Stainless steel, copper, titanium, aluminum, bronze, other non-ferrous metals and alloy steels are all metals whose parts cannot simply be welded together. But in everyday life there are different situations: sometimes you need to weld stainless steel pipes, sometimes you need to weld car parts from aluminum, or you just need to weld a broken leg from a bronze figurine. The metals listed above will require a special approach - argon arc welding, the work of which is not cheap, if not quite “biting” if you order it from a specialist. So the question arises for the owners: is it possible to weld with argon with your own hands and what is needed for this. If you have never welded anything before, then you should absolutely not start with welding non-ferrous metals; this is a painfully labor-intensive and complex process, designed for a certain skill of a specialist and his experience. But if you have experience in conventional arc welding and you are confident in your abilities, then the information from this article is for you.
Argon welding: technology and general principles
Argon arc welding is a kind of hybrid of electric welding (arc) and gas welding. It is similar to electric welding technology in that it uses an electric arc, and to gas welding technology in that it uses gas and similar welder work.
Electric arc serves as a source of heating, it is it that melts the edges of the metal, thanks to which welding occurs.
But why do we need gas? argon? The fact is that when welding, non-ferrous metals and alloy steels oxidize when interacting with oxygen, or they are negatively affected by other impurities that are in the air, because of this the weld turns out to be fragile, filled with bubbles, and aluminum, for example, generally burns in oxygen. To protect the metal from the effects of various impurities and gases, the inert gas argon is used. This gas is 38% heavier than air, so it easily and quickly displaces oxygen from the welding zone and reliably isolates the working pool from any influence of the atmosphere. It is necessary to start supplying gas to the welding zone 20 seconds before ignition of the arc, and stop 7 - 10 seconds after completion of the work. Argon practically does not react with the metal being welded and other gases in the arc burning area, which is why it is called inert. But there is also some nuance: when welding with reverse polarity, electrons are easily separated from argon atoms, thanks to which the entire argon environment turns into electrically conductive plasma.
Argon welding can be done as consumable electrode, so non-melting, a tungsten electrode is used as the latter, since this material is extremely refractory. Tungsten is used to make incandescent filaments for lamps. The diameter and material of the electrode completely depends on the metals being fused; these indicators can be easily found in reference books.
There are three types of argon arc welding:
- RAD is manual welding with argon with a non-consumable electrode.
- AMA - automatic argon arc welding using a non-consumable electrode.
- AADP - automatic argon arc welding using a consumable electrode.
If you are looking for a ready-made machine for welding with argon tungsten electrode, look for TIG (Tungsten Inert Gas (Welding)) machines. This is what tungsten welding in an inert gas environment is called.
Tig welding technology

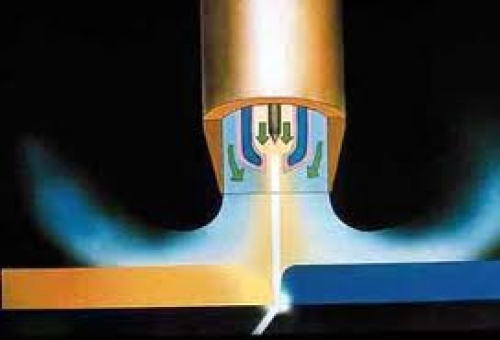
What is an argon welding torch? Her heart is tungsten non-consumable electrode, which should protrude beyond the burner body by only 2 - 5 mm, no more. The diameter of the electrode is selected according to the tables, based on the parameters of the materials being welded. There is a holder inside the burner into which you can insert and secure an electrode of any required diameter.

Place around the electrode ceramic nozzle, gas will flow from it argon during welding.
For welding we need filler wire made of the same material as the parts being welded, its diameter is selected according to the tables.
Let's consider the principle of working with manual argon welding, when both the torch and the filler wire are in the hands of the welder.
Before starting work, the surface of the parts to be welded must be cleaned of oxides, dirt and grease. This can be done mechanically or chemically.
First of all, the so-called “mass” is applied to the part being welded, as in conventional arc welding. If the parts are too small, it can be placed on an iron work table or bathtub. The filler wire is not included in the electrical circuit; it will be supplied separately.
