾರರು ವಸ್ತುಗಳ ಗುಣಮಟ್ಟವನ್ನು ತಿಳಿಯಲು ಬಯಸುತ್ತಾರೆ. ಉದಾಹರಣೆಗೆ, ASTM A105 ಒಂದು ಸ್ಟ್ಯಾಂಪ್ಡ್ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಆಗಿದ್ದರೆ A182 ಸ್ಟ್ಯಾಂಪ್ಡ್ ಅಲಾಯ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಆಗಿದೆ. ಹೀಗಾಗಿ, ನಿಯಂತ್ರಣದ ಮೂಲಕ, ಪೂರೈಕೆದಾರರಿಗೆ ಎರಡೂ ಮಾನದಂಡಗಳನ್ನು ನಿರ್ದಿಷ್ಟಪಡಿಸಬೇಕು: ವೆಲ್ಡ್ ಫ್ಲೇಂಜ್ 6"-150#-S40-ASME B16.5/ASTM A105.
ಒತ್ತಡದ ವರ್ಗ
ಫ್ಲೇಂಜ್ಗಳ ಒತ್ತಡದ ವರ್ಗ ಅಥವಾ ರೇಟಿಂಗ್ ಪೌಂಡ್ಗಳಲ್ಲಿರುತ್ತದೆ. ಒತ್ತಡದ ವರ್ಗವನ್ನು ಸೂಚಿಸಲು ವಿವಿಧ ಹೆಸರುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಉದಾಹರಣೆಗೆ: 150 Lb ಅಥವಾ 150Lbs ಅಥವಾ 150# ಅಥವಾ ವರ್ಗ 150, ಒಂದೇ ಅರ್ಥ.
ಖೋಟಾ ಉಕ್ಕಿನ ಅಂಚುಗಳು 7 ಮುಖ್ಯ ವರ್ಗೀಕರಣಗಳನ್ನು ಹೊಂದಿವೆ:
150 ಪೌಂಡ್ - 300 ಪೌಂಡ್ - 400 ಪೌಂಡ್ - 600 ಪೌಂಡ್ - 900 ಪೌಂಡ್ - 1500 ಪೌಂಡ್ - 2500 ಪೌಂಡ್
ಫ್ಲೇಂಜ್ ವರ್ಗೀಕರಣದ ಪರಿಕಲ್ಪನೆಯು ಸ್ಪಷ್ಟ ಮತ್ತು ಸ್ಪಷ್ಟವಾಗಿದೆ. ಕ್ಲಾಸ್ 300 ಫ್ಲೇಂಜ್ ಕ್ಲಾಸ್ 150 ಫ್ಲೇಂಜ್ಗಿಂತ ಹೆಚ್ಚಿನ ಒತ್ತಡವನ್ನು ನಿಭಾಯಿಸಬಲ್ಲದು ಏಕೆಂದರೆ ಕ್ಲಾಸ್ 300 ಫ್ಲೇಂಜ್ ಹೆಚ್ಚು ಲೋಹವನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಒತ್ತಡವನ್ನು ತಡೆದುಕೊಳ್ಳುತ್ತದೆ. ಆದಾಗ್ಯೂ, ಫ್ಲೇಂಜ್ ಒತ್ತಡದ ಮಿತಿಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಹಲವಾರು ಅಂಶಗಳಿವೆ.
ಉದಾಹರಣೆ
ಫ್ಲೇಂಜ್ಗಳು ವಿಭಿನ್ನ ತಾಪಮಾನದಲ್ಲಿ ವಿಭಿನ್ನ ಒತ್ತಡವನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು. ಉಷ್ಣತೆಯು ಹೆಚ್ಚಾದಂತೆ, ಫ್ಲೇಂಜ್ನ ಒತ್ತಡದ ವರ್ಗವು ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಕ್ಲಾಸ್ 150 ಫ್ಲೇಂಜ್ ಅನ್ನು ಸುತ್ತುವರಿದಿರುವಲ್ಲಿ ಸರಿಸುಮಾರು 270 PSIG, 200 ° C ನಲ್ಲಿ 180 PSIG, 315 ° C ನಲ್ಲಿ 150 PSIG ಮತ್ತು 426 ° C ನಲ್ಲಿ 75 PSIG ನಲ್ಲಿ ರೇಟ್ ಮಾಡಲಾಗಿದೆ.
ಮಿಶ್ರಲೋಹದ ಉಕ್ಕು, ಎರಕಹೊಯ್ದ ಮತ್ತು ಡಕ್ಟೈಲ್ ಕಬ್ಬಿಣದಂತಹ ವಿವಿಧ ವಸ್ತುಗಳಿಂದ ಫ್ಲೇಂಜ್ಗಳನ್ನು ತಯಾರಿಸಬಹುದು ಎಂಬುದು ಹೆಚ್ಚುವರಿ ಅಂಶಗಳು. ಪ್ರತಿಯೊಂದು ವಸ್ತುವು ವಿಭಿನ್ನ ಒತ್ತಡದ ವರ್ಗಗಳನ್ನು ಹೊಂದಿದೆ.
ಪ್ಯಾರಾಮೀಟರ್ "ಒತ್ತಡ-ತಾಪಮಾನ"
ಒತ್ತಡ-ತಾಪಮಾನ ವರ್ಗವು ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ ತಾಪಮಾನದಲ್ಲಿ ಬಾರ್ನಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ, ಗರಿಷ್ಠ ಅನುಮತಿಸುವ ಅತಿಯಾದ ಒತ್ತಡವನ್ನು ವ್ಯಾಖ್ಯಾನಿಸುತ್ತದೆ. ಮಧ್ಯಂತರ ತಾಪಮಾನಕ್ಕಾಗಿ, ರೇಖೀಯ ಇಂಟರ್ಪೋಲೇಶನ್ ಅನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ. ಸಂಕೇತ ತರಗತಿಗಳ ನಡುವೆ ಇಂಟರ್ಪೋಲೇಷನ್ ಅನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ತಾಪಮಾನ-ಒತ್ತಡದ ವರ್ಗೀಕರಣಗಳು
ತಾಪಮಾನ-ಒತ್ತಡದ ವರ್ಗವು ಜೋಡಣೆ ಮತ್ತು ಜೋಡಣೆಗಾಗಿ ಉತ್ತಮ ಅಭ್ಯಾಸಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಮಾಡಲಾದ ಬೋಲ್ಟ್ ಸಂಪರ್ಕಗಳು ಮತ್ತು ಗ್ಯಾಸ್ಕೆಟ್ಗಳ ಮೇಲಿನ ಮಿತಿಗಳನ್ನು ಅನುಸರಿಸುವ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳಿಗೆ ಅನ್ವಯಿಸುತ್ತದೆ. ಈ ಮಿತಿಗಳನ್ನು ಪೂರೈಸದ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳಿಗಾಗಿ ಈ ವರ್ಗಗಳ ಬಳಕೆ ಬಳಕೆದಾರರ ಜವಾಬ್ದಾರಿಯಾಗಿದೆ.
ಅನುಗುಣವಾದ ಒತ್ತಡದ ವರ್ಗಕ್ಕೆ ತೋರಿಸಲಾದ ತಾಪಮಾನವು ಭಾಗದ ಒಳಗಿನ ಶೆಲ್ನ ತಾಪಮಾನವಾಗಿದೆ. ಮೂಲಭೂತವಾಗಿ, ಈ ತಾಪಮಾನವು ಒಳಗೊಂಡಿರುವ ದ್ರವದಂತೆಯೇ ಇರುತ್ತದೆ. ಪ್ರಸ್ತುತ ಸಂಕೇತಗಳು ಮತ್ತು ನಿಬಂಧನೆಗಳ ಅಗತ್ಯತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ, ಹರಿಯುವ ದ್ರವಕ್ಕಿಂತ ವಿಭಿನ್ನವಾದ ತಾಪಮಾನಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಒತ್ತಡದ ವರ್ಗವನ್ನು ಬಳಸುವಾಗ, ಎಲ್ಲಾ ಜವಾಬ್ದಾರಿಯು ಗ್ರಾಹಕರ ಮೇಲಿರುತ್ತದೆ. -29 ° C ಗಿಂತ ಕೆಳಗಿನ ಯಾವುದೇ ತಾಪಮಾನಕ್ಕೆ, ರೇಟಿಂಗ್ -29 ° C ಗಿಂತ ಹೆಚ್ಚಿರಬಾರದು.
