Flange ay isang paraan ng pagkonekta ng mga tubo, balbula, bomba at iba pang kagamitan upang makabuo ng isang sistema ng tubo. Ang paraan ng koneksyon na ito ay nagbibigay ng madaling pag-access para sa paglilinis, inspeksyon o pagbabago. Ang mga flange ay karaniwang sinulid o hinangin. Ang koneksyon ng flange ay binubuo ng dalawang flanges na naayos na may mga bolts at isang gasket sa pagitan ng mga ito upang matiyak ang higpit.
Ang mga flanges ng tubo ay ginawa mula sa iba't ibang mga materyales. Ang mga flange ay machined sa ibabaw, cast iron at nodular iron, ngunit ang pinakakaraniwang ginagamit na materyal ay forged carbon steel.
Ang pinaka ginagamit na flanges sa industriya ng langis at kemikal:
- may hinang leeg
- sa pamamagitan ng flange
- hinangin na may recess para sa hinang
- welded overlap (free-rotating)
- sinulid flange
- flange plug

Ang lahat ng uri ng flanges, maliban sa libre, ay may reinforced surface.
Mga espesyal na flanges
Maliban sa mga flanges na nabanggit sa itaas, mayroong ilang mga espesyal na flanges, tulad ng:
- diaphragm flange
- mahabang welded collar flanges
- pagpapalawak ng flange
- flange ng adaptor
- ring plug (bahagi ng flange connection)
- disc plugs at intermediate rings (bahagi ng flange connection)
Ang pinakakaraniwang materyales na ginagamit para sa mga flanges ay ang carbon steel, hindi kinakalawang na asero, cast iron, aluminyo, tanso, tanso, plastik, atbp. Bilang karagdagan, ang mga flanges, tulad ng mga fitting at pipe para sa mga espesyal na aplikasyon, ay minsan ay pinahiran sa loob ng isang layer ng materyal na ganap na naiibang kalidad kaysa sa mga flanges mismo. Ang mga ito ay may linyang flanges. Ang materyal ng mga flanges ay madalas na itinakda kapag pumipili ng mga tubo. Bilang isang patakaran, ang flange ay gawa sa parehong materyal tulad ng mga tubo mismo.
Halimbawa ng isang 6" collar weld flange - 150#-S40
Ang bawat ASME B16.5 flange ay may bilang ng mga karaniwang sukat. Kung ang isang taga-disenyo sa Japan, o isang tagabuo ng proyekto sa Canada, o isang pipeline installer sa Australia, ay nagsasalita tungkol sa isang 6"-150#-S40 welding flange na tumutugma sa ASME B16.5, tinutukoy nila ang flange na ipinapakita sa ibaba. 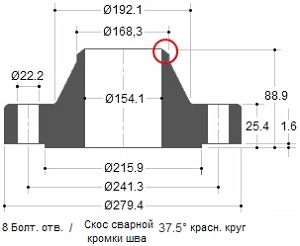
Sa kaso ng pag-order ng flange, gustong malaman ng supplier ang kalidad ng materyal. Halimbawa, ang ASTM A105 ay isang naselyohang carbon steel flange habang ang A182 ay isang naselyohang alloy steel flange. Kaya, ayon sa regulasyon, ang parehong mga pamantayan ay dapat na tinukoy para sa supplier: Weld Flange 6"-150#-S40-ASME B16.5/ASTM A105.
KLASE NG PRESSURE
Ang klase ng presyon o rating para sa mga flanges ay nasa pounds. Iba't ibang mga pangalan ang ginagamit upang ipahiwatig ang klase ng presyon. Halimbawa: 150 Lb o 150Lbs o 150# o Class 150, pareho ang ibig sabihin.
