ෆ්ලැන්ජ්නල මාර්ග පද්ධතියක් සෑදීම සඳහා පයිප්ප, කපාට, පොම්ප සහ අනෙකුත් උපකරණ සම්බන්ධ කිරීමේ ක්රමයකි. මෙම සම්බන්ධතා ක්රමය පිරිසිදු කිරීම, පරීක්ෂා කිරීම හෝ වෙනස් කිරීම සඳහා පහසු ප්රවේශයක් ලබා දෙයි. Flanges සාමාන්යයෙන් නූල් හෝ වෑල්ඩින් සම්බන්ධයක් ඇත. ෆ්ලැන්ජ් සම්බන්ධතාවයක් තද මුද්රාවක් සහතික කිරීම සඳහා එකට සවි කර ඇති ෆ්ලැන්ජ් දෙකකින් සහ ඒවා අතර ගෑස්කට් එකකින් සමන්විත වේ.
පයිප්ප ෆ්ලැන්ජ් විවිධ ද්රව්ය වලින් සාදා ඇත. Flanges යන්ත්රගත මතුපිට ඇති අතර ඒවා වාත්තු යකඩ සහ නූඩ්ලර් යකඩ වලින් සාදා ඇත, නමුත් බහුලව භාවිතා වන ද්රව්යය ව්යාජ කාබන් වානේ වේ.
ඛනිජ තෙල් හා රසායනික කර්මාන්තවල බහුලව භාවිතා වන ෆ්ලැන්ජ්:
- වෙල්ඩින් සඳහා ගෙල සමඟ
- ෆ්ලැන්ජ් හරහා
- වෑල්ඩින් සඳහා සොකට් සමග වෑල්ඩින්
- උකුල-වෑල්ඩින් (නිදහස්-භ්රමණය)
- නූල් ෆ්ලැන්ජ්
- ෆ්ලැන්ජ් ප්ලග්

නිදහස් ෆ්ලැන්ජ් හැර අනෙකුත් සියලුම වර්ගයේ ෆ්ලැන්ජ් ශක්තිමත් කරන ලද මතුපිටක් ඇත.
විශේෂ ෆ්ලැන්ජ්
ඉහත සඳහන් කර ඇති ෆ්ලැන්ජ් හැරුණු විට, විශේෂ ෆ්ලැන්ජ් ගණනාවක් තිබේ:
- ප්රාචීරය ෆ්ලැන්ජ්
- කරපටි සහිත දිගු වෑල්ඩින් ෆ්ලැන්ජ්
- පුළුල් කිරීමේ ෆ්ලැන්ජ්
- ඇඩප්ටර් ෆ්ලැන්ජ්
- මුද්ද ප්ලග් (ෆ්ලැන්ජ් සම්බන්ධතාවයේ කොටසක්)
- තැටි ප්ලග් සහ අතරමැදි මුදු (ෆ්ලැන්ජ් සම්බන්ධතාවයේ කොටසක්)
ෆ්ලැන්ජ් සඳහා බහුලව භාවිතා වන ද්රව්ය වන්නේ කාබන් වානේ, මල නොබැඳෙන වානේ, වාත්තු යකඩ, ඇලුමිනියම්, පිත්තල, ලෝකඩ, ප්ලාස්ටික් ආදියයි. මීට අමතරව, විශේෂ යෙදුම් සඳහා සවිකෘත සහ පයිප්ප වැනි ෆ්ලැන්ජ්, සමහර විට ෆ්ලැන්ජ් වලට වඩා සම්පූර්ණයෙන්ම වෙනස් ගුණාත්මක ද්රව්ය ස්ථරයක් ආකාරයෙන් අභ්යන්තර ආලේපනයක් ඇත. මේවා රේඛා සහිත ෆ්ලැන්ජ් වේ. පයිප්ප තෝරාගැනීමේදී ෆ්ලැන්ජ් ද්රව්ය බොහෝ විට තීරණය වේ. රීතියක් ලෙස, ෆ්ලැන්ජ් පයිප්පවලට සමාන ද්රව්ය වලින් සාදා ඇත.
6" උරහිස් වෑල්ඩින් ෆ්ලැන්ජ් එකක උදාහරණය - 150#-S40
සෑම ASME B16.5 ෆ්ලැන්ජ් එකක්ම සම්මත ප්රමාණ ගණනාවකින් පැමිණේ. ජපානයේ නිර්මාණකරුවෙකු හෝ කැනඩාවේ දියත් කිරීම සඳහා ව්යාපෘතියක් සූදානම් කරන පුද්ගලයෙකු හෝ ඕස්ට්රේලියාවේ නල මාර්ග ස්ථාපකයක් ASME B16.5 සමඟ අනුකූල වන 6"-150#-S40 වෑල්ඩින් ෆ්ලැන්ජ් එකක් ගැන කතා කරන්නේ නම්, ඔහු කතා කරන්නේ පහත පෙන්වා ඇති flange. 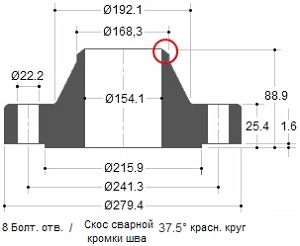
ෆ්ලැන්ජ් ඇණවුම් කරන විට, සැපයුම්කරු ද්රව්යයේ ගුණාත්මකභාවය දැන ගැනීමට කැමති වේ. උදාහරණයක් ලෙස, ASTM A105 යනු සම්පීඩිත කාබන් වානේ ෆ්ලැන්ජ් එකක් වන අතර, A182 යනු සම්පීඩිත මිශ්ර වානේ ෆ්ලැන්ජ් වේ. මේ අනුව, නීතිරීතිවලට අනුව, සැපයුම්කරු සඳහා ප්රමිති දෙකම නියම කළ යුතුය: වෑල්ඩින් ෆ්ලැන්ජ් 6"-150#-S40-ASME B16.5/ASTM A105.
