Brida Es una forma de conectar tuberías, válvulas, bombas y otros equipos para formar un sistema de tuberías. Este método de conexión proporciona un fácil acceso para limpieza, inspección o modificación. Las bridas suelen estar roscadas o soldadas. La conexión de brida consta de dos bridas fijadas con pernos y una junta entre ellas para garantizar la estanqueidad.
Las bridas para tuberías están hechas de diversos materiales. Las bridas son de superficie mecanizada, de hierro fundido y de hierro nodular, pero el material más utilizado es el acero al carbono forjado.
Las bridas más utilizadas en la industria petrolera y química:
- con cuello para soldar
- brida pasante
- soldado con un hueco para soldar
- superposición soldada (de rotación libre)
- brida roscada
- tapón de brida

Todo tipo de bridas, excepto las libres, tienen la superficie reforzada.
Bridas especiales
A excepción de las bridas mencionadas anteriormente, existen una serie de bridas especiales, como por ejemplo:
- brida del diafragma
- bridas de collar largas soldadas
- brida de expansión
- brida adaptadora
- tapón de anillo (parte de la conexión de brida)
- tapones de disco y anillos intermedios (parte de la conexión de brida)
Los materiales más utilizados para las bridas son acero al carbono, acero inoxidable, hierro fundido, aluminio, latón, bronce, plástico, etc. Además, las bridas, como accesorios y tuberías para aplicaciones especiales, a veces están recubiertas internamente con una capa de material de una calidad completamente diferente a la de las bridas mismas. Estas son bridas revestidas. El material de las bridas suele determinarse al seleccionar las tuberías. Como regla general, la brida está hecha del mismo material que las propias tuberías.
Ejemplo de brida soldada con collar de 6" - 150#-S40
Cada brida ASME B16.5 tiene varios tamaños estándar. Si un diseñador en Japón, un constructor de proyectos en Canadá o un instalador de tuberías en Australia, habla de una brida para soldar de 6"-150#-S40 conforme a ASME B16.5, se refiere a la brida que se muestra a continuación. 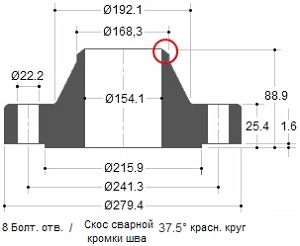
En el caso de pedir una brida, el proveedor desearía conocer la calidad del material. Por ejemplo, ASTM A105 es una brida de acero al carbono estampada, mientras que A182 es una brida de acero de aleación estampada. Así, por normatividad se deben especificar ambas normas para el proveedor: Weld Flange 6"-150#-S40-ASME B16.5/ASTM A105.
CLASE DE PRESIÓN
La clase de presión o clasificación de las bridas estará en libras. Se utilizan diferentes nombres para indicar la clase de presión. Por ejemplo: 150 Lb o 150 Lbs o 150# o Clase 150 significan lo mismo.
Las bridas de acero forjado tienen 7 clasificaciones principales:
150 libras - 300 libras - 400 libras - 600 libras - 900 libras - 1500 libras - 2500 libras
El concepto de clasificación de bridas es claro y obvio. Una brida Clase 300 puede soportar presiones más altas que una brida Clase 150 porque una brida Clase 300 tiene más metal y puede soportar presiones más altas. Sin embargo, hay una serie de factores que pueden afectar el límite de presión de la brida.
EJEMPLO
Las bridas pueden soportar diferentes presiones a diferentes temperaturas. A medida que aumenta la temperatura, disminuye la clase de presión de la brida. Por ejemplo, una brida Clase 150 tiene una potencia nominal de aproximadamente 270 PSIG a temperatura ambiente, 180 PSIG a 200 °C, 150 PSIG a 315 °C y 75 PSIG a 426 °C.
Factores adicionales son que las bridas pueden estar hechas de diversos materiales, como acero aleado, hierro fundido y dúctil, etc. Cada material tiene diferentes clases de presión.
PARÁMETRO "PRESIÓN-TEMPERATURA"
La clase de presión-temperatura define la sobrepresión máxima permitida de funcionamiento en bar a una temperatura en grados Celsius. Para temperaturas intermedias se permite la interpolación lineal. No se permite la interpolación entre clases de notación.
