Flänsär ett sätt att koppla ihop rör, ventiler, pumpar och annan utrustning för att bilda ett rörsystem. Denna anslutningsmetod ger enkel åtkomst för rengöring, inspektion eller modifiering. Flänsar är vanligtvis gängade eller svetsade. Flänsanslutningen består av två flänsar fästa med bultar och en packning mellan dem för att säkerställa täthet.
Rörflänsar är gjorda av olika material. Flänsar är ytbearbetade, gjutjärn och segjärn, men det vanligaste materialet är smidet kolstål.
De mest använda flänsarna inom olje- och kemisk industri:
- med svetshals
- genom fläns
- svetsad med ett urtag för svetsning
- svetsad överlappning (fritt roterande)
- gängad fläns
- flänsplugg

Alla typer av flänsar, utom fria, har en förstärkt yta.
Specialflänsar
Med undantag för de ovan nämnda flänsarna finns det ett antal specialflänsar, såsom:
- membranfläns
- långa svetsade kragflänsar
- expansionsfläns
- adapterfläns
- ringplugg (del av flänsanslutningen)
- skivpluggar och mellanringar (del av flänsanslutningen)
De vanligaste materialen som används för flänsar är kolstål, rostfritt stål, gjutjärn, aluminium, mässing, brons, plast etc. Dessutom är flänsar, som kopplingar och rör för speciella applikationer, ibland invändigt belagda med ett lager material av en helt annan kvalitet än själva flänsarna. Dessa är fodrade flänsar. Materialet på flänsarna ställs oftast in vid val av rör. Som regel är flänsen gjord av samma material som själva rören.
Exempel på en 6" kragsvetsfläns - 150#-S40
Varje ASME B16.5-fläns har ett antal standardstorlekar. Om en konstruktör i Japan, eller en projektbyggare i Kanada, eller en rörledningsinstallatör i Australien, talar om en 6"-150#-S40 svetsfläns som överensstämmer med ASME B16.5, hänvisar de till flänsen som visas nedan. 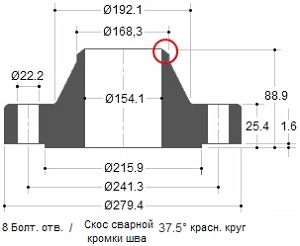
Vid beställning av en fläns vill leverantören veta kvaliteten på materialet. Till exempel är ASTM A105 en stansad fläns av kolstål medan A182 är en stansad legeringsstålfläns. Sålunda, enligt förordning, måste båda standarderna specificeras för leverantören: Svetsfläns 6"-150#-S40-ASME B16.5/ASTM A105.
TRYCKKLASS
Tryckklassen eller klassificeringen för flänsar kommer att vara i pund. Olika namn används för att ange tryckklassen. Till exempel: 150 Lb eller 150 Lbs eller 150# eller Klass 150, betyder samma sak.
Smidda stålflänsar har 7 huvudklassificeringar:
150 lbs - 300 lbs - 400 lbs - 600 lbs - 900 lbs - 1500 lbs - 2500 lbs
Konceptet med flänsklassificering är tydligt och uppenbart. En Class 300-fläns klarar högre tryck än en Class 150-fläns eftersom en Class 300-fläns har mer metall och tål högre tryck. Det finns dock ett antal faktorer som kan påverka flänstryckgränsen.
EXEMPEL
Flänsar tål olika tryck vid olika temperaturer. När temperaturen stiger minskar flänsens tryckklass. Till exempel är en klass 150-fläns klassad till cirka 270 PSIG vid omgivningstemperatur, 180 PSIG vid 200°C, 150 PSIG vid 315°C och 75 PSIG vid 426°C.
Ytterligare faktorer är att flänsar kan tillverkas av olika material såsom legerat stål, gjutjärn och segjärn, etc. Varje material har olika tryckklasser.
PARAMETER "TRYCK-TEMPERATUR"
Tryck-temperaturklassen definierar det driftsmässiga, högsta tillåtna övertrycket i bar vid en temperatur i grader Celsius. För mellantemperaturer är linjär interpolation tillåten. Interpolation mellan notationsklasser är inte tillåten.