Ang mga forged steel flanges ay may 7 pangunahing klasipikasyon:
150 lbs - 300 lbs - 400 lbs - 600 lbs - 900 lbs - 1500 lbs - 2500 lbs
Ang konsepto ng flange classification ay malinaw at halata. Ang Class 300 flange ay kayang humawak ng mas mataas na pressure kaysa sa Class 150 flange dahil ang Class 300 flange ay may mas maraming metal at makatiis ng mas matataas na pressure. Gayunpaman, mayroong ilang mga kadahilanan na maaaring makaapekto sa limitasyon ng presyon ng flange.
HALIMBAWA
Ang mga flange ay maaaring makatiis ng iba't ibang presyon sa iba't ibang temperatura. Habang tumataas ang temperatura, bumababa ang klase ng presyon ng flange. Halimbawa, ang Class 150 flange ay na-rate sa humigit-kumulang 270 PSIG sa ambient, 180 PSIG sa 200°C, 150 PSIG sa 315°C, at 75 PSIG sa 426°C.
Ang mga karagdagang kadahilanan ay ang mga flanges ay maaaring gawin mula sa iba't ibang mga materyales tulad ng haluang metal na bakal, cast at ductile iron, atbp. Ang bawat materyal ay may iba't ibang klase ng presyon.
PARAMETER "PRESSURE-TEMPERATURE"
Tinutukoy ng klase ng pressure-temperature ang operating, maximum na pinapayagang overpressure sa bar sa temperatura sa degrees Celsius. Para sa mga intermediate na temperatura, pinapayagan ang linear interpolation. Hindi pinapayagan ang interpolation sa pagitan ng mga notation class.
Pag-uuri ng temperatura-presyon
Naaangkop ang klase ng Temperature-Pressure sa mga flange na koneksyon na sumusunod sa mga limitasyon sa mga bolted na koneksyon at gasket na ginawa alinsunod sa mahusay na kasanayan para sa pagpupulong at pag-align. Ang paggamit ng mga klaseng ito para sa mga flange na koneksyon na hindi nakakatugon sa mga limitasyong ito ay responsibilidad ng user.
Ang temperatura na ipinapakita para sa kaukulang klase ng presyon ay ang temperatura ng panloob na shell ng bahagi. Karaniwan, ang temperatura na ito ay kapareho ng sa nilalaman ng likido. Alinsunod sa mga kinakailangan ng kasalukuyang mga code at regulasyon, kapag gumagamit ng isang klase ng presyon na tumutugma sa isang temperatura na naiiba sa dumadaloy na likido, ang lahat ng responsibilidad ay nakasalalay sa customer. Para sa anumang temperatura sa ibaba -29°C, ang rating ay hindi dapat mas mataas kaysa kapag ginamit sa -29°C.
Bilang halimbawa, sa ibaba ay makikita mo ang dalawang talahanayan na may mga pangkat ng materyal alinsunod sa ASTM at dalawang iba pang mga talahanayan na may klase ng temperatura-presyon para sa mga materyal na ito alinsunod sa ASME B16.5.
| Mga materyales ASTM pangkat 2-1.1 |
|||
| Nominal na pagtatalaga |
Pagtatatak |
Paghahagis |
mga plato |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
REMARKS:
|
|||
| Temperature-Pressure Class para sa ASTM Group 2-1.1 Materials Operating pressure ayon sa klase |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| mula 29 hanggang 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Temperature-Pressure Class para sa ASTM Group 2-2.3 Materials Operating pressure ayon sa klase |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| mula 29 hanggang 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
FLANGE SURFACE
Ang hugis at disenyo ng flange surface ay tutukuyin kung saan matatagpuan ang sealing ring o gasket.
Karamihan sa mga ginagamit na uri:
- nakataas na ibabaw (RF)
- patag na ibabaw (FF)
- o-ring groove (RTJ)
- may thread na lalaki at babae (M&F)
- dila at uka (T&G)
Nakataas na mukha, ang pinaka-naaangkop na uri ng flange, madaling makilala. Ang ganitong uri ay tinatawag na dahil ang ibabaw ng gasket ay nakausli sa ibabaw ng ibabaw ng bolted joint. 
