Різьблення: Види різьблення. Інструмент для нарізування різьблення.
Навіть якщо вам рідко доводиться нарізати різьблення, все ж таки корисно вміти відрізнити метричне різьблення від дюймового, а праве від лівого. Видів різьблення досить багато, але найчастіше ми маємо справу з трикутним різьбленням - метричним і дюймовим. Відмінність їх у тому, що це елементи метричної різьблення вимірюються в міліметрах, а дюймової - в дюймах.
Ці різьблення відрізняються ще профілем: метричне різьблення має профіль рівностороннього трикутника, а дюймова - рівнобедреного, з кутом 55 градусів при вершині. А ще різьблення відрізняються кроком, і у дюймового різьбленнякрок більше, тому профіль її більший, а різьблення виходить міцніше.
У вітчизняній практиці кріпильні вироби виконуються переважно у метричній системі, а дюймова залишилася для водопровідних труб. У Останніми рокамиз'явилося багато імпортної побутової апаратури з елементами кріплення дюймової системи малого розміру.
Для нарізування різьблення використовуються спеціальні різальні інструменти - мітчики (нарізання різьблення в отворах), плашки, лерки та клупи (нарізання різьблення зовні деталі).
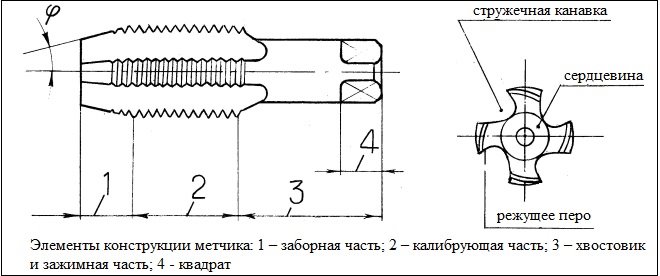
Мітчик - це циліндричний різальний інструмент з нанесеним на зовнішній поверхні профілем різьблення з канавками для відведення стружки. Перетин канавки з витками різьблення утворює ріжучу кромку мітчика, яка знімає стружку при нарізанні різьблення.

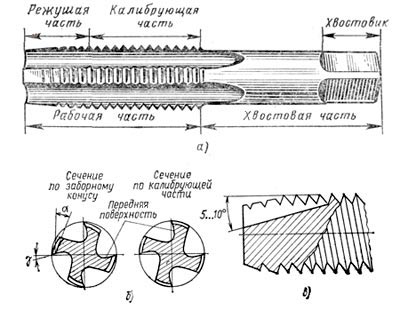
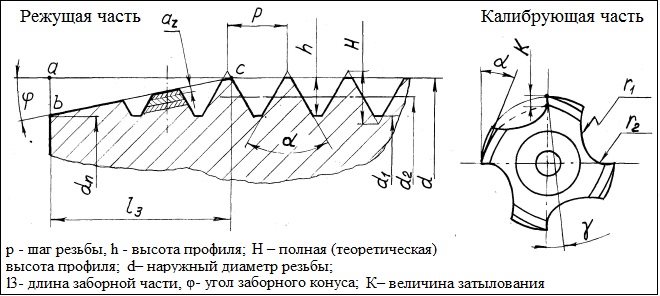
Мітчики призначені для нарізування або калібрування різьблення в отворах. Розрізняють мітчики ручні, машинні, гайкові (для нарізування різьблення в гайках) та плашкові (для нарізування різьблення в плашках). Ручні мітчики поставляються в комплекті, що складається з 2-3 мітчиків; чернові мітчики мають занижені розміри, а чистовий - розміри повного профілю різьблення. Гайкові мітчики виконують з коротким, довгим та вигнутим хвостовиками. Робоча частина мітчика L складається з паркану L 1 і калібрує L 2 частин. Довжина паркану (ріжучої) частини ручних чорнових мітчиків 4 витка, ручних чистових мітчиків 1,5-2 витка. Довжина паркану машинних мітчиків при нарізанні наскрізних отворів 5-6 витків, а при нарізанні глухих отворів 2 витка. У гайкових мітчиків довжина паркану 11-12 витків. Калібруюча частина L 2 служить для зачистки та калібрування різьблення та забезпечення правильного напрямку. Для зменшення тертя калібруюча частина має незначний зворотний конус. Хвостова частина мітчика L 3 являє собою стрижень; кінець хвостовика L 4 у ручних (а іноді і машинних) мітчик має форму квадрата. Профіль канавки мітчика впливає на процес нарізування різьблення і повинен сприяти відведенню стружки. Широкого поширення набули мітчики з трьома та п'ятьма канавками. Передній кут мітчика γ=5-10 градусів при обробці сталі, γ=0-5 градусів при обробці чавуну та γ=10-25 градусів при обробці кольорових металів та їх сплавів. Задній кут мітчика = 4-12 градусів. Зазвичай мітчики виготовляються з прямими канавками, але в ряді випадків кут нахилу канавки γ=8-15°, що покращує умови відведення стружки.
Мітчики, залежно від призначення, бувають слюсарні, машинні, розсувні та цілу низку спеціальних, але вдома ми зазвичай використовуємо прості слюсарні мітчики для нарізування різьблення вручну. Слюсарні мітчики, у свою чергу, бувають циліндричні та конічні - у циліндричних мітчиків у наборі 3 мітчики одного розміру, вони мають різний зовнішній діаметр, і повний профіль різьблення можна отримати тільки чистовим мітчиком, а у конічних мітчиків зовнішній діаметр у наборі однаковий, а відрізняються вони довжиною паркану.
Набір мітчиків для нарізування різьблення вручну зазвичай складається з трьох (рідше - з двох) інструментів - для чорнової, проміжної та чистової обробки. Відрізняються ці мітчики мітками поруч із позначенням різьблення - це цифри I, II і III чи горизонтальні ризики (одна, дві чи три).
Мітчики для нарізування різьблення на верстатах називаються машинними і мають більш повний профіль, інший профіль канавок і ріжучої кромки та іншу форму хвостовика для кріплення на верстаті.
Різьблення може бути правим - коли гайка на болт навертається за годинниковою стрілкою - і лівою - гайка навертається обертанням проти годинникової стрілки. Відповідно різьбонарізний інструмент призначений для нарізання правого або лівого метричного або дюймового різьблення.