Temperatur-tryck klassificeringar
Temperatur-tryck-klassen är tillämplig på flänsanslutningar som överensstämmer med gränserna för skruvförband och packningar som är gjorda i enlighet med god praxis för montering och uppriktning. Användningen av dessa klasser för flänsanslutningar som inte uppfyller dessa gränser är användarens ansvar.
Temperaturen som visas för motsvarande tryckklass är temperaturen på delens inre skal. I grund och botten är denna temperatur densamma som den för den inneslutna vätskan. I enlighet med kraven i gällande koder och föreskrifter, vid användning av en tryckklass som motsvarar en temperatur som skiljer sig från den strömmande vätskan, ligger allt ansvar på kunden. För alla temperaturer under -29°C får klassificeringen inte vara högre än när den används vid -29°C.
Som exempel finner du nedan två tabeller med materialgrupper enligt ASTM och två andra tabeller med temperatur-tryckklass för dessa material enligt ASME B16.5.
| Material ASTM grupp 2-1.1 |
|||
| Nominell beteckning |
Stämpling |
Gjutning |
tallrikar |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
ANMÄRKNINGAR:
|
|||
| Temperatur-tryckklass för ASTM grupp 2-1.1 material Driftstryck efter klass |
|||||||
| Temperatur °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| från 29 till 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Temperatur-tryckklass för ASTM Grupp 2-2.3 Material Driftstryck efter klass |
|||||||
| Temperatur °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| från 29 till 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
FLÄNSYTA
Formen och designen på flänsytan avgör var tätningsringen eller packningen kommer att placeras.
Mest använda typerna:
- upphöjd yta (RF)
- plan yta (FF)
- o-ringsspår (RTJ)
- med han- och hongänga (M&F)
- tunga och spår (T&G)
Upphöjd yta, den mest tillämpliga typen av fläns, lätt att identifiera. Denna typ kallas så eftersom packningens yta sticker ut över ytan på bultförbandet. 
Diameter och höjd definieras i enlighet med ASME B16.5 med tryckklass och diameter. I tryckklassen upp till 300 Lbs är höjden cirka 1,6 mm och i tryckklassen från 400 till 2500 Lbs är höjden cirka 6,4 mm. Flänsens tryckklass bestämmer höjden på den upphöjda ytan. Syftet med en (RF) fläns är att koncentrera mer tryck på en mindre packningsarea, och därigenom öka skarvens tryckgräns.
För höjdparametrarna för alla flänsar som beskrivs i denna artikel används dimensionerna H och B, med undantag för höftfogsflänsen, detta måste förstås och komma ihåg enligt följande:
I tryckklasserna 150 och 300 Lbs är utsprångshöjden cirka 1,6 mm (1/16 tum). Nästan alla leverantörer av flänsar i dessa två klasser listar dimensionerna H och B i sina broschyrer eller kataloger, inklusive fronten (se fig.1 nedan) 
I tryckklasserna 400, 600, 900, 1500 och 2500 Lbs är utsprångshöjden 1/4 tum (6,4 mm). I dessa klasser listar många leverantörer H- och B-måtten, exklusive utsprångshöjden (se Fig.2 ovan)
I den här artikeln hittar du två storlekar. Den översta raden med dimensioner inkluderar inte utsprångshöjd, och dimensionerna i den nedre raden inkluderar utsprångshöjd.
FLAT YTA (FF - Flat Face)
För en plan fläns (hel yta) är packningen i samma plan som den bultade anslutningen. Oftast används plana flänsar där den passande flänsen eller beslaget är gjutet. 
En platt fläns ansluter aldrig till en upphöjd fläns. Enligt ASME B31.1 måste utsprånget på stålflänsen tas bort och hela ytan tätas med en packning vid anslutning av platta flänsar av gjutjärn till flänsar av kolstål. Detta görs för att den tunna, spröda gjutjärnsflänsen inte ska spricka på grund av att stålflänsen skjuter ut.
FLÄNS MED ROT FÖR O-RINGSTÄTNING (RTJ - Ring Type Joint)
RTJ-flänsar har spår utskurna i sin yta, i vilka o-ringar av stål sätts in. Flänsarna är tätade på grund av det faktum att när bultarna dras åt pressas packningen mellan flänsarna in i spåren, deformeras, vilket skapar nära metall-mot-metall-kontakt. 