පීඩන පන්තිය
ෆ්ලැන්ජ් සඳහා පීඩන ශ්රේණිගත කිරීම හෝ ශ්රේණිගත කිරීම රාත්තල් වලින් වනු ඇත. පීඩන පන්තිය දැක්වීමට විවිධ නම් භාවිතා වේ. උදාහරණයක් ලෙස: 150 Lb හෝ 150Lbs හෝ 150# හෝ Class 150 යන්නෙන් අදහස් වන්නේ එකම දෙයයි.
ව්යාජ වානේ ෆ්ලැන්ජ් ප්රධාන වර්ගීකරණයන් 7 ක් ඇත:
රාත්තල් 150 - රාත්තල් 300 - රාත්තල් 400 - රාත්තල් 600 - රාත්තල් 900 - රාත්තල් 1500 - රාත්තල් 2500
ෆ්ලැන්ජ් වර්ගීකරණය පිළිබඳ සංකල්පය පැහැදිලි සහ පැහැදිලිය. පන්තියේ 300 ෆ්ලැන්ජ් එකකට 150 පන්තියේ ෆ්ලැන්ජ් එකකට වඩා වැඩි පීඩනයක් හැසිරවිය හැක, මන්දයත් 300 පන්තියේ ෆ්ලැන්ජ් එකකට වැඩි ලෝහයක් ඇති අතර ඉහළ පීඩනයකට ඔරොත්තු දිය හැකිය. කෙසේ වෙතත්, ෆ්ලැන්ජ් පීඩන සීමාවට බලපෑම් කළ හැකි සාධක ගණනාවක් තිබේ.
උදාහරණයක්
ෆ්ලැන්ජ් වලට විවිධ උෂ්ණත්වවලදී විවිධ පීඩනවලට ඔරොත්තු දිය හැකිය. උෂ්ණත්වය ඉහළ යන විට, ෆ්ලැන්ජ් හි පීඩන පන්තිය අඩු වේ. උදාහරණයක් ලෙස, 150 පන්තියේ ෆ්ලැන්ජ් එකක් පරිසර තත්ත්වයේ දී ආසන්න වශයෙන් 270 PSIG ලෙසත්, 200 ° C දී 180 PSIG ලෙසත්, 315 ° C දී 150 PSIG ලෙසත්, සහ 426 ° C දී 75 PSIG ලෙසත් ශ්රේණිගත කර ඇත.
අමතර සාධක නම් මිශ්ර වානේ, වාත්තු සහ ductile යකඩ වැනි විවිධ ද්රව්ය වලින් ෆ්ලැන්ජ් සෑදිය හැකිය. සෑම ද්රව්යයක්ම විවිධ පීඩන පංති ඇත.
පරාමිතිය "පීඩන-උෂ්ණත්වය"
පීඩන-උෂ්ණත්ව පන්තිය සෙල්සියස් අංශක උෂ්ණත්වයකදී බාර්වල ක්රියාකාරී, උපරිම අවසර ලත් අතිරික්ත පීඩනය තීරණය කරයි. අතරමැදි උෂ්ණත්වයන් සඳහා, රේඛීය මැදිහත්වීමට අවසර ඇත. සංකේත පන්තිය අතර අන්තර් සම්බන්ධනයට ඉඩ නොදේ.
උෂ්ණත්ව පීඩන වර්ගීකරණය
එකලස් කිරීම සහ පෙළගැස්වීම සඳහා හොඳ භාවිතයට අනුකූලව සාදන ලද බෝල්ට් සම්බන්ධතා සහ ගෑස්කට් වල සීමාවන් සපුරාලන ෆ්ලැන්ජ් සම්බන්ධතා සඳහා උෂ්ණත්ව පීඩන පන්තිය අදාළ වේ. මෙම සීමාවන් සපුරා නොමැති ෆ්ලැන්ජ් සම්බන්ධතා සඳහා මෙම පන්ති භාවිතා කිරීම පරිශීලකයාගේ වගකීම වේ.
අනුරූප පීඩන පන්තිය සඳහා පෙන්වන උෂ්ණත්වය කොටසෙහි අභ්යන්තර කවචයේ උෂ්ණත්වය වේ. මූලික වශයෙන්, මෙම උෂ්ණත්වය අඩංගු ද්රවයට සමාන වේ. වත්මන් කේත සහ රෙගුලාසි වල අවශ්යතාවයන්ට අනුකූලව, ගලා යන ද්රවයට වඩා වෙනස් උෂ්ණත්වයකට අනුරූප පීඩන පන්තියක් භාවිතා කරන විට, සියලු වගකීම් පාරිභෝගිකයා මත වැටේ. -29 ° C ට අඩු ඕනෑම උෂ්ණත්වයක් සඳහා, ශ්රේණිගත කිරීම -29 ° C දී භාවිතා කරන විට වඩා වැඩි නොවිය යුතුය.