Ang diameter at taas ay tinukoy alinsunod sa ASME B16.5 gamit ang pressure class at diameter. Sa klase ng presyon hanggang sa 300 Lbs, ang taas ay humigit-kumulang 1.6 mm, at sa klase ng presyon mula 400 hanggang 2500 Lbs, ang taas ay mga 6.4 mm. Tinutukoy ng klase ng presyon ng flange ang taas ng nakataas na mukha. Ang layunin ng isang (RF) flange ay upang ituon ang higit na presyon sa isang mas maliit na lugar ng gasket, sa gayon ay tumataas ang limitasyon ng presyon ng joint.
Para sa mga parameter ng taas ng lahat ng mga flanges na inilarawan sa artikulong ito, ang mga dimensyon ng H at B ay ginagamit, maliban sa lap joint flange, dapat itong maunawaan at tandaan bilang mga sumusunod:
Sa mga klase ng presyon na 150 at 300 Lbs, ang taas ng protrusion ay humigit-kumulang 1.6 mm (1/16 pulgada). Halos lahat ng mga supplier ng flanges sa dalawang klase na ito ay naglilista ng mga dimensyon H at B sa kanilang mga brochure o katalogo, kasama ang mukha (tingnan ang Fig.1 sa ibaba) 
Sa mga klase ng presyon 400, 600, 900, 1500 at 2500 Lbs, ang taas ng protrusion ay 1/4 in. (6.4 mm). Sa mga klaseng ito, maraming mga supplier ang naglilista ng mga sukat ng H at B, hindi kasama ang taas ng protrusion (tingnan ang Fig.2 sa itaas)
Sa artikulong ito makikita mo ang dalawang laki. Ang itaas na hilera ng mga dimensyon ay hindi kasama ang taas ng protrusion, at ang mga dimensyon sa ibabang hilera ay may kasamang taas ng protrusion.
FLAT SURFACE (FF - Flat Face)
Para sa isang flat face (full face) flange, ang gasket ay nasa parehong eroplano bilang ang bolted na koneksyon. Kadalasan, ginagamit ang mga flat face flange kung saan itinapon ang mating flange o fitting. 
Ang isang flat face flange ay hindi kailanman kumokonekta sa isang nakataas na flange. Ayon sa ASME B31.1, kapag ikinonekta ang cast iron flat flanges sa carbon steel flanges, ang protrusion sa steel flange ay dapat alisin at ang buong ibabaw ay dapat na selyadong may gasket. Ginagawa ito upang panatilihing mabitak ang manipis, malutong na cast iron flange dahil sa pag-usli ng steel flange.
FLANGE NA MAY ROOT PARA SA O-RING SEAL (RTJ - Ring Type Joint)
Ang RTJ flanges ay may mga grooves na pinutol sa kanilang ibabaw, kung saan ang mga bakal na o-ring ay ipinasok. Ang mga flanges ay tinatakan dahil sa ang katunayan na kapag ang mga bolts ay hinihigpitan, ang gasket sa pagitan ng mga flanges ay pinindot sa mga grooves, deformed, na lumilikha ng malapit na metal-to-metal contact. 
Ang RTJ flange ay maaaring may labi na may annular groove na ginawa sa loob nito. Ang protrusion na ito ay hindi nagsisilbing selyo ng anumang uri. Para sa mga RTJ flanges na tinatakan ng mga O-ring, ang mga nakataas na mukha ng pinag-asawa at mahigpit na flanges ay maaaring magkadikit sa isa't isa. Sa kasong ito, ang compressed gasket ay hindi na magdadala ng karagdagang mga load, bolt tightening, vibration at displacement ay hindi na dudurog sa gasket at bawasan ang tightening force.
Ang mga metal o-ring ay angkop para sa paggamit sa mataas na temperatura at presyon. Ang mga ito ay ginawa gamit ang tamang pagpili ng materyal at profile at palaging ginagamit sa naaangkop na mga flanges, na nagbibigay ng isang mahusay at maaasahang selyo.
