Хоногхоолой, хавхлага, шахуурга болон бусад тоног төхөөрөмжийг холбох шугам хоолойн системийг бүрдүүлэх арга юм. Энэхүү холболтын арга нь цэвэрлэх, шалгах, өөрчлөхөд хялбар хандалтыг хангадаг. Хоног нь ихэвчлэн урсгалтай эсвэл гагнаж байна. Хоногны холболт нь боолтоор бэхлэгдсэн хоёр фланцаас бүрдэх ба тэдгээрийн хооронд битүүмжлэлийг хангахын тулд жийргэвчтэй байна.
Хоолойн фланц нь янз бүрийн материалаар хийгдсэн байдаг. Хоног нь гадаргуугийн боловсруулалт, цутгамал төмөр, зангилааны төмөр боловч хамгийн түгээмэл хэрэглэгддэг материал бол хуурамч нүүрстөрөгчийн ган юм.
Газрын тос, химийн үйлдвэрт хамгийн их ашиглагддаг фланцууд:
- гагнуурын хүзүүтэй
- фланцаар дамжуулан
- гагнах зориулалттай завсарлагатай гагнасан
- гагнасан давхцал (чөлөөт эргэлттэй)
- урсгалтай фланц
- фланцын залгуур

Үнэгүй бусад бүх төрлийн фланцууд нь бэхэлсэн гадаргуутай байдаг.
Тусгай фланцууд
Дээр дурдсан фланцуудаас бусад хэд хэдэн тусгай фланцууд байдаг, тухайлбал:
- диафрагмын фланц
- урт гагнасан хүзүүвчний фланцууд
- өргөтгөх фланц
- адаптерийн фланц
- цагираган залгуур (фланцын холболтын хэсэг)
- дискний залгуур ба завсрын цагираг (фланцын холболтын хэсэг)
Хоног хийхэд хамгийн түгээмэл хэрэглэгддэг материал бол нүүрстөрөгчийн ган, зэвэрдэггүй ган, цутгамал төмөр, хөнгөн цагаан, гууль, хүрэл, хуванцар гэх мэт. Нэмж дурдахад, тусгай зориулалтын холбох хэрэгсэл, хоолой гэх мэт фланцууд нь заримдаа фланцаас огт өөр чанарын материалаар бүрсэн байдаг. Эдгээр нь доторлогоотой фланцууд юм. Хоолойг сонгохдоо фланцын материалыг ихэвчлэн тохируулдаг. Дүрмээр бол фланц нь хоолойтой ижил материалаар хийгдсэн байдаг.
6" хүзүүвчний гагнуурын фланцын жишээ - 150#-S40
ASME B16.5 фланц бүр хэд хэдэн стандарт хэмжээтэй байдаг. Хэрэв Япон дахь загвар зохион бүтээгч, Канад дахь төсөл барилгачин эсвэл Австралид дамжуулах хоолой суурилуулагч ASME B16.5 стандартад нийцсэн 6"-150#-S40 гагнуурын фланцын тухай ярьж байгаа бол тэд доор үзүүлсэн фланцыг хэлж байна. 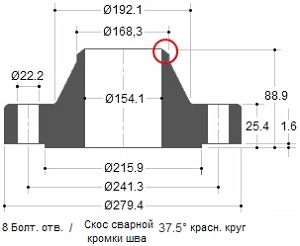
Хоног захиалах тохиолдолд нийлүүлэгч нь материалын чанарыг мэдэхийг хүсч байна. Жишээлбэл, ASTM A105 нь тамгалагдсан нүүрстөрөгчийн ган фланц, A182 нь тамгатай хайлшин ган фланц юм. Тиймээс, журмын дагуу нийлүүлэгчийн хувьд хоёр стандартыг зааж өгөх ёстой: Гагнуурын фланц 6"-150#-S40-ASME B16.5/ASTM A105.
ДАРАЛТЫН АНГИ
Хоногуудын даралтын ангилал эсвэл үнэлгээ нь фунтаар байна. Даралтын ангиллыг харуулахын тулд өөр өөр нэрийг ашигладаг. Жишээ нь: 150 Lb эсвэл 150Lbs эсвэл 150# эсвэл Ангилал 150 нь ижил утгатай.
Хуурамч ган фланц нь 7 үндсэн ангилалтай.