The welder should hold the torch in his right hand and the filler wire in his left hand. The burner should have a button for supplying current and gas; turn on the gas supply 20 seconds in advance. The current strength is selected depending on the materials being welded or based on personal experience through trial and error. We lower the torch with the electrode as close as possible to the surface of the metals being welded, the ideal distance is 2 mm. An electric arc occurs between the tip of the electrode and the metal, it melts the edges of the parts being welded and the filler wire.
How argon welding occurs: photo - example.


Important! The non-consumable tungsten electrode should be kept as close as possible to the surface of the metals being welded in order to create the shortest possible arc. The larger the arc, the shallower the depth of metal penetration and the wider and less aesthetically pleasing the seam. With a large arc, tension increases and the quality of the seam deteriorates.
Slowly moving the torch along the seam, without making transverse movements, the welder should gradually feed the filler wire. The quality and accuracy of the resulting seam will depend on the skill of the craftsman.
Important! Sudden feeding of filler wire results in metal spattering. Therefore, it should be served smoothly and carefully, which can only be achieved with practice. It is best to place the filler wire in front of the torch at an angle to the surface to be welded, without making transverse movements. This will ensure an even and narrow seam.

Please note that ignition of the arc when welding with a non-consumable electrode cannot be done by touching the surface to be welded. And here are the reasons:
- The high ionization potential of argon does not allow the gap between the surfaces to be welded and the electrode to be well ionized due to a spark from contact. When welding with a consumable electrode, the situation is somewhat different: after the electrode touches the surface, iron vapor appears in the welding zone, the ionization potential of which is much (2.5 times) lower than that of argon, this allows the arc to be ignited.
- Due to the electrode touching the surface of the metals being welded, it becomes dirty.
To ignite the arc when welding with argon with a non-consumable tungsten electrode, an oscillator is used, which is connected in parallel to the power source.
Oscillator supplies high-frequency high-voltage pulses to the electrode, due to which the arc gap is ionized. If the frequency in the network is usually 55 Hz and the voltage is 220 V, then the oscillator converts them and supplies a voltage of 2000 - 6000 V with a frequency of 150 - 500 kHz. This makes it easy to ignite the electrode.

For argon arc welding, the usual arc welding apparatus is not enough, but it can be upgraded or supplemented with other required elements. Let's look at what we need for welding in argon:
- Transformer. An ordinary welding transformer is suitable, which is used for arc welding with an open circuit voltage of 60 - 70 V. Of course, its power must correspond to the technological features of the process.
- A power contactor that will supply welding voltage to the torch.
- Oscillator. We have already found out why it is needed.
- A device that will regulate the time of argon blowing. After all, we need to light it in advance, and so that after the welding is completed, the gas is supplied for another 20 seconds. For this delay, we need a regulator.
- Argon welding torch.
- An argon cylinder, always with a reducer.
- Tungsten electrodes, rods of the required diameter.
- An auxiliary transformer that will be used to power switching devices.
- Rectifier for powering switching devices with 24 V DC voltage.
- Electrogas valve (24 V for DC or 220 V for AC).
- On/off relay for oscillator and contactor.
- An inductive-capacitive filter, which is necessary to protect the welding transformer from pulses (high voltage) sent by the oscillator.
- Ammeter for measuring welding current.
- Car battery (55 - 75 Ah), working or faulty, it doesn’t matter. It is connected in series to the electrical circuit in order to reduce the direct current component, which inevitably appears when welding with alternating current (for more details, see specialized literature).
- Welding glasses.
All elements of this circuit can be bought on the market and assembled with your own hands, you will get homemade argon welding, moreover, the circuit can be much improved if you have the appropriate knowledge.

Also devices TIG can be purchased ready-made, to which you can connect a gas cylinder, a burner, grounding and control buttons for the burner and gas supply. The price of such devices starts from 250 USD.
Various argon welding modes
For better welding of metals, it is necessary to select the correct welding mode.