Clasificaciones de temperatura-presión
La clase Temperatura-Presión es aplicable a conexiones bridadas que cumplan con los límites de conexiones atornilladas y empaquetaduras que se realicen de acuerdo con buenas prácticas de montaje y alineación. El uso de estas clases para conexiones de bridas que no cumplen con estos límites es responsabilidad del usuario.
La temperatura mostrada para la clase de presión correspondiente es la temperatura de la carcasa interior de la pieza. Básicamente, esta temperatura es la misma que la del líquido contenido. De acuerdo con los requisitos de los códigos y normativas vigentes, cuando se utiliza una clase de presión correspondiente a una temperatura diferente a la del líquido que fluye, toda la responsabilidad recae en el cliente. Para cualquier temperatura inferior a -29 °C, la clasificación no debe ser superior a la utilizada a -29 °C.
A modo de ejemplo, a continuación encontrará dos tablas con grupos de materiales según ASTM y otras dos tablas con la clase de temperatura-presión de estos materiales según ASME B16.5.
| Materiales ASTM grupo 2-1.1 |
|||
| Designación nominal |
Estampado |
Fundición |
platos |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Clase 1(3) | - | A537 Clase 1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
OBSERVACIONES:
|
|||
| Clase de temperatura-presión para materiales ASTM Grupo 2-1.1 Presión de funcionamiento por clase |
|||||||
| Temperatura°C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| del 29 al 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Clase de temperatura-presión para materiales ASTM Grupo 2-2.3 Presión de funcionamiento por clase |
|||||||
| Temperatura°C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| del 29 al 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
SUPERFICIE DE BRIDA
La forma y el diseño de la superficie de la brida determinarán dónde se ubicará el anillo de sellado o la junta.
Tipos más utilizados:
- superficie elevada (RF)
- superficie plana (FF)
- ranura para junta tórica (RTJ)
- con rosca macho y hembra (M&F)
- machihembrado (T&G)
Cara elevada, el tipo de brida más aplicable, fácil de identificar. Este tipo se llama así porque la superficie de la junta sobresale por encima de la superficie de la junta atornillada. 
El diámetro y la altura se definen de acuerdo con ASME B16.5 utilizando la clase de presión y el diámetro. En la clase de presión hasta 300 Lbs, la altura es de aproximadamente 1,6 mm, y en la clase de presión de 400 a 2500 Lbs, la altura es de aproximadamente 6,4 mm. La clase de presión de la brida determina la altura de la cara elevada. El propósito de una brida (RF) es concentrar más presión en un área de junta más pequeña, aumentando así el límite de presión de la junta.
Para los parámetros de altura de todas las bridas descritas en este artículo se utilizan las dimensiones H y B, con excepción de la brida solapada, esto debe entenderse y recordarse de la siguiente manera:
En las clases de presión de 150 y 300 libras, la altura del saliente es de aproximadamente 1,6 mm (1/16 de pulgada). Casi todos los proveedores de bridas de estas dos clases enumeran las dimensiones H y B en sus folletos o catálogos, incluida la cara (consulte la Fig.1 a continuación). 
En las clases de presión 400, 600, 900, 1500 y 2500 Lbs, la altura del saliente es 1/4 pulg. (6,4 mm). En estas clases, muchos proveedores enumeran las dimensiones H y B, sin incluir la altura de la protuberancia (ver Fig.2 arriba)
En este artículo encontrarás dos tamaños. La fila superior de dimensiones no incluye la altura de la protuberancia y las dimensiones de la fila inferior incluyen la altura de la protuberancia.
SUPERFICIE PLANA (FF - Cara Plana)
Para una brida de cara plana (cara completa), la junta está en el mismo plano que la conexión atornillada. Con mayor frecuencia, las bridas de cara plana se utilizan donde se funde la brida o el accesorio de acoplamiento. 
Una brida de cara plana nunca se conecta a una brida elevada. Según ASME B31.1, al conectar bridas planas de hierro fundido a bridas de acero al carbono, se debe quitar la protuberancia de la brida de acero y se debe sellar toda la superficie con una junta. Esto se hace para evitar que la delgada y quebradiza brida de hierro fundido se agriete debido a la protuberancia de la brida de acero.
