Utvändig gängskärning
Tråd representerar spiralformade spår bildade på roterande delar. Den används i stor utsträckning för att ansluta delar till varandra (fästning) och för att överföra rörelse (som till exempel i blyskruven på en svarv eller skruvstäd).
Används i gängade anslutningar bultar, hårnålar Och skruvar. Bult - en cylindrisk stång med ett huvud i ena änden och gängad i den andra (se bilden till höger A). Hårnål - en cylindrisk stång med en gänga i båda ändar. Ena änden av tappen skruvas in i en av delarna som ska sammanfogas, och den del som ska fästas monteras i den andra änden och muttern skruvas på ( b). Skruva - en cylindrisk stång med en gänga för skruvning i en av de anslutna delarna och ett huvud av olika former ( V).
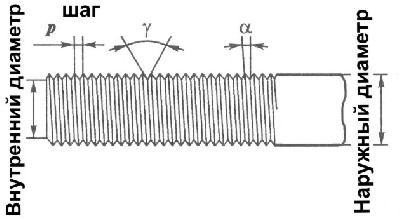
Grundläggande trådelement
: spiralvinkel A,
trådtäthet R, profilvinkel på, yttre och inre diametrar(fig. vänster). Beroende på syftet med den gängade anslutningen används olika typer av gängor.

Förbi svängarnas riktning carving sker höger Och vänster(fig. höger). Klipp oftast rätt tråd.
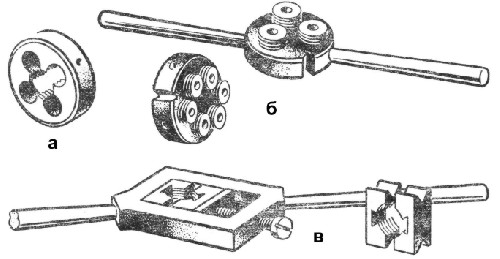
För att skära utvändiga fästgängor används ett specialverktyg - dör. Dom är runda(fig. vänster A), trådrullning(b) Och glidande(V).
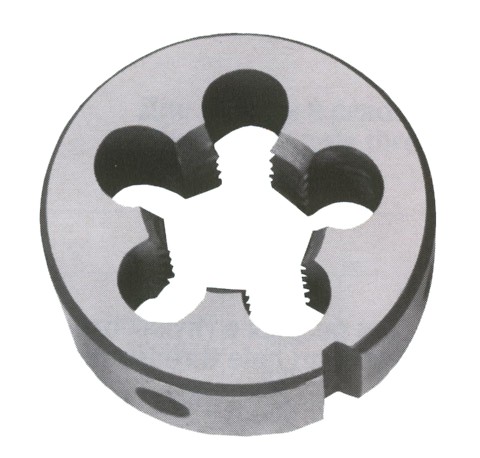
Rund tärning (fig. höger) är gjord i form av en härdad stålmutter. Formgängan korsas av genomgående längsgående hål. De formade skäreggarna i form av en kil och ett spår säkerställer skärning av arbetsstycket och samtidigt spånutträde. För att änden av stången (råämnet) bättre ska komma in i formen från ändsidorna har dess gänga en lägre profilhöjd. Detta är den så kallade staketdelen. Runda stansar i enlighet med standarden tillhandahålls för skärning av metriska gängor med en diameter på 1 till 76 mm. De placeras i bon formhållare och fixerad där med dubbar (eller bultar) med ett spår för en skruvmejsel.
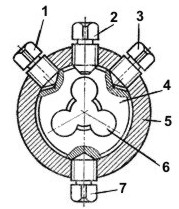
dö 4 (fig. vänster) med speciella utskärningar 6 fäst i formhållare 5 eller in vev tre eller fyra skruvar, beroende på dess storlek och driftsförhållanden. En eller två skruvar 7 tjäna till att säkra skruvar 1 Och 3 - för fixering och komprimering av formen vid justering av dess storlek efter att ha klippt igenom bygeln. Plåten är oklädd med skruvar 2 .