ಉದಾಹರಣೆಯಾಗಿ, ಕೆಳಗೆ ನೀವು ASTM ಗೆ ಅನುಗುಣವಾಗಿ ವಸ್ತು ಗುಂಪುಗಳೊಂದಿಗೆ ಎರಡು ಕೋಷ್ಟಕಗಳನ್ನು ಮತ್ತು ASME B16.5 ಗೆ ಅನುಗುಣವಾಗಿ ಈ ವಸ್ತುಗಳಿಗೆ ತಾಪಮಾನ-ಒತ್ತಡದ ವರ್ಗದೊಂದಿಗೆ ಎರಡು ಇತರ ಕೋಷ್ಟಕಗಳನ್ನು ಕಾಣಬಹುದು.
| ಮೆಟೀರಿಯಲ್ಸ್ ASTM ಗುಂಪು 2-1.1 |
|||
| ನಾಮಮಾತ್ರದ ಪದನಾಮ |
ಸ್ಟಾಂಪಿಂಗ್ |
ಬಿತ್ತರಿಸುವುದು |
ಫಲಕಗಳನ್ನು |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ ನಿ |
A350 Gr.LF3 |
- | - |
ಟೀಕೆಗಳು:
|
|||
| ASTM ಗುಂಪು 2-1.1 ವಸ್ತುಗಳಿಗೆ ತಾಪಮಾನ-ಒತ್ತಡದ ವರ್ಗ ವರ್ಗದಿಂದ ಕಾರ್ಯಾಚರಣೆಯ ಒತ್ತಡ |
|||||||
| ತಾಪಮಾನ °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 ರಿಂದ 38 ರವರೆಗೆ |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM ಗುಂಪು 2-2.3 ವಸ್ತುಗಳಿಗೆ ತಾಪಮಾನ-ಒತ್ತಡದ ವರ್ಗ ವರ್ಗದಿಂದ ಕಾರ್ಯಾಚರಣೆಯ ಒತ್ತಡ |
|||||||
| ತಾಪಮಾನ °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 ರಿಂದ 38 ರವರೆಗೆ |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
ಫ್ಲೇಂಜ್ ಮೇಲ್ಮೈ
ಫ್ಲೇಂಜ್ ಮೇಲ್ಮೈಯ ಆಕಾರ ಮತ್ತು ವಿನ್ಯಾಸವು ಸೀಲಿಂಗ್ ರಿಂಗ್ ಅಥವಾ ಗ್ಯಾಸ್ಕೆಟ್ ಎಲ್ಲಿದೆ ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ.
ಹೆಚ್ಚು ಬಳಸಿದ ವಿಧಗಳು:
- ಎತ್ತರಿಸಿದ ಮೇಲ್ಮೈ (RF)
- ಸಮತಟ್ಟಾದ ಮೇಲ್ಮೈ (FF)
- ಓ-ರಿಂಗ್ ಗ್ರೂವ್ (RTJ)
- ಗಂಡು ಮತ್ತು ಹೆಣ್ಣು ಎಳೆಯೊಂದಿಗೆ (M&F)
- ನಾಲಿಗೆ ಮತ್ತು ತೋಡು (T&G)
ಎತ್ತರಿಸಿದ ಮುಖ, ಹೆಚ್ಚು ಅನ್ವಯಿಸುವ ಫ್ಲೇಂಜ್ ಪ್ರಕಾರ, ಗುರುತಿಸಲು ಸುಲಭ. ಗ್ಯಾಸ್ಕೆಟ್ನ ಮೇಲ್ಮೈ ಬೋಲ್ಟ್ ಜಂಟಿ ಮೇಲ್ಮೈ ಮೇಲೆ ಚಾಚಿಕೊಂಡಿರುವ ಕಾರಣ ಈ ಪ್ರಕಾರವನ್ನು ಕರೆಯಲಾಗುತ್ತದೆ. 
ಒತ್ತಡದ ವರ್ಗ ಮತ್ತು ವ್ಯಾಸವನ್ನು ಬಳಸಿಕೊಂಡು ASME B16.5 ಗೆ ಅನುಗುಣವಾಗಿ ವ್ಯಾಸ ಮತ್ತು ಎತ್ತರವನ್ನು ವ್ಯಾಖ್ಯಾನಿಸಲಾಗಿದೆ. 300 Lbs ವರೆಗಿನ ಒತ್ತಡದ ವರ್ಗದಲ್ಲಿ, ಎತ್ತರವು ಸುಮಾರು 1.6 mm ಮತ್ತು 400 ರಿಂದ 2500 Lbs ವರೆಗಿನ ಒತ್ತಡದ ವರ್ಗದಲ್ಲಿ, ಎತ್ತರವು ಸುಮಾರು 6.4 mm. ಫ್ಲೇಂಜ್ನ ಒತ್ತಡದ ವರ್ಗವು ಬೆಳೆದ ಮುಖದ ಎತ್ತರವನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ. (RF) ಫ್ಲೇಂಜ್ನ ಉದ್ದೇಶವು ಸಣ್ಣ ಗ್ಯಾಸ್ಕೆಟ್ ಪ್ರದೇಶದ ಮೇಲೆ ಹೆಚ್ಚಿನ ಒತ್ತಡವನ್ನು ಕೇಂದ್ರೀಕರಿಸುವುದು, ಇದರಿಂದಾಗಿ ಜಂಟಿ ಒತ್ತಡದ ಮಿತಿಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
ಈ ಲೇಖನದಲ್ಲಿ ವಿವರಿಸಿದ ಎಲ್ಲಾ ಫ್ಲೇಂಜ್ಗಳ ಎತ್ತರದ ನಿಯತಾಂಕಗಳಿಗಾಗಿ, H ಮತ್ತು B ಆಯಾಮಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಲ್ಯಾಪ್ ಜಾಯಿಂಟ್ ಫ್ಲೇಂಜ್ ಅನ್ನು ಹೊರತುಪಡಿಸಿ, ಇದನ್ನು ಈ ಕೆಳಗಿನಂತೆ ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು ಮತ್ತು ನೆನಪಿನಲ್ಲಿಟ್ಟುಕೊಳ್ಳಬೇಕು:
ಒತ್ತಡದ ವರ್ಗಗಳು 150 ಮತ್ತು 300 ಪೌಂಡುಗಳಲ್ಲಿ, ಮುಂಚಾಚಿರುವಿಕೆಯ ಎತ್ತರವು ಸರಿಸುಮಾರು 1.6 ಮಿಮೀ (1/16 ಇಂಚು) ಆಗಿದೆ. ಈ ಎರಡು ವರ್ಗಗಳಲ್ಲಿ ಫ್ಲೇಂಜ್ಗಳ ಬಹುತೇಕ ಎಲ್ಲಾ ಪೂರೈಕೆದಾರರು ತಮ್ಮ ಬ್ರೋಷರ್ಗಳು ಅಥವಾ ಕ್ಯಾಟಲಾಗ್ಗಳಲ್ಲಿ ಆಯಾಮಗಳನ್ನು H ಮತ್ತು B ಎಂದು ಪಟ್ಟಿ ಮಾಡುತ್ತಾರೆ, ಮುಖವನ್ನು ಒಳಗೊಂಡಂತೆ (ಕೆಳಗೆ Fig.1 ನೋಡಿ) 
ಒತ್ತಡದ ವರ್ಗಗಳು 400, 600, 900, 1500 ಮತ್ತು 2500 ಪೌಂಡುಗಳಲ್ಲಿ, ಮುಂಚಾಚಿರುವಿಕೆಯ ಎತ್ತರವು 1/4 ಇಂಚುಗಳು (6.4 ಮಿಮೀ). ಈ ವರ್ಗಗಳಲ್ಲಿ, ಅನೇಕ ಪೂರೈಕೆದಾರರು H ಮತ್ತು B ಆಯಾಮಗಳನ್ನು ಪಟ್ಟಿ ಮಾಡುತ್ತಾರೆ, ಮುಂಚಾಚಿರುವಿಕೆಯ ಎತ್ತರವನ್ನು ಒಳಗೊಂಡಿಲ್ಲ (ಮೇಲೆ Fig.2 ನೋಡಿ)
ಈ ಲೇಖನದಲ್ಲಿ ನೀವು ಎರಡು ಗಾತ್ರಗಳನ್ನು ಕಾಣಬಹುದು. ಆಯಾಮಗಳ ಮೇಲಿನ ಸಾಲು ಮುಂಚಾಚಿರುವಿಕೆಯ ಎತ್ತರವನ್ನು ಒಳಗೊಂಡಿಲ್ಲ ಮತ್ತು ಕೆಳಗಿನ ಸಾಲಿನಲ್ಲಿನ ಆಯಾಮಗಳು ಮುಂಚಾಚಿರುವಿಕೆಯ ಎತ್ತರವನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ.