Polarity And direction of current should be selected based on the properties of the metals being welded. Basic steels and alloys are welded using direct current of straight polarity. It is better to weld aluminum, beryllium, magnesium and other non-ferrous metals using reverse polarity or alternating current, this promotes faster destruction of the oxide film. During DC welding, there is unequal heat generation at the anode and cathode: 70% at the anode and 30% at the cathode. To minimally heat the electrode and at the same time melt the product well, use straight polarity.

Important! When welding on alternating current, the oscillator, after lighting the arc, goes into stabilizer mode. To prevent deionization of the arc gap during a polarity change and ensure stable arc burning, the oscillator supplies pulses to the arc at the moment of a polarity change.
Welding current is selected depending on the properties of the metals being welded and the size of the parts, as well as the electrodes. You can select the current strength from tables in reference literature, or you can do it experimentally.
Argon consumption directly depends on the feed speed and the speed of the carrying air flows. If welding takes place indoors without drafts, the consumption will be minimal. Welding work in conditions of strong side winds requires increasing the distance between the electrode and the material, since the air flow can carry argon, then the metal surfaces will be unprotected. In such cases, special nozzles (confuser) with fine mesh are used.
In addition to argon, sometimes they add to the gas mixture oxygen, about 3 - 5%. Argon is not able to protect against moisture, dirt and other additives that may appear on the surface of the parts being welded during the melting of the metal. Oxygen reacts with harmful impurities, as a result of which they either burn out or the resulting compounds float to the surface in the weld pool. Using oxygen is a good way to combat weld porosity.
Features of aluminum welding

When aluminum is heated, a refractory film appears on its surface. When welding with reverse polarity or using an alternating current source, this film can be destroyed. When an aluminum part has a positive charge, when welding with reverse polarity, argon ions bombard the surface of the aluminum, destroying the oxide film. In this case, argon no longer acts as just a shielding gas, but is an electrically conductive plasma that simplifies and improves welding work.
During AC welding, a similar process occurs when the aluminum part is the cathode.
Features of copper welding

Copper easily reacts with oxygen to form cupric oxide. This leads to the seam being uneven and not strong enough. An even bigger problem is that the resulting cuprous oxide reacts with the hydrogen contained in the air, forming water vapor, which tends to escape and forms pores in the seam. That is why it is mandatory to protect the welded area with argon.
Argon arc welding: advantages and disadvantages
Like any process, argon welding has its advantages and disadvantages, which are associated with the technology and the devices used.
The advantages include:
- Protection of the weld seam with argon from environmental influences. This ensures a strong connection, free of pores and impurities.
- The metal heats up little, the heating area is very small, so you can easily weld workpieces of complex design without fear of changing their shape.
- Possibility of welding metals and alloys that cannot be welded otherwise.
- Relatively fast work, thanks to the high-temperature arc.
Flaws:
- Quite complex equipment that requires precise adjustment.
- The relative complexity of welding work, requiring experience and skill.
Argon welding is good because it ensures a high-quality weld with the same penetration depth. This is very important when welding thin metal with access from only one side, for example, fixed butt pipes. By the way, when welding non-ferrous metals of small thickness, filler wire may not be used.
Argon welding: video instructions
Copper, etc.) which practically cannot be joined using traditional equipment, therefore argon-arc welding is successfully used to create one-piece structures from these materials. Do-it-yourself argon welding is carried out using standard equipment or using a home-made unit and requires certain skills and knowledge, without which the process is doomed to failure. Argon welding torch
Features of argon arc welding
In argon-arc welding, the process occurs in an inert gas environment (argon), which protects the mating surfaces from oxidation, thereby improving the quality of the weld. can be carried out in manual and automatic modes using a non-consumable and consumable electrode.
A tungsten element is usually used as a non-consumable electrode in argon-arc welding, since it is a very refractory material. Using this welding method, it is possible to reliably join materials that are very difficult to weld using traditional methods, and even dissimilar parts.
Features of technology for argon arc welding
To work confidently and productively, you should know how to weld with argon and adhere to some rules, the implementation of which will greatly facilitate the process and allow you to achieve high-quality welds.
Do-it-yourself argon-arc welding involves creating a strong and reliable seam, and therefore requires increased attention when carrying out work.
