У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
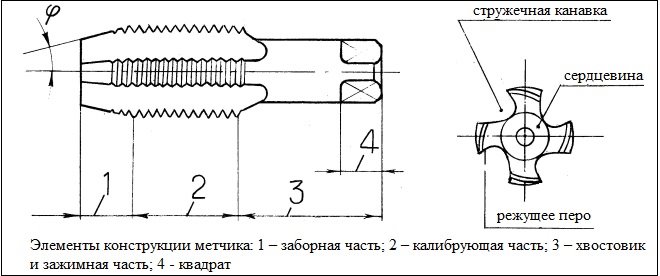
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
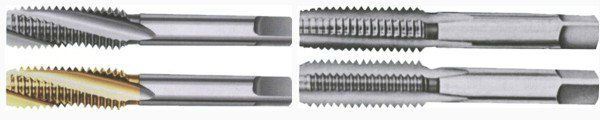
СлесарныеДанные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
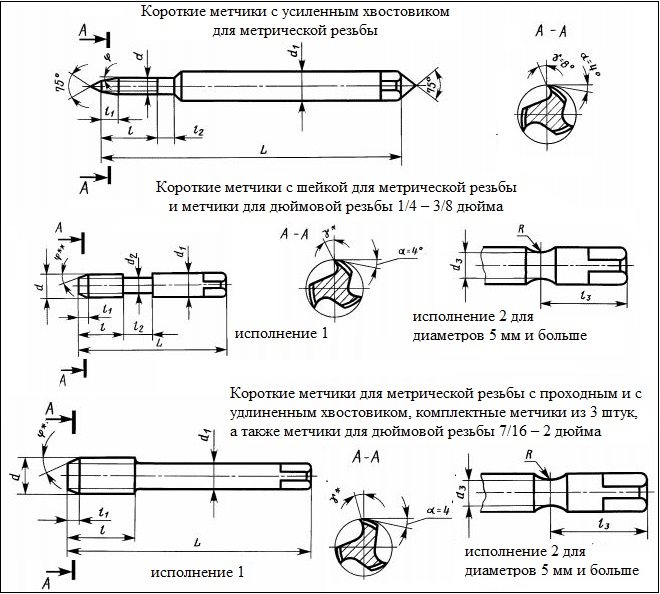
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
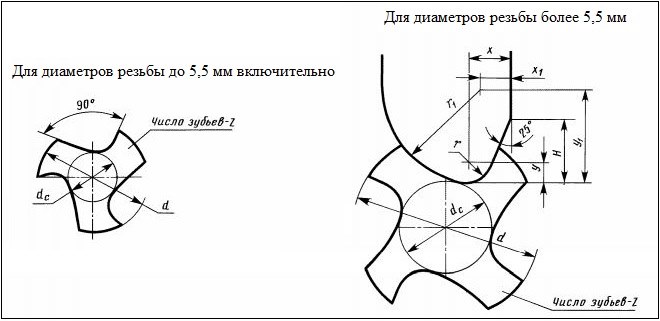
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
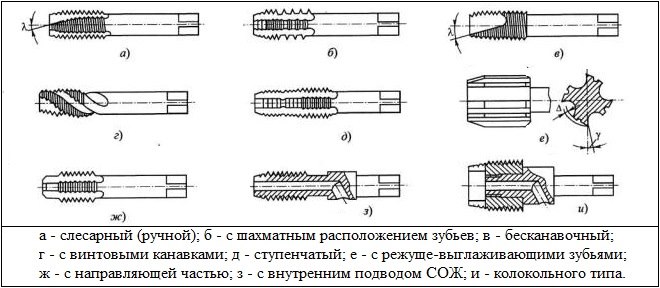
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
МетрическиеЭто метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
ДюймовыеРабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
ТрубныеСюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
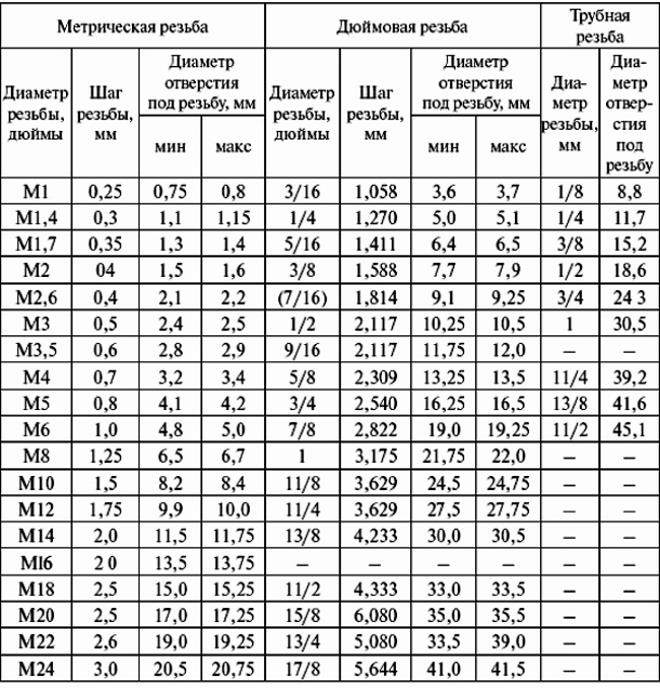
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Традиционный способ сочленения различных деталей – механический. Применительно к трубам это означает их сращивание при помощи резьбовых соединений и соответствующих фитингов. В основном такая методика используется при стыковке образцов из металлов или некоторых композитных материалов. Какими инструментами производится нарезка резьбы на трубах, как именно это делается – тема предлагаемой статьи.
По приведенной таблице несложно разобраться, чем один вид резьбы отличается от другого.