Ang mga O-ring ay idinisenyo upang ang sealing ay makamit sa pamamagitan ng isang "nangungunang linya ng contact" o wedging sa pagitan ng mating flange at ng gasket. Sa pamamagitan ng paglalagay ng presyon sa seal sa pamamagitan ng bolting, ang mas malambot na metal ng gasket ay tumagos sa pinong istraktura ng stiffer flange material, at lumilikha ng napakahigpit at epektibong seal. 
Karamihan sa mga ginagamit na singsing:
I-type ang R-Oval ayon sa ASME B16.20
Angkop para sa ASME B16.5 flanges pressure class na 150 hanggang 2500.
I-type ang R-Octagonal ayon sa ASME 16.20
Isang pinahusay na disenyo kaysa sa orihinal na R-Oval. Gayunpaman, maaari lamang silang gamitin para sa mga flat flanges na may uka. Angkop para sa ASME B16.5 flanges pressure class 15 hanggang 2500.
FLANGES NA MAY SEALING AT SURFACE TYPE LUG-VESSEL (LMF - Malaking Mukha ng Lalaki; LFF - Malaking Mukha ng Babae)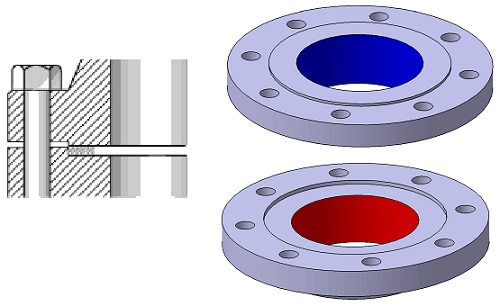
Dapat tumugma ang mga flange ng ganitong uri. Ang isang flange face ay may lugar na lumalampas sa normal na flange face na mga limitasyon ( tatay). Ang isa pang flange o counter flange ay may kaukulang recess ( Inay) na ginawa sa ibabaw nito.
Semi-maluwag na pagtula
- Ang lalim ng undercut (bingaw) ay karaniwang katumbas o mas mababa sa taas ng protrusion upang maiwasan ang metal-to-metal contact kapag ang gasket ay na-compress
- Ang lalim ng notch ay karaniwang hindi hihigit sa 1/16" na mas malaki kaysa sa taas ng labi
FLANGE NA MAY SEALING SURFACE
(Protrusion - Tounge Face - TF; Depression - Groove Face - GF)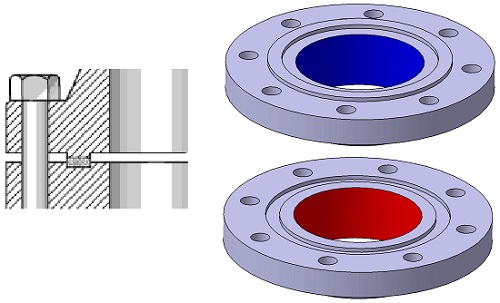
Ang mga flange ng ganitong uri ay dapat ding tumugma. Ang isang flange ay may singsing na may protrusion (tinik) na ginawa sa ibabaw ng flange na ito, habang ang isang uka ay machined sa ibabaw ng counterpart. Ang ganitong mga ibabaw ay karaniwang matatagpuan sa mga takip ng bomba at mga takip ng balbula.