150 фунт - 300 фунт - 400 фунт - 600 фунт - 900 фунт - 1500 фунт - 2500 фунт
Хоногны ангиллын тухай ойлголт нь тодорхой бөгөөд ойлгомжтой байдаг. 300-р ангийн фланц нь 150-р ангийн фланцаас илүү өндөр даралтыг тэсвэрлэх чадвартай, учир нь 300-р ангийн фланц нь илүү их металлтай бөгөөд илүү өндөр даралтыг тэсвэрлэх чадвартай. Гэсэн хэдий ч фланцын даралтын хязгаарт нөлөөлж болох хэд хэдэн хүчин зүйл байдаг.
ЖИШЭЭ
Хоног нь янз бүрийн температурт янз бүрийн даралтыг тэсвэрлэх чадвартай. Температур нэмэгдэхийн хэрээр фланцын даралтын ангилал буурдаг. Жишээлбэл, 150-р ангиллын фланц нь хүрээлэн буй орчинд ойролцоогоор 270 PSIG, 200 ° C-д 180 PSIG, 315 ° C-д 150 PSIG, 426 ° C-д 75 PSIG гэж тооцогддог.
Нэмэлт хүчин зүйлүүд нь фланцыг хайлшин ган, цутгамал, уян хатан төмөр гэх мэт янз бүрийн материалаар хийж болно. Материал бүр өөр өөр даралтын ангилалтай байдаг.
ПАРАМЕТР "ДАРАЛТ-ТЕМПЕРАТУР"
Даралт-температурын анги нь Цельсийн градусын температурт баар дахь ажиллах, зөвшөөрөгдөх хамгийн их даралтыг тодорхойлдог. Завсрын температурын хувьд шугаман интерполяцийг зөвшөөрнө. Тэмдэглэгээний ангиудын хооронд интерполяци хийхийг зөвшөөрөхгүй.
Температур-даралтын ангилал
Температур-Даралтын ангилал нь угсрах, тохируулах сайн туршлагын дагуу хийгдсэн боолттой холболт ба жийргэвчний хязгаарлалтад нийцсэн фланцын холболтод хамаарна. Эдгээр хязгаарыг хангаагүй фланцын холболтод эдгээр ангиудыг ашиглах нь хэрэглэгчийн хариуцлага юм.
Харгалзах даралтын ангилалд үзүүлсэн температур нь тухайн хэсгийн дотоод бүрхүүлийн температур юм. Үндсэндээ энэ температур нь агуулагдах шингэнийхтэй ижил байна. Одоогийн дүрэм, журмын шаардлагын дагуу урсаж буй шингэнээс өөр температурт тохирсон даралтын ангиллыг ашиглах үед бүх хариуцлага нь хэрэглэгчдэд хамаарна. -29 ° C-аас доош температурын хувьд үнэлгээ нь -29 ° C-аас ихгүй байх ёстой.
Жишээлбэл, доороос та ASTM-ийн дагуу материалын бүлгүүдтэй хоёр хүснэгтийг болон ASME B16.5-ийн дагуу эдгээр материалын температур-даралтын ангилал бүхий бусад хоёр хүснэгтийг олох болно.
| ASTM бүлгийн материал 2-1.1 |
|||
| Нэрлэсэн тэмдэглэгээ |
Тамгалах |
Casting |
хавтан |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Гр.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Гр.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
ТАЙЛБАР:
|
|||
| ASTM бүлгийн 2-1.1 материалын температур-даралтын ангилал Ашиглалтын даралт ангиллаар |
|||||||
| Температур ° C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-өөс 38 хүртэл |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM бүлгийн 2-2.3 материалын температур-даралтын ангилал Ашиглалтын даралт ангиллаар |
|||||||
| Температур ° C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-өөс 38 хүртэл |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
Хоног гадаргуу
Хоногны гадаргуугийн хэлбэр, дизайн нь битүүмжлэх цагираг эсвэл жийргэвчийг хаана байрлуулахыг тодорхойлно.
Хамгийн их хэрэглэгддэг төрлүүд:
- дээш өргөгдсөн гадаргуу (RF)
- хавтгай гадаргуу (FF)
- цагирагны ховил (RTJ)
- эрэгтэй, эмэгтэй утастай (M&F)
- хэл ба ховил (T&G)
Өргөгдсөн нүүр, танихад хялбар фланцын хамгийн тохиромжтой төрөл. Энэ төрлийн жийргэвчний гадаргуу нь боолттой холболтын гадаргуугаас дээш гарч ирдэг тул ийм нэртэй байдаг. 