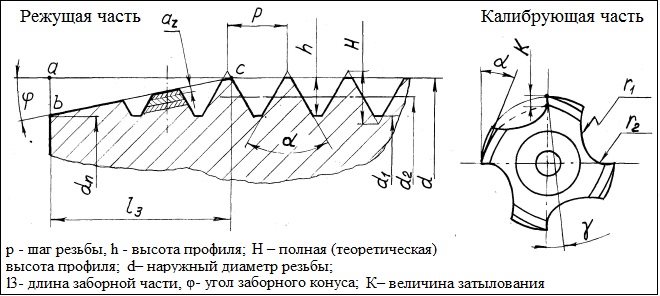
Основные параметры резьбы – шаг, диаметры, высота профиля и тому подобное – приведены на схемах.
Технология нарезки резьбы и необходимые инструменты
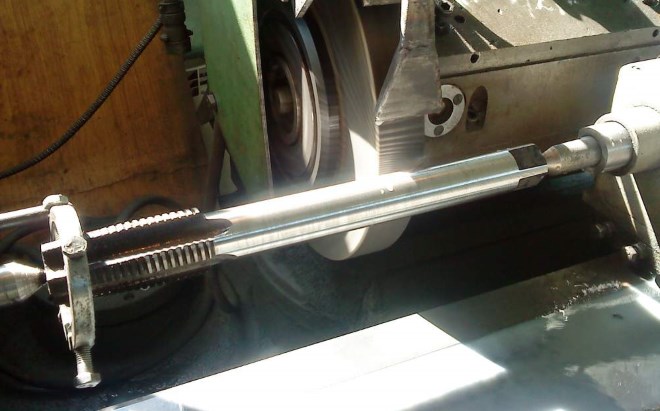
Резьбу можно получить как вручную, так и с использованием станочного оборудования. Последний вариант рассматривать не имеет смысла, так как специалисту все нюансы подобной работы хорошо известны. Кроме того, нарезка резьбы может производиться на различных моделях установок, с применением того или иного инструмента, в зависимости от типа станка.
А вот в быту или при монтажных работах на объекте резьба нарезается, за редким исключением, с помощью простейших приспособлений, или как принято говорить, своими руками. Это читателю более интересно, поэтому на ручных способах нарезки и остановимся.
Наружная резьба
Плашки (лерки). Сортамент этих изделий значительный. Каждый образец соответствует определенному диаметру трубы, на которой производится нарезка.

Плашки различаются по качеству обработки металла и классифицируются на изделия для «грубой» (черновой) и «точной» (чистовой) нарезки. Цена – от 68 рублей за образец.
Плашкодержатели. Выпускаются в различных модификациях – обычные, универсальные, с трещоткой. Цена – от 139 рублей.