Плашки. Для виготовлення гвинтової нарізки на болтах є плашки, які можна розглядати як міцно загартовану сталеву гайку з прорізами, що утворюють ріжучі кромки.

Плашки призначені для нарізування або калібрування зовнішніх різьблень за один прохід. Найбільш широко застосовуються плашки для нарізування різьблень діаметром до 52 мм. Плашка є загартованою гайкою з осьовими отворами, що утворюють ріжучі кромки. Зазвичай на плашках роблять 3-6 стружкових отворів для відведення стружки. Товщина плашки 8-10 витків. Ріжучу частину плашки виконують як внутрішнього конуса. Довжина паркану 2-3 витка. Кут 2φ=40-60 градусів при нарізанні наскрізного різьблення і 2φ=90 градусів при нарізуванні різьблення до упору. Передній кут стандартних плашок γ=15-20 градусів. Задній кут α=6-8 градусів і виконується тільки на забірній (ріжучій) частині.



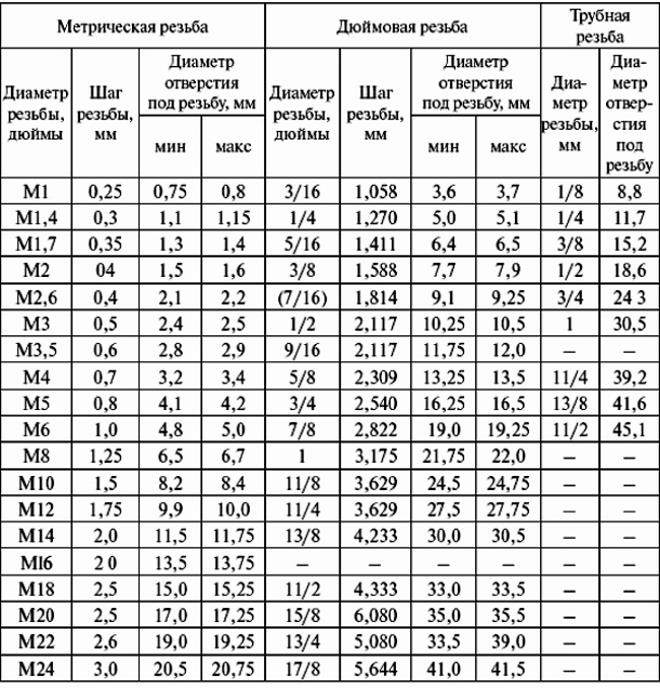
Хороше, повне різьблення вийде тільки тоді, коли правильно підібраний діаметр стрижня або свердла для підготовки отвору. Встановлено, що для отримання якісного різьблення на стрижні діаметр його повинен бути на 0,3-0,4 мм менше зовнішнього діаметра різьблення. У наведеній нижче таблиці 1 наведені рекомендовані діаметри стрижнів для метричної різьби, що нарізається плашками.
Діаметр різьблення в мм |
Діаметр стрижня в мм |
|
найменший |
найбільший |
|
Кінець стрижня треба підготувати, знявши фаску, - трохи стікаючи край.
Нарізка робиться так. Затискають у лещата стрижень відповідного діаметра і довжини, зі знятою на кінці фаскою. Потім ставлять клуп з плашками або лерку і починають накручувати з деяким натиском; при цьому плашки виріжуть на поверхні стрижня гвинтову канавку. Проходять по стрижню кілька разів, поступово стискаючи плашки, доки не отримають гарного, повного різьблення. Клуп і гвинтову дошку треба обертати обережно. Намагатися відразу отримати повну нарізку не можна, тому що від надмірних зусиль міцно загартовані плашки або гвинтівка можуть лопнути. Обертають нарізний інструмент на один-півтора обороту вперед, а потім дають зворотний хід, щоб видалити стружку і забезпечити мастило. Плашки та мітчики змащують вареною олією (можна машинною олією та мильною водою).
Нарізка отворів зазвичай виконується двома або трьома мітчиками. Спочатку береться мітчик з неповною нарізкою (1), у якого різьблення конічно зрізане. Цей мітчик робить в отворі неглибоку стрічкоподібну нарізку, яку поглиблюють повнішим мітчиком (2), а іноді проходять і третім (3), майже циліндричної форми. Мітчики мають чотиригранну головку, яку вставляють у рукоятку з відповідними отворами, або комір.
Перед нарізкою різьблення треба просвердлити отвір трохи менше діаметра мітчика.
У таблиці 2 наведені діаметри отворів у металі під різьби метричні, причому для дрібного різьблення (з більш дрібним кроком) діаметри отворів будуть меншими.
Таблиця 2.Отвори під метричні різьблення.
|
Позначення |
Діаметр, |
У таблиці 3 наведено значення діаметрів отворів під нарізування дюймового різьблення.
Як і мітчики, плашки та лерки для нарізування зовнішньої різьбине мають суцільної ріжучої поверхні, і нарізування різьблення здійснюється секторами. Для початку першого витка є неповний профіль на краю інструменту. Плашки бувають цілісні та розрізні - цільна плашка нарізає повний профіль різьблення за один прохід, а для більшого по діаметру різьблення зняти стружку за один прохід важко, і плашку роблять розрізною і в міру роботи підтискають. Плашки вставляють у плашкотримачі, де їх закріплюють затискними гвинтами по конічних заглибленнях на корпусі плашки.
Лерка, або гвинтова дошка,- Це набір різьбонарізних гнізд в одному інструменті (в одній пластині). Як плашка, так і отвір у лерці призначені для нарізування тільки одного розміру різьблення, а ось за допомогою дупів можна нарізати різьблення на деталях різного діаметру, але з одним і тим самим кроком.



Клуп - це та ж плашка (лірка), тільки без дорогих, нефункціональних частин. Дешевий тримач і міцні різці - ось це і є різьбонарізний клуп.

Як відомо, весь плашок робиться з інструментальної дорогої сталі, тоді як особлива міцність необхідна тільки різцям, які насправді і виконують основну роботу - нарізають різьблення. Кріпляться різці прямо в тримачі, який одночасно служить напрямною.

Ручний клуп з тріскачкою

Електричний клуп
При скромній потужності в кілька сотень ват електричні трубні клупи розвивають величезне зусилля завдяки великому коефіцієнту передачі на редукторі.

Клуп універсальний для нарізки різьблення від 1/2" до 2". Набір плашок 1/2", 3/4", 1.1/4", 1.1/2", 1.3/4", 2".