RTJ-flänsen kan ha en läpp med ett ringformigt spår i sig. Detta utsprång fungerar inte som en tätning av något slag. För RTJ-flänsar som är tätade med O-ringar kan de upphöjda ytorna på de sammankopplade och åtdragna flänsarna komma i kontakt med varandra. I detta fall kommer den komprimerade packningen inte längre att bära ytterligare belastningar, bultåtdragning, vibrationer och förskjutning kommer inte längre att krossa packningen och minska åtdragningskraften.
O-ringar av metall är lämpliga för användning vid höga temperaturer och tryck. De är gjorda med rätt val av material och profil och används alltid i lämpliga flänsar, vilket ger en bra och pålitlig tätning.
O-ringar är utformade så att tätning uppnås genom en "ledande kontaktlinje" eller kiling mellan den passande flänsen och packningen. Genom att applicera tryck på tätningen genom bultningen penetrerar packningens mjukare metall den fina strukturen hos det styvare flänsmaterialet och skapar en mycket tät och effektiv tätning. 
Mest använda ringar:
Typ R-Oval enligt ASME B16.20
Lämplig för ASME B16.5 flänsar tryckklass 150 till 2500.
Typ R-Octagonal enligt ASME 16.20
En förbättrad design jämfört med den ursprungliga R-Oval. De kan dock endast användas för plana flänsar med spår. Lämplig för ASME B16.5 flänsar tryckklass 15 till 2500.
FLÄNSAR MED TÄTNING OCH YTA TYP LUG-FÄRL (LMF - Stort hanansikte; LFF - Stort honansikte)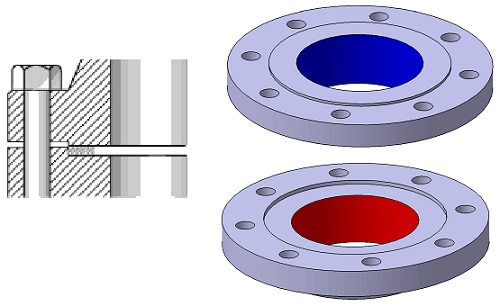
Flänsar av denna typ måste matcha. En flänsyta har ett område som sträcker sig utanför de normala flänsytans gränser ( pappa). Den andra flänsen eller motflänsen har ett motsvarande urtag ( Mor) tillverkad i dess yta.
Halvlös läggning
- Djupet på underskärningen (skåran) är vanligtvis lika med eller mindre än höjden på utsprånget för att förhindra metall-mot-metall-kontakt när packningen komprimeras
- Nackdjupet är vanligtvis inte mer än 1/16" större än höjden på läppen
FLÄNS MED TÄTNINGSYTA
(Protrusion - Tone Face - TF; Depression - Groove Face - GF)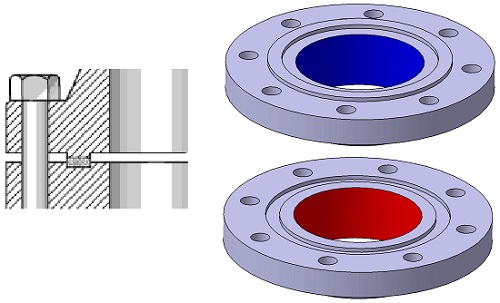
Flänsar av denna typ måste också matcha. En fläns har en ring med ett utsprång (törne) på ytan av denna fläns, medan ett spår är bearbetat på motpartens yta. Sådana ytor finns vanligtvis på pumpkåpor och ventilkåpor.
