Rezanje zunanjega navoja
nit predstavlja vijačni utor, oblikovan na vrtljivih delih. Pogosto se uporablja za povezovanje delov skupaj (pritrjevanje) in za prenos gibanja (kot na primer v vodilnem vijaku stružnice ali primeža).
Uporablja se v navojnih povezavah vijaki, lasnice in vijaki. Vijak – valjasta palica z glavo na enem koncu in navojem na drugem (glej sliko na desni). A). Sponka za lase - valjasta palica z navoji na obeh koncih. En konec čepa se privije v enega od delov, ki jih je treba spojiti, na drugi strani pa se namesti del, ki ga je treba pritrditi, in privije matica ( b). Vijak - valjasta palica z navojem za privijanje v enega od delov, ki jih je treba povezati, in glavo različnih oblik ( V).
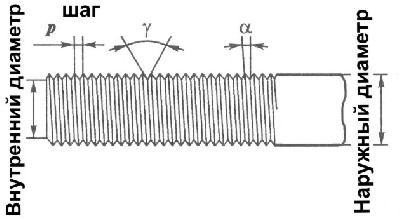
Osnovni elementi niti
: vijačni kot A,
korak navoja R, profilni kot pri, zunanji in notranji premer(slika levo). Glede na namen navojne povezave se uporabljajo različne vrste navojev.

Avtor: smer zavojev rezbarjenje se zgodi prav in levo(slika desno). Najpogosteje se rezijo desni navoji.
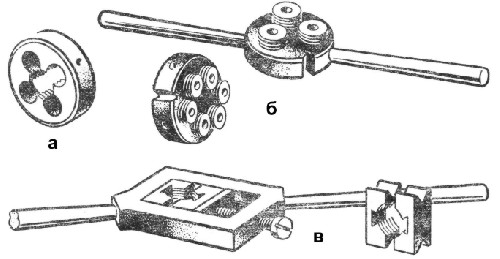
Za rezanje zunanjih pritrdilnih navojev uporabite posebno orodje - umre. So krog(slika levo A), valjanje niti(b) In drsenje(V).
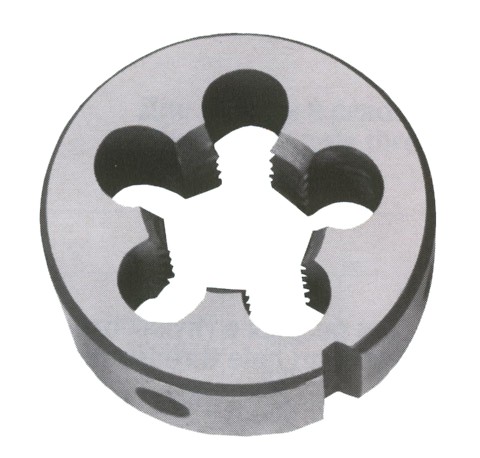
Okrogla matrica (slika na desni) je izdelana v obliki matice iz kaljenega jekla. Navoj matrice je prečkan skozi vzdolžne luknje. Nastali klinasti rezalni robovi in utori zagotavljajo rezanje obdelovanca in hkratno sproščanje odrezkov. Da se konec palice (obdelovanca) bolje prilega v matrico s končnih strani, ima njegov navoj nižjo višino profila. To je tako imenovani ograjni del. Okrogle matrice v skladu s standardom so predvidene za rezanje metričnih navojev s premerom od 1 do 76 mm. Postavljeni so v gnezda nosilec matrice in ga tam pritrdite s čepi (ali sorniki) z režo za izvijač.
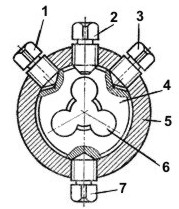
Umri 4 (slika levo) z posebni izrezi 6 priložen nosilec matrice 5 ali v ovratnik tri ali štiri vijake, odvisno od njegove velikosti in pogojev delovanja. Ena oz dva vijaka 7 služijo za zavarovanje vijaki 1 in 3 - za pritrditev in stiskanje matrice pri prilagajanju njene velikosti po rezanju mostička. Matrica se razširi z uporabo vijak 2 .