Як і в будь-якій справі, у використанні Клупа є тонкощі.
- Для нарізки різьблення трубу потрібно злегка завальцювати, зробити захід.У цьому клуп не відрізняється від плашки.
Способів зробити кінець труби трохи тонше багато: турбінка, напилок; нарешті, можна просто злегка сплющити її по колу молотком на будь-якій ковадлі або обжати газовим ключем; - Якщо перед нарізкою різьблення мазнути на трубу трохи солідолу, веретенки або навіть соляри - різьблення не задереться, нарізатиметься куди легше, а різці прослужать довше;
- При покупці нових різців зупиніться на тому самому виробнику, який виготовив утримувач. В іншому випадку ризикуєте зіткнутися з дурною проблемою - різці тупо не полізуть на своє місце;
- Якщо доводиться нарізати різьблення на трубі, яка є частиною старого водопроводу - обов'язково дотримуйте її газовим ключем, причому зусилля на ньому повинно компенсувати момент, що обертає, при нарізці різьблення.
Відірвати підгнилий сталеву трубувід стояка набагато легше, ніж це може здатися збоку.
Робота ручним клупом
Робота електричним клупом
У багатьох технічних пристроїв, а також у більшості предметів домашнього вжитку є різьбові з'єднання, які людство почало використовувати з найдавніших часів. До основних інструментів, за допомогою яких виготовляються елементи таких сполук, належить мітчик. Його застосування дозволяє швидко і без особливих труднощів нарізати на внутрішній поверхні отвори точне та якісне різьблення.
Конструктивні особливості
Перші інструменти для нарізки внутрішнього різьблення відрізнялися примітивною конструкцією і були чотиригранним стрижнем, на робочому кінці якого, заточеному під пологий конус, випилювалися різальні зуби. Різьблення при використанні такого мітчика нарізалося за допомогою його загвинчування у внутрішню частину гайки або в попередньо підготовлений отвір оброблюваному виробі. Природно, такий інструмент мав безліч недоліків, до найбільш значущих з яких слід віднести відсутність на різальній частині задньої поверхні, а також негативне значення переднього кута. Згодом конструкція мітчиків стала більш продуманою, і сьогодні вони дозволяють створювати точне та якісне внутрішнє різьблення.
У будь-якому мітчику для нарізування різьблення на внутрішніх поверхнях оброблюваних виробів незалежно від геометричних параметрів і призначення є такі елементи:
- бічні канавки (їх може бути від 2 до 6);
- конічна забірна частина;
- калібруюча частина, яка має циліндричну форму.
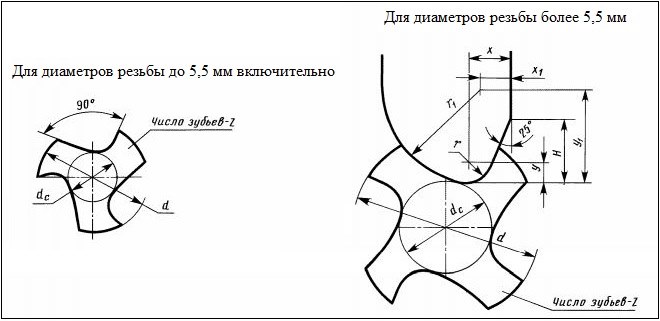
Канавки, розташовані на бічній поверхні інструменту, вздовж всієї його довжини, одночасно виконують дві функції: забезпечення відведення стружки із зони обробки та полегшення підведення в таку зону змащувально-охолоджуючої рідини (СОЖ). Форму, яку канавка мітчика має у поперечному перерізі, визначають дві її поверхні, одна з яких є передньою гранню ріжучого зуба інструменту, а друга його спинкою. За типом профілю стружкові канавки бувають наступних видів:
- однорадіусні (з канавками такої форми виробляються переважно мітчики калібрувального типу);
- з прямолінійними передньою та задньою поверхнями (інструменти з канавками такої форми використовуються для нарізування різьблення всередині гайок);
- з прямолінійною передньою та радіусною задньою поверхнями (більшість мітчиків виробляється зі стружковими канавками саме такого типу).
Канавки можуть розташовуватися по-різному: розрізняють прямолінійні, а також праві спіральні або ліві. З канавками прямолінійного типу виготовляються універсальні мітчики загального призначення. Зі спіральними лівонаправленими канавками виготовляються мітчики, що використовуються для нарізування різьблення на прохід. Стружка, створювана таким інструментом, рухається попереду нього по отвору, що обробляється, тим самим виключається ризик псування вже нарізаної різьби. При використанні мітчиків із правим напрямком закручування канавок стружка виводиться із зони обробки до хвостовика інструменту. Правосторонні мітчики з цієї причини оптимально підходять для нарізання різьблення у глухих отворах.
Забірна частина мітчика, як уже говорилося вище, має конічну форму, що полегшує процес входження інструменту в отвір, що обробляється. Конкретне значення кута нахилу забірної частини, який може перебувати в діапазоні 3–20°, вибирають залежно від того, для якого типу обробки використовуватиметься інструмент – чорновий, проміжний або чистовий.
Циліндрична калібрувальна частина виконується із зворотним заниженням величиною до 0,1 мм, що необхідно для того, щоб зменшити сили тертя, що виникають у процесі нарізки різьблення. Зменшити силу тертя між робочою частиною мітчика і оброблюваною поверхнею дозволяє також потилиця задньої поверхні ріжучих зубів, що виконується від вершини на 1/3 їх ширини. Таким чином, створюється заниження задньої поверхні ріжучих зубів, величина якого для інструментів діаметром 12-30 мм становить близько 0,1 мм.
Види за призначенням
Сучасна промисловість випускає різні видимітчиків, які відрізняються один від одного конструктивним виконанням та функціональними можливостями. Так, за своїм призначенням мітчики можуть належати до одного з таких типів.
СлюсарніДані інструменти найчастіше є ручними і використовуються в комплекті зі спеціальним коміром, за допомогою якого мітчику повідомляється про обертання. Як правило, вони випускаються і використовуються комплектами, що складаються з двох-трьох інструментів, кожен з яких знімає з поверхні лише частину припуску. Розміри мітчиків, що входять до такого комплекту (зокрема, їх робочі діаметри), різняться. Перший з інструментів, на хвостовик якого нанесено позначення у вигляді однієї рисочки, використовується для виконання чорнової обробки, другий (з двома рисочками на хвостовику) – для проміжної, а третій (відповідно, з трьома рисочками) – для фінішної обробки різьби, що нарізається.