Nakapirming gasket
- Ang mga sukat ng gasket ay pareho o mas mababa kaysa sa taas ng uka
- Gasket na mas malawak kaysa sa uka na hindi hihigit sa 1/16"
- Ang mga sukat ng gasket ay tutugma sa mga sukat ng uka
- Kapag nag-disassembling, ang koneksyon ay dapat na nakahiwalay nang hiwalay
FLAT SURFACE AND GROOVE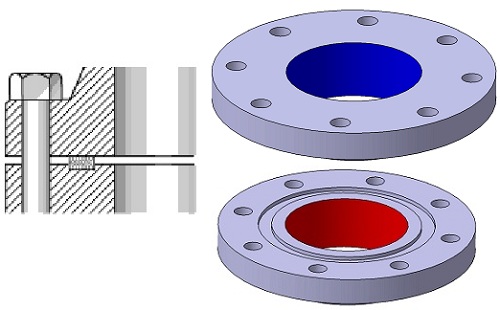
Nakapirming gasket
- Ang isang ibabaw ay patag, ang isa naman ay bingot
- Para sa mga application kung saan kinakailangan ang tumpak na kontrol ng gasket compression
- Tanging mga nababanat na gasket ang inirerekomenda - spiral, hollow ring, pressure actuated at metal sheath gasket
FLANGE SURFACE FINISHING
Ang ASME B16.5 ay nangangailangan ng flange surface (nakataas na mukha at patag na mukha) na magkaroon ng isang tiyak na pagkamagaspang upang ang ibabaw na ito, kapag nakahanay sa gasket, ay nagbibigay ng magandang seal. 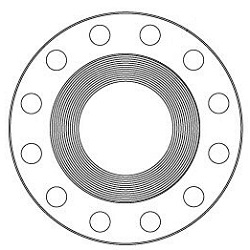
Ang huling fluting, concentric man o spiral, ay nangangailangan ng 30 hanggang 55 grooves bawat pulgada, na nagreresulta sa pagkamagaspang sa pagitan ng 125 at 500 micro inches. Papayagan nito ang mga tagagawa ng flange na iproseso ang anumang klase ng metal flange gasket.
Para sa mga pipeline na nagdadala ng mga sangkap ng mga pangkat A at B ng mga teknolohikal na pasilidad ng kategorya ng pagsabog I, hindi pinapayagan na gumamit ng mga koneksyon sa flange na may makinis na sealing surface, maliban sa mga kaso ng paggamit ng spiral wound gaskets.
PINAKA GINAGAMIT NA MGA SURFACES
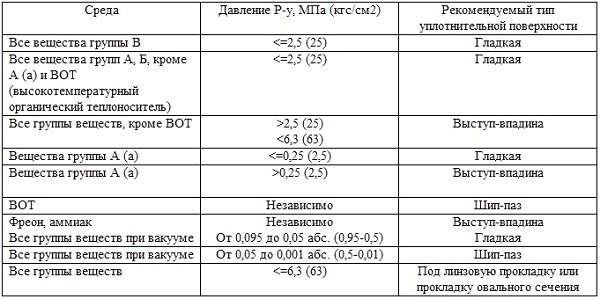
Magaspang
| Ang pinaka-karaniwang ginagamit sa machining ng anumang flange dahil ito ay angkop para sa halos lahat ng karaniwang mga kondisyon ng operating. Kapag na-compress, ang malambot na ibabaw ng gasket ay sasagutin ang machined surface upang tumulong sa paggawa ng seal, at mayroong mataas na antas ng friction sa pagitan ng mga konektadong bahagi. Ang pagtatapos para sa mga flanges na ito ay ginagawa gamit ang 1.6mm radius cutter sa feed rate na 0.88mm bawat revolution para sa 12". Para sa 14" at mas malaki, ang machining ay ginagawa gamit ang 3.2mm radius cutter sa isang 1.2mm feed vice versa. |
 |
 |
Spiral notch
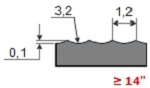
 Maaari itong maging tuluy-tuloy o phonographic spiral groove, ngunit naiiba sa roughing dahil ang groove ay nakuha sa pamamagitan ng paggamit ng 90 degree cutter na lumilikha ng V-profile na may 45° fluted angle.
Maaari itong maging tuluy-tuloy o phonographic spiral groove, ngunit naiiba sa roughing dahil ang groove ay nakuha sa pamamagitan ng paggamit ng 90 degree cutter na lumilikha ng V-profile na may 45° fluted angle. Konsentrikong bingaw.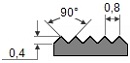 Tulad ng iminumungkahi ng pangalan, ang machining ay binubuo ng concentric grooves. Ang isang 90° cutter ay ginagamit at ang mga singsing ay ipinamamahagi nang pantay-pantay sa buong ibabaw.