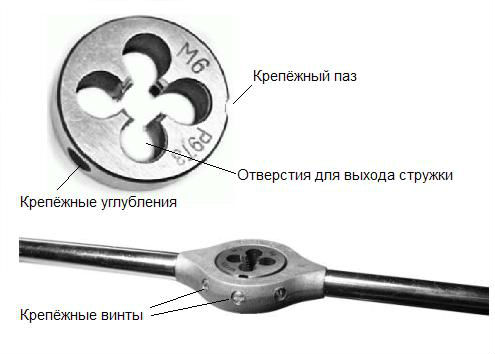
Как собирается приспособление для нарезки резьбы, понятно из рисунка.
Порядок действий по нарезке резьбы
- Обрезка торца трубы. Угол – прямой по отношению к продольной оси. Инструменты – труборез или .
- Подготовка поверхности участка. Зона, на которой предполагается нарезка резьбы, тщательно зачищается от инородных наслоений.
- Первая проходка резьбы. На трубу насаживается «черновая» плашка. Для лучшего скольжения на обрабатываемый участок наносится тонкий слой масла.
- Вторая проходка. Устанавливается инструмент «чистовой». Его накручивание на трубу производится постепенно, с систематической сменой направления движения (по, затем против часовой стрелки). Визуально контролируется чистота резьбы и определяется достаточность тех или иных действий.
- Контроль качества. Для того чтобы определить правильность нарезки (отсутствие дефектов, искривлений и так далее), на трубу устанавливается любое изделие (с соответствующими параметрами резьбы), которое получится накрутить на данный диаметр – сгон, муфта, гайка. Если образец легко прошел по всему участку, работу можно считать законченной.
Существует и еще один инструмент для нарезания наружной резьбы – клупп. На рынке он не так давно, и не все слесаря, даже со стажем, могут похвастать тем, что работали с ним. Устройство довольно простое.

Основа взята от известной плашки. А вот режущие кромки – вставные. По сути, это сборка, в то время как лерка – изделие монолитное. Клуппы подразделяются на ручные образцы и электрические модели. Поэтому для повышения производительности в бытовых условиях станок приобретать (брать в аренду) не придется. Цена клуппов – от 479 рублей. Они продаются и комплектами, следовательно, выбор есть.

Стоимость комплектов – от 14 570 рублей (механических) и от 32 800 рублей (электрических). Производители поставляют образцы и со сменными резцами, что делает их более удобными в применении (от 798 руб/шт.). Есть изделия, для которых не нужны никакие держатели. Они легко проворачиваются рожковым (газовым) ключом.

Внутренняя резьба
Метчики. Как и с плашками, для каждого диаметра – свой инструмент.
Цена – от 412 рублей.
Метчикодержатели. Назначение понятно. Второе употребляемое название – вороток. Цена – от 170 рублей.

- Обрезка торца и зачистка (но в данном случае – изнутри трубы).
- Смазка рабочей зоны.
- Первичная и вторичная проходки резьбы.
- Проверка качества вкручиванием подходящего болта.

Особенности нарезки резьбы на композитных материалах
Главным образом это относится к трубам из стеклопластика, так как изделия из ПП, ПЭ, металлопластика соединяются совершенно иными способами. Технология нарезки резьбы инструментом несколько отличается от аналогичной операции, проводимой на металлоизделиях. Такое соединение не обладает высокой прочностью, но для стеклопластиков считается основным и используется значительно чаще, чем методики заливки компаунда, напрессовка, формирование профиля и ряд других.
Что учитывается при нарезке резьбы?
- Схема армирования стеклопластика. Исходя из этого, определяется направление обработки образца.
- Низкая теплопроводность композита. Для исключения перегрева инструмента необходимо обеспечить эффективный отвод тепла. Способ охлаждения специальной жидкостью при работе с подобными материалами неприменим по причине повышенного влагопоглощения многих из них.
- Невысокая точность нарезки резьбы. В первую очередь вследствие упругости стеклопластика и его специфической структуры. Если требования к данному параметру высокие, то выбирается иной способ обработки.
- Слоистая структура материала. Это особенно проявляется при повышенном износе режущего инструмента. В любом случае после нарезки резьбы производится зачистка рабочей зоны.
- Особые требования по ТБ. В первую очередь – из-за повышенного пылеобразования.