Це інструменти, за допомогою яких різьблення може нарізатися як вручну, так і на верстатах різного типу (токарних, свердлильних, агрегатних та ін.). Від слюсарних такі мітчики відрізняються лише дещо укороченою забірною частиною та вищою стійкістю до механічних навантажень.

Гайкові
За допомогою таких інструментів, як випливає з назви, виконують нарізання різьблення в гайках. Гайки, в яких таким мітчиком вже нарізане різьблення, не скручуються з інструменту, а переміщуються на його видовжену хвостову частину. Хвостовики гайкових мітчиків, за допомогою яких різьблення нарізається на свердлильних верстатахмають прямолінійну форму. Гайки з нарізаним різьбленням, переміщені на такий хвостовик, просто струшуються з нього після вилучення інструменту з патрона верстата. Для нарізування гайок на різьбонарізних автоматах використовуються мітчики, хвостовки яких мають вигнуту форму. При виконанні різьблення таким способом гайки під напором один одного проштовхуються по вигнутому хвостовику інструменту, досягають його кінцевої частини та падають у підготовлену тару.
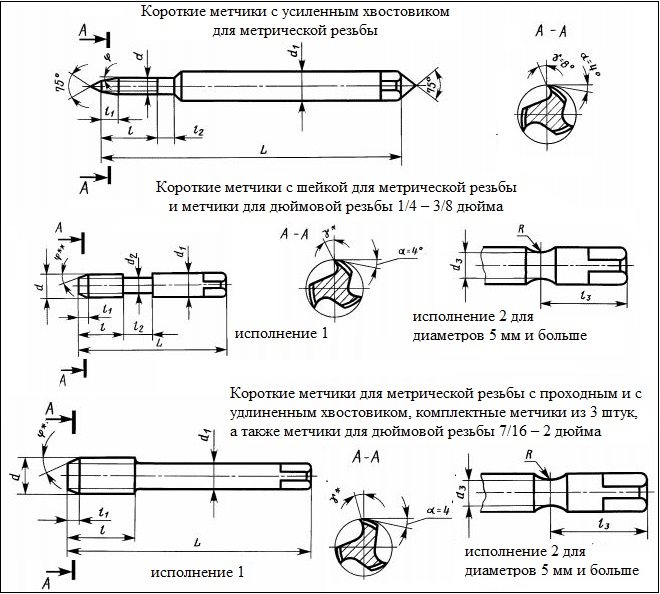
Вимоги до конструкції та розмірів як ручних, так і машинних мітчиків для нарізування метричного різьблення обумовлює ГОСТ 3266-81, який так і називається: «Мітчики машинні та ручні. Конструкція та розміри».
Ознайомитись з вимогами ГОСТ до ручних та машинних мітчиків можна, завантаживши документ у форматі pdf за посиланням нижче.
Види по конструкції
За своїм конструктивним виконанням мітчики також поділяються на різні види. Так, залежно від цього параметра розрізняють інструменти:
- зі стружковими канавками укороченої довжини, які також називають безканавковими (конструкція таких мітчиків спеціально розроблена для того, щоб нарізати різьблення в деталях з в'язких низьковуглецевих сталей, алюмінієвих сплавів, а також міцних легованих сталей);
- з канавками, розташованими по гвинтовій лінії (встановлюють такі інструменти на обробні центри та використовують для нарізки глухого різьблення);
- з різальними зубами, розміщеними в шаховому порядку (за рахунок того, що ріжучі зуби на калібрувальній частині такого інструменту зрізані через один, вдається домогтися зменшення сили тертя при обробці);
- ступінчастого типу з робочою частиною, розділеною на дві ділянки, кожна з яких виконує свою функцію (наприклад, є ступінчасті мітчики, перша ділянка яких працює за генераторною схемою, а друга – за профільною; у ступінчастих інструментів інших типів перша ділянка виконує різальну функцію, а другий – вигладжуючу);
- комбіновані (це фактично два інструменти в одному: їхня ріжуча частина, виконана в єдиній конструкції, починається зі свердла, а закінчується мітчиком);
- мітчики-протяжки, що використовуються для нарізування різьблення в наскрізному отворі будь-якого діаметру (з їх допомогою різьблення нарізається на токарних верстатах, в патроні яких закріплюється оброблювана деталь, а в різцетримачі – хвостовик використовуваного інструменту; переміщення мітчика в процесі нарізування стань, а обертання оброблюваної деталі – обертанням шпинделя);
- з внутрішньою порожниною, за рахунок якої відбувається охолодження інструменту в процесі обробки (використання таких мітчиків, встановлених на спеціалізованому чи багатоопераційному устаткуванні, дозволяє значно підвищити продуктивність нарізки різьблення);
- дзвонові (такі мітчики використовуються для нарізування внутрішнього різьблення великого діаметру (50-400 мм) і мають збірну конструкцію, що складається з окремих різальних елементів).
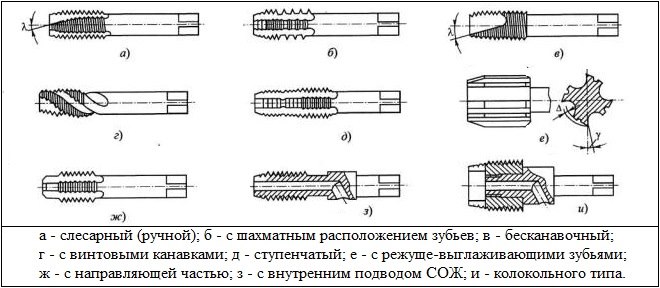
Конструктивно всі перераховані вище мітчики настільки різняться між собою, що відрізнити їх один від одного можна навіть по фото.
Типи різьби, що нарізається
Використовуючи мітчики різних категорій, як і різні види плашок, можна формувати на внутрішніх поверхнях деталей різьблення різних типів. Залежно від типу різьби, що нарізається, мітчики поділяються на наступні категорії.
МетричніЦе мітчики, за допомогою яких нарізаються метричні різьблення. Нарізуваний елемент різьблення у разі має форму рівнобедреного трикутника, проте її параметри вимірюються в міліметрах. У маркуванні таких мітчиків міститься буква «М». Для підбору мітчиків метричних та діаметру підготовчого отвору використовується спеціальна довідкова таблиця.