ಫ್ಲಾಟ್ ಸರ್ಫೇಸ್ (ಎಫ್ಎಫ್ - ಫ್ಲಾಟ್ ಫೇಸ್)
ಫ್ಲಾಟ್ ಫೇಸ್ (ಪೂರ್ಣ ಮುಖ) ಫ್ಲೇಂಜ್ಗಾಗಿ, ಗ್ಯಾಸ್ಕೆಟ್ ಬೋಲ್ಟ್ ಸಂಪರ್ಕದಂತೆಯೇ ಅದೇ ಸಮತಲದಲ್ಲಿದೆ. ಹೆಚ್ಚಾಗಿ, ಸಂಯೋಗದ ಫ್ಲೇಂಜ್ ಅಥವಾ ಫಿಟ್ಟಿಂಗ್ ಅನ್ನು ಎರಕಹೊಯ್ದ ಸ್ಥಳದಲ್ಲಿ ಫ್ಲಾಟ್ ಫೇಸ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. 
ಫ್ಲಾಟ್ ಫೇಸ್ ಫ್ಲೇಂಜ್ ಎಂದಿಗೂ ಎತ್ತರದ ಫ್ಲೇಂಜ್ಗೆ ಸಂಪರ್ಕಿಸುವುದಿಲ್ಲ. ASME B31.1 ಪ್ರಕಾರ, ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳಿಗೆ ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ಫ್ಲಾಟ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ, ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ನಲ್ಲಿನ ಮುಂಚಾಚಿರುವಿಕೆಯನ್ನು ತೆಗೆದುಹಾಕಬೇಕು ಮತ್ತು ಸಂಪೂರ್ಣ ಮೇಲ್ಮೈಯನ್ನು ಗ್ಯಾಸ್ಕೆಟ್ನೊಂದಿಗೆ ಮುಚ್ಚಬೇಕು. ಉಕ್ಕಿನ ಚಾಚುಪಟ್ಟಿಯ ಮುಂಚಾಚಿರುವಿಕೆಯಿಂದಾಗಿ ತೆಳುವಾದ, ಸುಲಭವಾಗಿ ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ಫ್ಲೇಂಜ್ ಅನ್ನು ಬಿರುಕುಗೊಳಿಸದಂತೆ ಇರಿಸಲು ಇದನ್ನು ಮಾಡಲಾಗುತ್ತದೆ.
ಓ-ರಿಂಗ್ ಸೀಲ್ಗಾಗಿ ರೂಟ್ನೊಂದಿಗೆ ಫ್ಲೇಂಜ್ (RTJ - ರಿಂಗ್ ಟೈಪ್ ಜಾಯಿಂಟ್)
RTJ ಫ್ಲೇಂಜ್ಗಳು ತಮ್ಮ ಮೇಲ್ಮೈಯಲ್ಲಿ ಚಡಿಗಳನ್ನು ಕತ್ತರಿಸಿ, ಅದರಲ್ಲಿ ಉಕ್ಕಿನ ಓ-ರಿಂಗ್ಗಳನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ. ಬೋಲ್ಟ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಿದಾಗ, ಫ್ಲೇಂಜ್ಗಳ ನಡುವಿನ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಚಡಿಗಳಿಗೆ ಒತ್ತಲಾಗುತ್ತದೆ, ವಿರೂಪಗೊಳಿಸಲಾಗುತ್ತದೆ, ಲೋಹದಿಂದ ಲೋಹದ ಸಂಪರ್ಕವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ ಎಂಬ ಅಂಶದಿಂದಾಗಿ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಮುಚ್ಚಲಾಗುತ್ತದೆ. 
RTJ ಫ್ಲೇಂಜ್ ಅದರ ಮೇಲೆ ಮಾಡಿದ ವಾರ್ಷಿಕ ತೋಡು ಹೊಂದಿರುವ ತುಟಿಯನ್ನು ಹೊಂದಿರಬಹುದು. ಈ ಮುಂಚಾಚಿರುವಿಕೆಯು ಯಾವುದೇ ರೀತಿಯ ಮುದ್ರೆಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವುದಿಲ್ಲ. O-ಉಂಗುರಗಳೊಂದಿಗೆ ಮೊಹರು ಮಾಡಲಾದ RTJ ಫ್ಲೇಂಜ್ಗಳಿಗೆ, ಜೋಡಿಸಲಾದ ಮತ್ತು ಬಿಗಿಗೊಳಿಸಿದ ಫ್ಲೇಂಜ್ಗಳ ಎತ್ತರದ ಮುಖಗಳು ಪರಸ್ಪರ ಸಂಪರ್ಕಕ್ಕೆ ಬರಬಹುದು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಸಂಕುಚಿತ ಗ್ಯಾಸ್ಕೆಟ್ ಇನ್ನು ಮುಂದೆ ಹೆಚ್ಚುವರಿ ಹೊರೆಗಳನ್ನು ಹೊಂದಿರುವುದಿಲ್ಲ, ಬೋಲ್ಟ್ ಬಿಗಿಗೊಳಿಸುವಿಕೆ, ಕಂಪನ ಮತ್ತು ಸ್ಥಳಾಂತರವು ಇನ್ನು ಮುಂದೆ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ನುಜ್ಜುಗುಜ್ಜುಗೊಳಿಸುವುದಿಲ್ಲ ಮತ್ತು ಬಿಗಿಗೊಳಿಸುವ ಬಲವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಲೋಹದ ಓ-ಉಂಗುರಗಳು ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಒತ್ತಡದಲ್ಲಿ ಬಳಸಲು ಸೂಕ್ತವಾಗಿದೆ. ಅವುಗಳನ್ನು ವಸ್ತು ಮತ್ತು ಪ್ರೊಫೈಲ್ನ ಸರಿಯಾದ ಆಯ್ಕೆಯೊಂದಿಗೆ ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಯಾವಾಗಲೂ ಸೂಕ್ತವಾದ ಫ್ಲೇಂಜ್ಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಉತ್ತಮ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಮುದ್ರೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ.
O-ಉಂಗುರಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಆದ್ದರಿಂದ ಸೀಲಿಂಗ್ ಅನ್ನು "ಸಂಪರ್ಕದ ಪ್ರಮುಖ ರೇಖೆ" ಅಥವಾ ಸಂಯೋಗದ ಫ್ಲೇಂಜ್ ಮತ್ತು ಗ್ಯಾಸ್ಕೆಟ್ ನಡುವಿನ ಬೆಣೆಯುವಿಕೆಯ ಮೂಲಕ ಸಾಧಿಸಲಾಗುತ್ತದೆ. ಬೋಲ್ಟಿಂಗ್ ಮೂಲಕ ಸೀಲ್ಗೆ ಒತ್ತಡವನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ, ಗ್ಯಾಸ್ಕೆಟ್ನ ಮೃದುವಾದ ಲೋಹವು ಗಟ್ಟಿಯಾದ ಚಾಚುಪಟ್ಟಿ ವಸ್ತುವಿನ ಉತ್ತಮ ರಚನೆಯನ್ನು ಭೇದಿಸುತ್ತದೆ ಮತ್ತು ತುಂಬಾ ಬಿಗಿಯಾದ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ಮುದ್ರೆಯನ್ನು ರಚಿಸುತ್ತದೆ. 
ಹೆಚ್ಚು ಬಳಸಿದ ಉಂಗುರಗಳು:
ASME B16.20 ಪ್ರಕಾರ R-Oval ಅನ್ನು ಟೈಪ್ ಮಾಡಿ
ASME B16.5 ಫ್ಲೇಂಜ್ಗಳ ಒತ್ತಡದ ವರ್ಗ 150 ರಿಂದ 2500 ಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ.
ASME 16.20 ರ ಪ್ರಕಾರ R-ಆಕ್ಟಾಗೋನಲ್ ಅನ್ನು ಟೈಪ್ ಮಾಡಿ
ಮೂಲ R-Oval ಮೇಲೆ ಸುಧಾರಿತ ವಿನ್ಯಾಸ. ಆದಾಗ್ಯೂ, ಅವುಗಳನ್ನು ತೋಡು ಹೊಂದಿರುವ ಫ್ಲಾಟ್ ಫ್ಲೇಂಜ್ಗಳಿಗೆ ಮಾತ್ರ ಬಳಸಬಹುದು. ASME B16.5 ಫ್ಲೇಂಜ್ಗಳ ಒತ್ತಡದ ವರ್ಗ 15 ರಿಂದ 2500 ಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ.