Диаметр ба өндрийг даралтын ангилал ба диаметрийг ашиглан ASME B16.5-ийн дагуу тодорхойлно. 300 фунт хүртэлх даралтын ангилалд өндөр нь ойролцоогоор 1.6 мм, 400-аас 2500 фунт хүртэл даралтын ангилалд 6.4 мм өндөр байна. Хоногны даралтын ангилал нь өргөгдсөн нүүрний өндрийг тодорхойлдог. (RF) фланцын зорилго нь жийргэвчний жижиг хэсэгт илүү их даралтыг төвлөрүүлж, улмаар холболтын даралтын хязгаарыг нэмэгдүүлэх явдал юм.
Энэ зүйлд тайлбарласан бүх фланцын өндрийн параметрүүдийн хувьд H ба B хэмжээсүүдийг ашиглах бөгөөд гинжний үений фланцаас бусад тохиолдолд үүнийг дараах байдлаар ойлгож, санаж байх ёстой.
150 ба 300 фунт даралтын ангиудад цухуйсан өндөр нь ойролцоогоор 1.6 мм (1/16 инч) байна. Энэ хоёр ангиллын бараг бүх фланц нийлүүлэгчид нүүр царайг оруулан товхимол эсвэл каталог дээрээ H ба B хэмжээсийг жагсаасан байдаг (доорх 1-р зургийг үз). 
400, 600, 900, 1500 ба 2500 фунт даралтын ангилалд цухуйсан өндөр нь 1/4 инч (6.4 мм) байна. Эдгээр ангиудад олон ханган нийлүүлэгчид цухуйсан өндрийг оруулаагүй H ба B хэмжээсүүдийг жагсаасан байдаг (дээрх 2-р зургийг үз).
Энэ нийтлэлд та хоёр хэмжээг олох болно. Хэмжээний дээд эгнээнд цухуйсан өндрийг оруулаагүй, доод эгнээний хэмжээсүүдэд цухуйсан өндрийг оруулаагүй болно.
ХАВТГАЛ ГАЗАР (FF - Хавтгай царай)
Хавтгай нүүртэй (бүтэн нүүр) фланцын хувьд жийргэвч нь боолттой холболттой ижил хавтгайд байрладаг. Ихэнхдээ хавтгай нүүрний фланцыг холбох фланц эсвэл холбох хэрэгслийг цутгаж байгаа газарт ашигладаг. 
Хавтгай нүүрний фланц нь хэзээ ч өргөгдсөн фланцтай холбогддоггүй. ASME B31.1-ийн дагуу цутгамал төмрийн хавтгай фланцыг нүүрстөрөгчийн ган фланцтай холбохдоо ган фланц дээрх цухуйсан хэсгийг зайлуулж, бүх гадаргууг жийргэвчээр битүүмжлэх шаардлагатай. Энэ нь нимгэн, хэврэг цутгамал төмрийн фланцыг ган фланцын цухуйснаас болж хагарахаас хамгаалахын тулд хийгддэг.
O-RING SEAL (RTJ - Ring Type Joint)
RTJ фланцууд нь гадаргуудаа зүсэгдсэн ховилтой бөгөөд үүнд ган o-цагирагуудыг оруулдаг. Боолтыг чангалах үед фланцын хоорондох жийргэвчийг ховил руу шахаж, хэв гажилтанд оруулж, метал-металл хоорондын нягт холбоо үүсдэг тул фланцуудыг битүүмжилсэн. 
RTJ фланц нь дугуй хэлбэртэй ховилтой уруултай байж болно. Энэ цухуйсан хэсэг нь ямар ч төрлийн лац болж чадахгүй. O-цагирагаар битүүмжилсэн RTJ фланцын хувьд холбосон болон чангалагдсан фланцуудын өргөгдсөн нүүр нь хоорондоо шүргэлцэж болно. Энэ тохиолдолд шахсан жийргэвч нь нэмэлт ачааллыг даахаа больж, боолт чангалах, чичиргээ, шилжилт нь жийргэвчийг бутлахаа больж, чангалах хүчийг бууруулдаг.
Металл o-цагираг нь өндөр температур, даралтанд хэрэглэхэд тохиромжтой. Эдгээр нь материал, профайлын зөв сонголтоор хийгдсэн бөгөөд зохих фланцанд үргэлж ашиглагддаг бөгөөд сайн, найдвартай битүүмжлэлийг хангадаг.