- The non-consumable electrode should be kept as close as possible to the surface to be welded, creating the shortest possible arc length. As the arc increases, the depth of metal penetration decreases and the width of the seam increases, that is, quality suffers.
- Typically, during argon-arc welding, only one movement is performed, which is directed along the axis of the seam. The absence of frequent transverse movements makes it possible to create a narrower and aesthetically attractive seam, which distinguishes this technology from the use of coated electrodes.
- To prevent saturation of the welded surfaces with nitrogen and nitrogen contained in the air, care should be taken to ensure that the non-consumable electrode and filler wire are in the argon protection zone.
- When the welding wire is fed sharply, active spattering of metal is observed. To prevent this process, the wire should be fed very smoothly, which can be achieved with practice.
- One of the indicators of the quality of a weld is its penetration, which can be judged by the shape formed by the weld pool. Good penetration can be judged by a weld pool that is elongated towards the welding direction, while an oval or round shape indicates insufficient surface penetration.
- When welding with a non-consumable electrode, the filler wire should be placed at an angle to the surface to be welded in front of the torch, avoiding transverse vibrations. This way it is easier to ensure an even and narrow weld seam.
- The crater is welded at the end of work by reducing the current strength with a rheostat (it is incorrect to stop work by breaking the arc, retracting the burner, since the protection of the seam is sharply reduced). Typically, the supply of gas (argon) is stopped 7 - 10 seconds after completion of work, and the supply of gas to the connection area should be started 15 - 20 seconds before the start of the process.
- Before starting welding work, the surfaces of parts should be cleaned of oxides and dirt by mechanical or chemical means, and also degreased.
 Argon welding principle
Argon welding principle Mode parameters for argon-arc welding
Do-it-yourself argon welding will take place at a high level if you choose the optimal modes that will ensure the most efficient process.
- The polarity and direction of the current are selected according to the properties of the metal being welded. Typically, when working with basic steels and alloys, direct current of straight polarity is used. It is preferable to weld aluminum, magnesium and beryllium with reverse polarity, which promotes faster destruction of the oxide film.
- The set welding current depends on the brand and composition of the materials, the diameter of the tungsten electrode, as well as the polarity of the current. The exact mode data for solving a specific problem should be selected from reference materials or based on your own experience.
- The voltage of the arc depends entirely on its length, so it is recommended to carry out work by creating a minimal arc, achieving a reduction in voltage. As the arc length increases, the tension increases and the quality of the seam deteriorates.
- The flow rate of inert gas should be set in such a way as to create a laminar flow that will completely protect the surfaces being welded from oxidation.
 Metal welding modes
Metal welding modes Selection of optimal modes is a rather complex process, therefore argon-arc welding training should be carried out by an experienced specialist who has both theoretical knowledge and practical skills in performing such work.
Upgrading a conventional welding machine to use argon
Often, do-it-yourself argon welding is carried out using a non-standard one, that is, a machine modified to solve specific problems. To ensure the quality of work, two additional units will be needed that will help carry out the process at a high level of quality.
- An oscillator is a device used to ignite an electric arc without contact. It maintains a stable arc discharge when operating in modes requiring the use of alternating current. Since ignition of the arc during argon-arc welding for a number of reasons is impossible by directly touching the working surface with the electrode, the oscillator generates a high-voltage discharge (4 - 8 kW), which breaks through the arc gap.
- The ballast rheostat is used to regulate the current strength and select optimal parameters when welding parts made of various materials. When welding aluminum using alternating current, it is recommended to regulate the rheostat within very narrow limits (15-20%), since it will still not be possible to compensate for the direct current component.
Advantages and disadvantages of argon arc welding
You can become more familiar with the process by watching argon-arc welding (video), which shows techniques for setting up equipment and methods for mating various surfaces.
Advantages:
- the heating area of the base metal is very small, which preserves the original shape of the workpieces;
- argon is an inert gas, the specific gravity of which is heavier than air, so it reliably protects the welded surfaces from environmental influences;
- high thermal power of the arc allows you to increase the speed of work;
- the simplicity of the technical techniques makes this welding method generally available;
- the ability to weld parts that cannot be connected in any other way, obtaining a neat and aesthetic seam.