V stavbi matrica za valjanje navojev (riž. b zgoraj) nameščeno valjanje nastavljiva kolesca z navojem. Kovina obdelovanca ni rezana, ampak ekstrudirana. Zaradi tega je površina navoja čistejša, sam navoj pa kvalitetnejši in natančnejši.
 Drsne prizmatične matrice
(riž. V zgoraj) je sestavljen iz dveh drsnih in zložljivih polplošč.
Drsne prizmatične matrice
(riž. V zgoraj) je sestavljen iz dveh drsnih in zložljivih polplošč.
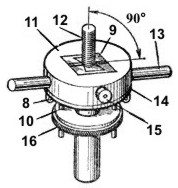
Posebej zanimiv je gumb za namestitev in pritrditev matric (slika desno) z dodatnim vodilnim obročem 16
, ki pomaga ohranjati smer na cilindričnih obdelovancih 12
(palice, potiskala kalupov in vijaki, snemalci kalupov). Dodatno napravo je mogoče uporabiti v običajnih vratih.
V notranjem delu sponke 1
Ovratnik ima obdelano kvadratno okence z vstavljenimi prizmatičnimi matricami. Na strani držala je nameščen vijak 15
, stiskanje matric 9
med delovanjem in s strani sponke v telo 11
privita dva ročaja 13
za oprijem z roko. Na dnu kletke je nameščena podložka 14
, pritrjen z vijaki 8
in dva vodilna zatiča 10
, po katerem se obroč premika 16
.
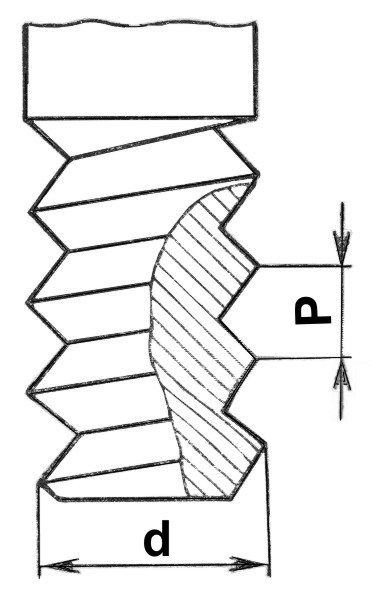
Če želite rezati navoj z matrico na palici, morate najprej vedeti zunanji premer navoja d in njo korak R(glej sliko na levi). Ti podatki so navedeni na ploščici. Nato s pomočjo tabele (glej tabelo spodaj) določite premer palice za ta navoj in izberite obdelovanec.
| Premer navoja | korak(R) | Premer palice | |
| Vsaj | Največji | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Hkrati je treba upoštevati, da se pri rezanju niti kovina, zlasti baker in mehko jeklo, "raztegne". Zaradi tega se premer palice rahlo poveča in pritisk na navojno površino matrice se poveča. Segreje se, ostružki se prilepijo na rezalne robove in navoj postane "raztrgan". Vse to zmanjšuje njegovo kakovost. Zato premer palice naj bo 0,1...0,3 mm manjši od zunanjega premera navoja, odvisno od velikosti navoja. Če je premer palice 0,4 ... 0,5 mm manjši od zunanjega premera navoja, je profil navoja nepopoln.
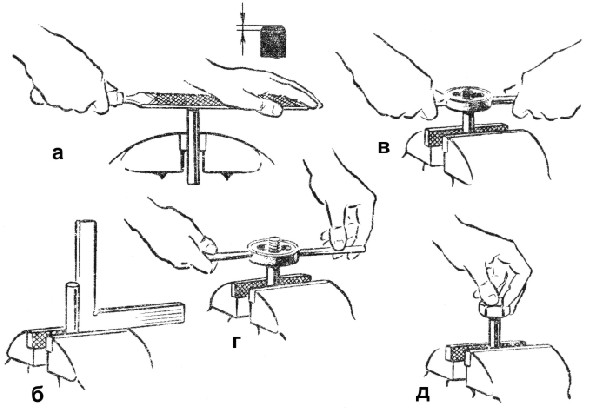 Izbrani obdelovanec je treba poravnati, označiti, odrezati v skladu z oznakami in ga pritrditi v primež, posneti s pilo (slika desno). A), tako da sesalni del matrice lažje zajame kovino. Kakovost matrice preverite z zunanjim pregledom in privijanjem na vijak ali čep z nepoškodovanim navojem. Prav tako je treba skrbno preveriti kakovost pritrditve matrice v držalo matrice, da se izključi morebitno popačenje in zdrs v vtičnici.