උදාහරණයක් ලෙස, පහතින් ඔබට ASTM අනුව ද්රව්ය කාණ්ඩ සහිත වගු දෙකක් සහ ASME B16.5 අනුව මෙම ද්රව්ය සඳහා උෂ්ණත්ව පීඩන පන්ති සහිත තවත් වගු දෙකක් හමුවනු ඇත.
| ASTM සමූහය 2-1.1 ද්රව්ය |
|||
| නාමික තනතුරු |
මුද්දර දැමීම |
වාත්තු කිරීම |
තහඩු |
| C-Si | A105 (1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½Ni |
A350 Gr.LF3 |
- | - |
සටහන්:
|
|||
| ASTM කාණ්ඩයේ 2-1.1 ද්රව්ය සඳහා උෂ්ණත්වය-පීඩන පන්තිය පන්ති අනුව වැඩ පීඩනය |
|||||||
| උෂ්ණත්වය ° C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 සිට 38 දක්වා |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM කාණ්ඩයේ 2-2.3 ද්රව්ය සඳහා උෂ්ණත්වය-පීඩන පන්තිය පන්ති අනුව වැඩ පීඩනය |
|||||||
| උෂ්ණත්වය ° C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29 සිට 38 දක්වා |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
FLANGE මතුපිට
Flange මතුපිට හැඩය සහ සැලසුම O-ring හෝ gasket පිහිටා ඇත්තේ කොතැනද යන්න තීරණය කරනු ඇත.
වැඩිපුරම භාවිතා කරන වර්ග:
- ඉහළ මතුපිට (RF)
- පැතලි මතුපිට (FF)
- O-ring groove (RTJ)
- බාහිර සහ අභ්යන්තර නූල් සමග (M&F)
- දිව සහ වල සම්බන්ධතාවය (T&G)
උස් මුහුණ, වඩාත්ම අදාළ වන ෆ්ලැන්ජ් වර්ගය සහ හඳුනා ගැනීමට පහසුය. මෙම වර්ගය හඳුන්වනු ලබන්නේ ගෑස්කට් මතුපිට බෝල්ට් සම්බන්ධතාවයේ මතුපිටට ඉහළින් නෙරා ඇති බැවිනි. 
පීඩන පන්තිය සහ විෂ්කම්භය භාවිතා කරමින් ASME B16.5 අනුව විෂ්කම්භය සහ උස තීරණය කරනු ලැබේ. රාත්තල් 300 දක්වා පීඩන පන්තියේ දී, උස ආසන්න වශයෙන් 1.6 mm වන අතර, 400 සිට 2500 Lbs දක්වා පීඩන පන්තියේ දී, උස ආසන්න වශයෙන් 6.4 mm වේ. ෆ්ලැන්ජ් හි පීඩන පන්තිය මතුපිට ප්රක්ෂේපණයේ උස තීරණය කරයි. (RF) ෆ්ලැන්ජ් හි පරමාර්ථය වන්නේ කුඩා ගෑස්කට් ප්රදේශයකට වැඩි පීඩනයක් සංකේන්ද්රණය කිරීම, එමඟින් සම්බන්ධතාවයේ පීඩන සීමාව වැඩි කිරීමයි.
මෙම ලිපියේ විස්තර කර ඇති සියලුම ෆ්ලැන්ජ් වල උස තීරණය කරන පරාමිතීන් සඳහා, H සහ B මානයන් භාවිතා කරනු ලැබේ, අතිච්ඡාදනය වන සම්බන්ධතාවයක් සහිත ෆ්ලැන්ජ් හැර, මෙය පහත පරිදි තේරුම් ගෙන මතක තබා ගත යුතුය:
පීඩන පන්ති 150 සහ 300 රාත්තල්, ප්රක්ෂේපණ උස ආසන්න වශයෙන් 1.6 mm (1/16 අඟල්) වේ. මෙම පන්ති දෙකෙහි සියලුම ෆ්ලැන්ජ් සැපයුම්කරුවන් පාහේ ඔවුන්ගේ අත් පත්රිකා හෝ නාමාවලිවල H සහ B මානයන් පෙන්වා ඇත, එසවූ මුහුණ ද ඇතුළත් වේ (පහත රූපය 1 බලන්න) 
පීඩන පන්ති 400, 600, 900, 1500 සහ 2500 Lbs, ප්රක්ෂේපණ උස 6.4 mm (1/4 අඟල්) වේ. මෙම පන්තිවල, බොහෝ සැපයුම්කරුවන් ප්රක්ෂේපණ උස ඇතුළු නොකර H සහ B මානයන් නියම කරයි (ඉහත Fig.2 බලන්න)
මෙම ලිපියෙන් ඔබට ප්රමාණ දෙකක් සොයාගත හැකිය. මානයන්හි ඉහළ පේළියේ ප්රක්ෂේපණ උස ඇතුළත් නොවන අතර පහළ පේළියේ ප්රක්ෂේපණ උස ඇතුළත් වේ.
පැතලි මතුපිට (FF - පැතලි මුහුණ)
පැතලි මුහුණක් (සම්පූර්ණ මුහුණත) ෆ්ලැන්ජ් සමඟ, ගෑස්කට් එක බෝල්ට් සම්බන්ධතාවයේ එකම තලයේ ඇත. බොහෝ විට, පැතලි මතුපිටක් සහිත ෆ්ලැන්ජ් භාවිතා කරනුයේ කවුන්ටර ෆ්ලැන්ජ් හෝ සවි කිරීම ය. 