ДюймовіРобоча частина таких мітчиків має конічну форму. Діаметр дюймових інструментів вимірюється у дюймах, а крок – у кількості ниток на один дюйм (25,4 мм). Ухил середньої поверхні мітчиків цього типу становить 1°47'24».
ТрубніСюди відносяться циліндричні та конічні мітчики, що використовуються для нарізки різьблення в елементах трубних з'єднань.
Таблиця 1. Параметри мітчиків та розмір отвору під різьблення
Мітчики можна використовувати для отримання отворів як з правим, так і з лівим різьбленням. Мітчики для лівого різьблення, якщо порівнювати їх у реальності чи з фотографіями з інструментами правого типу, відрізняються від останніх лише напрямом підйому гвинтової лінії своєї різальної частини.
Для нарізування зовнішніх різьбленьзастосовується спеціальний інструмент – плашки. Плашка - гайка з прорізаними канавками, що утворюють ріжучі грані інструменту.
Робоча частина плашкискладається з двох частин – паркану та калібруючої. Забірна частина є конусною з кутом 40...60º, вона розташована по обидва боки плашки, а її довжина становить 1,5...2 витка. Калібруюча частина зазвичай складається з 3 ... 5 витків.
При слюсарному (ручному) нарізуванні зовнішніх різьблень застосовуються плашки різних конструкцій: круглі, які називаються лерками, розсувні (клупи) та спеціальні, для нарізування труб.
Круглі плашки (лірки)являють собою різьбове кільце з кількома канавками для утворення ріжучих кромок та виведення стружки при нарізанні різьблення.
Круглу цільну плашку (лерку) кріплять у комірі-леркотримачі двома завзятими гвинтами.
Вручну різьблення на болтах, шпильках і гвинтах нарізають у лещатах, кріплячи стрижні вертикально, попередньо обпиливши фаску на торці і видаливши окалину.
Розсувними плашками різьблення нарізають за два-три проходи, а круглими – за один прохід. Обертають клупп поступально-поворотними рухами рук. При обертанні дупів прикладають помірні натискні зусилля. Для збереження плашок та отримання якісного різьблення діаметри стрижнів, на яких припускають нарізування різьблення, повинні відповідати діаметру різьблення.
Розсувні плашкивстановлюють у клуппі згідно з цифрами на плашці та рамі клуппа. Між плашкою і гвинтом необхідно помістити пластину-сухар, щоб при натиску гвинтом плашка не лопнула.
Ворота для круглих плашокє круглою рамкою з виточкою, в отворі якої поміщається кругла плашка. Плашка в отворі утримується від провертання за допомогою трьох стопорних гвинтів, конічні хвостовики яких входять у поглиблення, виконані на поверхні корпусу, що утворює, плашки. Четвертий гвинт дозволяє регулювати середній діаметр різьблення.
Трубне різьбленнянарізають на кінцях водогазопровідних трубз метою з'єднання їх за допомогою фасонних різьбових фітингів та арматури.
Вручну трубне різьбленнянарізають розсувними та нерозсувними плашками, закріпленими в клупах. Для нарізки різьблення трубу кріплять у притиску, напилком обпилюють кромки торця труби, очищають від окалини і змащують частину, що нарізається оліфою.
Клупи мають два комплекти різальних плашок. Один комплект призначений для нарізування різьблення на трубі умовним діаметром 15 та 20мм, а другий – діаметром 25, 32, 38 та 50мм. Для нарізування різьблення на трубі діаметром 50мм направляючі плашки слід переставити, розташувавши їх короткою стороною (від шпильки) усередину клупа.
Клупи Маєвськоговипускають двох типорозмірів:
Клуп трубнийдля нарізання різьблення діаметром 15 і 20мм - №1 і для різьблення діаметром 25 і 32мм - №2.
Змащувально-охолодні рідини (СОЖ)при нарізанні різьблення служать для полегшення умов роботи інструменту, зниження шорсткості обробленої поверхні, а отже, для підвищення якості одержуваної при нарізуванні різьблення. Вибір СОЖ залежить від матеріалу заготовки, що обробляється.
Для нарізування внутрішніх різьбленьзастосовують особливий інструмент – мітчик.
Мітчикявляє собою загартований гвинт, на якому прорізано кілька прямих або гвинтових канавок, що утворюють ріжучі кромки інструменту. Канавки також забезпечують розміщення стружки, що утворюється при різанні, ними стружка може виводитися із зони різання.
Мітчик складається з двох частин – робочої та хвостовика, на кінці якого виконаний квадрат (у ручних мітчиків).
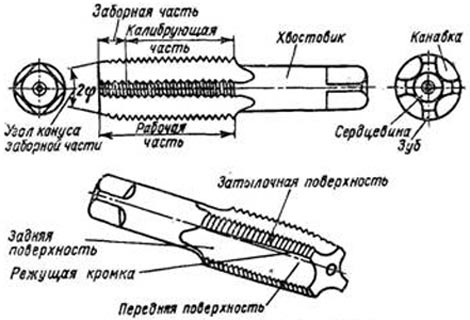
Робоча частина мітчика включає:
· Ріжучу (огорожу) частину, яка забезпечує видалення основної частини припуску на обробку;
· калібруючу частину, що здійснює остаточну обробку різьблення;
· стружкові канавки;
· пір'я (витки різьблення, розділені стружковими канавками);
· Серцевину, що забезпечує мітнику достатню для обробки міцність та жорсткість.
Хвостова частина мітчика служить для закріплення його у комірі, яким виробляються робочі та неодружені переміщення мітчика.
Мітчик кріпиться у квадратному отворі коміра. На мітчику є чотири поздовжні канавки для виведення стружки і чотири ріжучі канавки. Для отримання якісного внутрішнього різьблення використовують комплект з трьох мітчиків: чорновий, середній, чистовий.
Чорновим мітчикомв отворі намічають різьблення.
Середній та чистовий мітчикинарізають різьблення в повну глибину профілю.
У процесі нарізування внутрішнього різьблення мітчиком необхідно стежити, щоб вісь обертання мітчика збігалася з віссю отвору, інакше різьблення вийде косою. Мітчик потрібно провертати плавно без ривків. На кожен оборот мітчика слід робити чверть обороту у зворотний бік для зламу стружки. З метою полегшення початку нарізування різьблення отвір доцільно трохи роззенкувати.