Сама по себе технология нарезания любой резьбы не является чем-то сложным. Все операции – простейшие. Правильный выбор инструмента, соблюдение алгоритма действий и учет особенностей обрабатываемого «железа» гарантируют отличный результат.
Короткий путь http://bibt.ru
Инструменты для нарезания внутренней и наружной резьбы. Метчики. Плашки.
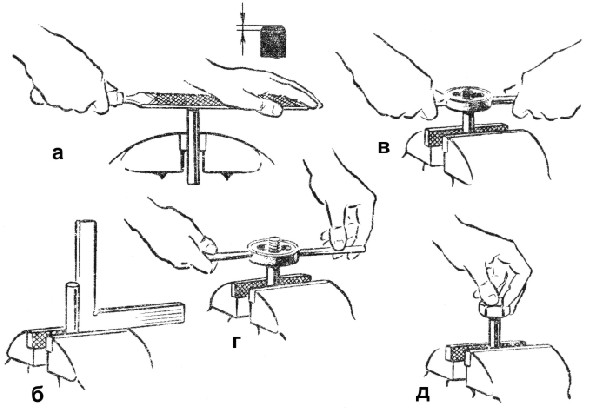
Внутренние резьбы нарезают метчиком (рис. 36, а), а наружные - круглыми плашками (рис. 36, в, г).
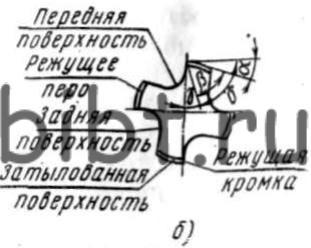
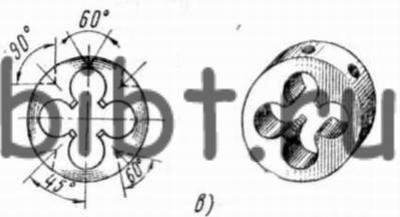
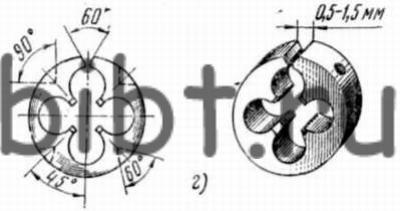
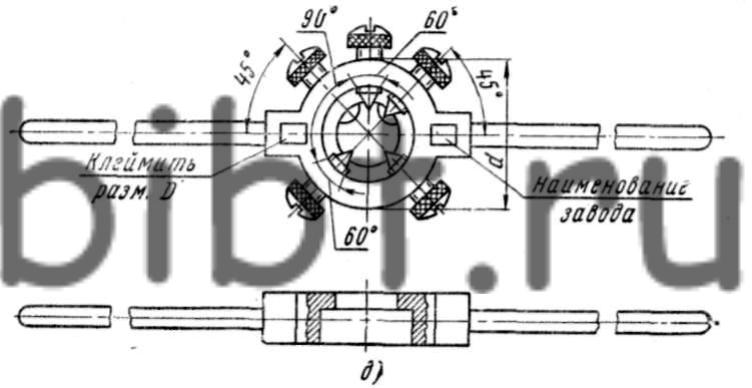
Рис. 36. Инструменты для нарезания резьбы :
а - метчик и его элементы, б - углы заточки метчика: α - задний, γ -передний, β - заострения, δ -угол резания, в - цельная круглая плашка, г - разрезная плашка, д - вороток для круглых плашек
Метчики изготовляют в виде винта с прямыми или винтовыми канавками. Канавки образуют режущие кромки. Метчик состоит из рабочей части и хвостовика. На конце хвостовика имеется квадрат для закрепления метчика в патроне или в воротке. Рабочая часть метчика состоит из заборной (конусной) и калибрующей частей. Заборная часть нарезает резьбу, калибрующая - служит для направления при нарезании и для зачистки и калибрования резьбового отверстия.
Вручную резьбу нарезают комплектом, состоящим из двух или из трех метчиков: чернового, среднего и чистового. Сначала нарезают черновым, а затем - средним. Чистовой метчик используют для окончательного нарезания резьбы и ее калибрования. Метчики отличают по числу рисок на хвостовике.