ಸೀಲಿಂಗ್ ಮತ್ತು ಸರ್ಫೇಸ್ ಟೈಪ್ ಲಗ್-ವೆಸೆಲ್ ಹೊಂದಿರುವ ಫ್ಲೇಂಜ್ಗಳು (LMF - ದೊಡ್ಡ ಪುರುಷ ಮುಖ; LFF - ದೊಡ್ಡ ಸ್ತ್ರೀ ಮುಖ)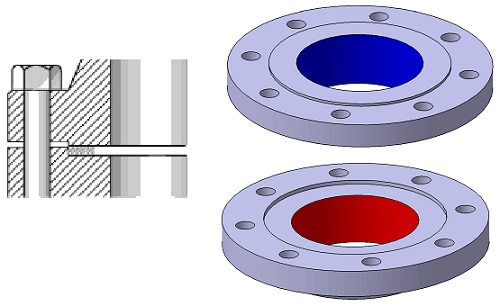
ಈ ಪ್ರಕಾರದ ಫ್ಲೇಂಜ್ಗಳು ಹೊಂದಿಕೆಯಾಗಬೇಕು. ಒಂದು ಫ್ಲೇಂಜ್ ಮುಖವು ಸಾಮಾನ್ಯ ಫ್ಲೇಂಜ್ ಮುಖದ ಮಿತಿಗಳನ್ನು ಮೀರಿ ವಿಸ್ತರಿಸುವ ಪ್ರದೇಶವನ್ನು ಹೊಂದಿದೆ ( ತಂದೆ) ಇತರ ಫ್ಲೇಂಜ್ ಅಥವಾ ಕೌಂಟರ್ ಫ್ಲೇಂಜ್ ಅನುಗುಣವಾದ ಬಿಡುವು ಹೊಂದಿದೆ ( ತಾಯಿ) ಅದರ ಮೇಲ್ಮೈಯಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಅರೆ ಸಡಿಲ ಹಾಕುವುದು
- ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸಂಕುಚಿತಗೊಳಿಸಿದಾಗ ಲೋಹದಿಂದ ಲೋಹದ ಸಂಪರ್ಕವನ್ನು ತಡೆಗಟ್ಟಲು ಅಂಡರ್ಕಟ್ (ನಾಚ್) ನ ಆಳವು ಸಾಮಾನ್ಯವಾಗಿ ಮುಂಚಾಚಿರುವಿಕೆಯ ಎತ್ತರಕ್ಕೆ ಸಮಾನವಾಗಿರುತ್ತದೆ ಅಥವಾ ಕಡಿಮೆಯಿರುತ್ತದೆ.
- ನಾಚ್ನ ಆಳವು ಸಾಮಾನ್ಯವಾಗಿ ತುಟಿಯ ಎತ್ತರಕ್ಕಿಂತ 1/16" ಗಿಂತ ಹೆಚ್ಚಿರುವುದಿಲ್ಲ
ಸೀಲಿಂಗ್ ಮೇಲ್ಮೈಯೊಂದಿಗೆ ಫ್ಲೇಂಜ್
(ಮುಂಚಾಚಿರುವಿಕೆ - ಟೌಂಜ್ ಫೇಸ್ - TF; ಖಿನ್ನತೆ - ಗ್ರೂವ್ ಫೇಸ್ - GF)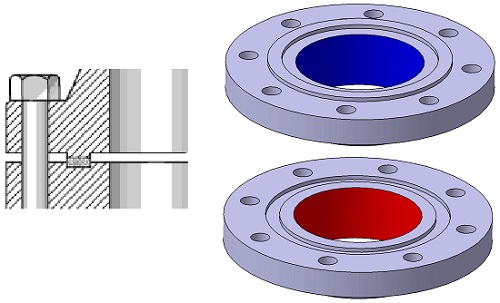
ಈ ಪ್ರಕಾರದ ಫ್ಲೇಂಜ್ಗಳು ಸಹ ಹೊಂದಿಕೆಯಾಗಬೇಕು. ಒಂದು ಚಾಚುಪಟ್ಟಿಯು ಈ ಫ್ಲೇಂಜ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಮುಂಚಾಚಿರುವಿಕೆ (ಮುಳ್ಳು) ಹೊಂದಿರುವ ಉಂಗುರವನ್ನು ಹೊಂದಿದೆ, ಆದರೆ ಪ್ರತಿರೂಪದ ಮೇಲ್ಮೈಯಲ್ಲಿ ತೋಡು ಯಂತ್ರವನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಇಂತಹ ಮೇಲ್ಮೈಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಪಂಪ್ ಕವರ್ಗಳು ಮತ್ತು ಕವಾಟದ ಕವರ್ಗಳಲ್ಲಿ ಕಂಡುಬರುತ್ತವೆ.
ಸ್ಥಿರ ಗ್ಯಾಸ್ಕೆಟ್
- ಗ್ಯಾಸ್ಕೆಟ್ ಆಯಾಮಗಳು ತೋಡು ಎತ್ತರಕ್ಕಿಂತ ಒಂದೇ ಅಥವಾ ಕಡಿಮೆ
- ಗ್ಯಾಸ್ಕೆಟ್ ತೋಡಿಗಿಂತ ಅಗಲ 1/16" ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ
- ಗ್ಯಾಸ್ಕೆಟ್ನ ಆಯಾಮಗಳು ತೋಡು ಆಯಾಮಗಳಿಗೆ ಹೊಂದಿಕೆಯಾಗುತ್ತದೆ
- ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡುವಾಗ, ಸಂಪರ್ಕವನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ಅನ್ಕ್ಲೆಂಚ್ ಮಾಡಬೇಕು
ಫ್ಲಾಟ್ ಮೇಲ್ಮೈ ಮತ್ತು ಗ್ರೂವ್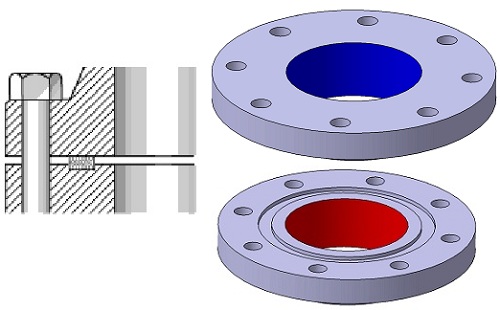
ಸ್ಥಿರ ಗ್ಯಾಸ್ಕೆಟ್
- ಒಂದು ಮೇಲ್ಮೈ ಸಮತಟ್ಟಾಗಿದೆ, ಇನ್ನೊಂದು ನಾಚ್ ಆಗಿದೆ
- ಗ್ಯಾಸ್ಕೆಟ್ ಕಂಪ್ರೆಷನ್ನ ನಿಖರವಾದ ನಿಯಂತ್ರಣ ಅಗತ್ಯವಿರುವ ಅಪ್ಲಿಕೇಶನ್ಗಳಿಗಾಗಿ
- ಚೇತರಿಸಿಕೊಳ್ಳುವ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ಮಾತ್ರ ಶಿಫಾರಸು ಮಾಡಲಾಗುತ್ತದೆ - ಸುರುಳಿಯಾಕಾರದ, ಟೊಳ್ಳಾದ ಉಂಗುರ, ಒತ್ತಡವನ್ನು ಸಕ್ರಿಯಗೊಳಿಸಿದ ಮತ್ತು ಲೋಹದ ಪೊರೆ ಗ್ಯಾಸ್ಕೆಟ್ಗಳು
ಫ್ಲೇಂಜ್ ಮೇಲ್ಮೈ ಪೂರ್ಣಗೊಳಿಸುವಿಕೆ
ASME B16.5 ಗೆ ಫ್ಲೇಂಜ್ ಮೇಲ್ಮೈ (ಎತ್ತರಿಸಿದ ಮುಖ ಮತ್ತು ಚಪ್ಪಟೆ ಮುಖ) ಒಂದು ನಿರ್ದಿಷ್ಟ ಒರಟುತನವನ್ನು ಹೊಂದಲು ಅಗತ್ಯವಿರುತ್ತದೆ ಆದ್ದರಿಂದ ಈ ಮೇಲ್ಮೈಯನ್ನು ಗ್ಯಾಸ್ಕೆಟ್ನೊಂದಿಗೆ ಜೋಡಿಸಿದಾಗ ಉತ್ತಮ ಮುದ್ರೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ. 