Flaws:
- the possibility of incomplete protection of seams when working in strong winds or drafts, since some of the argon may not reach its intended destination;
- when carrying out work with a high-ampere arc, it is preferable to use additional cooling;
- quite complex equipment used for the job and some difficulty in fine tuning.
For a more detailed introduction to the process, you should watch how to cook with argon (video), which clearly shows all the features of the process, and also familiarize yourself with the necessary equipment.
A certain amount of chromium is added to stainless steel - no more than 12%, which makes this metal very malleable for processing. To connect stainless steel products, you can use absolutely all welding technologies. However, thin elements are best connected by welding stainless steel in argon.
Stainless steel has certain technical and operational characteristics that have a significant impact on the final result of welding work:
- The low thermal conductivity does not allow the use of too high a welding current, since in this case it is possible to burn through the metal in the area where the welded joint is formed. A similar problem is solved by reducing the current supplied to the metal to acceptable parameters;
- Excessively high shrinkage percentage of the metal during cooling after welding with stainless steel. To prevent this from affecting the quality of the connection, it is necessary to correctly set the gap between the elements being welded;
- If the workpiece is heated to a high temperature for a long time, this will lead to the fact that chromium will begin to evaporate, and accordingly, the anti-corrosion characteristics in the area of the formed seam will be lost. To prevent this from happening, welding stainless steel with argon involves rapid cooling of the structure.
Argon welding of high-quality stainless steel can be carried out using a standard set of equipment, which includes an inverter, an oscillator and a cylinder; it will not be possible to do without a torch, appropriate hoses and wires.
You will have to use welded wire and argon directly as consumables. If you plan to carry out argon welding of stainless steel, then the additive will also have to be taken from stainless steel. As a rule, workpieces are made from material marked 304; in most cases, Y308 wire is suitable for it.
Instead of argon, a number of other gases can be used, but argon is consumed most economically, and it can also be used to connect various types of materials, such as copper and stainless steel. In particular, stainless steel will require only 8 liters of gas per minute. In addition, you can further reduce gas consumption if a special gas lens with a special mesh is placed on the burner.
Welding stainless steel with argon: technology of work
In principle, the methods of performing work are approximately the same as for steel, aluminum and other metals, but there are certain nuances:
- The non-consumable element and filler wire are guided exclusively along the welded joint being formed. It is impossible to deviate in either direction, since in this case the molten metal will leave the argon environment and come into contact with air, which cannot be allowed;
- In order for the quality of the seam obtained as a result of argon arc welding to be as high as possible, after completing the work on its formation, it will be necessary to blow it with argon on both sides. Despite the fact that this will lead to an increase in gas consumption, this feature will not allow the unset metal to come into contact with air and allow chromium to evaporate;
- Contact of the non-consumable element with the surface of the workpieces being joined is not allowed; they are welded without direct contact. It is unacceptable to touch even if necessary to ignite the arc. To accomplish this, ignition is often carried out on a special plate made of graphite or coal, and then the arc is transferred to the base metal. However, there is also non-contact technology, which involves the use of a special copper oscillator.
As mentioned above, it is prohibited to immediately stop the gas supply after completing welding work; it must be continued for about 10-15 seconds.
How to weld stainless steel pipes together?
Today, stainless steel elements are used quite often in everyday life; in industry they are used even more often, and in a wide variety of areas of production. They should be connected to each other using argon arc welding, and the technology in this case will be almost no different from welding sheet metal. All preparatory work is exactly the same as the welding modes itself, but there is one minor nuance.
As mentioned above, it is advisable to blow argon on both sides of the welded joint. Doing this outside is not so problematic. To do this from the inside, you need to get a little tricky:
- On one side, the pipe is plugged with a plug made of paper, fabric or other material.
- The butt joint around the perimeter is sealed with any adhesive material - adhesive tape or insulating tape.
- Argon is pumped into the open hole, and the pressure is set to a minimum so that the plug remains in place.
- When the inside of the pipe is completely filled with gas, the second hole is also plugged.