Для нарізування внутрішнього різьблення мітчиками вручну використовують пристосування - комір, який встановлюють на квадратний кінець хвостової частини мітчика і повідомляють йому обертальний рух.
Універсальний комірє рамкою з двома сухарями: рухомим і нерухомим, що утворюють квадратний отвір. Одна з рукояток закінчується гвинтом, що переміщає рухомий сухар і забезпечує закріплення квадрата хвостовика мітчика. Надійність кріплення забезпечується муфтою з отвором стопора.
Нарізування внутрішньої різьби
Нарізання внутрішнього різьблення попереджається свердлінням отвору та його зенкуванням, і дуже важливо правильно вибрати свердло потрібного діаметра. Його приблизно можна визначити за формулою
d cв = D - Pде d св - необхідний діаметр свердла, мм;
D – зовнішній діаметр різьблення, мм;
P – крок ниток різьблення, мм.
Якщо діаметр свердла вибрано неправильно, то не уникнути дефектів:
· При діаметрі отвори більше необхідного, різьблення не матиме повного профілю;
· при меншому розмірі отвору буде утруднений вхід до нього мітчика, що призведе або до зриву різьблення, або до заклинювання та поломки мітчика.
Порядок нарізування внутрішнього різьблення такий:
· Розмітити заготівлю та встановити її або на верстаті, або закріпити в лещатах;
· просвердлити отвір (наскрізний або на потрібну глибину) і зенкувати його приблизно на 1мм зенковкою 90 або 120 º;
· Очистити отвір від стружки;
· підібрати чорновий мітчик потрібного діаметра з потрібним кроком і видом різьблення, змастити його робочу частину маслом і встановити його забірною частиною в отвір, перевірити його положення щодо осі отвору за допомогою косинця, надіти на квадрат хвостовика комір і повільно, без ривків обертати мітчик по годиннику стрілці до врізання їх у метал заготовки на кілька ниток;
· подальше обертання мітчика має бути таким: один-два обороти за годинниковою стрілкою, потім ½ обороту проти годинникової стрілки (для дроблення стружки). При цьому за годинниковою стрілкою мітчик обертаємо з натиском вниз, а проти вільно;
· Нарізання різьблення проводити до повного входу робочої частини мітчика в отвір;
· Вивернути черновий мітчик з отвору і продовжити нарізування різьблення середнім, а потім чистовим мітчиком (чистовий мітчик повертати в отвір потрібно без комірця. Вороток одягається на його хвостовик вже тоді, коли мітчик правильно пройде по різьбленню).
Порядок нарізування різьблення у глухих отворах має деякі особливості:
· по-перше, глибину отвору під глухе різьблення потрібно свердлити більше на 5-6 ниток різьблення, ніж це передбачено за кресленням;
· по-друге, після серії двох-трьох робочих та зворотних оборотів, мітчик слід вивертати їх отвори та очищати порожнину отвору від стружки.
Якість нарізаного різьбленняперевіряється візуально: щоб не було задир, зірваних ниток, а точність різьбленняможна перевірити за допомогою різьбових калібрів-пробок для наскрізних отворів та контрольного болта – для глухих.
Нарізування зовнішньої різьби
При нарізанні зовнішнього різьблення важливо вибрати діаметр стрижня, на якому і буде проводитися нарізування. При неправильному підборі тут також, як і у випадку з внутрішнім різьбленням, можуть виникнути дефекти.
Порядок нарізування зовнішнього різьблення наступний:
· Вибираємо заготовку потрібного діаметра, закріплюємо її в лещатах і на кінці заготовки, призначеному для нарізування різьблення, знімаємо фаску шириною 2 ... 3мм;
· плашку (круглу або розсувну) закріплюємо у комірі-плашко-тримачі наполегливими гвинтами таким чином, щоб маркування на плашці знаходилося на зовнішній стороні;
· кінець стрижня (заготівлі) змащуємо машинним маслом і строго під кутом 90º накладаємо на нього плашку (маркування на плашці має опинитися знизу);
· із зусиллям притискаючи плашку до заготівлі, починаємо обертати рукоятку плашкотримача за годинниковою стрілкою до прорізування різьблення на потрібну довжину. Обертальні рухи робимо таким порядком: один-два обороти за годинниковою стрілкою, ½ обороту - проти;
· після нарізування різьблення на потрібну відстань плашку знімаємо із заготівлі зворотними обертальними рухами.
При нарізанні різьблення на трубах, призначених для прокладання трубопроводів, порядок обертальних рухів плашкотримача має одну особливість. На початку різьблення, як завжди: один-два обороти вперед (за годинниковою стрілкою) і ½ обороту - назад (проти годинникової стрілки), а при прорізанні останніх кількох ниток зворотне обертання не слід. Нарізане таким чином різьблення має так зване втеча, тобто останні нитки різьблення прорізаються на меншу глибину, що сприяє кращому замиканню трубопроводу.
Щоб нарізати різьблення певної фіксованої довжини, можна діяти двома способами. Або періодично проводити виміри нарізаного різьблення вимірювальними інструментами, або використовувати плашкотримач з направляючим фланцем і втулкою: плашкотримач надягаємо на заготовку до упору плашки, викрутимо втулку на необхідну довжину різьблення і закріплюємо; при обертальних рухах плашкотримача фланець нагвинчуватиметься на втулку, захоплюючи за собою плашку.
Якщо необхідно нарізати особливо точне зовнішнє різьблення на циліндричній заготовці діаметром від 4 до 42мм і з кроком від 0,7 до 2мм, то замість звичайних плашок можна використовувати різьбонакатні плашки.
Крім того, що такі плашки дають більш чисте різьблення, воно виходить до того ж і більш міцним (волокна металу при такій операції не зрізаються, а піддаються пластичній деформації і спресовуються).
Якість нарізаного зовнішнього різьбленняперевіряємо зовнішнім оглядом щодо виявлення зірваних ниток чи задиров. Для перевірки точностірізьблення використовуємо контрольну гайку: вона повинна накручуватися без зусиль, але не повинна мати люфт (качання).