ಏಕಕೇಂದ್ರಕ ಅಥವಾ ಸುರುಳಿಯಾಕಾರದ ಅಂತಿಮ ಕೊಳಲು ಪ್ರತಿ ಇಂಚಿಗೆ 30 ರಿಂದ 55 ಚಡಿಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ 125 ಮತ್ತು 500 ಮೈಕ್ರೊ ಇಂಚುಗಳ ನಡುವೆ ಒರಟುತನ ಉಂಟಾಗುತ್ತದೆ. ಇದು ಫ್ಲೇಂಜ್ ತಯಾರಕರು ಯಾವುದೇ ವರ್ಗದ ಲೋಹದ ಫ್ಲೇಂಜ್ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಅನುಮತಿಸುತ್ತದೆ.
ಸ್ಫೋಟ ವರ್ಗ I ರ ತಾಂತ್ರಿಕ ಸೌಲಭ್ಯಗಳ A ಮತ್ತು B ಗುಂಪುಗಳ ವಸ್ತುಗಳನ್ನು ಸಾಗಿಸುವ ಪೈಪ್ಲೈನ್ಗಳಿಗಾಗಿ, ಸುರುಳಿಯಾಕಾರದ ಗಾಯದ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ಬಳಸುವ ಸಂದರ್ಭಗಳನ್ನು ಹೊರತುಪಡಿಸಿ, ನಯವಾದ ಸೀಲಿಂಗ್ ಮೇಲ್ಮೈಯೊಂದಿಗೆ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳನ್ನು ಬಳಸಲು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ಹೆಚ್ಚು ಬಳಸಿದ ಮೇಲ್ಮೈಗಳು
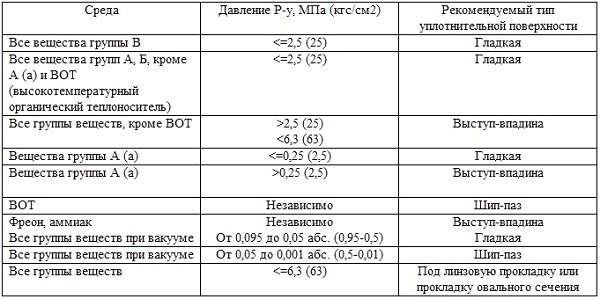
ರಫಿಂಗ್
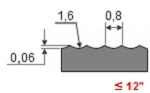
| ಯಾವುದೇ ಚಾಚುಪಟ್ಟಿಯ ಯಂತ್ರದಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ ಏಕೆಂದರೆ ಇದು ಎಲ್ಲಾ ಸಾಮಾನ್ಯ ಕಾರ್ಯಾಚರಣಾ ಪರಿಸ್ಥಿತಿಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ. ಸಂಕುಚಿತಗೊಳಿಸಿದಾಗ, ಗ್ಯಾಸ್ಕೆಟ್ನ ಮೃದುವಾದ ಮೇಲ್ಮೈಯು ಒಂದು ಸೀಲ್ ಅನ್ನು ರಚಿಸಲು ಸಹಾಯ ಮಾಡಲು ಯಂತ್ರದ ಮೇಲ್ಮೈಯನ್ನು ತೊಡಗಿಸುತ್ತದೆ ಮತ್ತು ಸಂಪರ್ಕಿತ ಭಾಗಗಳ ನಡುವೆ ಹೆಚ್ಚಿನ ಮಟ್ಟದ ಘರ್ಷಣೆ ಇರುತ್ತದೆ. ಈ ಫ್ಲೇಂಜ್ಗಳಿಗೆ ಫಿನಿಶಿಂಗ್ ಅನ್ನು 1.6mm ತ್ರಿಜ್ಯದ ಕಟ್ಟರ್ನೊಂದಿಗೆ 12" ಗೆ ಪ್ರತಿ ಕ್ರಾಂತಿಗೆ 0.88mm ಫೀಡ್ ದರದಲ್ಲಿ ಮಾಡಲಾಗುತ್ತದೆ. 14" ಮತ್ತು ದೊಡ್ಡದಕ್ಕಾಗಿ, ಯಂತ್ರವನ್ನು 1.2mm ಫೀಡ್ನಲ್ಲಿ 3.2mm ತ್ರಿಜ್ಯದ ಕಟ್ಟರ್ನೊಂದಿಗೆ ಮಾಡಲಾಗುತ್ತದೆ. |
 |
 |
ಸುರುಳಿಯಾಕಾರದ ನಾಚ್
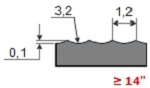
 ಇದು ನಿರಂತರ ಅಥವಾ ಫೋನೋಗ್ರಾಫಿಕ್ ಸುರುಳಿಯಾಕಾರದ ತೋಡು ಆಗಿರಬಹುದು, ಆದರೆ 45 ° ಫ್ಲೂಟೆಡ್ ಕೋನದೊಂದಿಗೆ ವಿ-ಪ್ರೊಫೈಲ್ ಅನ್ನು ರಚಿಸುವ 90 ಡಿಗ್ರಿ ಕಟ್ಟರ್ ಅನ್ನು ಬಳಸಿಕೊಂಡು ತೋಡು ಪಡೆಯುವುದರಿಂದ ರಫಿಂಗ್ನಿಂದ ಭಿನ್ನವಾಗಿರುತ್ತದೆ.
ಇದು ನಿರಂತರ ಅಥವಾ ಫೋನೋಗ್ರಾಫಿಕ್ ಸುರುಳಿಯಾಕಾರದ ತೋಡು ಆಗಿರಬಹುದು, ಆದರೆ 45 ° ಫ್ಲೂಟೆಡ್ ಕೋನದೊಂದಿಗೆ ವಿ-ಪ್ರೊಫೈಲ್ ಅನ್ನು ರಚಿಸುವ 90 ಡಿಗ್ರಿ ಕಟ್ಟರ್ ಅನ್ನು ಬಳಸಿಕೊಂಡು ತೋಡು ಪಡೆಯುವುದರಿಂದ ರಫಿಂಗ್ನಿಂದ ಭಿನ್ನವಾಗಿರುತ್ತದೆ. ಕೇಂದ್ರೀಕೃತ ದರ್ಜೆ.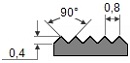 ಹೆಸರೇ ಸೂಚಿಸುವಂತೆ, ಯಂತ್ರವು ಕೇಂದ್ರೀಕೃತ ಚಡಿಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. 90 ° ಕಟ್ಟರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ಉಂಗುರಗಳನ್ನು ಸಂಪೂರ್ಣ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸಮವಾಗಿ ವಿತರಿಸಲಾಗುತ್ತದೆ.
ಹೆಸರೇ ಸೂಚಿಸುವಂತೆ, ಯಂತ್ರವು ಕೇಂದ್ರೀಕೃತ ಚಡಿಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. 90 ° ಕಟ್ಟರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ಉಂಗುರಗಳನ್ನು ಸಂಪೂರ್ಣ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸಮವಾಗಿ ವಿತರಿಸಲಾಗುತ್ತದೆ.