Om trådrullande dyna (ris. b ovan) installerad rullning gängade justerbara rullar. Arbetsstyckets metall skärs inte, utan extruderas. På grund av detta är ytan på tråden renare, och själva tråden är bättre och mer exakt.
 Glidande prismatiska stansar
(ris. V ovan) består av två skjutbara och infällbara halvplattor.
Glidande prismatiska stansar
(ris. V ovan) består av två skjutbara och infällbara halvplattor.
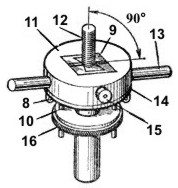
Av särskilt intresse är en knopp för att installera och fästa stansar (fig. till höger) med en extra styrring 16
som hjälper till att bibehålla riktningen på cylindriska arbetsstycken 12
(stänger, formskjutare och skruvar, formavdragare). En extra anordning kan användas i konventionella kragar.
I den inre delen av buren 1
knoppen har ett bearbetat fyrkantigt fönster med insatta prismatiska stansar. En skruv är installerad på sidan av buren 15
, trycka på formarna 9
under drift, och från sidorna av klämman in i kroppen 11
skruvat två handtag 13
för handgrepp. En bricka är installerad i botten av buren 14
fixeras med skruvar 8
, och två styrstift 10
längs vilken ringen rör sig 16
.
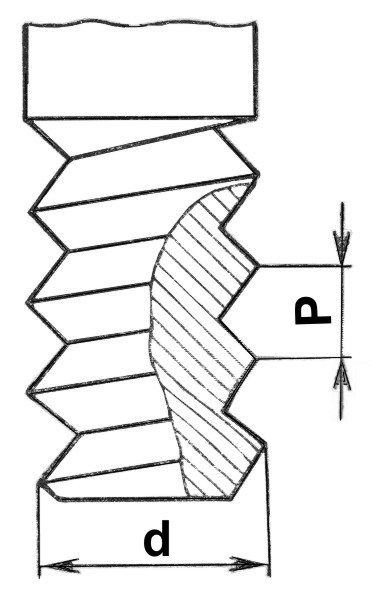
För att skära en tråd med en stans på en stång måste du först ta reda på det gänga ytterdiameter d och hon steg R(se fig. till vänster). Dessa data anges på skylten. Sedan, enligt tabellen (se tabellen nedan), bestäm diametern på stången för denna tråd och välj arbetsstycket.
| Tråddiameter | Steg(R) | Stångens diameter | |
| Minst | största | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Samtidigt måste man ta hänsyn till att när en tråd skärs, "töjs" metall, särskilt koppar, mjukt stål. Som ett resultat av detta ökar stavens diameter något och trycket på den gängade ytan av dynan ökar. Det värms upp, spånen fastnar på skärkanterna och tråden blir "sliten". Allt detta minskar dess kvalitet. Det är därför diametern på stången måste vara mindre än gängans ytterdiameter med 0,1 ... 0,3 mm, beroende på gängans storlek. Om stavens diameter är mindre än 0,4 ... 0,5 mm av gängans ytterdiameter, är gängprofilen ofullständig.
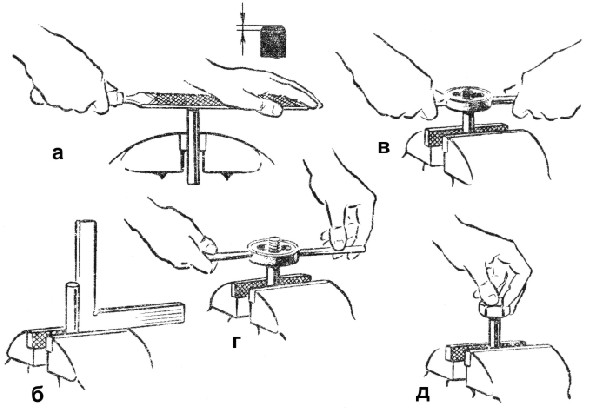 Det valda arbetsstycket måste rätas ut, markeras, skäras av enligt markeringen och, genom att fästa det i ett skruvstycke, fasa med en fil (bild till höger). A) så att munstyckets inloppsdel lättare fångar upp metallen. Formens kvalitet bör kontrolleras genom extern inspektion och genom att skruva fast den på en bult eller bult med intakt gänga. Det är också nödvändigt att noggrant kontrollera kvaliteten på att fästa formen i formhållaren för att utesluta dess eventuella förvrängning och glidning i sockeln.