Tulad ng iminumungkahi ng pangalan, ang machining ay binubuo ng concentric grooves. Ang isang 90° cutter ay ginagamit at ang mga singsing ay ipinamamahagi nang pantay-pantay sa buong ibabaw.
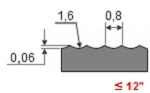
Makinis na ibabaw.![]() Ang ganitong pagproseso ay hindi biswal na nag-iiwan ng mga bakas ng tool. Karaniwang ginagamit ang mga naturang surface para sa mga gasket na nakaharap sa metal tulad ng double sheathed, flat steel, o corrugated na metal. Ang isang makinis na ibabaw ay nakakatulong na lumikha ng isang selyo at depende sa flatness ng kabaligtaran na ibabaw. Ito ay karaniwang nakakamit sa pamamagitan ng isang gasket contact surface na nabuo sa pamamagitan ng isang tuluy-tuloy (minsan ay tinatawag na phonographic) helical groove na ginawa gamit ang 0.8 mm radius cutter, sa feed rate na 0.3 mm bawat rebolusyon, 0.05 mm ang lalim. Magreresulta ito sa pagkamagaspang sa pagitan ng Ra 3.2 at 6.3 micrometers (125-250 micro inches)
Ang ganitong pagproseso ay hindi biswal na nag-iiwan ng mga bakas ng tool. Karaniwang ginagamit ang mga naturang surface para sa mga gasket na nakaharap sa metal tulad ng double sheathed, flat steel, o corrugated na metal. Ang isang makinis na ibabaw ay nakakatulong na lumikha ng isang selyo at depende sa flatness ng kabaligtaran na ibabaw. Ito ay karaniwang nakakamit sa pamamagitan ng isang gasket contact surface na nabuo sa pamamagitan ng isang tuluy-tuloy (minsan ay tinatawag na phonographic) helical groove na ginawa gamit ang 0.8 mm radius cutter, sa feed rate na 0.3 mm bawat rebolusyon, 0.05 mm ang lalim. Magreresulta ito sa pagkamagaspang sa pagitan ng Ra 3.2 at 6.3 micrometers (125-250 micro inches)
MGA GASKET
Upang makagawa ng isang mahigpit na koneksyon sa flange, kailangan ang mga gasket. 
Ang gasket ay mga naka-compress na sheet o singsing na ginagamit upang lumikha ng hindi tinatagusan ng tubig na koneksyon sa pagitan ng dalawang ibabaw. Ang mga gasket ay ginawa upang mapaglabanan ang matinding temperatura at presyon at magagamit sa metal, semi-metallic at non-metallic na materyales.
Halimbawa, ang prinsipyo ng sealing ay maaaring i-compress ang isang gasket sa pagitan ng dalawang flanges. Pinupuno ng gasket ang mga microscopic na espasyo at mga iregularidad sa ibabaw ng mga flanges at pagkatapos ay bumubuo ng isang selyo na pumipigil sa pagtagas ng mga likido at gas. Ang wasto at maingat na pag-install ng gasket ay kinakailangan upang maiwasan ang pagtagas sa koneksyon ng flange.
Ilalarawan ng artikulong ito ang mga gasket na tumutugma sa ASME B16.20 (Metallic at Semi-Metallic Pipe Flange Gasket) at ASME B16.21 (Non-Metallic, Flat Pipe Flange Gaskets)
BOLTS
Ang mga bolts ay kinakailangan upang ikonekta ang dalawang flanges sa bawat isa. Ang bilang ay matutukoy sa pamamagitan ng bilang ng mga butas sa flange, at ang diameter at haba ng mga bolts ay depende sa uri ng flange at klase ng presyon nito. Ang pinakakaraniwang ginagamit na bolts sa industriya ng langis at kemikal para sa ASME B16.5 flanges ay mga stud. Ang stud ay binubuo ng isang sinulid na pamalo at dalawang mani. Ang isa pang uri ng bolt na magagamit ay ang regular na hex bolt na may isang nut.