පැතලි මුහුණක් සහිත ෆ්ලැන්ජ් එකක් කිසි විටෙකත් උස් මුහුණක් ඇති ෆ්ලැන්ජ් එකකට සම්බන්ධ නොවේ. ASME B31.1 අනුව, වාත්තු යකඩ පැතලි ෆ්ලැන්ජ් කාබන් වානේ ෆ්ලැන්ජ් වලට සම්බන්ධ කරන විට, වානේ ෆ්ලැන්ජ් මත මතු වූ මුහුණ ඉවත් කළ යුතු අතර සම්පූර්ණ මතුපිට ගෑස්කට් එකකින් මුද්රා තැබිය යුතුය. මෙය සිදු කරනුයේ වානේ ෆ්ලැන්ජ් එක ඉදිරියට නෙරා ඒම නිසා සිහින්, බිඳෙන සුළු වාත්තු යකඩ ෆ්ලැන්ජ් ඉරිතලා නොයෑම සඳහා ය.
මුදු කට්ට සහිත ෆ්ලැන්ජ් (RTJ - මුදු ආකාරයේ සන්ධිය)
RTJ ෆ්ලැන්ජ් වල වානේ O-මුදු ඇතුල් කරන ලද ඒවායේ මතුපිටට කට්ට ඇත. බෝල්ට් තද කළ විට, ෆ්ලැන්ජ් අතර ඇති ගෑස්කට් වලවල් වලට තද කර, විකෘති වී, සමීප සම්බන්ධතා ඇති කිරීම නිසා ෆ්ලැන්ජ් මුද්රා තබා ඇත - ලෝහ-ලෝහ. 
RTJ ෆ්ලැන්ජ් එකකට වළයාකාර වලක් සහිත ප්රක්ෂේපණයක් තිබිය හැක. මෙම නෙරා යාම කිසිදු ආකාරයක මුද්රාවක් ලෙස සේවය නොකරයි. O-මුදු වලින් මුද්රා කර ඇති RTJ ෆ්ලැන්ජ් සඳහා, බැඳුනු සහ තද කර ඇති ෆ්ලැන්ජ් වල උස් වූ මතුපිට එකිනෙක සම්බන්ධ විය හැක. මෙම අවස්ථාවෙහිදී, සම්පීඩිත ගෑස්කට් තවදුරටත් අමතර බරක් නොතබනු ඇත, බෝල්ට් තද කිරීම, කම්පනය සහ විස්ථාපනය තවදුරටත් ගෑස්කට් කුඩු කිරීමට නොහැකි වනු ඇති අතර තද කිරීමේ බලය අඩු වේ.
ලෝහ O-මුදු ඉහළ උෂ්ණත්ව හා පීඩනවලදී භාවිතා කිරීම සඳහා සුදුසු වේ. ඒවා නිවැරදි ද්රව්ය සහ පැතිකඩ තෝරාගෙන සාදා ඇති අතර සෑම විටම සුදුසු ෆ්ලැන්ජ් වල භාවිතා කරනු ලැබේ, හොඳ සහ විශ්වාසදායක මුද්රාවක් සහතික කරයි.
O-මුදු නිෂ්පාදනය කරනු ලබන අතර එමඟින් මුද්රා තැබීම සිදු කරනු ලබන්නේ "ආරම්භක සම්බන්ධතා රේඛාවක්" හෝ සංසර්ගයේ ෆ්ලැන්ජ් සහ ගෑස්කට් අතර කුඤ්ඤය මගිනි. බෝල්ට් කිරීම හරහා මුද්රාවට පීඩනය යෙදීමෙන්, ගෑස්කට් එකේ මෘදු ලෝහය දෘඩ ෆ්ලැන්ජ් ද්රව්යයේ සියුම් ව්යුහය විනිවිද ගොස් ඉතා තද සහ ඵලදායී මුද්රාවක් නිර්මාණය කරයි. 
වැඩිපුරම භාවිතා කරන මුදු:
ASME B16.20 අනුව R-Oval ටයිප් කරන්න
150 සිට 2500 දක්වා ASME B16.5 පීඩන පන්තියේ ෆ්ලැන්ජ් සඳහා සුදුසු වේ.
ASME 16.20 අනුව R-Octagonal ටයිප් කරන්න
මුල් R-Oval වලට වඩා වැඩි දියුණු කළ නිර්මාණය. කෙසේ වෙතත්, ඒවා භාවිතා කළ හැක්කේ පැතලි වලවල් සඳහා පමණි. ASME B16.5 ෆ්ලැන්ජ් පීඩන පන්තිය 15 සිට 2500 දක්වා සඳහා සුදුසු වේ.
මුද්රා තැබීම සහ කකුල් වැටෙන මතුපිට ඇති ෆ්ලැන්ජ් (LMF - විශාල පිරිමි මුහුණ; LFF - විශාල කාන්තා මුහුණ)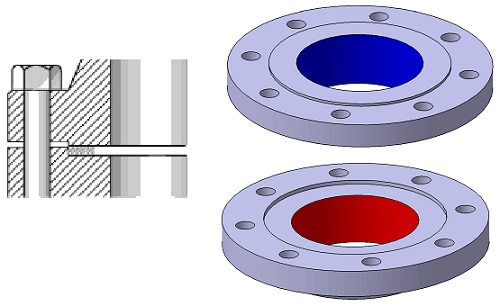
මෙම වර්ගයේ ෆ්ලැන්ජ් ගැලපිය යුතුය. එක් ෆ්ලැන්ජ් මුහුණක් ෆ්ලැන්ජ් මුහුණේ සාමාන්ය සීමාවෙන් ඔබ්බට විහිදෙන ප්රදේශයක් ඇත ( තාත්තා) අනෙක් ෆ්ලැන්ජ්, හෝ කවුන්ටර් ෆ්ලැන්ජ්, අනුරූප විවේකයක් ඇත ( මව) එහි මතුපිට සාදා ඇත.