O-цагираг нь битүүмжлэлийг "холбоо барих шугам" буюу холбох фланц ба жийргэвчийг хооронд нь шаантаглах замаар хийдэг. Боолтоор дамжуулан битүүмжлэлд дарах замаар жийргэвчний зөөлөн металл нь илүү хатуу фланцын материалын нарийн бүтэц рүү нэвтэрч, маш нягт, үр дүнтэй битүүмжлэлийг бий болгодог. 
Хамгийн их хэрэглэгддэг бөгж:
ASME B16.20-ийн дагуу R-Oval гэж бичнэ
ASME B16.5 фланцын даралтын ангиллын 150-аас 2500-д тохиромжтой.
ASME 16.20-ийн дагуу R-Octagonal гэж бичнэ
Анхны R-Oval загвараас илүү сайжруулсан загвар. Гэсэн хэдий ч тэдгээрийг зөвхөн ховилтой хавтгай фланцуудад ашиглаж болно. ASME B16.5 фланцын даралтын ангиллын 15-аас 2500-д тохиромжтой.
БИЧИГДЭЛТЭЙ, ГАЗАРТАЙ ТӨРӨЛ АГУУЛГА-САВАГ (LMF - Том эрэгтэй нүүр; LFF - Том эмэгтэй нүүр)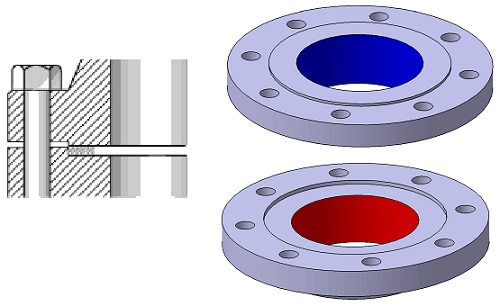
Энэ төрлийн фланц нь таарч байх ёстой. Нэг фланцын нүүр нь ердийн фланцын нүүрний хязгаараас давсан талбайтай ( аав). Нөгөө фланц эсвэл эсрэг фланц нь тохирох завсартай ( Ээж) түүний гадаргуу дээр хийсэн.
Хагас сул тавих
- Жийргэвчийг шахах үед металл металлд хүрэхээс сэргийлж доод зүсэлтийн гүн (ховил) нь ихэвчлэн цухуйсан хэсгийн өндөртэй тэнцүү буюу түүнээс бага байдаг.
- Ховилын гүн нь ихэвчлэн уруулын өндрөөс 1/16 инчээс ихгүй байдаг
БИЧИГДЭХ ГАЗАРТАЙ ФЛАНЦ
(Цахилгаан - Tounge Face - TF; Depression - Groove Face - GF)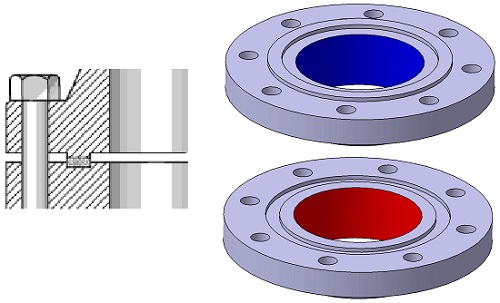
Энэ төрлийн фланцууд нь мөн таарч байх ёстой. Нэг фланц нь энэ фланцын гадаргуу дээр хийсэн цухуйсан (өргөс) цагирагтай байдаг бол ховил нь эсрэг талын гадаргуу дээр боловсруулагдсан байдаг. Ийм гадаргуу нь ихэвчлэн насосны таг болон хавхлагын таг дээр байдаг.
Тогтмол жийргэвч
- Жийргэвчний хэмжээ нь ховилын өндөртэй ижил буюу бага байна
- Жийргэвч нь ховилоос 1/16"-аас ихгүй өргөнтэй.