Кроме ручных метчиков, имеются машинные, которые отличаются от ручных формой своей рабочей части.
Метчики бывают с правой и левой резьбой. При нарезании правой резьбы метчик вращают по часовой стрелке, а при нарезании левой - против часовой стрелки.
Плашки (см. рис. 36, в) используют при нарезании резьбы как вручную, так и на станках. Плашка имеет прорезь, благодаря которой ее регулируют, т. е. несколько увеличивают или уменьшают диаметр резьбы в пределах 0,1-0,25 мм. Регулируют плашку тремя винтами воротка (см. рис. 36, г): один входит в прорезь и при ввинчивании может несколько расширить плашку, а два других - сжать ее.
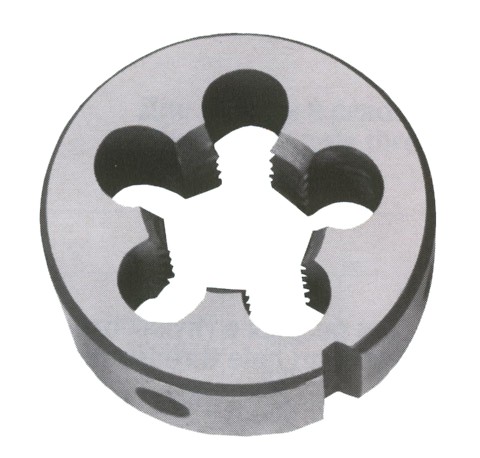
Для нарезания наружных резьб применяется специальный инструмент — плашки. Принципиально конструкция их режущего аппарата аналогична конструкции метчика для нарезания внутренних резьб. Однако если метчик представляет собой винт с прорезанными вдоль него канавками, то плашка — гайку с прорезанными канавками, образующими режущие грани инструмента.
Плашки и лерки
Рабочая часть плашки (рис. 3.94) состоит из двух частей — заборной и калибрующей. Заборная часть является конусной с углом 40…60°, она расположена по обе стороны плашки, а ее длина составляет 1,5… 2 витка. Калибрующая часть обычно состоит из 3… 5 витков.
При слесарном (ручном) нарезании наружных резьб применяются плашки различных конструкций : круглые, которые иногда называются лерками, раздвижные (клуппы) и специальные, для нарезания труб.
Круглые плашки (лерки) (см. рис. 3.94) представляют собой резьбовое кольцо с несколькими канавками для образования режущих кромок и вывода стружки при нарезании резьбы. Круглые плашки изготовляются цельными и разрезными, пружинящими. Резьба на стержнях при помощи плашек нарезается вручную с использованием воротков или на сверлильных и токарных станках, с помощью специальных оправок. Разрезные плашки благодаря своим пружинящим свойствам позволяют регулировать величину среднего диаметра резьбы.
Лерки изготавливают из инструментальных легированных сталей марок 9ХС и ХВСГ или быстрорежущей стали.
Квадратная (раздвижная) плашка (рис. 3.95) состоит из двух половин, укрепляемых в специальной рамке с рукоятками — клуппе, угловые выступы которого входят соответственно в канавки плашки, удерживая ее половинки. Одну из половинок плашек можно перемещать для установления плашки на требуемый средний диаметр резьбы. Закрепляется плашка при помощи винтов. В настоящее время нарезание резьб с использованием таких плашек осуществляется весьма редко, так как они не обеспечивают достаточной точности резьбы.
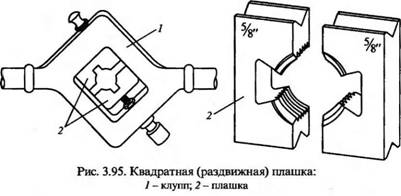
Закрепляется плашка при помощи винтов. В настоящее время нарезание резьб с использованием таких плашек осуществляется весьма редко, так как они не обеспечивают достаточной точности резьбы.
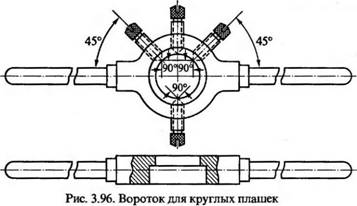
Воротки для круглых плашек (рис. 3.96) представляют собой круглую рамку с выточкой, в отверстии которой помещается круглая плашка. Плашка в отверстии удерживается от проворачивания при помощи трех стопорных винтов, конические хвостовики которых входят в углубления, выполненные на образующей поверхности корпуса плашки. Четвертый винт позволяет регулировать средний диаметр резьбы.