අර්ධ ලිහිල් ගෑස්කට්
- ගෑස්කට් එක සම්පීඩනය කරන විට ලෝහ-ලෝහ සම්බන්ධතා වැළැක්වීම සඳහා අවපාතයේ ගැඹුර සාමාන්යයෙන් නෙරා ඇති කොටසේ උසට සමාන හෝ අඩු වේ.
- තට්ටුවේ ගැඹුර සාමාන්යයෙන් තොල්වල උසට වඩා 1/16 "ට වඩා වැඩි නොවේ.
ටොංගල්-ග්රූව් ආකාරයේ මුද්රා තැබීමේ මතුපිටක් සහිත ෆ්ලැන්ජ්
(ඉදිරිපත්වීම - ටවුන්ජ් ෆේස් - TF; මානසික අවපීඩනය - Grove Face - GF)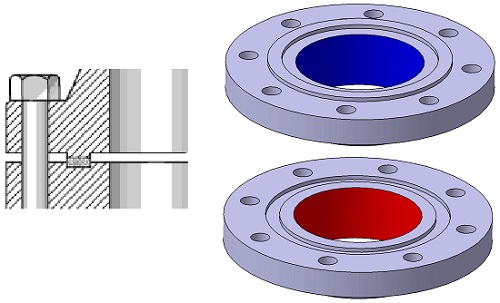
මෙම වර්ගයේ ෆ්ලැන්ජ් ද ගැලපිය යුතුය. එක් ෆ්ලැන්ජ් එකක මෙම ෆ්ලැන්ජ් මතුපිටින් සාදන ලද ප්රක්ෂේපණයක් (ස්පයික්) සහිත මුද්දක් ඇති අතර, කවුන්ටර ෆ්ලැන්ජ් මතුපිට කට්ටක් සකස් කර ඇත. මෙම පෘෂ්ඨයන් සාමාන්යයෙන් පොම්ප ආවරණ සහ කපාට ආවරණ මත දක්නට ලැබේ.
ස්ථාවර ගෑස්කට්
- ගෑස්කට් එකේ මානයන් වල උසට වඩා සමාන හෝ අඩු වේ
- ස්පේසරය වලට වඩා 1/16" වඩා පළල නොවේ
- ගෑස්කට් එකේ මානයන් වල මානයන් සමඟ සමපාත වේ
- විසුරුවා හරින විට, සම්බන්ධතාවය වෙන වෙනම මුදා හැරිය යුතුය
පැතලි මතුපිට සහ කට්ට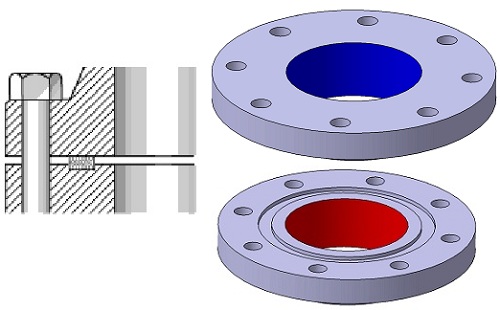
ස්ථාවර ගෑස්කට්
- එක් මතුපිටක් පැතලි ය, අනෙක කැපී පෙනේ
- ගෑස්කට් සම්පීඩනය පිළිබඳ නිශ්චිත පාලනයක් අවශ්ය වන යෙදුම් සඳහා
- ප්රත්යස්ථ ගෑස්කට් පමණක් නිර්දේශ කරනු ලැබේ - සර්පිලාකාර ගෑස්කට්, පීඩන ක්රියා කරන හිස් වළලු ගෑස්කට් සහ ලෝහ ජැකට් ගෑස්කට්.
FLANGE මතුපිට අවසාන නිමාව
ASME B16.5 ට ගෑස්කට් එක සමඟ ඒකාබද්ධ වූ විට මුහුණ හොඳ මුද්රාවක් ලබා දෙන බව සහතික කිරීම සඳහා ෆ්ලැන්ජ් මුහුණට (උසුණු මුහුණ සහ පැතලි මුහුණ) යම් රළු බවක් අවශ්ය වේ. 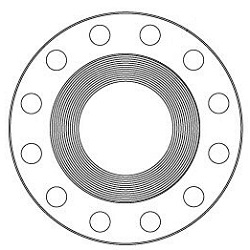
සංකේන්ද්රීය හෝ සර්පිලාකාර ලෙස ගැටගැසීමට අඟලකට කට්ට 30 සිට 55 දක්වා අවශ්ය වන අතර එහි ප්රතිඵලයක් ලෙස ක්ෂුද්ර අඟල් 125ත් 500ත් අතර රළු බවක් ඇතිවේ. මෙය ෆ්ලැන්ජ් නිෂ්පාදකයින්ට ඕනෑම පන්තියක ලෝහ ෆ්ලැන්ජ් එකක් ගෑස්කට් කිරීම සඳහා අවකාශය සැකසීමට ඉඩ සලසයි.