Fast packning
- Packningsdimensionerna är samma eller mindre än höjden på spåret
- Packning bredare än spåret inte mer än 1/16"
- Måtten på packningen kommer att matcha spårets dimensioner
- Vid demontering måste anslutningen lossas separat
PLAN YTA OCH SPÅL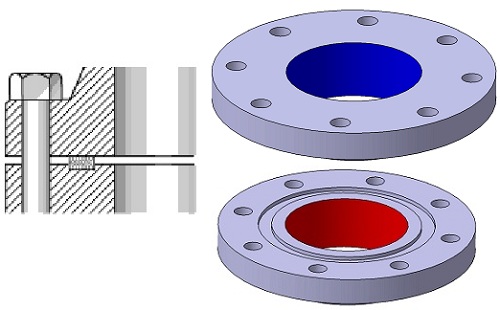
Fast packning
- Den ena ytan är platt, den andra är skårad
- För applikationer där exakt kontroll av packningens kompression krävs
- Endast fjädrande packningar rekommenderas - spiral, ihålig ring, tryckmanövrerade och metallmantelpackningar
FLÄNSYTABEHANDLING
ASME B16.5 kräver att flänsytan (upphöjd yta och plan yta) har en viss grovhet så att denna yta, när den är i linje med packningen, ger en bra tätning. 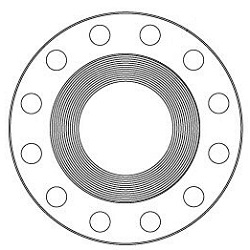
Den slutliga räfflingen, antingen koncentrisk eller spiral, kräver 30 till 55 spår per tum, vilket resulterar i en grovhet mellan 125 och 500 mikrotum. Detta gör det möjligt för flänstillverkare att bearbeta alla typer av metallflänspackningar.
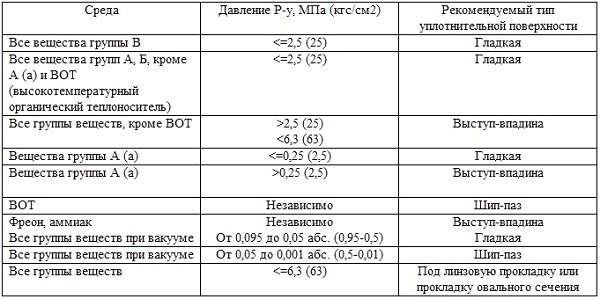
För rörledningar som transporterar ämnen i grupperna A och B i tekniska anläggningar av explosionskategori I är det inte tillåtet att använda flänsanslutningar med en slät tätningsyta, förutom i de fall då spirallindade packningar används.
MEST ANVÄNDA YTOR
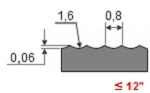
Grovbearbetning
| Den mest använda vid bearbetning av alla flänsar eftersom den är lämplig för nästan alla vanliga driftsförhållanden. När den är komprimerad kommer den mjuka ytan på packningen att gripa in i den bearbetade ytan för att skapa en tätning, och det finns en hög friktionsnivå mellan de anslutna delarna. Efterbehandling för dessa flänsar görs med en 1,6 mm radie fräs med en matningshastighet på 0,88 mm per varv i 12". För 14" och större, görs bearbetning med en 3,2 mm radie fräs vid en 1,2 mm matning vice versa. |
 |
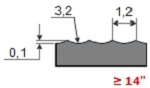 |
Spiralskåra
 Detta kan vara ett kontinuerligt eller fonografiskt spiralspår, men skiljer sig från grovbearbetning genom att spåret erhålls genom att använda en 90 graders fräs som skapar en V-profil med 45° räfflad vinkel.
Detta kan vara ett kontinuerligt eller fonografiskt spiralspår, men skiljer sig från grovbearbetning genom att spåret erhålls genom att använda en 90 graders fräs som skapar en V-profil med 45° räfflad vinkel. Koncentrisk skåra.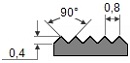 Som namnet antyder består bearbetningen av koncentriska spår. En 90° fräs används och ringarna fördelas jämnt över hela ytan.
Som namnet antyder består bearbetningen av koncentriska spår. En 90° fräs används och ringarna fördelas jämnt över hela ytan.