- The adhesive film is now removed from the workpieces and welding work is carried out.

Argon welding using a non-consumable tungsten electrode
This work is carried out when it is necessary to connect elements of insignificant thickness to each other, and thanks to this technology, very high-quality, neat and attractive-looking connections are obtained. Typically, industrial-type welding work involves joining pipes, which will later be intended for transporting liquid or gaseous products. It is worth noting that these pipelines are capable of functioning even under very high pressure.
During the production process, a special non-consumable electrode is used, and here it is permissible to use both direct and reverse polarity. The key working tool in this situation will be the burner in which the electrode will be fixed. A stream of argon will come out of its nozzle during work.
The welded joint will be formed largely due to the metal of the workpieces, so this point should be taken into account and they should be made somewhat larger than implied by the project. If necessary, it is permissible to use filler material, which will have to be supplied manually to the area where the arc will burn. You will also have to move the torch with an electrode made of tungsten by hand. It is worth saying right away that labor productivity if this technology is used will not be too high. The fact is that it is not very convenient to supply the additive manually; besides, at this time you will also have to blow the weld pool with argon and pass the electrode. Only a very professional welder can simultaneously perform such a series of actions with a high-quality result, so it is better to use semi-automatic technology.
The stainless steel category includes high-alloy steels with pronounced resistance to corrosion. The main alloying component in these materials is chromium. Depending on the class of stainless steel, it may contain up to 20% of this alloying element. In addition, steel may contain components that will increase its anti-corrosion characteristics and impart certain physical and mechanical properties. Such elements include titanium, nickel, molybdenum, etc. Stainless steel and aluminum are among the materials whose cooking requires compliance with certain conditions. Before you do, you should familiarize yourself with some of its features. Both aluminum and stainless steel can be cooked with argon. Before cooking with argon, you need to familiarize yourself with the characteristics of the material being processed and prepare it for work accordingly.
Argon welding is a high-tech process that allows you to obtain high-quality welds when performing small volumes of welding work.
What should you consider when cooking stainless steel with argon?
Before cooking with argon, study the following important properties of aluminum and stainless steel. Thus, stainless steel has almost 2 times less thermal conductivity than low-carbon steels. As a result, the heat concentration during the welding process will increase, followed by an increase in the penetration of the material at the joint. This property of stainless steel necessitates the need to reduce the current strength by an average of 20% when compared with the same indicator when working with conventional steels. Stainless steel, like aluminum, is characterized by a fairly large coefficient of linear expansion. When welding stainless steel products, due to this property, significant casting shrinkage is observed. It leads to increased deformation of the material during welding and after it. If there is not enough clearance between the stainless steel or aluminum workpieces being welded, significant cracks may appear.

Stainless steel and aluminum are characterized by high electrical resistance. When working with such materials with electrodes made of high-alloy steels, the latter will become very hot. To eliminate the negative effect, chromium-nickel electrodes are available in lengths up to 35 cm.
Stainless steel loses its high anti-corrosion ability when worked in the wrong thermal conditions. This phenomenon is known as intergranular corrosion. The physicochemical nature of the phenomenon boils down to the fact that when the temperature rises to 500°C or more, chromium and iron carbide begins to form at the edges of the grains. Subsequently, these grains become centers of corrosion. You can get rid of such an unpleasant phenomenon in different ways. One of them involves rapid cooling by any available methods, including simply pouring cold water over the material being welded, in order to reduce the decrease in corrosion resistance to a minimum. However, it is important to consider that aluminum cannot be cooled with water, and in the case of steels, this method is only suitable for chromium-nickel austenitic materials.
How to prepare stainless steel for cooking?
Both aluminum and stainless steel require proper preparation before work. There are several ways to weld stainless steel. The most widespread are the following:

- Work using coated electrodes.
- Application of tungsten electrode.
- Semi-automatic welding mode using stainless wire.
Each of these methods has its own characteristics and is suitable for performing a specific list of work. In the process of cooking stainless steel with argon you will need:
- Welding machine.
- Electrodes. Selected in accordance with the characteristics of the material being processed.
- Stainless steel wire.