BRIDA CON RAÍZ PARA SELLO O-RING (RTJ - Junta Tipo Anillo)
Las bridas RTJ tienen ranuras cortadas en su superficie, en las que se insertan juntas tóricas de acero. Las bridas están selladas debido al hecho de que cuando se aprietan los pernos, la junta entre las bridas se presiona en las ranuras y se deforma, creando un estrecho contacto de metal con metal. 
La brida RTJ puede tener un labio con una ranura anular realizada en él. Esta protuberancia no sirve como sello de ningún tipo. Para bridas RTJ selladas con juntas tóricas, las caras elevadas de las bridas acopladas y apretadas pueden entrar en contacto entre sí. En este caso, la junta comprimida ya no soportará cargas adicionales, el apriete de los pernos, la vibración y el desplazamiento ya no aplastarán la junta y reducirán la fuerza de apriete.
Las juntas tóricas metálicas son adecuadas para su uso a altas temperaturas y presiones. Se fabrican con la elección correcta de material y perfil y siempre se utilizan en las bridas adecuadas, proporcionando un sellado bueno y fiable.
Las juntas tóricas están diseñadas para que el sellado se logre mediante una "línea de contacto principal" o acuñamiento entre la brida de acoplamiento y la junta. Al aplicar presión al sello a través de los pernos, el metal más blando de la junta penetra la fina estructura del material más rígido de la brida y crea un sello muy hermético y eficaz. 
Anillos más utilizados:
Tipo R-Oval según ASME B16.20
Adecuado para bridas ASME B16.5 clase de presión 150 a 2500.
Tipo R-Octagonal según ASME 16.20
Un diseño mejorado respecto al R-Oval original. Sin embargo, sólo se pueden utilizar para bridas planas con ranura. Adecuado para bridas ASME B16.5 clase de presión 15 a 2500.
BRIDAS CON SELLADO Y SUPERFICIE TIPO LUG-VESSEL (LMF - Cara Macho Grande; LFF - Cara Hembra Grande)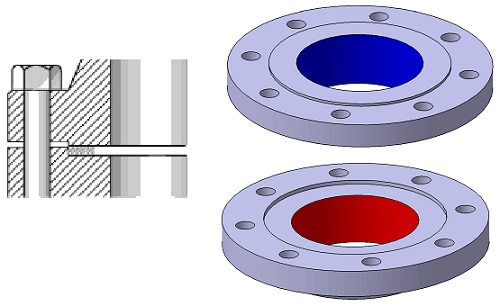
Las bridas de este tipo deben coincidir. Una cara de brida tiene un área que se extiende más allá de los límites normales de la cara de brida ( papá). La otra brida o contrabrida tiene un rebaje correspondiente ( Madre) realizado en su superficie.
Colocación semisuelta
- La profundidad del corte (muesca) suele ser igual o menor que la altura de la protuberancia para evitar el contacto de metal con metal cuando se comprime la junta.
- La profundidad de la muesca generalmente no es más de 1/16" mayor que la altura del labio.
BRIDA CON SUPERFICIE DE SELLADO
(Protrusión - Cara de lengua - TF; Depresión - Cara de ranura - GF)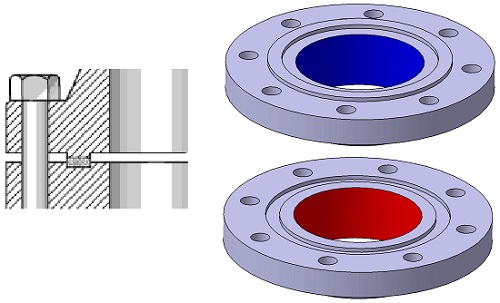
Las bridas de este tipo también deben coincidir. Una brida tiene un anillo con una protuberancia (espina) hecha en la superficie de esta brida, mientras que se mecaniza una ranura en la superficie de la contraparte. Estas superficies se encuentran comúnmente en tapas de bombas y tapas de válvulas.
Junta fija
- Las dimensiones de la junta son iguales o menores que la altura de la ranura.
- Junta más ancha que la ranura no más de 1/16"
- Las dimensiones de la junta coincidirán con las dimensiones de la ranura.
- Al desmontar, la conexión debe aflojarse por separado.