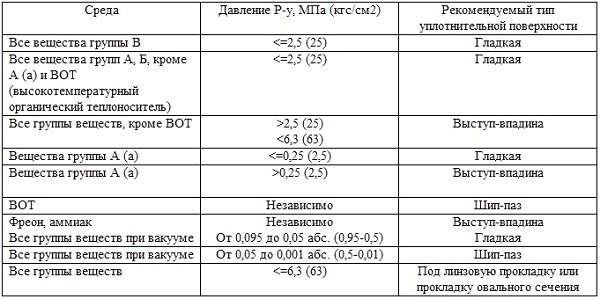
පිපිරුම් අන්තරායකාරී I කාණ්ඩයේ තාක්ෂණික වස්තූන්ගේ A සහ B කාණ්ඩවල ද්රව්ය ප්රවාහනය කරන නල මාර්ග සඳහා, සර්පිලාකාර තුවාල ගෑස්කට් භාවිතා කිරීමේදී හැර සුමට මුද්රා තැබීමේ මතුපිටක් සහිත ෆ්ලැන්ජ් සම්බන්ධතා භාවිතා කිරීමට අවසර නැත.
වැඩිපුරම භාවිතා කරන මතුපිට
රළු කිරීම
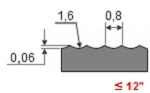
| ඕනෑම ෆ්ලැන්ජ් යන්ත්ර කිරීමේදී බහුලව භාවිතා වන්නේ එය සියලුම පොදු සේවා කොන්දේසි සඳහා සුදුසු බැවිනි. සම්පීඩනය කරන විට, ගෑස්කට් වල මෘදු මතුපිට, සම්බන්ධිත කොටස් අතර ඉහළ මට්ටමේ ඝර්ෂණයක් ඇති කිරීමට අමතරව, මුද්රාවක් නිර්මාණය කිරීමට උපකාර වන යන්තගත මතුපිටට එබීම. මෙම ෆ්ලැන්ජ් සඳහා නිම කිරීම 12" සඳහා විප්ලවයකට මිලිමීටර් 0.88 ක පෝෂක අනුපාතයකින් 1.6mm අරය කපනයකින් සිදු කෙරේ. 14" සහ විශාල සඳහා, යන්ත්රෝපකරණ 3.2mm අරය කටර් සමඟ ප්රතිලෝමව මිලිමීටර් 1.2 ක පෝෂක අනුපාතයකින් සිදු කෙරේ. |
 |
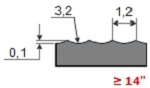 |
සර්පිලාකාර කැපීම
 එය අඛණ්ඩ හෝ ධ්වනි සර්පිලාකාර වලක් විය හැක, නමුත් එය රළු කිරීමට වඩා වෙනස් වන්නේ අංශක 90 ක කපනය භාවිතයෙන් 45 ° නළා කෝණයක් සහිත V-හැඩැති පැතිකඩක් නිර්මාණය කිරීමෙනි.
එය අඛණ්ඩ හෝ ධ්වනි සර්පිලාකාර වලක් විය හැක, නමුත් එය රළු කිරීමට වඩා වෙනස් වන්නේ අංශක 90 ක කපනය භාවිතයෙන් 45 ° නළා කෝණයක් සහිත V-හැඩැති පැතිකඩක් නිර්මාණය කිරීමෙනි. සංකේන්ද්රික නොච්.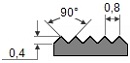 නමට අනුව, යන්තගත කිරීම සංකේන්ද්රික කට්ට වලින් සමන්විත වේ. 90 ° කටර් භාවිතා කරනු ලබන අතර, මුදු සම්පූර්ණ පෘෂ්ඨය පුරා ඒකාකාරව බෙදා හරිනු ලැබේ.
නමට අනුව, යන්තගත කිරීම සංකේන්ද්රික කට්ට වලින් සමන්විත වේ. 90 ° කටර් භාවිතා කරනු ලබන අතර, මුදු සම්පූර්ණ පෘෂ්ඨය පුරා ඒකාකාරව බෙදා හරිනු ලැබේ.
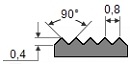
සුමට මතුපිට.![]() මෙම ප්රතිකාරය දෘශ්යමය වශයෙන් මෙවලමෙහි කිසිදු හෝඩුවාවක් ඉතිරි නොකරයි. එවැනි පෘෂ්ඨයන් සාමාන්යයෙන් ද්විත්ව ෂෙල්, තීරු වානේ හෝ රැලි සහිත ලෝහ වැනි ලෝහ මතුපිටක් සහිත ගෑස්කට් සඳහා භාවිතා වේ. සුමට මතුපිටක් මුද්රාවක් නිර්මාණය කිරීමට උපකාරී වන අතර ප්රතිවිරුද්ධ පෘෂ්ඨයේ සමතලා බව මත රඳා පවතී. සාමාන්යයෙන් මෙය සාක්ෂාත් කරගනු ලබන්නේ අඛණ්ඩ (සමහර විට ෆොනොග්රැෆික් ලෙස හැඳින්වේ), 0.8mm අරය කපනයකින් සාදන ලද සර්පිලාකාර වලක්, විප්ලවයකට 0.3mm, 0.05mm ගැඹුරකින් සාදන ලද පෑඩ් ස්පර්ශක මතුපිට තිබීමෙනි. මෙය Ra 3.2 සහ 6.3 micrometer (ක්ෂුද්ර අඟල් 125-250) අතර රළු බවක් ඇති කරයි.