Izbrani obdelovanec je treba poravnati, označiti, odrezati v skladu z oznakami in ga pritrditi v primež, posneti s pilo (slika desno). A), tako da sesalni del matrice lažje zajame kovino. Kakovost matrice preverite z zunanjim pregledom in privijanjem na vijak ali čep z nepoškodovanim navojem. Prav tako je treba skrbno preveriti kakovost pritrditve matrice v držalo matrice, da se izključi morebitno popačenje in zdrs v vtičnici.
Pred rezanjem navoja je njegova dolžina označena na palici, palica je pritrjena v primežu tako, da je konec, ki štrli nad zgornjo ravnino čeljusti, 20 ... 25 mm večji od dela, ki ga režete. Palica je nameščena na kvadratu pod kotom 90° glede na zgornje ravnine čeljusti (sl. b). Matrica, pritrjena v držalu matrice, se namesti na zgornji konec palice in z rahlim pritiskom, da se matrica ne poševi, zavrti (sl. V). Po rezanju 1-2 niti še enkrat preverite sovpadanje osi vrtenja matrice in palice.
Potem navojni del palice namažite z oljem, rezanje matrice in vrtenje matrice, enakomerno pritiskanje na oba ročaja držala matrice (sl. G). Vrtenje naj bo recipročno: en ali dva obrata v desno in pol obrata v levo. V tem primeru se žetoni zlomijo in izstopijo skozi vzdolžno luknjo. To olajša rezanje niti in izboljša kakovost niti. 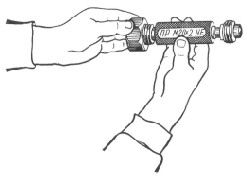
Kakovost narezanih niti se preverja v proizvodnih pogojih navojni mikrometri, merilniki navojev- prstani in vijačni čepi(glej sliko na levi). V šolskih okoljih je dovoljeno preverjanje niti z maticami.
Po končanem delu se matrica odstrani iz držala matrice, s čopičem temeljito očisti od ostružkov, obriše s krpo in namaže z oljem.
Vrezovanje navojev z matrico se lahko izvede tudi na stružnici.
Pri rezanju navojev mora biti matrica varno pritrjena v držalo matrice.
Pri delu pazite, da ne pridete z roko med ročaj držala matrice in oporo.
Za mazanje uporabite krtačo ali posodo z oljem.
Ne odpihujte ostružkov z matrice, ampak uporabite krtačo za metlo.
Ne dovolite, da olje pride na oblačila ali roke.
Tovarne uporabljajo kaljene vijake, ki se privijejo skozi luknje v dveh ali več kosih pločevine, ki jih je treba spojiti. Vijaki, rezalni navoji v luknjah, povezujejo te dele. Ta način navojne povezave je ekonomičen in pospeši postopek montaže. Mnoga podjetja zdaj uporabljajo kaljeno samoiztiskanje vijaki za jeklene in litoželezne dele, katerih trdota je manjša od trdote vijakov.
Navoji na vijakih in čepih majhnega premera so izdelani avtomatske stružnice sočasno z izdelavo samih vijakov. Tudi vijaki in vijaki žigosano na stiskalnicah.
Pogosto se uporablja v masovni proizvodnji navijanje zunanjega navoja. Po prehodu med valji se na palici oblikuje navoj. Nekateri stroji za rezanje navojev uporabljajo plošče iz karbidne trdine namesto valjev.
V nadaljevanju opisujemo osnovne pojme in pojme, ki so potrebni za obvladovanje snovi.