SUPERFICIE PLANA Y RANURA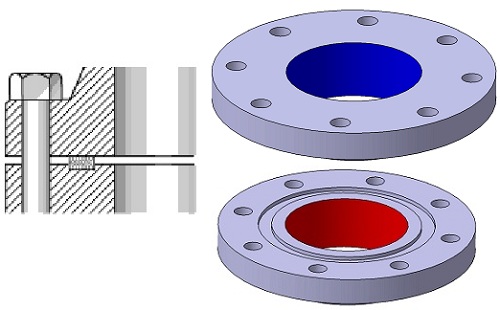
Junta fija
- Una superficie es plana y la otra tiene muescas.
- Para aplicaciones donde se requiere un control preciso de la compresión de la junta
- Sólo se recomiendan juntas elásticas: juntas en espiral, de anillo hueco, accionadas por presión y con funda metálica.
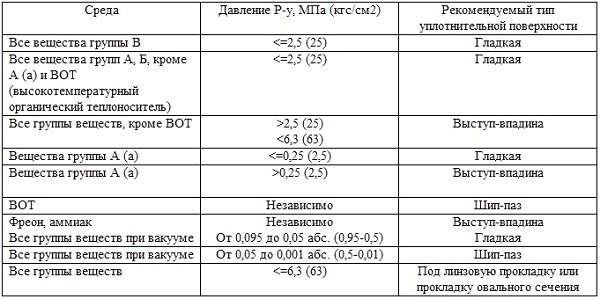
ACABADO DE SUPERFICIE DE BRIDA
ASME B16.5 requiere que la superficie de la brida (cara elevada y cara plana) tenga cierta rugosidad para que esta superficie, cuando se alinee con la junta, proporcione un buen sellado. 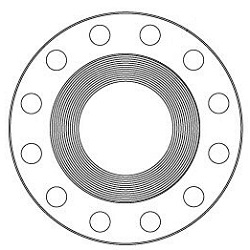
El ranurado final, ya sea concéntrico o en espiral, requiere de 30 a 55 ranuras por pulgada, lo que da como resultado una rugosidad de entre 125 y 500 micropulgadas. Esto permitirá a los fabricantes de bridas procesar cualquier clase de junta de brida metálica.
Para tuberías que transportan sustancias de los grupos A y B de instalaciones tecnológicas de categoría de explosión I, no está permitido utilizar conexiones de brida con una superficie de sellado lisa, excepto en los casos de uso de juntas en espiral.
SUPERFICIES MÁS UTILIZADAS
Desbaste
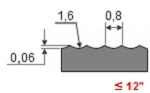
| El más utilizado en el mecanizado de cualquier brida porque es apto para casi todas las condiciones de funcionamiento habituales. Cuando se comprime, la superficie blanda de la junta se acoplará a la superficie mecanizada para ayudar a crear un sello y existe un alto nivel de fricción entre las piezas conectadas. El acabado de estas bridas se realiza con una cortadora de radio de 1,6 mm a una velocidad de avance de 0,88 mm por revolución para 12". Para 14" y más, el mecanizado se realiza con una cortadora de radio de 3,2 mm con una alimentación de 1,2 mm y viceversa. |
 |
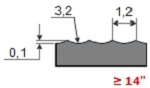 |
Muesca en espiral
 Puede ser una ranura en espiral continua o fonográfica, pero se diferencia del desbaste en que la ranura se obtiene utilizando un cortador de 90 grados que crea un perfil en V con un ángulo estriado de 45°.
Puede ser una ranura en espiral continua o fonográfica, pero se diferencia del desbaste en que la ranura se obtiene utilizando un cortador de 90 grados que crea un perfil en V con un ángulo estriado de 45°. Muesca concéntrica.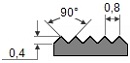 Como sugiere el nombre, el mecanizado consta de ranuras concéntricas. Se utiliza un cortador de 90° y los anillos se distribuyen uniformemente por toda la superficie.
Como sugiere el nombre, el mecanizado consta de ranuras concéntricas. Se utiliza un cortador de 90° y los anillos se distribuyen uniformemente por toda la superficie.