මෙම ප්රතිකාරය දෘශ්යමය වශයෙන් මෙවලමෙහි කිසිදු හෝඩුවාවක් ඉතිරි නොකරයි. එවැනි පෘෂ්ඨයන් සාමාන්යයෙන් ද්විත්ව ෂෙල්, තීරු වානේ හෝ රැලි සහිත ලෝහ වැනි ලෝහ මතුපිටක් සහිත ගෑස්කට් සඳහා භාවිතා වේ. සුමට මතුපිටක් මුද්රාවක් නිර්මාණය කිරීමට උපකාරී වන අතර ප්රතිවිරුද්ධ පෘෂ්ඨයේ සමතලා බව මත රඳා පවතී. සාමාන්යයෙන් මෙය සාක්ෂාත් කරගනු ලබන්නේ අඛණ්ඩ (සමහර විට ෆොනොග්රැෆික් ලෙස හැඳින්වේ), 0.8mm අරය කපනයකින් සාදන ලද සර්පිලාකාර වලක්, විප්ලවයකට 0.3mm, 0.05mm ගැඹුරකින් සාදන ලද පෑඩ් ස්පර්ශක මතුපිට තිබීමෙනි. මෙය Ra 3.2 සහ 6.3 micrometer (ක්ෂුද්ර අඟල් 125-250) අතර රළු බවක් ඇති කරයි.
ගෑස්කට්
මුද්රා තැබූ ෆ්ලැන්ජ් සම්බන්ධතාවයක් සිදු කිරීම සඳහා, ගෑස්කට් අවශ්ය වේ. 
ගෑස්කට් යනු මතුපිට දෙකක් අතර ජල ආරක්ෂිත මුද්රාවක් සෑදීමට භාවිතා කරන සම්පීඩිත තහඩු හෝ වළලු වේ. ගෑස්කට් නිෂ්පාදනය කරනු ලබන්නේ අධික උෂ්ණත්ව හා පීඩනවලට ඔරොත්තු දෙන පරිදි වන අතර ලෝහමය, අර්ධ-ලෝහමය සහ ලෝහමය නොවන ද්රව්ය වලින් ලබා ගත හැකිය.
නිදසුනක් ලෙස, මුද්රා තැබීමේ මූලධර්මය ෆ්ලැන්ජ් දෙකක් අතර ගෑස්කට් සම්පීඩනය කිරීම ඇතුළත් විය හැකිය. මෙම ගෑස්කට් ෆ්ලැන්ජ් වල අන්වීක්ෂීය අවකාශයන් සහ මතුපිට අක්රමිකතා පුරවන අතර පසුව දියර හා වායූන් කාන්දු වීම වළක්වන මුද්රාවක් සාදයි. ෆ්ලැන්ජ් සම්බන්ධතාවයේ කාන්දු වීම වැළැක්වීම සඳහා ගෑස්කට් නිවැරදිව හා ප්රවේශමෙන් ස්ථාපනය කිරීම අවශ්ය වේ.
මෙම ලිපිය ASME B16.20 (ලෝහමය සහ අර්ධ-ලෝහමය පයිප්ප ෆ්ලැන්ජ් ගෑස්කට්) සහ ASME B16.21 (ලෝහමය නොවන, පැතලි පයිප්ප ෆ්ලැන්ජ් ගෑස්කට්) වලට අනුකූල වන ගෑස්කට් ආවරණය කරයි.
බෝල්ට්ස්
ෆ්ලැන්ජ් දෙක එකිනෙකට සම්බන්ධ කිරීම සඳහා බෝල්ට් අවශ්ය වේ. ප්රමාණය තීරණය වන්නේ ෆ්ලැන්ජ් හි සිදුරු ගණන අනුව වන අතර, බෝල්ට් වල විෂ්කම්භය සහ දිග රඳා පවතින්නේ ෆ්ලැන්ජ් වර්ගය සහ එහි පීඩන පන්තිය මත ය. ASME B16.5 ෆ්ලැන්ජ් සඳහා ඛනිජ තෙල් සහ රසායනික කර්මාන්තවල බහුලව භාවිතා වන බෝල්ට් වන්නේ ස්ටඩ් ය. ස්ටුඩ් නූල් පොල්ලකින් සහ ගෙඩි දෙකකින් සමන්විත වේ. පවතින තවත් බෝල්ට් වර්ගයක් වන්නේ එක් ගෙඩියක් සහිත සාමාන්ය හෙක්ස් හෙඩ් බෝල්ට් ය.
මානයන්, මාන ඉවසීම් ආදිය. ASME B16.5 සහ ASME B18.2.2, විවිධ ASTM ප්රමිතීන්හි ද්රව්යවල අර්ථ දක්වා ඇත.