- Жийргэвчний хэмжээсүүд нь ховилын хэмжээтэй тохирно
- Буулгахдаа холболтыг тусад нь салгах шаардлагатай
ТАВТГАЛ ГАЗАР БА ХОвилтой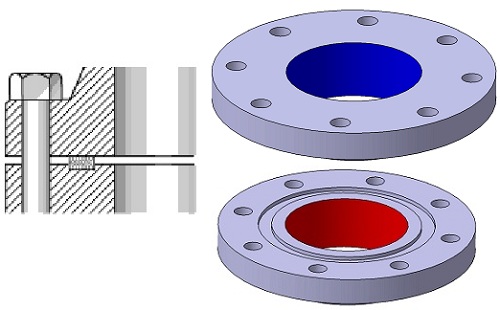
Тогтмол жийргэвч
- Нэг гадаргуу нь тэгш, нөгөө нь ховилтой
- Жийргэвчний шахалтыг нарийн хянах шаардлагатай програмуудад зориулагдсан
- Зөвхөн уян хатан жийргэвчийг ашиглахыг зөвлөж байна - спираль, хөндий цагираг, даралтаар ажилладаг, металл бүрээстэй жийргэвч.
ФЛАНЦНЫ ГАЗАР ТӨГСГӨЛ
ASME B16.5 нь фланцын гадаргуу (өргөссөн нүүр ба хавтгай нүүр) нь тодорхой барзгартай байхыг шаарддаг бөгөөд ингэснээр энэ гадаргуу нь жийргэвчтэй нийцсэн үед сайн битүүмжлэлийг хангадаг. 
Концентрик эсвэл спираль хэлбэрийн эцсийн шургуулга нь нэг инч тутамд 30-55 ховил шаарддаг бөгөөд ингэснээр 125-аас 500 микро инчийн барзгаржилт үүсдэг. Энэ нь фланц үйлдвэрлэгчдэд ямар ч ангиллын металл фланцын жийргэвчийг боловсруулах боломжийг олгоно.
Дэлбэрэлтийн I ангиллын технологийн байгууламжийн А ба В бүлгийн бодисыг тээвэрлэх дамжуулах хоолойн хувьд спираль шархны жийргэвч ашиглахаас бусад тохиолдолд гөлгөр битүүмжлэх гадаргуутай фланцын холболтыг ашиглахыг хориглоно.
ХАМГИЙН АШИГЛАСАН ГАЗАР
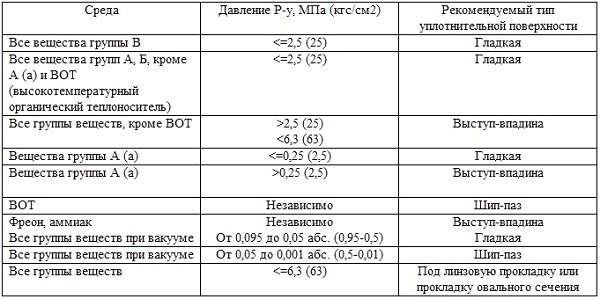
Барзгарлах
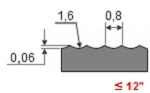
| Энэ нь бараг бүх нийтлэг үйл ажиллагааны нөхцөлд тохиромжтой тул аливаа фланцыг боловсруулахад хамгийн түгээмэл хэрэглэгддэг. Шахах үед жийргэвчний зөөлөн гадаргуу нь боловсруулсан гадаргуутай тулж, битүүмжлэлийг бий болгоход туслах бөгөөд холбогдсон хэсгүүдийн хооронд үрэлтийн түвшин өндөр байдаг. Эдгээр фланцын өнгөлгөө нь 12" эргэлт тутамд 0,88 мм-ийн тэжээлийн хурдтайгаар 1,6 мм радиустай зүсэгчээр хийгддэг. 14" ба түүнээс дээш хэмжээтэй бол 3,2 мм-ийн радиустай зүсэгчээр 1,2 мм-ийн тэжээлээр боловсруулдаг. |
 |
 |
Спираль ховил
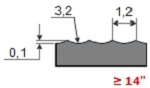
 Энэ нь тасралтгүй эсвэл фонографик спираль ховил байж болох боловч 45 ° тэнхлэгтэй өнцөг бүхий V-профайлыг үүсгэдэг 90 градусын зүсэгч ашиглан ховилыг гаргаж авдагаараа барзгар ховилоос ялгаатай.
Энэ нь тасралтгүй эсвэл фонографик спираль ховил байж болох боловч 45 ° тэнхлэгтэй өнцөг бүхий V-профайлыг үүсгэдэг 90 градусын зүсэгч ашиглан ховилыг гаргаж авдагаараа барзгар ховилоос ялгаатай. Төвлөрсөн ховил.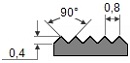 Нэрнээс нь харахад боловсруулалт нь төвлөрсөн ховилоос бүрддэг. 90 ° зүсэгчийг ашигладаг бөгөөд цагиргууд нь бүх гадаргуу дээр жигд тархдаг.