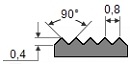
Slät yta.![]() Sådan bearbetning lämnar inte visuellt spår av verktyget. Sådana ytor används vanligtvis för metallbelagda packningar såsom dubbelmantlade, platt stål eller korrugerad metall. En slät yta hjälper till att skapa en tätning och beror på den motsatta ytans planhet. Detta uppnås typiskt genom en packningskontaktyta bildad av ett kontinuerligt (ibland kallat fonografiskt) spiralformigt spår gjort med en 0,8 mm radie fräs, med en matningshastighet av 0,3 mm per varv, 0,05 mm djup. Detta kommer att resultera i en grovhet mellan Ra 3,2 och 6,3 mikrometer (125-250 mikrotum)
Sådan bearbetning lämnar inte visuellt spår av verktyget. Sådana ytor används vanligtvis för metallbelagda packningar såsom dubbelmantlade, platt stål eller korrugerad metall. En slät yta hjälper till att skapa en tätning och beror på den motsatta ytans planhet. Detta uppnås typiskt genom en packningskontaktyta bildad av ett kontinuerligt (ibland kallat fonografiskt) spiralformigt spår gjort med en 0,8 mm radie fräs, med en matningshastighet av 0,3 mm per varv, 0,05 mm djup. Detta kommer att resultera i en grovhet mellan Ra 3,2 och 6,3 mikrometer (125-250 mikrotum)
PACKNINGAR
För att göra en tät flänsanslutning behövs packningar. 
Packning är komprimerade plåtar eller ringar som används för att skapa en vattentät förbindelse mellan två ytor. Packningar är tillverkade för att klara extrema temperaturer och tryck och finns i metalliska, halvmetalliska och icke-metalliska material.
Tätningsprincipen kan till exempel vara att komprimera en packning mellan två flänsar. Packningen fyller flänsarnas mikroskopiska utrymmen och ytojämnheter och bildar sedan en tätning som förhindrar läckage av vätskor och gaser. Korrekt och noggrann packningsinstallation krävs för att förhindra läckage i flänsanslutningen.
Den här artikeln kommer att beskriva packningar som överensstämmer med ASME B16.20 (metalliska och halvmetalliska rörflänspackningar) och ASME B16.21 (icke-metalliska, plattrörsflänspackningar)
BULTAR
Bultar krävs för att ansluta två flänsar till varandra. Antalet bestäms av antalet hål i flänsen, och bultarnas diameter och längd kommer att bero på typen av fläns och dess tryckklass. De vanligaste bultarna inom olje- och kemisk industri för ASME B16.5-flänsar är bultar. Dubben består av en gängad stång och två muttrar. En annan typ av bult som finns är den vanliga sexkantsbulten med en mutter.
Mått, måtttoleranser etc. har definierats i ASME B16.5 och ASME B18.2.2, material i olika ASTM-standarder.
VRIDMOMENT
För att få en tät flänsanslutning måste packningen vara korrekt installerad, bultarna måste ha rätt åtdragningsmoment och den totala åtdragningsspänningen måste vara jämnt fördelad över hela flänsen. 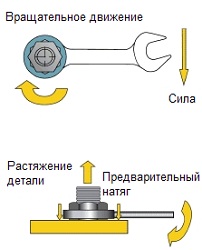
Den nödvändiga sträckningen utförs på grund av åtdragningsmomentet (anbringa en förspänning på fästelementet genom att vrida dess mutter).
Det korrekta åtdragningsmomentet för bulten möjliggör bästa användning av dess elastiska egenskaper. För att göra sitt jobb bra måste en bult bete sig som en fjäder. Under drift lägger åtdragningsprocessen en axiell förspänning på bulten. Naturligtvis är denna dragkraft lika med de motsatta tryckkrafterna som appliceras på monteringskomponenterna. Det kan kallas åtdragningskraft eller dragkraft.
MOMENTNYCKEL
En momentnyckel är ett generiskt namn för ett handverktyg som används för att applicera exakt vridmoment på en koppling, vare sig det är en bult eller en mutter. Detta gör att operatören kan mäta rotationskraften (vridmomentet) som appliceras på bulten, vilket måste matcha specifikationen. 