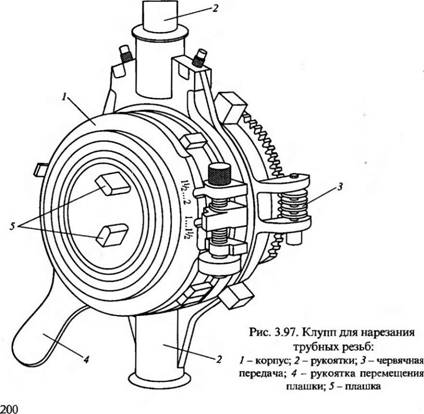
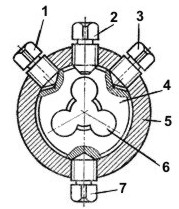
Инструмент и процесс нарезания наружных трубных резьб (рис. 3.97). Наиболее часто наружная резьба на трубах нарезается с использованием клуппов с раздвижными плашками. Клупп снабжен комплектом плашек для нарезания трубных резьб диаметром 1/2…% дюйма, 1… 1 ‘/4 дюйма и 1 ‘/2 ..2 дюйма и сконструирован таким образом, что перемещающиеся в его корпусе 1 четыре плашки 5 могут одновременно приближаться к центру или расходиться от него. Перемещение плашек обеспечивает специальное поворотное устройство клуппа — планшайба, приводимая в движение рукояткой 4. Точная установка плашек на размер нарезаемой резьбы осуществляется по лимбу, имеющемуся на корпусе клуппа, а установочные перемещения происходят при помощи червячной передачи 3. После установки плашек на заданный размер резьбы их положение фиксируется нажимом специального упора — «собачки». После нарезания резьбы клупп не свинчивают с обработанной заготовки, а раздвигают плашки поворотом рукоятки 4 клуппа и снимают его с обработанной заготовки. Помимо режущих плашек в клуппе имеются и три направляющие плашки (гладкие, без резьбы). Они обеспечивают устойчивое положение клуппа на трубе в процессе обработки; их установка производится вращением червячного винта передачи 3. На трубах диаметром от дюйма и меньше резьбу вручную нарезают специальными трубными круглыми плашками.
При нарезании резьб на трубах следует учитывать характер соединения их в трубопроводе. При нарезании резьбы для неразъемного трубного соединения длина нарезанной части трубы должна составлять 1/2 длины соединительной муфты за вычетом длины резьбы, приходящейся на 1… 1,5 витка резьбы. При нарезании резьбы для разборных трубных соединений («на сгон») на одной трубе нарезается резьба, как для неразъемных соединений, а на другом конце трубы длина нарезанной части должна составить сумму длины соединительной муфты, контргайки минус 1… 1,5 длины витка для данной резьбы.
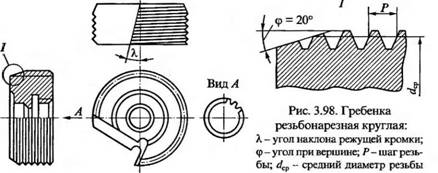
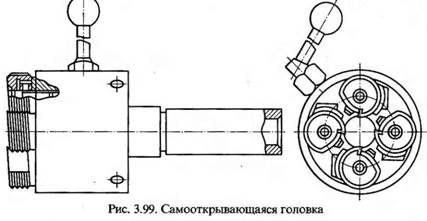
(рис. 3.98) используются для нарезания трубной резьбы на металлорежущих станках (токарных и сверлильных) с помощью специальных патронов. Гребенки выпускаются комплектами из четырех штук; резьба каждой гребенки комплекта смещена по отношению к предыдущей на 1/4 шага резьбы.
Для нарезания резьб при помощи гребенок предназначены специальные винторезные самооткрывающиеся головки (рис. 3.99), в которые устанавливаются все четыре головки комплекта.