Нэрнээс нь харахад боловсруулалт нь төвлөрсөн ховилоос бүрддэг. 90 ° зүсэгчийг ашигладаг бөгөөд цагиргууд нь бүх гадаргуу дээр жигд тархдаг.
Гөлгөр гадаргуу.![]() Ийм боловсруулалт нь багажны ул мөрийг нүдээр үлдээдэггүй. Ийм гадаргууг ихэвчлэн давхар бүрээстэй, хавтгай ган эсвэл Атираат металл зэрэг металл гадаргуутай жийргэвчинд ашигладаг. Гөлгөр гадаргуу нь битүүмжлэлийг бий болгоход тусалдаг бөгөөд эсрэг талын гадаргуугийн тэгш байдлаас хамаарна. Энэ нь ихэвчлэн 0.8 мм-ийн радиустай зүсэгчээр хийсэн тасралтгүй (заримдаа фонограф гэж нэрлэдэг) мушгиа ховилоор үүсгэгдсэн жийргэвчтэй холбоо барих гадаргуугийн тусламжтайгаар, нэг эргэлт тутамд 0.3 мм, 0.05 мм гүнд хүрдэг. Энэ нь Ra 3.2-оос 6.3 микрометр (125-250 микро инч) хооронд тэгш бус байдлыг бий болгоно.
Ийм боловсруулалт нь багажны ул мөрийг нүдээр үлдээдэггүй. Ийм гадаргууг ихэвчлэн давхар бүрээстэй, хавтгай ган эсвэл Атираат металл зэрэг металл гадаргуутай жийргэвчинд ашигладаг. Гөлгөр гадаргуу нь битүүмжлэлийг бий болгоход тусалдаг бөгөөд эсрэг талын гадаргуугийн тэгш байдлаас хамаарна. Энэ нь ихэвчлэн 0.8 мм-ийн радиустай зүсэгчээр хийсэн тасралтгүй (заримдаа фонограф гэж нэрлэдэг) мушгиа ховилоор үүсгэгдсэн жийргэвчтэй холбоо барих гадаргуугийн тусламжтайгаар, нэг эргэлт тутамд 0.3 мм, 0.05 мм гүнд хүрдэг. Энэ нь Ra 3.2-оос 6.3 микрометр (125-250 микро инч) хооронд тэгш бус байдлыг бий болгоно.
Жийргэвч
Хатуу фланцыг холбохын тулд жийргэвч хэрэгтэй. 
Жийргэвч нь хоёр гадаргуугийн хооронд ус үл нэвтрэх холболт үүсгэхэд ашигладаг шахсан хуудас эсвэл цагираг юм. Жийргэвч нь хэт өндөр температур, даралтыг тэсвэрлэх чадвартай бөгөөд металл, хагас металл, металл бус материалаар хийгдсэн байдаг.
Жишээлбэл, битүүмжлэх зарчим нь хоёр фланцын хооронд жийргэвчийг шахах явдал юм. Жийргэвч нь фланцын микроскопийн орон зай, гадаргуугийн тэгш бус байдлыг дүүргэж, дараа нь шингэн, хий алдагдахаас сэргийлж битүүмжлэл үүсгэдэг. Хоног холболтонд гоожихоос сэргийлэхийн тулд жийргэвчийг зөв, болгоомжтой суурилуулах шаардлагатай.
Энэ нийтлэлд ASME B16.20 (Металл ба хагас металл хоолойн фланцын жийргэвч) ба ASME B16.21 (металл бус, хавтгай хоолойн фланцтай жийргэвч) стандартад нийцсэн жийргэвчийг тайлбарлах болно.
БОРОО
Хоёр фланцыг хооронд нь холбохын тулд боолт шаардлагатай. Тоо нь фланцын нүхний тоогоор тодорхойлогддог бөгөөд боолтны диаметр, урт нь фланцын төрөл, даралтын ангиллаас хамаарна. ASME B16.5 фланцын хувьд газрын тос, химийн үйлдвэрт хамгийн түгээмэл хэрэглэгддэг боолтууд нь хадаас юм. Самар нь урсгалтай саваа ба хоёр самараас бүрдэнэ. Өөр нэг төрлийн боолт нь нэг самартай ердийн зургаан өнцөгт боолт юм.