- Steel brush.
- Solvent.
Before welding parts, you need to process their edges. This is done in almost the same way as in the case of working with low-carbon steels. There is only one peculiarity: in order to ensure free shrinkage of the seam, when creating a welded joint, you need to make some gap. Of course, within reasonable limits.
Before work, you need to clean the surfaces of the edges. To do this, use a steel brush. The edges also need to be washed with solvent. Acetone or aviation gasoline will do. This treatment allows you to get rid of fat and is mandatory. Indeed, in the presence of fat, the stability of the arc will decrease and pores will begin to appear in the seam.

Welding stainless steel using coated electrodes allows you to obtain seams of normal quality without any problems. Therefore, if you do not have very high demands on the quality of the connection, then choose this particular welding method.
There are quite a few types of electrodes, each of them is suitable for working with stainless steels of a certain composition. All this information is provided in GOST. Knowing the grade of steel being welded, you can easily determine which electrodes need to be used to work with it. Choose electrodes that will not reduce the corrosion resistance of the material and spoil its mechanical characteristics.
As a rule, work is carried out using a reverse constant level. You need to try to do everything so that the seam melts as little as possible. Use small-diameter electrodes for work. It is necessary that a minimum amount of thermal energy is released. It was previously noted that when working with stainless steel, you need to use a current 15-20% weaker than when welding plain steel, do not forget about this.
The electrodes have low thermal conductivity and high electrical resistance. Because of this, high currents cannot be used. If this rule is violated, the electrodes will overheat and be destroyed. For the same reasons, electrodes for stainless steel melt faster than those used to weld ordinary steel. And this usually surprises inexperienced welders.
To maintain the corrosion resistance of the seam, everything must be done to ensure that it cools as quickly as possible. For example, you can cool it with copper pads or air. If the stainless steel you are processing is classified as chromium-nickel austenitic, you can even cool it with water.
Tungsten welding instructions

This mode is used in cases where it is necessary to weld products from very thin stainless steel or to obtain a high-quality welded joint. For example, argon welding using tungsten electrodes is best suited for stainless pipes that transport gases or liquids under pressure.
Work is carried out on alternating or direct current. Variable is suitable for working with aluminum. The polarity of the current is straight. Argon is used. Before you start welding, you should prepare the filler wire for work. It is better if it has a higher degree of alloying than stainless steel or aluminum.
When working with an electrode, you must not make oscillatory movements: because of this, the protective space of the welding zone will be disrupted and the weld metal will oxidize. The reverse side of the seam must be protected from air by blowing argon.
When working, try to ensure that no tungsten gets into the weld pool. You can use non-contact arc ignition. It can also be ignited on a coal or graphite plate with further transfer to the base metal.
When welding work is completed, there is no need to turn off the argon supply immediately. Do this after about 15 seconds. This will prevent excessive oxidation of the heated working electrode. This way it will last much longer.
How to cook stainless steel semi-automatically in argon?
This welding method is the most preferred. It ensures the highest possible productivity and produces very good quality seams. In order to improve the quality of welding, nickel is added to the wire.
The semi-automatic argon welding process for stainless steel is best suited for joining thick materials. In this case, the welding speed will be maximum. Consequently, productivity will also increase. The protective environment in such conditions is a mixture of carbon dioxide and argon. Due to carbon dioxide, wettability at the edges of the seam increases.
There are several techniques that allow, namely:
- Short arc welding.
- Working with jet transfer.
- Pulse mode.
Jet transfer is suitable for welding thick metals, while short arc is suitable for thinner products.
Among the advantages of the pulse mode is that it is the most controlled process. The wire metal is pulsed into the weld pool. Each of these pulses is a separate welding drop. This mode allows you to reduce the average value of the arc current, which is very important when working with stainless steel, because heat input and heat affected zone are reduced.
In addition, the pulse mode almost completely eliminates metal splashes. This allows you to significantly save consumables and increase productivity by reducing the time required to clean a seam.
Thus, there are several modes for cooking stainless steel with argon. Choose the one most suitable for your case. Good luck!