Трубним клупомнарізання різьблення ведуть у такій послідовності:
· Клуп надягають на підготовчий торець труби;
потім направляючі плашки притискають до труби поворотом відповідної планшайби, фіксованої притискним болтом;
· також закріплюють ріжучі плашки, орієнтуючись на ризик планшайби;
· Клуп обертають за годинниковою стрілкою, злегка натискаючи на нього;
· різьблення нарізають у кілька заходів, щоразу зближуючи ріжучі плашки шляхом повороту відповідної планшайби та наступної фіксації притискним болтом.
У практиці виконання сантехнічних робіт нарізка різьблення на трубах – справа звична. Різьбові з'єднаннятрубчастих елементів водопроводів та автономних систем опалення виробляються в основному на сталевих деталях. Трубчастий профіль, як відомо, має найбільший момент опору при тих же габаритних розмірах, що зумовлює широке використання труб як садових конструкцій, стовпчиків для парканів та ін.
Виконання
Відповідно до ГОСТ 6111 трубне різьблення використовується в роз'ємних з'єднаннях трубопроводів, розрахованих на прокачування рідких та газоподібних робочих середовищ. При цьому щодо водогазопровідних труб (ГОСТ 3262) вона може бути конічної, що пояснюється практичними зручностями накручування/згвинчування сполучних деталей. Кут при вершині профілю конічної різьби становить 60°, а кут конусності залежить від діаметра та кроку різьблення, але не може бути менше 26°, інакше можливе самовідгвинчування з'єднання.
Характерна особливість всіх трубних різьблень – метричних та дюймових – є заокруглення вершини профілю різьблення, яке при стандартних способахнарізки різьблення становить 10% від її радіусу. Це пов'язано зі зручностями нарізки трубного різьблення та зниженням внутрішніх напруг на порівняно малому тілі металу для труб будь-якого виду та сортаменту.
ГОСТ 6357 передбачає також метричне трубне різьблення, як циліндричне, так і конічне, хоча на практиці вони використовуються рідше. Кут нахилу профілю циліндричного різьблення становить 55°, що збільшує кількість витків на тому самому ділянці нарізування. Це підвищує трудомісткість з'єднання частин трубопроводу, хоч і підвищує герметичність.
Інші види різьблення (упорні, трапецеїдальні) на трубах не нарізають, оскільки це пов'язано з появою додаткових концентраторів напруг, які істотно послаблюють поперечний переріз матеріалу.
Інструменти для нарізування різьблення на трубах
Як нарізати різьблення на трубі? Виключаючи технології механізованого нарізування (наприклад, на токарно-гвинторізних верстатах), для нарізки різьблення на трубах застосовують два типи пристроїв: плашки (лірки) і клупи.
Ручна плашка як інструмент для нарізки трубного різьблення являє собою пристрій, що складається з двох частин - власне робочої, і корпусу (плашкотримача), з двома рукоятками, за допомогою яких проводиться обертання плашки по зовнішньому діаметру труби. Зручний у застосуванні набір різьблення на трубах вручну, що складається з кількох комплектів плашок найбільш уживаних діаметрів. Пояснюється це тим, що для якісного з'єднання слід застосовувати чорнову плашку, для первинного проходу, і чистову, того ж діаметра – з метою калібрування профілю. Можна, звичайно, користуватися і однією леркою, але її знос у цьому випадку буде набагато вищим, особливо, якщо трубопровід виготовлений з високовуглецевої сталі.
На відміну від лерки, клуп для нарізки є більш конструктивно складним інструментом. Він має тріскачку, яка фіксує різьбонарізну частину в певному положенні, поки рукоятка провертається на наступний оборот. Тому різьблення виходить якіснішим.
Крім ручного різьбоутворювального інструменту, у практиці використовується і механізований інструмент для отримання трубного різьблення. Найбільш компактний та зручний у побуті верстат для нарізки різьблення оснащується електричним приводом. Однак у цьому випадку ціна питання виявляється значно вищою, тому електричні різьбонарізувачі виправдовують себе лише тоді, коли належить оформляти різьблення на довгій ділянці труби.
Підготовка до нарізки
Перед тим, як нарізати різьблення на трубі, поверхню металу слід очистити. Зношування інструменту зростає, якщо вихідна поверхня виробу не очищена від поверхневої іржі та окалини, має залишки лакофарбового покриття і т.п. Тому перед початком робіт деталі слід ретельно очистити. Стійка окалина видаляється з використанням органічних розчинників, а короткі деталі – перехідники, згони тощо. - можна очищати, занурюючи їх у гарячий (не менше 60 ° С) розчин бури.

Після очищення виріб оглядається для виявлення поверхневих нерівностей (вони часто бувають на трубах б/в), а також при викривлення осі елемента. Найменший вигин призводить, по-перше, до спотворення профілю, що нарізається, а, по-друге, провокує різке зниження стійкості, коли на один з сегментів робочої частини інструменту завжди доводиться збільшене зусилля різьбоутворення.
Безпосередньо перед роботами потрібна ділянка труби змащується. Підійдуть мастила із середньою в'язкістю, наприклад, масло «Індустріальне 40». Густе мастило (солідол) можна нанести і на робочий профіль плашки.
Отримання профілю за допомогою плашок
Нарізка різьблення на трубах вручну плашками, що входять у набір для нарізування різьблення на трубах, виконуються в наступній послідовності:

Вибір матеріалу плашок варто робити на користь інструментальної сталі марок Х12Ф1 або навіть швидкорізальної Р6М5. Інструмент китайського виробництва не відрізняється високою якістю, оскільки плашки з КНР у найкращому разі виготовляються із нелегованих інструментальних сталей.
Отримання різьбового профілю за допомогою клупів
Клупи виготовляються з розсувними та нерухомими плашками. Найзручніше застосовувати інструмент першого типу, який іноді називають клупом Маєвського. Конструктивна особливість такого пристрою – наявність радіальних одно-або двосторонніх плашок. У корпусі інструменту є сім отворів: чотири – для робочої та три – для направляючої плашки. Для переміщення у радіальному напрямку передбачені планшайби, які притискними кільцями притискаються до корпусу клупа. Така конструкція виключає повторний прохід різьблення (як у попередньому варіанті).
Роботи виробляють так:
- Деталь, підготовлену до нарізки різьблення, встановлюють у лещатах, готують до нарізки торець, після чого надягають на виріб клуп з розсунутими плашками.
- Підводять плашкотримач до поверхні труби, що утворює, і закріплюють його там за допомогою струбцин (входять до складу клуппового набору).