Att välja rätt teknik för åtdragning av flänsbultar kräver erfarenhet. Korrekt tillämpning av någon av teknikerna kräver också kvalifikationerna hos både verktyget som ska användas och specialisten som ska utföra arbetet. Nedan är de vanligaste metoderna för åtdragning av bultar:
- åtdragning för hand
- pneumatisk skiftnyckel
- hydraulisk momentnyckel
- manuell momentnyckel med vippa eller växel
- hydraulisk bultspännare
Vridmomentförlust är inneboende i alla skruvförband. Den kombinerade effekten av bultlossning (ca 10 % under de första 24 timmarna efter installationen), packningskrypning, vibrationer i systemet, termisk expansion och elastisk växelverkan under bultåtdragning bidrar till vridmomentförlust. När vridmomentförlusten når en kritisk punkt överstiger det inre trycket kompressionskraften som håller packningen på plats, i vilket fall läckage eller utblåsning kan uppstå.
Nyckeln till att minska dessa effekter är korrekt placering av packningen. Vid montering av packningen är det nödvändigt att sammanföra flänsarna och jämnt och parallellt, med minsta åtdragningsmoment, dra åt de 4 bultarna enligt korrekt åtdragningssekvens. Detta kommer att minska driftskostnaderna och förbättra säkerheten.
Rätt tjocklek på packningen är också viktig. Ju tjockare packningen är, desto högre krypning, vilket i sin tur kan leda till förlust av åtdragningsmoment. ASME-standarden för tandade flänsar rekommenderar generellt en 1,6 mm packning. Tunnare material kan arbeta vid högre packningsbelastningar och därför högre inre tryck.
SMÖRJNING MINSKA FRIKTIONEN
Smörjning minskar friktionen vid åtdragning, minskar bultavfall under installationen och ökar livslängden. En förändring av friktionskoefficienten påverkar mängden förspänning som uppnås vid ett givet åtdragningsmoment. En högre friktionskoefficient resulterar i mindre omvandling av vridmoment till förspänning. Värdet på friktionskoefficienten som tillhandahålls av smörjmedelstillverkaren måste vara känt för att exakt kunna ställa in det erforderliga vridmomentvärdet.
Fett eller kärvskyddsmedel måste appliceras på både ytan av lagermuttern och utvändig gänga.
ÅTDRAGNINGSSEKVENS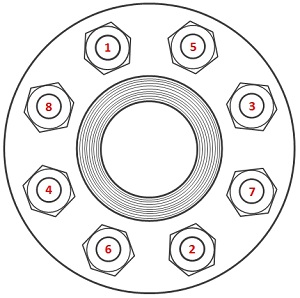 Första passet, dra lätt åt den första bulten, sedan nästa mitt emot den, sedan ett kvarts varv i en cirkel (eller 90 grader) för att dra åt den tredje bulten och, mittemot den, den fjärde. Fortsätt denna sekvens tills alla bultar är åtdragna. Använd ett kors och tvärs när du drar åt flänsar med fyra bultar.
Första passet, dra lätt åt den första bulten, sedan nästa mitt emot den, sedan ett kvarts varv i en cirkel (eller 90 grader) för att dra åt den tredje bulten och, mittemot den, den fjärde. Fortsätt denna sekvens tills alla bultar är åtdragna. Använd ett kors och tvärs när du drar åt flänsar med fyra bultar.
FÖRBEREDELSE AV FÄSTNING AV FLÄNSEN
För att uppnå täthet i flänsanslutningar är det nödvändigt att alla komponenter är korrekta.
Innan du startar anslutningsprocessen måste följande steg vidtas för att undvika problem i framtiden:
- Rengör flänsytor och kontrollera att de inte är repor, ytorna måste vara rena och fria från eventuella defekter (bulor, gropar, bucklor, etc.)
- Inspektera alla bultar och muttrar för skador eller gängkorrosion. Byt ut eller reparera bultar eller muttrar efter behov
- Ta bort grader från alla trådar
- Smörj gängorna på bultarna eller bultarna och ytorna på muttrarna intill flänsen eller brickan. I de flesta applikationer rekommenderas härdade brickor.
- Installera den nya packningen och se till att den är centrerad. ANVÄND INTE EN GAMMEL TÄCKNING, eller använd flera packningar.
- Kontrollera flänsuppriktningen enligt ASME B31.3 processrörstandard
- Justera muttrarnas position för att se till att 2-3 trådar är ovanför trådens övre del.