ನಯವಾದ ಮೇಲ್ಮೈ.![]() ಅಂತಹ ಸಂಸ್ಕರಣೆಯು ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಉಪಕರಣದ ಕುರುಹುಗಳನ್ನು ಬಿಡುವುದಿಲ್ಲ. ಅಂತಹ ಮೇಲ್ಮೈಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಡಬಲ್ ಕವಚ, ಫ್ಲಾಟ್ ಸ್ಟೀಲ್ ಅಥವಾ ಸುಕ್ಕುಗಟ್ಟಿದ ಲೋಹದಂತಹ ಲೋಹದ ಮುಖದ ಗ್ಯಾಸ್ಕೆಟ್ಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಮೃದುವಾದ ಮೇಲ್ಮೈ ಮುದ್ರೆಯನ್ನು ರಚಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ ಮತ್ತು ವಿರುದ್ಧ ಮೇಲ್ಮೈಯ ಸಮತಟ್ಟನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. 0.8 ಮಿಮೀ ತ್ರಿಜ್ಯದ ಕಟ್ಟರ್ನೊಂದಿಗೆ ಮಾಡಿದ ನಿರಂತರ (ಕೆಲವೊಮ್ಮೆ ಫೋನೋಗ್ರಾಫಿಕ್ ಎಂದು ಕರೆಯಲ್ಪಡುವ) ಹೆಲಿಕಲ್ ಗ್ರೂವ್ನಿಂದ ರೂಪುಗೊಂಡ ಗ್ಯಾಸ್ಕೆಟ್ ಸಂಪರ್ಕ ಮೇಲ್ಮೈಯಿಂದ ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸಾಧಿಸಲಾಗುತ್ತದೆ, ಪ್ರತಿ ಕ್ರಾಂತಿಗೆ 0.3 ಮಿಮೀ, 0.05 ಮಿಮೀ ಆಳದ ಫೀಡ್ ದರದಲ್ಲಿ. ಇದು ರಾ 3.2 ಮತ್ತು 6.3 ಮೈಕ್ರೊಮೀಟರ್ (125-250 ಮೈಕ್ರೊ ಇಂಚುಗಳು) ನಡುವೆ ಒರಟುತನಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ
ಅಂತಹ ಸಂಸ್ಕರಣೆಯು ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಉಪಕರಣದ ಕುರುಹುಗಳನ್ನು ಬಿಡುವುದಿಲ್ಲ. ಅಂತಹ ಮೇಲ್ಮೈಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಡಬಲ್ ಕವಚ, ಫ್ಲಾಟ್ ಸ್ಟೀಲ್ ಅಥವಾ ಸುಕ್ಕುಗಟ್ಟಿದ ಲೋಹದಂತಹ ಲೋಹದ ಮುಖದ ಗ್ಯಾಸ್ಕೆಟ್ಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಮೃದುವಾದ ಮೇಲ್ಮೈ ಮುದ್ರೆಯನ್ನು ರಚಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ ಮತ್ತು ವಿರುದ್ಧ ಮೇಲ್ಮೈಯ ಸಮತಟ್ಟನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. 0.8 ಮಿಮೀ ತ್ರಿಜ್ಯದ ಕಟ್ಟರ್ನೊಂದಿಗೆ ಮಾಡಿದ ನಿರಂತರ (ಕೆಲವೊಮ್ಮೆ ಫೋನೋಗ್ರಾಫಿಕ್ ಎಂದು ಕರೆಯಲ್ಪಡುವ) ಹೆಲಿಕಲ್ ಗ್ರೂವ್ನಿಂದ ರೂಪುಗೊಂಡ ಗ್ಯಾಸ್ಕೆಟ್ ಸಂಪರ್ಕ ಮೇಲ್ಮೈಯಿಂದ ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸಾಧಿಸಲಾಗುತ್ತದೆ, ಪ್ರತಿ ಕ್ರಾಂತಿಗೆ 0.3 ಮಿಮೀ, 0.05 ಮಿಮೀ ಆಳದ ಫೀಡ್ ದರದಲ್ಲಿ. ಇದು ರಾ 3.2 ಮತ್ತು 6.3 ಮೈಕ್ರೊಮೀಟರ್ (125-250 ಮೈಕ್ರೊ ಇಂಚುಗಳು) ನಡುವೆ ಒರಟುತನಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ
ಗ್ಯಾಸ್ಕೆಟ್ಗಳು
ಬಿಗಿಯಾದ ಚಾಚುಪಟ್ಟಿ ಸಂಪರ್ಕವನ್ನು ಮಾಡಲು, ಗ್ಯಾಸ್ಕೆಟ್ಗಳು ಅಗತ್ಯವಿದೆ. 
ಗ್ಯಾಸ್ಕೆಟ್ ಎನ್ನುವುದು ಸಂಕುಚಿತ ಹಾಳೆಗಳು ಅಥವಾ ಉಂಗುರಗಳನ್ನು ಎರಡು ಮೇಲ್ಮೈಗಳ ನಡುವೆ ಜಲನಿರೋಧಕ ಸಂಪರ್ಕವನ್ನು ರಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ತೀವ್ರ ತಾಪಮಾನ ಮತ್ತು ಒತ್ತಡಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಲು ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಲೋಹೀಯ, ಅರೆ-ಲೋಹ ಮತ್ತು ಲೋಹವಲ್ಲದ ವಸ್ತುಗಳಲ್ಲಿ ಲಭ್ಯವಿದೆ.
ಉದಾಹರಣೆಗೆ, ಸೀಲಿಂಗ್ ತತ್ವವು ಎರಡು ಫ್ಲೇಂಜ್ಗಳ ನಡುವೆ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸಂಕುಚಿತಗೊಳಿಸಬಹುದು. ಗ್ಯಾಸ್ಕೆಟ್ ಫ್ಲೇಂಜ್ಗಳ ಸೂಕ್ಷ್ಮ ಸ್ಥಳಗಳು ಮತ್ತು ಮೇಲ್ಮೈ ಅಕ್ರಮಗಳನ್ನು ತುಂಬುತ್ತದೆ ಮತ್ತು ನಂತರ ದ್ರವಗಳು ಮತ್ತು ಅನಿಲಗಳ ಸೋರಿಕೆಯನ್ನು ತಡೆಯುವ ಸೀಲ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ. ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕದಲ್ಲಿ ಸೋರಿಕೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಸರಿಯಾದ ಮತ್ತು ಎಚ್ಚರಿಕೆಯಿಂದ ಗ್ಯಾಸ್ಕೆಟ್ ಅನುಸ್ಥಾಪನೆಯ ಅಗತ್ಯವಿದೆ.
ಈ ಲೇಖನವು ASME B16.20 (ಮೆಟಾಲಿಕ್ ಮತ್ತು ಸೆಮಿ-ಮೆಟಾಲಿಕ್ ಪೈಪ್ ಫ್ಲೇಂಜ್ ಗ್ಯಾಸ್ಕೆಟ್ಗಳು) ಮತ್ತು ASME B16.21 (ಲೋಹವಲ್ಲದ, ಫ್ಲಾಟ್ ಪೈಪ್ ಫ್ಲೇಂಜ್ ಗ್ಯಾಸ್ಕೆಟ್ಗಳು) ಗೆ ಅನುಗುಣವಾಗಿ ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ವಿವರಿಸುತ್ತದೆ.
ಬೋಲ್ಟ್ಸ್
ಎರಡು ಫ್ಲೇಂಜ್ಗಳನ್ನು ಪರಸ್ಪರ ಸಂಪರ್ಕಿಸಲು ಬೋಲ್ಟ್ಗಳು ಅಗತ್ಯವಿದೆ. ಫ್ಲೇಂಜ್ನಲ್ಲಿರುವ ರಂಧ್ರಗಳ ಸಂಖ್ಯೆಯಿಂದ ಸಂಖ್ಯೆಯನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಬೋಲ್ಟ್ಗಳ ವ್ಯಾಸ ಮತ್ತು ಉದ್ದವು ಫ್ಲೇಂಜ್ ಪ್ರಕಾರ ಮತ್ತು ಅದರ ಒತ್ತಡದ ವರ್ಗವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ASME B16.5 ಫ್ಲೇಂಜ್ಗಳಿಗೆ ತೈಲ ಮತ್ತು ರಾಸಾಯನಿಕ ಉದ್ಯಮದಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಬೋಲ್ಟ್ಗಳು ಸ್ಟಡ್ಗಳಾಗಿವೆ. ಸ್ಟಡ್ ಥ್ರೆಡ್ ರಾಡ್ ಮತ್ತು ಎರಡು ಬೀಜಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. ಲಭ್ಯವಿರುವ ಇನ್ನೊಂದು ವಿಧದ ಬೋಲ್ಟ್ ಒಂದು ಕಾಯಿಯೊಂದಿಗೆ ಸಾಮಾನ್ಯ ಹೆಕ್ಸ್ ಬೋಲ್ಟ್ ಆಗಿದೆ.
ಆಯಾಮಗಳು, ಆಯಾಮದ ಸಹಿಷ್ಣುತೆಗಳು, ಇತ್ಯಾದಿ. ASME B16.5 ಮತ್ತು ASME B18.2.2, ವಿವಿಧ ASTM ಮಾನದಂಡಗಳಲ್ಲಿ ವಸ್ತುಗಳನ್ನು ವ್ಯಾಖ್ಯಾನಿಸಲಾಗಿದೆ.
ಟಾರ್ಕ್
ಬಿಗಿಯಾದ ಚಾಚುಪಟ್ಟಿ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು, ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸರಿಯಾಗಿ ಅಳವಡಿಸಬೇಕು, ಬೋಲ್ಟ್ಗಳು ಸರಿಯಾದ ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ ಅನ್ನು ಹೊಂದಿರಬೇಕು ಮತ್ತು ಒಟ್ಟು ಬಿಗಿಗೊಳಿಸುವ ಒತ್ತಡವನ್ನು ಸಂಪೂರ್ಣ ಫ್ಲೇಂಜ್ನಲ್ಲಿ ಸಮವಾಗಿ ವಿತರಿಸಬೇಕು. 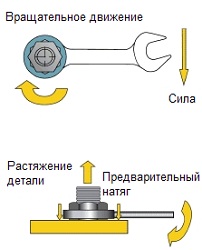
ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ (ಅದರ ಕಾಯಿ ತಿರುಗಿಸುವ ಮೂಲಕ ಫಾಸ್ಟೆನರ್ಗೆ ಪೂರ್ವ ಲೋಡ್ ಅನ್ನು ಅನ್ವಯಿಸುವುದು) ಕಾರಣ ಅಗತ್ಯ ಸ್ಟ್ರೆಚಿಂಗ್ ಅನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.