Хэмжээ, хэмжээсийн хүлцэл гэх мэт. ASME B16.5 болон ASME B18.2.2, ASTM-ийн янз бүрийн стандартын материалд тодорхойлогдсон.
ЭРЧИМ ХҮЧ
Хатуу фланцын холболтыг олж авахын тулд жийргэвчийг зөв суурилуулж, боолт нь зөв чангалах моменттой байх ёстой бөгөөд нийт чангалах стресс нь бүхэл фланцанд жигд тархсан байх ёстой. 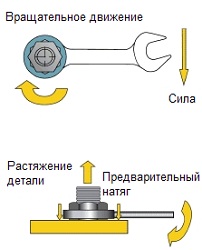
Шаардлагатай суналтыг чангалах моментийн улмаас гүйцэтгэдэг (самарыг эргүүлэх замаар бэхэлгээнд урьдчилан ачаалал өгөх).
Боолтыг зөв чангалах момент нь түүний уян хатан шинж чанарыг хамгийн сайн ашиглах боломжийг олгодог. Ажлаа сайн хийхийн тулд боолт нь пүрш шиг ажиллах ёстой. Ашиглалтын явцад чангаруулах процесс нь боолт дээр тэнхлэгийн, урьдчилсан ачааллыг байрлуулдаг. Мэдээжийн хэрэг, энэ суналтын хүч нь угсралтын бүрэлдэхүүн хэсгүүдэд хэрэглэсэн эсрэг шахалтын хүчтэй тэнцүү байна. Үүнийг чангалах хүч эсвэл суналтын хүч гэж нэрлэж болно.
ЭРХЛЭГЧ ЭРХҮҮЛЭГЧ
Эргэлт эрэг чангалах түлхүүр нь боолт эсвэл самар ч бай холболтод нарийн эргүүлэх хүчийг ашиглахад ашигладаг гар багажны ерөнхий нэр юм. Энэ нь операторыг боолтонд хэрэглэсэн эргэлтийн хүчийг (момент) хэмжих боломжийг олгодог бөгөөд энэ нь техникийн үзүүлэлттэй тохирч байх ёстой. 
Хоног боолтыг чангалах техникийг зөв сонгох нь туршлага шаарддаг. Аливаа техникийг зөв ашиглахын тулд ашиглах хэрэгсэл болон тухайн ажлыг гүйцэтгэх мэргэжилтний ур чадвар шаардагдана. Боолтыг чангалах хамгийн түгээмэл аргуудыг доор харуулав.
- гараар чангалах
- хийн эрэг чангалах түлхүүр
- гидравлик эргүүлэх эрэг чангалах түлхүүр
- рокер эсвэл араа бүхий гарын авлагын эргүүлэх эрэг чангалах түлхүүр
- гидравлик боолт чангалагч
Моментийн алдагдал нь ямар ч боолттой холболттой холбоотой байдаг. Боолт сулрах (суулгаснаас хойшхи эхний 24 цагийн дотор ойролцоогоор 10%), жийргэвчний мөлхөж, систем дэх чичиргээ, дулааны тэлэлт, боолтыг чангалах үед уян харимхай харилцан үйлчлэлийн хосолсон нөлөө нь эргүүлэх хүчийг алдагдахад хүргэдэг. Моментийн алдагдал нь чухал цэгт хүрэх үед дотоод даралт нь жийргэвчийг барьж буй шахалтын хүчнээс давж, энэ тохиолдолд гоожиж, үлээлгэж болно.
Эдгээр нөлөөллийг багасгах гол зүйл бол жийргэвчийг зөв байрлуулах явдал юм. Жийргэвчийг суурилуулахдаа фланцуудыг хооронд нь холбож, жигд, зэрэгцээ, хамгийн бага чангалах моментоор 4 боолтыг зөв чангалах дарааллыг дагаж чангалах шаардлагатай. Энэ нь ашиглалтын зардлыг бууруулж, аюулгүй байдлыг сайжруулах болно.
Жийргэвчний зөв зузаан нь бас чухал юм. Жийргэвч нь зузаан байх тусам түүний мөлхөгч нь өндөр байх бөгөөд энэ нь эргээд чангалах моментыг алдахад хүргэдэг. ASME стандарт нь шүдтэй фланцын хувьд ерөнхийдөө 1.6 мм-ийн жийргэвчийг санал болгодог. Нимгэн материал нь жийргэвчний ачаалал ихтэй тул дотоод даралт ихсэх үед ажиллах боломжтой.