- Встановлюють плашки і зусиллям подачі починають формоутворення різьбової ділянки.
- При зворотному провороті клупа храповик виводить плашки із зачеплення з поверхнею труби, після чого планшайба повертається на наступний оберт, і нарізка різьблення продовжується.

Пристрій
Нестача дупів – їх масивність, а також необхідність у більш ретельному догляді. Проте технологічні зручності повністю заповнюють ці побутові обмеження.
Якщо ви знайшли помилку, будь ласка, виділіть фрагмент тексту та натисніть Ctrl+Enter.
Необхідність нарізування різьблення виникає у двох випадках: коли потрібно отримати її там, де спочатку її не було, або коли потрібно оновити зірване різьблення. Вкрай важливо правильно підібрати інструмент, що підходить для конкретного завдання, сфери використання і типу різьби, що виконується.
Інструмент для внутрішнього різьблення
Для нарізування внутрішнього різьблення в наскрізних або глухих отворах деталей служить мітчик. Це металевий стрижень, на ріжучій частині якого є гострі грані, виконані з певним кроком. При вкручуванні в отвір відповідного діаметра грані нарізають різьблення на внутрішній поверхні деталі. Металева стружка відводиться через спеціальні канавки.
Процес може здійснюватися вручну, коли мітчик закріплюється в тримачі і приводиться в дію м'язовою силою або на верстаті, коли обробка деталі виконується механічно. Ручний спосіб застосовується в побуті, наприклад, щоб оновити зірване різьблення або при оснащенні автомобіля додатковими елементами – захистом картера, платформою для лебідки тощо.
Мітчики бувають одинарні та комплектні. Одинарні мітчики призначені тільки для наскрізних отворів, вони проходять по поверхні, що обробляється один раз. Комплектні продаються набором із двох-трьох інструментів: перший мітчик виконує чорнове різьблення, а наступні поглиблюють витки і доводять роботу до кінця. Застосовуються як глухих, так наскрізних отворів.
Інструмент для зовнішнього різьблення
Для отримання зовнішнього різьблення на циліндричних деталях, у тому числі трубах, використовують плашки. За формою плашка нагадує шайбу, в центрі якої є наскрізний отвір з декількома різальними сегментами та прорізами для відведення стружки. Щоб отримати різьблення всередину поміщають деталь і, провертаючи плашку, переміщують її до тих пір, поки не буде готове різьблення потрібної довжини. Це можна робити як ручним способом (різальний інструмент фіксується в плашкотримачі), так і на верстаті.
Удосконаленим різновидом плашки є клуп, який також служить для виконання зовнішньої різьби. Ріжучі частини всередині пристосування знімні і можуть замінюватися, наприклад, якщо потрібно встановлювати сегменти для різних типорозмірів труб, діапазон значень діаметра обмежений конструктивними особливостями клуппа. Також замінюються сильно зношені ріжучі сегменти.
Клуп може приводитися в дію механічним способомчи електродвигуном. У першому випадку обертання здійснюється зусиллями користувача - зазвичай такого способу вдаються при невеликому обсязі робіт з трубами перетином до 50 мм. Часто ручні клупи застосовуються при самостійному монтажі трубопроводу на дачі або приватному будинку. Працювати з великими заготовками набагато складніше, тому що для повертання потрібні великі зусилля. У цьому випадку майстри використовують електричні клупи, що дає змогу впоратися з великим обсягом робіт. В основному електричні клупи задіяні в професійній сфері.
Оснащення для різьбонарізного верстата
Різьбонарізні верстати набули найбільшого поширення в машинобудуванні та виробництві метизних виробів. Їх оснащення (різьбонарізна головка) за своєю будовою нагадує клуп: у металевій оправці закріплені знімні ріжучі гребінки - ножі. Розводячи ножі, їх можна точно позиціонувати на заготівлі та зафіксувати під її розмір. На верстаті забезпечується висока швидкість виконання операцій та спрощується нарізка різьблення великих діаметрів.
Підбір інструменту під різьблення
У випадку, коли немає точної інформації про тип та діаметр різьблення, можна скористатися штангенциркулем та спеціальним шаблоном для визначення різьблення. Слід розрізняти три основні стандарти: метрична, трубна (дюймова) та дюймова уніфікована. Вони мають важливі відмінності, між собою не сумісні і взаємозамінні.
Метричне різьбленняпозначається буквою М. У маркуванні після неї йде значення діаметра, наступне число - крок між витками (іноді його може бути, якщо він стандартний для даного діаметра різьби). Приклад: М24х2 мм. Якщо в маркуванні є позначення LH, значить, різьблення ліве. Права різьблення, як правило, спеціально не маркується.
Дюймове трубне різьблення маркується буквою G, або за британським стандартом BSP. У цьому вся стандарті вказується значення прохідного діаметра - просвіту в трубі, а чи не зовнішнього перерізу заготовки. Також поширена конічна трубна різьба, що позначається за британським стандартом BSPT (іноді позначається буквою R).
Дюймове різьблення зазвичай позначається просто цифрами, наприклад, 3/4, 1/4 або 1 дюйм. Замість одиниць вимірювання використовують графічне позначення дюймового різьблення, наприклад, 1" або 1/2". Додатково у маркуванні можуть бути позначення UNC (великий крок) або UNF (дрібний крок). Це світовий уніфікований стандарт дюймового циліндричного різьблення, найбільш широко він поширений у США та Канаді.
У деяких випадках, наприклад, при проектуванні складних деталей враховують кількість заходів різьблення. Для однозахідної застосовують звичайні різьбонарізні пристрої з однією гвинтовою лінією. Для багатозахідного різьблення потрібен спеціальний інструмент, у якого на робочій частині проходить кілька паралельних гвинтових ниток різьблення. Таке різьблення маркується літерою S і зазвичай застосовується в механізмах з одностороннім тиском, наприклад, у пресах або агрегатах з черв'ячною передачею.
Знаючи стандарт, тип і діаметр різьблення, легко підібрати відповідний різьбонарізний інструмент, не вникаючи в складні технічні параметри, такі як кут нахилу і т.д. Якщо потрібно виконувати різьблення на деталях різного діаметра, можна придбати набір пристроїв з найбільш ходовими типорозмірами або зібрати свій комплект, купивши їх поштучно.
Довідкова стаття, що ґрунтується на експертизі автора.