Mga sukat, dimensional tolerance, atbp. ay tinukoy sa ASME B16.5 at ASME B18.2.2, mga materyales sa iba't ibang pamantayan ng ASTM.
TORQUE
Upang makakuha ng isang mahigpit na koneksyon sa flange, ang gasket ay dapat na maayos na naka-install, ang mga bolts ay dapat magkaroon ng tamang tightening torque, at ang kabuuang tightening stress ay dapat na pantay na ibinahagi sa buong flange. 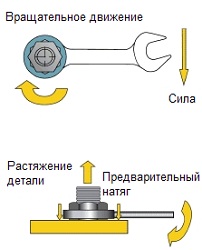
Ang kinakailangang pag-uunat ay isinasagawa dahil sa masikip na metalikang kuwintas (paglalapat ng preload sa fastener sa pamamagitan ng pag-ikot ng nut nito).
Ang tamang tightening torque ng bolt ay nagbibigay-daan sa pinakamahusay na paggamit ng mga nababanat na katangian nito. Upang magawa ang trabaho nito nang maayos, ang isang bolt ay dapat kumilos tulad ng isang spring. Sa panahon ng operasyon, ang proseso ng paghihigpit ay naglalagay ng axial, pre-load sa bolt. Siyempre, ang makunat na puwersa na ito ay katumbas ng magkasalungat na puwersa ng compressive na inilapat sa mga bahagi ng pagpupulong. Ito ay maaaring tukuyin bilang tightening force o tensile force.
TORQUE WRENCH
Ang torque wrench ay isang generic na pangalan para sa isang hand tool na ginagamit upang ilapat ang tumpak na torque sa isang joint, ito man ay isang bolt o isang nut. Nagbibigay-daan ito sa operator na sukatin ang rotational force (torque) na inilapat sa bolt, na dapat tumugma sa detalye. 
Ang pagpili ng tamang flange bolt tightening technique ay nangangailangan ng karanasan. Ang tamang aplikasyon ng alinman sa mga pamamaraan ay nangangailangan din ng mga kwalipikasyon ng parehong tool na gagamitin at ng espesyalista na gagawa ng trabaho. Nasa ibaba ang pinakakaraniwang ginagamit na mga paraan ng paghigpit ng bolt:
- paghihigpit sa pamamagitan ng kamay
- pneumatic wrench
- hydraulic torque wrench
- manu-manong torque wrench na may rocker o gear
- hydraulic bolt tensioner
Ang pagkawala ng torque ay likas sa anumang bolted na koneksyon. Ang pinagsamang epekto ng bolt loosening, (mga 10% sa unang 24 na oras pagkatapos ng pag-install), gasket creep, vibration sa system, thermal expansion, at elastic na interaksyon sa panahon ng bolt tightening ay nakakatulong sa pagkawala ng torque. Kapag ang pagkawala ng metalikang kuwintas ay umabot sa isang kritikal na punto, ang panloob na presyon ay lumampas sa puwersa ng compression na humahawak sa gasket sa lugar, kung saan maaaring mangyari ang pagtagas o pagsabog.
Ang susi sa pagbabawas ng mga epektong ito ay wastong paglalagay ng gasket. Kapag nag-i-install ng gasket, kinakailangan upang pagsamahin ang mga flanges at maayos at kahanay, na may hindi bababa sa paghihigpit ng metalikang kuwintas, higpitan ang 4 na bolts, kasunod ng tamang pagkakasunud-sunod ng paghigpit. Bawasan nito ang mga gastos sa pagpapatakbo at pagbutihin ang kaligtasan.