ಬೋಲ್ಟ್ನ ಸರಿಯಾದ ಬಿಗಿಯಾದ ಟಾರ್ಕ್ ಅದರ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಗುಣಲಕ್ಷಣಗಳ ಅತ್ಯುತ್ತಮ ಬಳಕೆಯನ್ನು ಅನುಮತಿಸುತ್ತದೆ. ಅದರ ಕೆಲಸವನ್ನು ಚೆನ್ನಾಗಿ ಮಾಡಲು, ಒಂದು ಬೋಲ್ಟ್ ವಸಂತದಂತೆ ವರ್ತಿಸಬೇಕು. ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ, ಬಿಗಿಗೊಳಿಸುವ ಪ್ರಕ್ರಿಯೆಯು ಬೋಲ್ಟ್ನಲ್ಲಿ ಅಕ್ಷೀಯ, ಪೂರ್ವ-ಲೋಡ್ ಅನ್ನು ಇರಿಸುತ್ತದೆ. ಸಹಜವಾಗಿ, ಈ ಕರ್ಷಕ ಬಲವು ಅಸೆಂಬ್ಲಿ ಘಟಕಗಳಿಗೆ ಅನ್ವಯಿಸುವ ಎದುರಾಳಿ ಸಂಕುಚಿತ ಶಕ್ತಿಗಳಿಗೆ ಸಮಾನವಾಗಿರುತ್ತದೆ. ಇದನ್ನು ಬಿಗಿಗೊಳಿಸುವ ಶಕ್ತಿ ಅಥವಾ ಕರ್ಷಕ ಶಕ್ತಿ ಎಂದು ಉಲ್ಲೇಖಿಸಬಹುದು.
ಟಾರ್ಕ್ ವ್ರೆಂಚ್
ಟಾರ್ಕ್ ವ್ರೆಂಚ್ ಎನ್ನುವುದು ಕೈ ಉಪಕರಣಕ್ಕೆ ಒಂದು ಸಾಮಾನ್ಯ ಹೆಸರು, ಇದನ್ನು ಜಂಟಿಗೆ ನಿಖರವಾದ ಟಾರ್ಕ್ ಅನ್ನು ಅನ್ವಯಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಅದು ಬೋಲ್ಟ್ ಅಥವಾ ನಟ್ ಆಗಿರಬಹುದು. ಇದು ಬೋಲ್ಟ್ಗೆ ಅನ್ವಯಿಸಲಾದ ತಿರುಗುವಿಕೆಯ ಬಲವನ್ನು (ಟಾರ್ಕ್) ಅಳೆಯಲು ಆಪರೇಟರ್ ಅನ್ನು ಅನುಮತಿಸುತ್ತದೆ, ಇದು ನಿರ್ದಿಷ್ಟತೆಗೆ ಹೊಂದಿಕೆಯಾಗಬೇಕು. 
ಸರಿಯಾದ ಫ್ಲೇಂಜ್ ಬೋಲ್ಟ್ ಬಿಗಿಗೊಳಿಸುವ ತಂತ್ರವನ್ನು ಆಯ್ಕೆಮಾಡಲು ಅನುಭವದ ಅಗತ್ಯವಿದೆ. ಯಾವುದೇ ತಂತ್ರಗಳ ಸರಿಯಾದ ಅನ್ವಯಕ್ಕೆ ಬಳಸಬೇಕಾದ ಉಪಕರಣದ ಅರ್ಹತೆಗಳು ಮತ್ತು ಕೆಲಸವನ್ನು ಮಾಡುವ ತಜ್ಞರ ಅಗತ್ಯವಿರುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಬೋಲ್ಟ್ ಬಿಗಿಗೊಳಿಸುವ ವಿಧಾನಗಳನ್ನು ಕೆಳಗೆ ನೀಡಲಾಗಿದೆ:
- ಕೈಯಿಂದ ಬಿಗಿಗೊಳಿಸುವುದು
- ನ್ಯೂಮ್ಯಾಟಿಕ್ ವ್ರೆಂಚ್
- ಹೈಡ್ರಾಲಿಕ್ ಟಾರ್ಕ್ ವ್ರೆಂಚ್
- ರಾಕರ್ ಅಥವಾ ಗೇರ್ನೊಂದಿಗೆ ಹಸ್ತಚಾಲಿತ ಟಾರ್ಕ್ ವ್ರೆಂಚ್
- ಹೈಡ್ರಾಲಿಕ್ ಬೋಲ್ಟ್ ಟೆನ್ಷನರ್
ಯಾವುದೇ ಬೋಲ್ಟ್ ಸಂಪರ್ಕದಲ್ಲಿ ಟಾರ್ಕ್ ನಷ್ಟವು ಅಂತರ್ಗತವಾಗಿರುತ್ತದೆ. ಬೋಲ್ಟ್ ಸಡಿಲಗೊಳಿಸುವಿಕೆಯ ಸಂಯೋಜಿತ ಪರಿಣಾಮ, (ಅನುಸ್ಥಾಪನೆಯ ನಂತರ ಮೊದಲ 24 ಗಂಟೆಗಳಲ್ಲಿ ಸುಮಾರು 10%), ಗ್ಯಾಸ್ಕೆಟ್ ಕ್ರೀಪ್, ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಕಂಪನ, ಉಷ್ಣ ವಿಸ್ತರಣೆ ಮತ್ತು ಬೋಲ್ಟ್ ಬಿಗಿಗೊಳಿಸುವಾಗ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಪರಸ್ಪರ ಕ್ರಿಯೆಯು ಟಾರ್ಕ್ ನಷ್ಟಕ್ಕೆ ಕೊಡುಗೆ ನೀಡುತ್ತದೆ. ಟಾರ್ಕ್ ನಷ್ಟವು ನಿರ್ಣಾಯಕ ಹಂತವನ್ನು ತಲುಪಿದಾಗ, ಆಂತರಿಕ ಒತ್ತಡವು ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುವ ಸಂಕೋಚನ ಬಲವನ್ನು ಮೀರುತ್ತದೆ, ಈ ಸಂದರ್ಭದಲ್ಲಿ ಸೋರಿಕೆ ಅಥವಾ ಬ್ಲೋಔಟ್ ಸಂಭವಿಸಬಹುದು.
ಈ ಪರಿಣಾಮಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಕೀಲಿಯು ಸರಿಯಾದ ಗ್ಯಾಸ್ಕೆಟ್ ನಿಯೋಜನೆಯಾಗಿದೆ. ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಫ್ಲೇಂಜ್ಗಳನ್ನು ಒಟ್ಟಿಗೆ ಮತ್ತು ಸಲೀಸಾಗಿ ಮತ್ತು ಸಮಾನಾಂತರವಾಗಿ ತರಲು ಅವಶ್ಯಕವಾಗಿದೆ, ಕನಿಷ್ಠ ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ನೊಂದಿಗೆ, ಸರಿಯಾದ ಬಿಗಿಯಾದ ಅನುಕ್ರಮವನ್ನು ಅನುಸರಿಸಿ, 4 ಬೋಲ್ಟ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಿ. ಇದು ಕಾರ್ಯಾಚರಣೆಯ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಸುರಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಗ್ಯಾಸ್ಕೆಟ್ನ ಸರಿಯಾದ ದಪ್ಪವೂ ಮುಖ್ಯವಾಗಿದೆ. ಗ್ಯಾಸ್ಕೆಟ್ ದಪ್ಪವಾಗಿರುತ್ತದೆ, ಅದರ ಕ್ರೀಪ್ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಇದು ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ನ ನಷ್ಟಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು. ದಾರದ ಅಂಚುಗಳಿಗೆ ASME ಮಾನದಂಡವು ಸಾಮಾನ್ಯವಾಗಿ 1.6 mm ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಶಿಫಾರಸು ಮಾಡುತ್ತದೆ. ತೆಳುವಾದ ವಸ್ತುಗಳು ಹೆಚ್ಚಿನ ಗ್ಯಾಸ್ಕೆಟ್ ಲೋಡ್ಗಳಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ ಮತ್ತು ಆದ್ದರಿಂದ ಹೆಚ್ಚಿನ ಆಂತರಿಕ ಒತ್ತಡಗಳು.