Copper, stainless steel, titanium, etc.), which are practically impossible to weld using conventional equipment, however, argon welding is successfully used to create permanent connections of these materials. It can be carried out both on standard industrial equipment and on homemade equipment. However, the process requires certain skills and knowledge, and without them it is doomed to failure. In this article we will look at how and what should be taken into account.
Process Features
During argon-arc welding, an inert argon gas environment is used, which protects the metals being welded from oxidation, which has a positive effect on the quality of the weld. This process can be carried out manually, or in an automatic or semi-automatic mode, using a fusible or non-fusible electrode.
As a rule, a tungsten rod is used as a non-fusible electrode, which is due to the very high refractoriness of this metal. With argon welding, it becomes possible to reliably join metals that are very difficult to weld using traditional methods, as well as materials of different types.
So, among the advantages of argon welding are the following:
- Argon is an inert gas that reliably protects the metals being welded from oxidation;
- The metal is heated in a fairly small area, due to which it retains its shape well;
- High arc power allows you to achieve good work performance;
- The technical techniques for the process are quite simple, making it accessible to anyone;
- The ability to weld parts that are not connected in any other way, while the seam is neat and aesthetically pleasing.
Features of the work technique
In order to weld with argon correctly, confidently and productively, you should know the technology and follow a number of recommendations that make the process easier and improve the quality of the seam. Let's list them in order.
- The arc should be kept to a minimum; for this, the infusible electrode should be located as close to the metal as possible. Increasing the arc negatively affects the depth of penetration of the part and increases the width of the seam, which leads to a deterioration in the quality of welding.
- As a rule, you need to cook with argon, making only one movement - along the seam. This allows you to make the seam narrower and aesthetically attractive. This cannot be achieved with coated electrodes.
- To prevent oxidation of the materials being welded, be careful to keep the filler wire and infusible electrode in the argon protection zone at all times.
- A sharp feed of filler wire leads to intense spattering of the material. Therefore, the welding wire should be fed smoothly - this skill comes with practice.
- By the penetration of a seam you can judge its quality. You can be guided by the shape of the weld pool - if it is elongated in the direction of welding, then the penetration is good, if it is round or oval, the metal is not sufficiently penetrated.
- Keep the filler wire at an angle to the material without making any lateral movements. This will provide a narrower and more uniform seam.
- At the end of the work, the crater is welded by reducing the current strength using a rheostat. It would be incorrect to break the arc and retract the torch; this greatly reduces the protection of the seam.
- Do not forget about the need to degrease and clean the materials being welded before welding.
Mode parameters
To ensure high quality welding, it is necessary to select optimal welding modes that provide the most efficient welding.
- Polarity and direction are selected according to the qualities of the materials being welded. Typically, direct current with straight polarity is used for steel and alloys. Welding of magnesium and aluminum is carried out with reverse polarity in order to quickly destroy the oxide film.
- Welding current is determined by the materials being welded, the polarity of the current and the thickness of the electrode. Accurate data must be selected based on reference materials or personal experience.
- The voltage of an arc is determined by its length, and the size of the arc must be kept to a minimum for the voltage to be reduced. As the voltage increases, the quality of welding decreases.
- The argon flow rate is set so that the flow completely isolates the parts being welded from exposure to air.
Selecting the right modes is a rather difficult task, but reference materials help you cope with it, and with experience comes an understanding of the process.
Modernization of welding machines
 Often, equipment is used for argon welding that was not originally intended for this, but has been converted to carry out this welding process. In order to do this, you will need two additional nodes.
Often, equipment is used for argon welding that was not originally intended for this, but has been converted to carry out this welding process. In order to do this, you will need two additional nodes.
Oscillator – used for non-contact ignition of an arc. Since a number of reasons do not allow the arc to be ignited by touching the electrode to the metal, the oscillator creates a high-voltage discharge that pierces the argon layer.
A ballast rheostat is necessary to regulate the current strength and select optimal welding parameters; for example, to weld stainless steel, different parameters are needed than to weld aluminum.
Conclusion
We looked at how to carry out argon welding correctly and what recommendations should be taken into account for this. We hope that this material will help you weld better and achieve better results.