Superficie lisa.![]() Dicho procesamiento no deja visualmente rastros de la herramienta. Estas superficies se utilizan normalmente para juntas con revestimiento metálico, como las de doble revestimiento, de acero plano o de metal corrugado. Una superficie lisa ayuda a crear un sello y depende de la planitud de la superficie opuesta. Esto normalmente se logra mediante una superficie de contacto de junta formada por una ranura helicoidal continua (a veces llamada fonográfica) hecha con un cortador de radio de 0,8 mm, a una velocidad de avance de 0,3 mm por revolución, 0,05 mm de profundidad. Esto dará como resultado una rugosidad entre Ra 3,2 y 6,3 micrómetros (125-250 micropulgadas).
Dicho procesamiento no deja visualmente rastros de la herramienta. Estas superficies se utilizan normalmente para juntas con revestimiento metálico, como las de doble revestimiento, de acero plano o de metal corrugado. Una superficie lisa ayuda a crear un sello y depende de la planitud de la superficie opuesta. Esto normalmente se logra mediante una superficie de contacto de junta formada por una ranura helicoidal continua (a veces llamada fonográfica) hecha con un cortador de radio de 0,8 mm, a una velocidad de avance de 0,3 mm por revolución, 0,05 mm de profundidad. Esto dará como resultado una rugosidad entre Ra 3,2 y 6,3 micrómetros (125-250 micropulgadas).
JUNTAS
Para realizar una conexión de brida hermética, se necesitan juntas. 
La junta son láminas o anillos comprimidos que se utilizan para crear una conexión impermeable entre dos superficies. Las juntas se fabrican para soportar temperaturas y presiones extremas y están disponibles en materiales metálicos, semimetálicos y no metálicos.
Por ejemplo, el principio de sellado puede ser comprimir una junta entre dos bridas. La junta llena los espacios microscópicos y las irregularidades de la superficie de las bridas y luego forma un sello que evita fugas de líquidos y gases. Se requiere una instalación adecuada y cuidadosa de la junta para evitar fugas en la conexión de brida.
Este artículo describirá las juntas que cumplen con ASME B16.20 (Juntas de brida de tubería metálicas y semimetálicas) y ASME B16.21 (Juntas de brida de tubería plana, no metálicas)
PERNOS
Se requieren pernos para conectar dos bridas entre sí. El número vendrá determinado por el número de orificios de la brida, y el diámetro y longitud de los pernos dependerá del tipo de brida y su clase de presión. Los pernos más utilizados en la industria química y petrolera para bridas ASME B16.5 son los pernos prisioneros. El espárrago consta de una varilla roscada y dos tuercas. Otro tipo de perno disponible es el perno hexagonal normal con una tuerca.
Dimensiones, tolerancias dimensionales, etc. Se han definido en ASME B16.5 y ASME B18.2.2, materiales en varias normas ASTM.
ESFUERZO DE TORSIÓN
Para obtener una conexión de brida hermética, la junta debe instalarse correctamente, los pernos deben tener el par de apriete correcto y la tensión de apriete total debe distribuirse uniformemente sobre toda la brida. 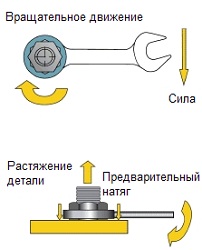
El estiramiento necesario se realiza mediante el par de apriete (aplicando una precarga al elemento de fijación girando su tuerca).
El par de apriete correcto del perno permite el mejor aprovechamiento de sus propiedades elásticas. Para hacer bien su trabajo, un perno debe comportarse como un resorte. Durante la operación, el proceso de apriete coloca una precarga axial en el perno. Por supuesto, esta fuerza de tracción es igual a las fuerzas de compresión opuestas aplicadas a los componentes del conjunto. Puede denominarse fuerza de apriete o fuerza de tracción.
LLAVE DE TORSIÓN
Una llave dinamométrica es un nombre genérico para una herramienta manual que se utiliza para aplicar un torque preciso a una articulación, ya sea un perno o una tuerca. Esto permite al operador medir la fuerza de rotación (par) aplicada al perno, que debe coincidir con la especificación. 