Glavni elementi niti:
Premer zunanjega navoja- to je premer namišljenega valja, katerega površina sovpada z vrhovi zunanjega navoja in dolinami notranjega navoja.
Premer notranjega navoja- premer valja, katerega površina sovpada z vrhovi notranjega navoja in dolinami zunanjega navoja.
Povprečni premer niti- premer namišljenega valja, ki je soosen z navojem, katerega generatrisa seka profil navoja na mestu, kjer je širina utora enaka polovici koraka navoja.
Profilni kot- kot med stranicama profila, merjen v osnem prerezu.
Vrh profila- odsek profila, ki povezuje stranice štrline.
Profilna depresija- odsek profila, ki povezuje stranice utora.
Korak navoja je razdalja med sosednjima istoimenskima stranicama profila v smeri, ki je vzporedna z osjo navoja.
Kot navoja- kot, ki ga tvorita tangenta na vijačnico na točko, ki leži na povprečnem premeru navoja, in ravnina, pravokotna na os navoja.
Profilni kot- kot med stranicama navoja, merjen v ravnini, ki poteka skozi os navoja.
Sistem navojev
V industriji se uporabljajo naslednje niti:
Metrični navoj- ima trikotni profil in služi predvsem za povezovanje delov skupaj.
Metrične niti so razdeljene v dve skupini: metrični navoj z velikim korakom in metrični navoj s finim korakom za premere 0,25-600 mm.
Cevni stožčasti navoj- ima enak namen kot cilindrični. Zahtevano gostoto povezave dosežemo z deformacijo zavojev stožčastega cevnega navoja.
Stožčasti inčni navoj s profilnim kotom 60 stopinj. Stožčasti palčni navoji se uporabljajo za doseganje tesnih povezav.
Inčni navoj- uporablja se za pritrjevanje povezav strojnih delov s sorniki, vijaki in zatiči.
Trapezne niti- uporablja se predvsem za vodilne vijake obdelovalnih strojev in drugih prenosov moči.
Trapezne niti se delijo na velika, normalna in majhna.
Potisne niti- veliki, normalni in majhni - uporabljajo se predvsem za tekoče in tovorne (težke) vijake z enostransko delujočo obremenitvijo. V redkih primerih se uporabljajo kot pritrdilni elementi.
Pravokotni navoj- uporablja se za tovorne in vodilne vijake. Niti je težko izdelati in imajo slabosti, ki omejujejo njihovo uporabo.
Cilindrični cevni navoj- cilindrični cevni navoj se uporablja pri povezavah votlih tankostenskih delov, ko mora biti spoj še posebej tesen.
Modularna nit- uporablja se za črve.
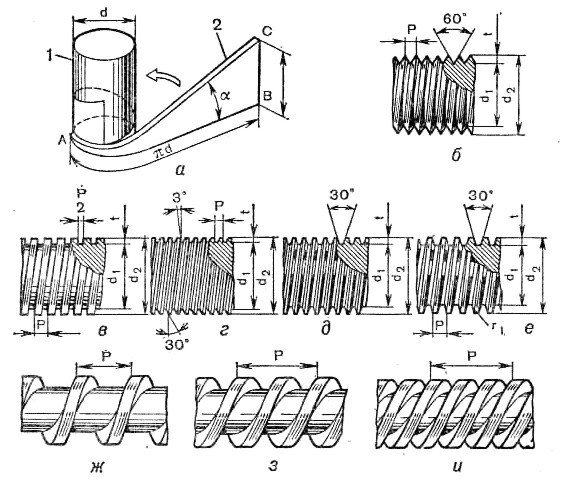
Helix diagram: A- razvoj vijačnice; b- cilindrični trikotni navoj; V- cilindrični kvadratni navoj; G- cilindrični pravokotni navoj; d- valjaste
trapezna nit; e- cilindrični okrogel navoj; in- navoj z enim zagonom; h- dvojna nit; in - navoj s tremi začetki.

Da bi ugotovili korak navoja, se uporabljajo posebni merilniki (glej sliko na desni).