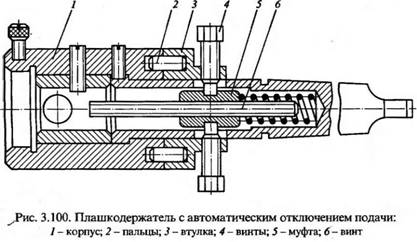
При нарезании наружных резьб на сверлильных и токарных станках применяют специальное приспособление — ташкодержатель с автоматическим отключением подачи (рис. 3.100). Приспособление состоит из хвостовика, на котором установлена втулка с запрессованными в нее пальцами 2. Во втулку ввинчены винты 4, концы которых могут входить в отверстия муфты 5. Внутри муфты размещен регулировочный винт 6. Плашка закрепляется винтом в гнезде корпуса 1. Приспособление устанавливается либо в отверстие шпинделя сверлильного станка, либо в отверстие пиноли задней бабки токарного станка. При обработке торец обрабатываемого стержня выходит из плашки и упирается в торец винта 6, заставляя его перемещаться внутри хвостовика. На винте навинчена муфта 5, которая, перемещаясь вместе с винтом б, сжимает пружину. Движение муфты 5 через винты 4 передается втулке 3, которая перемещается по наружной поверхности хвостовика до тех пор, пока пальцы 2 не выйдут из отверстий корпуса. В момент выхода пальцев 2 из корпуса 1 он вместе с установленной в нем плашкой начинает вращаться. Переключая вращение станка на реверсивное, обеспечивают вывод плашки из зоны резания. Регулируя вылет винта из муфты можно нарезать резьбы различной длины.
Смазывающе-охлаждающие жидкости (СОЖ) при нарезании резьб служат для облегчения условий работы инструмента, снижения шероховатости обработанной поверхности, а следовательно, для повышения качества получаемой при нарезании резьбы. Выбор СОЖ зависит от материала обрабатываемой заготовки. Так, например, для охлаждения стали (конструкционной, инструментальной и легированной), чугуна, меди и алюминия чаще всего используется эмульсия. Кроме того, для охлаждения чугуна и алюминия применяется керосин.
Нарезание резьб в меди, латуни и бронзе может выполняться без охлаждения.
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения . Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты , шпильки и винты . Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а ). Шпилька - цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б ). Винт - цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в ).
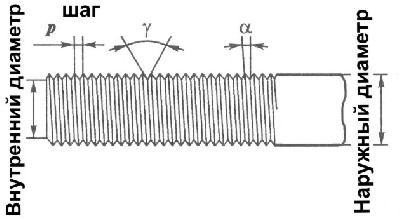
Основные элементы резьбы
: угол подъема винтовой линии
а
,
шаг резьбы
р
, угол профиля
у
, наружный и внутренний диаметры
(рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.

По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
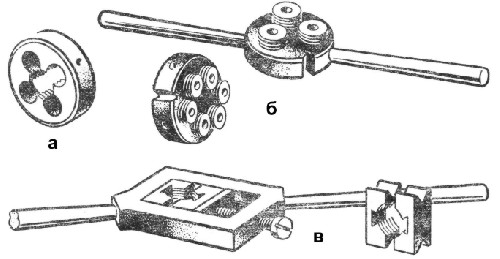
Для нарезания наружной крепежной резьбы используют специальный инструмент - плашки . Они бывают круглые (рис. слева а ), резьбонакатные (б ) и раздвижные (в ).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 - для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2 .
В корпусе резьбонакатной плашки (рис. б выше) установлены накатные регулируемые ролики с резьбой . Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба - более качественной и точной.
 Раздвижные призматические плашки
(рис. в
выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Раздвижные призматические плашки
(рис. в
выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
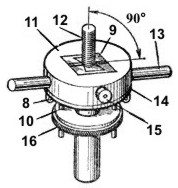
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16
, которое помогает выдерживать направление на цилиндрических заготовках 12
(стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1
воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15
, прижимающий плашки 9
во время работы, а с боковых сторон обоймы в корпус 11
ввернуты две ручки 13
для захвата руками. В нижней части обоймы установлена шайба 14
, закрепленная винтами 8
, и два направляющих штифта 10
, по которым перемещается кольцо 16
.