ТОСОЛГООН ҮРЭЛТИЙГ БУУРУУЛНА
Тосолгоо нь чангалах үед үрэлтийг багасгаж, угсралтын явцад боолтны урсацыг багасгаж, ашиглалтын хугацааг уртасгадаг. Үрэлтийн коэффициентийн өөрчлөлт нь өгөгдсөн чангалах момент дээр хүрэх урьдчилсан ачааллын хэмжээнд нөлөөлдөг. Илүү их үрэлтийн коэффициент нь эргүүлэх хүчийг урьдчилсан ачаалал болгон хувиргахад хүргэдэг. Шаардлагатай эргүүлэх моментийг зөв тогтоохын тулд тосолгооны материал үйлдвэрлэгчээс өгсөн үрэлтийн коэффициентийн утгыг мэддэг байх ёстой.
Холхивчийн самар болон эр утаснуудын гадаргуу дээр тос эсвэл шүүрэлтээс хамгаалах бодисыг түрхэх шаардлагатай.
ЧАНГАЛАХ ДАРААЛ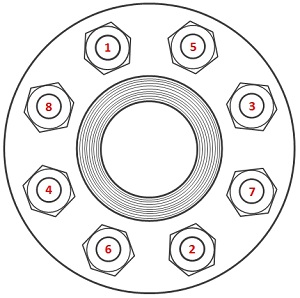 Эхлээд дамжуулж, эхний боолтыг бага зэрэг чангалж, дараа нь түүний эсрэг талын боолтыг, дараа нь дөрөвний нэгийг тойрог хэлбэрээр (эсвэл 90 градус) эргүүлж, гурав дахь боолтыг чангалж, эсрэгээр нь дөрөв дэх боолтыг чангална. Бүх боолтыг чангалах хүртэл энэ дарааллыг үргэлжлүүлнэ. Дөрвөн боолттой фланцыг чангалахдаа хөндлөн огтлолын хэв маягийг ашиглана.
Эхлээд дамжуулж, эхний боолтыг бага зэрэг чангалж, дараа нь түүний эсрэг талын боолтыг, дараа нь дөрөвний нэгийг тойрог хэлбэрээр (эсвэл 90 градус) эргүүлж, гурав дахь боолтыг чангалж, эсрэгээр нь дөрөв дэх боолтыг чангална. Бүх боолтыг чангалах хүртэл энэ дарааллыг үргэлжлүүлнэ. Дөрвөн боолттой фланцыг чангалахдаа хөндлөн огтлолын хэв маягийг ашиглана.
ФЛАНЦ БЭХСЭХ БЭЛТГЭЛ
Хоног холболтын битүүмжлэлд хүрэхийн тулд бүх бүрэлдэхүүн хэсгүүд үнэн зөв байх шаардлагатай.
Холболтын процессыг эхлүүлэхийн өмнө ирээдүйд асуудал гарахгүйн тулд дараах алхмуудыг хийх шаардлагатай.
- Хоногны гадаргууг цэвэрлэж, зураас байгаа эсэхийг шалгаарай, гадаргуу нь цэвэр, ямар нэгэн согоггүй (овойлт, хонхорхой, хонхорхой гэх мэт) байх ёстой.
- Бүх боолт, самар эвдэрсэн эсвэл утас зэвэрсэн эсэхийг шалгана. Шаардлагатай бол боолт эсвэл самар солих буюу засварлана
- Бүх утаснуудаас бүрээсийг арилгана
- Боолт эсвэл бэхэлгээний утас, фланц эсвэл угаагчтай зэргэлдээх самарны гадаргууг тослох. Ихэнх хэрэглээнд хатуурсан угаагч хэрэглэхийг зөвлөж байна.
- Шинэ жийргэвчийг суурилуулж, төвлөрсөн эсэхийг шалгаарай. ХУУЧИН жийргэвч, олон жийргэвчийг бүү ашигла.
- ASME B31.3 технологийн хоолойн стандартын дагуу фланцын тэгш байдлыг шалгана уу
- Самрын байрлалыг тохируулж, 2-3 утас нь утасны дээд талд байгаа эсэхийг шалгаарай.