ಲೂಬ್ರಿಕೇಶನ್ ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ
ನಯಗೊಳಿಸುವಿಕೆಯು ಬಿಗಿಗೊಳಿಸುವ ಸಮಯದಲ್ಲಿ ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ಬೋಲ್ಟ್ ಚೆಲ್ಲುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಸೇವಾ ಜೀವನವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಘರ್ಷಣೆಯ ಗುಣಾಂಕದಲ್ಲಿನ ಬದಲಾವಣೆಯು ನಿರ್ದಿಷ್ಟ ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ನಲ್ಲಿ ಸಾಧಿಸಿದ ಪೂರ್ವ ಲೋಡ್ ಪ್ರಮಾಣವನ್ನು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಘರ್ಷಣೆಯ ದೊಡ್ಡ ಗುಣಾಂಕವು ಪೂರ್ವ ಲೋಡ್ ಆಗಿ ಟಾರ್ಕ್ ಅನ್ನು ಕಡಿಮೆ ಪರಿವರ್ತಿಸುತ್ತದೆ. ಅಗತ್ಯವಿರುವ ಟಾರ್ಕ್ ಮೌಲ್ಯವನ್ನು ನಿಖರವಾಗಿ ಹೊಂದಿಸಲು ಲೂಬ್ರಿಕಂಟ್ ತಯಾರಕರು ಒದಗಿಸಿದ ಘರ್ಷಣೆಯ ಗುಣಾಂಕದ ಮೌಲ್ಯವನ್ನು ತಿಳಿದಿರಬೇಕು.
ಗ್ರೀಸ್ ಅಥವಾ ಆಂಟಿ-ಸೀಜ್ ಸಂಯುಕ್ತಗಳನ್ನು ಬೇರಿಂಗ್ ಅಡಿಕೆ ಮತ್ತು ಪುರುಷ ದಾರದ ಮೇಲ್ಮೈಗೆ ಅನ್ವಯಿಸಬೇಕು.
ಬಿಗಿಗೊಳಿಸುವ ಅನುಕ್ರಮ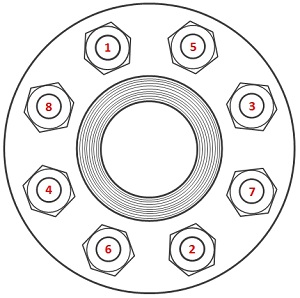 ಮೊದಲು ಪಾಸ್, ಮೊದಲ ಬೋಲ್ಟ್ ಅನ್ನು ಲಘುವಾಗಿ ಬಿಗಿಗೊಳಿಸಿ, ನಂತರ ಅದರ ಎದುರು ಮುಂದಿನದು, ನಂತರ ಮೂರನೇ ಬೋಲ್ಟ್ ಅನ್ನು ಬಿಗಿಗೊಳಿಸಲು ವೃತ್ತದಲ್ಲಿ (ಅಥವಾ 90 ಡಿಗ್ರಿ) ಕಾಲು ತಿರುವು ಮತ್ತು ಅದರ ವಿರುದ್ಧವಾಗಿ, ನಾಲ್ಕನೆಯದು. ಎಲ್ಲಾ ಬೋಲ್ಟ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸುವವರೆಗೆ ಈ ಅನುಕ್ರಮವನ್ನು ಮುಂದುವರಿಸಿ. ನಾಲ್ಕು-ಬೋಲ್ಟ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸುವಾಗ, ಕ್ರಿಸ್-ಕ್ರಾಸ್ ಮಾದರಿಯನ್ನು ಬಳಸಿ.
ಮೊದಲು ಪಾಸ್, ಮೊದಲ ಬೋಲ್ಟ್ ಅನ್ನು ಲಘುವಾಗಿ ಬಿಗಿಗೊಳಿಸಿ, ನಂತರ ಅದರ ಎದುರು ಮುಂದಿನದು, ನಂತರ ಮೂರನೇ ಬೋಲ್ಟ್ ಅನ್ನು ಬಿಗಿಗೊಳಿಸಲು ವೃತ್ತದಲ್ಲಿ (ಅಥವಾ 90 ಡಿಗ್ರಿ) ಕಾಲು ತಿರುವು ಮತ್ತು ಅದರ ವಿರುದ್ಧವಾಗಿ, ನಾಲ್ಕನೆಯದು. ಎಲ್ಲಾ ಬೋಲ್ಟ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸುವವರೆಗೆ ಈ ಅನುಕ್ರಮವನ್ನು ಮುಂದುವರಿಸಿ. ನಾಲ್ಕು-ಬೋಲ್ಟ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸುವಾಗ, ಕ್ರಿಸ್-ಕ್ರಾಸ್ ಮಾದರಿಯನ್ನು ಬಳಸಿ.
ಫ್ಲೇಂಜ್ ಅನ್ನು ಸರಿಪಡಿಸುವ ತಯಾರಿ
ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳಲ್ಲಿ ಬಿಗಿತವನ್ನು ಸಾಧಿಸಲು, ಎಲ್ಲಾ ಘಟಕಗಳು ನಿಖರವಾಗಿರುವುದು ಅವಶ್ಯಕ.
ಸಂಪರ್ಕ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ಭವಿಷ್ಯದಲ್ಲಿ ಸಮಸ್ಯೆಗಳನ್ನು ತಪ್ಪಿಸಲು ಈ ಕೆಳಗಿನ ಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಬೇಕು:
- ಫ್ಲೇಂಜ್ ಮೇಲ್ಮೈಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ ಮತ್ತು ಗೀರುಗಳನ್ನು ಪರಿಶೀಲಿಸಿ, ಮೇಲ್ಮೈಗಳು ಸ್ವಚ್ಛವಾಗಿರಬೇಕು ಮತ್ತು ಯಾವುದೇ ದೋಷಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು (ಉಬ್ಬುಗಳು, ಹೊಂಡಗಳು, ಡೆಂಟ್ಗಳು, ಇತ್ಯಾದಿ.)
- ಹಾನಿ ಅಥವಾ ದಾರದ ತುಕ್ಕುಗಾಗಿ ಎಲ್ಲಾ ಬೋಲ್ಟ್ಗಳು ಮತ್ತು ಬೀಜಗಳನ್ನು ಪರೀಕ್ಷಿಸಿ. ಅಗತ್ಯವಿರುವಂತೆ ಬೋಲ್ಟ್ಗಳು ಅಥವಾ ಬೀಜಗಳನ್ನು ಬದಲಾಯಿಸಿ ಅಥವಾ ಸರಿಪಡಿಸಿ
- ಎಲ್ಲಾ ಎಳೆಗಳಿಂದ ಬರ್ರ್ಸ್ ತೆಗೆದುಹಾಕಿ
- ಬೋಲ್ಟ್ಗಳು ಅಥವಾ ಸ್ಟಡ್ಗಳ ಎಳೆಗಳನ್ನು ಮತ್ತು ಫ್ಲೇಂಜ್ ಅಥವಾ ವಾಷರ್ನ ಪಕ್ಕದಲ್ಲಿರುವ ಬೀಜಗಳ ಮೇಲ್ಮೈಗಳನ್ನು ನಯಗೊಳಿಸಿ. ಹೆಚ್ಚಿನ ಅನ್ವಯಗಳಲ್ಲಿ, ಗಟ್ಟಿಯಾದ ತೊಳೆಯುವವರನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗುತ್ತದೆ.
- ಹೊಸ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸ್ಥಾಪಿಸಿ ಮತ್ತು ಅದು ಕೇಂದ್ರೀಕೃತವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ. ಹಳೆಯ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಬಳಸಬೇಡಿ ಅಥವಾ ಬಹು ಗ್ಯಾಸ್ಕೆಟ್ಗಳನ್ನು ಬಳಸಬೇಡಿ.
- ASME B31.3 ಪ್ರಕ್ರಿಯೆ ಪೈಪಿಂಗ್ ಮಾನದಂಡದ ಪ್ರಕಾರ ಫ್ಲೇಂಜ್ ಜೋಡಣೆಯನ್ನು ಪರಿಶೀಲಿಸಿ
- 2-3 ಎಳೆಗಳು ದಾರದ ಮೇಲ್ಭಾಗದಲ್ಲಿವೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಬೀಜಗಳ ಸ್ಥಾನವನ್ನು ಹೊಂದಿಸಿ.