Det valda arbetsstycket måste rätas ut, markeras, skäras av enligt markeringen och, genom att fästa det i ett skruvstycke, fasa med en fil (bild till höger). A) så att munstyckets inloppsdel lättare fångar upp metallen. Formens kvalitet bör kontrolleras genom extern inspektion och genom att skruva fast den på en bult eller bult med intakt gänga. Det är också nödvändigt att noggrant kontrollera kvaliteten på att fästa formen i formhållaren för att utesluta dess eventuella förvrängning och glidning i sockeln.
Före gängning markeras dess längd på stången, stången fixeras i ett skruvstäd så att änden som sticker ut ovanför käftarnas övre plan är 20 ... 25 mm större än den skurna delen. Staven placeras längs kvadraten i en vinkel på 90 ° mot käftarnas övre plan (Fig. b). Formen, fixerad i formhållaren, placeras på den övre änden av stången och roterar den med ett lätt tryck utan att tillåta formen att skeva (Fig. V). Efter att ha klippt 1-2 trådar av tråden kontrolleras sammanträffandet av rotationsaxlarna för formen och stången igen.
Efter det smörj den gängade delen av stången med olja, skära av formen och rotera formen, tryck jämnt på båda handtagen på formhållaren (Fig. G). Rotationen ska vara fram- och återgående: ett eller två varv åt höger och ett halvt varv åt vänster. I det här fallet går spånet sönder, går ut genom det längsgående hålet. Detta gör gängningen enklare och förbättrar trådkvaliteten. 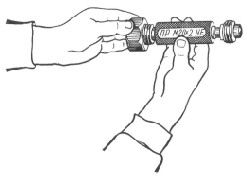
Kvaliteten på den avskurna tråden under produktionsförhållanden kontrolleras gängmikrometer, gängmätare-ringar och skruvpluggar(se fig. till vänster). I skolförhållanden är det tillåtet att kontrollera gängan med muttrar.
Efter avslutat arbete tas formen bort från formhållaren, rengörs noggrant med en borste från chips, torkas av med en trasa och smörjs med olja.
Gängning med stans kan också utföras på en svarv.
Vid skärning av gängor ska dynan vara säkert fastsatt i dynhållaren.
Var försiktig när du arbetar så att du inte hamnar mellan handtaget och stödet.
Använd en borste eller smörjmedel för att smörja.
Blås inte spånen från formen, utan använd en sopborste.
Låt inte olja komma i kontakt med kläder eller händer.
I fabriker används härdade skruvar som drivs genom stansade hål i två eller flera plåtdelar som ska sammanfogas. Skruvar, skär gängor i hålen, anslut dessa delar. Denna metod för gängad anslutning är ekonomisk och påskyndar monteringsprocessen. Många företag använder nu härdade självextruderande skruvar för stål- och gjutjärnsdelar vars hårdhet är mindre än skruvarnas.
Gängor på bultar och dubbar med liten diameter görs på automatiska svarvar samtidigt med tillverkningen av själva bultarna. Skruvar och bultar också pressa fram på pressarna.
Utbredd i massproduktion utvändig trådrullning. Efter passagen mellan rullarna bildas en gänga på stången. Vissa gängare använder hårdmetallskär istället för rullar.
De viktigaste termerna och begreppen som är nödvändiga för att bemästra materialet beskrivs nedan.