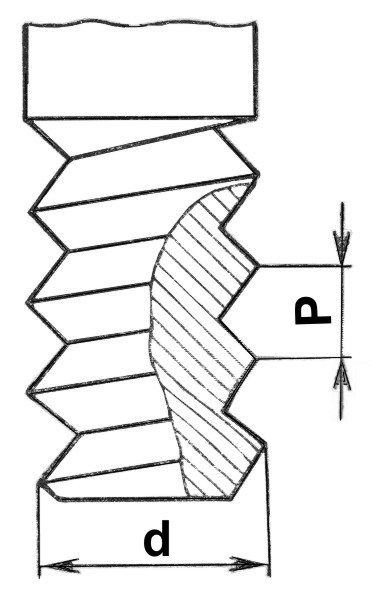
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р (см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р ) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М 5 | 0,75 | 4,8 | 4,8 |
| М 6 | 1 | 5,8 | 5,8 |
| М 8 | 1,25 | 7,8 | 7,9 |
| М 10 | 1,5 | 9,75 | 9,85 |
| М 12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1...0,3 мм в зависимости от размера резьбы . Если диаметр стержня будет меньше на 0,4...0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
 Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а
) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а
) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20...25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б
). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в
). После нарезания 1-2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня
, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г
). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево.
При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество. 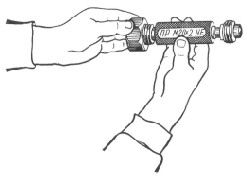
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами , резьбовыми калибрами -кольцами и резьбовыми пробками (см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие
винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах
одновременно с изготовлением самих болтов. Винты и болты также штампуют
на прессах.
В массовом производстве широко распространена накатка наружной резьбы
. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы
- это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы
- диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы
- диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля
- угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля
- участок профиля, соединяющий боковые стороны выступа.
Впадина профиля
- участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы
- угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля
- угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба
- имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом
и метрическая резьба с мелким шагом
для диаметров 0,25-600 мм.
Трубная коническая резьба
- имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба
с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба
- применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы
- применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы
подразделяются на крупную, нормальную и мелкую
.
Упорные резьбы
- крупная, нормальная и мелкая - применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба
- применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая
- трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба
- применяется для червяков.
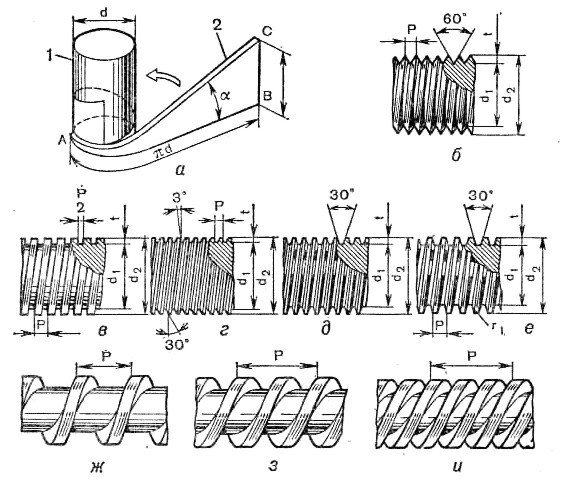
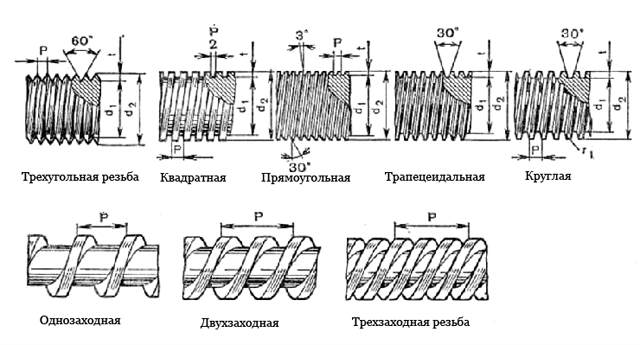
Схема винтовых линий
: а
- развертка винтовой линии; б
- цилиндрическая трехугольная резьба; в
- цилиндрическая квадратная резьба; г
- цилиндрическая прямоугольная резьба; д
- цилиндрическая
трапецеидальная резьба; е
- цилиндрическая круглая резьба; ж
- однозаходная резьба; з
- двухзаходная резьба; и - трехзаходная резьба.

Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).