Mahalaga rin ang tamang kapal ng gasket. Ang mas makapal na gasket, mas mataas ang creep nito, na maaaring humantong sa pagkawala ng tightening torque. Ang pamantayan ng ASME para sa serrated flanges ay karaniwang nagrerekomenda ng 1.6 mm gasket. Ang mas manipis na mga materyales ay maaaring gumana sa mas mataas na gasket load at samakatuwid ay mas mataas na panloob na presyon.
LUBRICATION BAWAS FRICTION
Binabawasan ng lubrication ang alitan habang humihigpit, binabawasan ang pagkalaglag ng bolt sa panahon ng pag-install, at pinatataas ang buhay ng serbisyo. Ang pagbabago sa koepisyent ng friction ay nakakaapekto sa dami ng preload na nakamit sa isang partikular na tightening torque. Ang mas malaking koepisyent ng friction ay nagreresulta sa mas kaunting conversion ng torque sa preload. Ang halaga ng koepisyent ng friction na ibinigay ng tagagawa ng pampadulas ay dapat malaman upang tumpak na maitakda ang kinakailangang halaga ng torque.
Ang mga compound ng grasa o anti-seize ay dapat ilapat sa parehong ibabaw ng bearing nut at ang male thread.
PAHIGPIT NA PAGSUNOD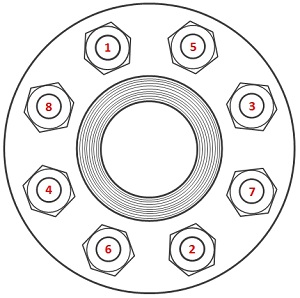 Unang pass, bahagyang higpitan ang unang bolt, pagkatapos ay ang susunod na isa sa tapat nito, pagkatapos ay isang quarter turn sa isang bilog (o 90 degrees) upang higpitan ang ikatlong bolt at, sa tapat nito, ang ikaapat. Ipagpatuloy ang pagkakasunud-sunod na ito hanggang sa masikip ang lahat ng bolts. Kapag hinihigpitan ang four-bolt flanges, gumamit ng criss-cross pattern.
Unang pass, bahagyang higpitan ang unang bolt, pagkatapos ay ang susunod na isa sa tapat nito, pagkatapos ay isang quarter turn sa isang bilog (o 90 degrees) upang higpitan ang ikatlong bolt at, sa tapat nito, ang ikaapat. Ipagpatuloy ang pagkakasunud-sunod na ito hanggang sa masikip ang lahat ng bolts. Kapag hinihigpitan ang four-bolt flanges, gumamit ng criss-cross pattern.
PAGHAHANDA NG PAG-AYOS NG FLANGE
Upang makamit ang higpit sa mga koneksyon ng flange, kinakailangan na ang lahat ng mga bahagi ay tumpak.
Bago simulan ang proseso ng koneksyon, ang mga sumusunod na hakbang ay dapat gawin upang maiwasan ang mga problema sa hinaharap:
- Linisin ang mga ibabaw ng flange at suriin kung may mga gasgas, ang mga ibabaw ay dapat malinis at walang anumang mga depekto (bumps, pits, dents, atbp.)
- Siyasatin ang lahat ng bolts at nuts para sa pinsala o kaagnasan ng sinulid. Palitan o ayusin ang mga bolts o nuts kung kinakailangan
- Alisin ang mga burr sa lahat ng mga thread
- Lubricate ang mga thread ng bolts o studs at ang mga ibabaw ng nuts na katabi ng flange o washer. Sa karamihan ng mga aplikasyon, inirerekomenda ang mga hardened washer.
- I-install ang bagong gasket at tiyaking nakasentro ito. HUWAG GUMAMIT NG LUMANG GASKET, o gumamit ng maraming gasket.
- Suriin ang flange alignment ayon sa pamantayan ng piping ng proseso ng ASME B31.3
- Ayusin ang posisyon ng mga mani upang matiyak na ang 2-3 mga thread ay nasa itaas ng tuktok ng thread.