Huvudelementen i tråden:
Yttergänga diameter- detta är diametern på en imaginär cylinder, vars yta sammanfaller med topparna på den yttre gängan och rännorna på den inre gängan.
Gängans innerdiameter- cylinderns diameter, vars yta sammanfaller med topparna på den inre gängan och den yttre gängans rännor.
Genomsnittlig gängdiameter- diametern på en tänkt koaxial cylinder med en gänga, vars generatris skär gängprofilen vid den punkt där spårets bredd är lika med halva gängstigningen.
Profilvinkel- vinkeln mellan profilens sidor, mätt i axiell sektion.
Profil topp- sektion av profilen som förbinder sidorna av utsprånget.
profilhålighet- sektion av profilen som förbinder sidorna av spåret.
Gängstigning - avståndet mellan intilliggande profilflanker med samma namn i en riktning parallell med gängaxeln.
Gängvinkel- vinkeln som bildas av tangenten till spiralen till den punkt som ligger på gängans medeldiameter och planet vinkelrätt mot gängans axel.
Profilvinkel- vinkeln mellan spolens sidor, mätt i ett plan som går genom gängans axel.
Gängsystem.
Följande trådar används inom industrin:
Metrisk tråd- har en triangulär profil och tjänar huvudsakligen till att ansluta delar till varandra.
Metriska trådar är indelade i två grupper: metrisk grov tråd Och metrisk gänga med fin stigning för diametrar 0,25-600 mm.
Konisk gänga- har samma syfte som den cylindriska. Den erforderliga tätheten hos anslutningen uppnås genom deformation av de koniska rörgängorna.
Konisk tumgänga med en profilvinkel på 60 grader. Konisk tumgänga används för att få täta anslutningar.
Tum tråd- används för att fixera maskindelar med bultar, skruvar och dubbar.
Trapetsformade trådar- används främst för ledskruvar i verktygsmaskiner och andra kraftöverföringar.
Trapetsformade trådar uppdelad i stora, normala och små.
Trycktrådar- stora, normala och små - används främst för löpande och last (med stor last) propellrar med ensidigt verkande last. I sällsynta fall används de som fästelement.
Rektangulär tråd- används för last och blyskruvar. Tråden är svår att tillverka och har nackdelar som begränsar dess användning.
Rörgänga cylindrisk- cylindrisk rörgänga används i anslutningar av ihåliga tunnväggiga delar, när anslutningen måste vara särskilt tät.
Modulär tråd- används för maskar.
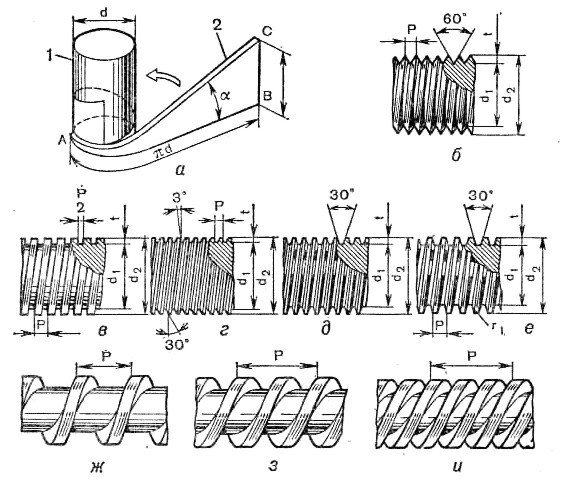
Schema av helixlinjer: A- utveckling av en helix; b- cylindrisk triangulär gänga; V- cylindrisk fyrkantig gänga; G- cylindrisk rektangulär tråd; d- cylindrisk
trapetsformad tråd; e- cylindrisk rund tråd; och- enkel tråd; h- tvåstartsgänga; och - tre-start tråd.

För att ta reda på gängstigningen används speciella mätare (se bilden till höger).