Elegir la técnica correcta de apriete de pernos de brida requiere experiencia. La correcta aplicación de cualquiera de las técnicas requiere también de la cualificación tanto de la herramienta a utilizar como del especialista que realizará el trabajo. A continuación se detallan los métodos de apriete de pernos más utilizados:
- apretando a mano
- llave neumática
- llave dinamométrica hidráulica
- llave dinamométrica manual con balancín o engranaje
- tensor de pernos hidráulico
La pérdida de torsión es inherente a cualquier conexión atornillada. El efecto combinado del aflojamiento de los pernos (aproximadamente un 10 % durante las primeras 24 horas después de la instalación), el deslizamiento de la junta, la vibración en el sistema, la expansión térmica y la interacción elástica durante el apriete de los pernos contribuyen a la pérdida de torsión. Cuando la pérdida de torsión alcanza un punto crítico, la presión interna excede la fuerza de compresión que mantiene la junta en su lugar, en cuyo caso pueden ocurrir fugas o reventones.
La clave para reducir estos efectos es la colocación adecuada de las juntas. Al instalar la junta, es necesario juntar las bridas y de manera suave y paralela, con el menor par de apriete, apretar los 4 tornillos, siguiendo la secuencia de apriete correcta. Esto reducirá los costos operativos y mejorará la seguridad.
También es importante el espesor correcto de la junta. Cuanto más gruesa sea la junta, mayor será su fluencia, lo que a su vez puede provocar una pérdida del par de apriete. La norma ASME para bridas dentadas generalmente recomienda una junta de 1,6 mm. Los materiales más delgados pueden funcionar con cargas de junta más altas y, por lo tanto, presiones internas más altas.
LUBRICACIÓN REDUCIR LA FRICCIÓN
La lubricación reduce la fricción durante el apriete, reduce el desprendimiento de pernos durante la instalación y aumenta la vida útil. Un cambio en el coeficiente de fricción afecta la cantidad de precarga lograda con un par de apriete determinado. Un mayor coeficiente de fricción da como resultado una menor conversión de par en precarga. Se debe conocer el valor del coeficiente de fricción proporcionado por el fabricante del lubricante para poder establecer con precisión el valor de par requerido.
Se deben aplicar grasa o compuestos antiagarrotamiento tanto a la superficie de la tuerca del cojinete como a la rosca macho.
SECUENCIA DE APRIETE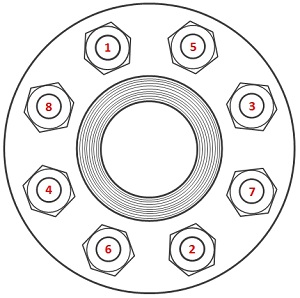 Primera pasada, apriete ligeramente el primer perno, luego el siguiente opuesto, luego un cuarto de vuelta en círculo (o 90 grados) para apretar el tercer perno y, opuesto a él, el cuarto. Continúe esta secuencia hasta que todos los pernos estén apretados. Al apretar bridas de cuatro pernos, utilice un patrón entrecruzado.
Primera pasada, apriete ligeramente el primer perno, luego el siguiente opuesto, luego un cuarto de vuelta en círculo (o 90 grados) para apretar el tercer perno y, opuesto a él, el cuarto. Continúe esta secuencia hasta que todos los pernos estén apretados. Al apretar bridas de cuatro pernos, utilice un patrón entrecruzado.
PREPARACIÓN DE FIJACIÓN DE LA BRIDA
Para lograr estanqueidad en las conexiones bridadas, es necesario que todos los componentes sean precisos.
Antes de iniciar el proceso de conexión se deben realizar los siguientes pasos para evitar problemas en el futuro:
- Limpie las superficies de las bridas y revise si hay rayones; las superficies deben estar limpias y libres de defectos (golpes, hoyos, abolladuras, etc.)
- Inspeccione todos los pernos y tuercas en busca de daños o corrosión en las roscas. Reemplace o repare pernos o tuercas según sea necesario
- Retire las rebabas de todos los hilos.
- Lubrique las roscas de los pernos o espárragos y las superficies de las tuercas adyacentes a la brida o arandela. En la mayoría de las aplicaciones, se recomiendan arandelas endurecidas.
- Instale la nueva junta y asegúrese de que esté centrada. NO UTILICE UNA JUNTA VIEJA ni utilice varias juntas.
- Verifique la alineación de las bridas según el estándar de tuberías de proceso ASME B31.3
- Ajuste la posición de las tuercas para asegurarse de que 2-3 hilos estén por encima de la parte superior del hilo.