ව්යවර්ථය
කාන්දු නොවන ෆ්ලැන්ජ් සම්බන්ධතාවයක් ලබා ගැනීම සඳහා, ගෑස්කට් නිවැරදිව ස්ථාපනය කළ යුතු අතර, බෝල්ට් වලට නිසි ව්යවර්ථය තිබිය යුතුය, සහ සමස්ත තද කිරීමේ ආතතිය සම්පූර්ණ ෆ්ලැන්ජ් හරහා ඒකාකාරව බෙදා හැරිය යුතුය. 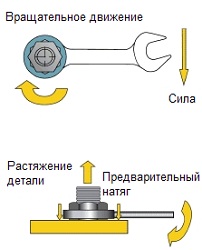
ව්යවර්ථය තද කිරීමෙන් අවශ්ය දිගු කිරීම සාක්ෂාත් කරගනු ලැබේ (එහි ගෙඩිය හරවා ගාංචුවට පෙර පැටවීමක් යෙදීම).
නිවැරදි බෝල්ට් තද කිරීමේ ව්යවර්ථය එහි ප්රත්යාස්ථ ගුණාංග උපරිම ලෙස භාවිතා කිරීමට ඉඩ සලසයි. එහි කාර්යය හොඳින් ඉටු කිරීම සඳහා, බෝල්ට් වසන්තයක් මෙන් හැසිරිය යුතුය. ක්රියාන්විතයේ දී, තද කිරීමේ ක්රියාවලිය බෝල්ට් මත අක්ෂීය, පූර්ව-පූරණයක් තබයි. ඇත්ත වශයෙන්ම, මෙම ආතන්ය බලය එකලස් කිරීමේ සංරචක සඳහා යොදන ලද ප්රතිවිරුද්ධ සම්පීඩ්යතා බලයට සමාන වේ. එය තද කිරීමේ බලය හෝ ආතන්ය බලය ලෙස හැඳින්විය හැක.
TORQUE WRENCH
ව්යවර්ථ යතුර යනු සම්බන්ධතාවකට නිශ්චිත ව්යවර්ථයක් යෙදීම සඳහා භාවිතා කරන අත් මෙවලමක් සඳහා වන සාමාන්ය නමයි, එය බෝල්ට් එකක් හෝ නට් එකක් වේවා. මෙමගින් ක්රියාකරුට බෝල්ට් එකට යොදන ලද භ්රමණ බලය (ව්යවර්ථය) මැනීමට ඉඩ සලසයි, එය පිරිවිතර තුළ තිබිය යුතුය. 
නිවැරදි ෆ්ලැන්ජ් බෝල්ට් තද කිරීමේ තාක්ෂණය තෝරා ගැනීම සඳහා අත්දැකීම් අවශ්ය වේ. ඕනෑම ශිල්පීය ක්රමයක් නිවැරදිව යෙදීම සඳහා භාවිතා කරන මෙවලම සහ කාර්යය ඉටු කරන විශේෂඥයා යන දෙකම සුදුසුකම් අවශ්ය වේ. පහත දැක්වෙන්නේ වඩාත් බහුලව භාවිතා වන බෝල්ට් තද කිරීමේ ක්රම වේ:
- අත් තද කිරීම
- වායුමය බලපෑම් යතුර
- හයිඩ්රොලික් ව්යවර්ථ යතුර
- රොකර් අත් හෝ ගියර් ධාවකය සමඟ අතින් ව්යවර්ථ යතුර
- බෝල්ට් සඳහා හයිඩ්රොලික් ආතති යාන්ත්රණය
ව්යවර්ථ අහිමි වීම ඕනෑම බෝල්ට් සම්බන්ධතාවයක් තුළ ආවේනික වේ. බෝල්ට් ලිහිල් කිරීමේ ඒකාබද්ධ බලපෑම (ස්ථාපනය කිරීමෙන් පසු පළමු පැය 24 තුළ 10% ක් පමණ), ගෑස්කට් ක්රීප්, පද්ධති කම්පනය, තාප ප්රසාරණය සහ බෝල්ට් තද කිරීමේදී ප්රත්යාස්ථ අන්තර්ක්රියා ව්යවර්ථය නැතිවීමට දායක වේ. තද කිරීමේ ව්යවර්ථය නැතිවීම තීරණාත්මක මට්ටම් කරා ළඟා වන විට, අභ්යන්තර පීඩනය ගෑස්කට් එක තබා ඇති සම්පීඩන බලය ඉක්මවා යන අතර, එම අවස්ථාවේ දී කාන්දු වීම හෝ ඉදිරි ගමනක් සිදුවිය හැකිය.
මෙම බලපෑම් අවම කිරීම සඳහා යතුර නිසි ගෑස්කට් ස්ථාපනයකි. ගෑස්කට් එක ස්ථාපනය කරන විට, නිවැරදි තද කිරීමේ අනුපිළිවෙල අනුගමනය කරමින්, ෆ්ලැන්ජ් එකට ගෙන ඒම සහ 4 බෝල්ට් සුමටව හා සමාන්තරව තද කිරීම අවශ්ය වේ. මෙය මෙහෙයුම් පිරිවැය අඩු කරන අතර ආරක්ෂාව වැඩි කරයි.
ගෑස්කට් වල නිවැරදි ඝණකම ද වැදගත් වේ. ගෑස්කට් එක ඝන වන තරමට එහි රිංගීම වැඩි වන අතර එමඟින් තද කිරීමේ ව්යවර්ථය නැති විය හැක. ASME ප්රමිතිය සාමාන්යයෙන් කට්ට සහිත මුහුණත සඳහා මිලිමීටර් 1.6 ගෑස්කට් ඝණකම නිර්දේශ කරයි. තුනී ද්රව්යවලට වැඩි ගෑස්කට් බරක් හැසිරවිය හැකි අතර එම නිසා ඉහළ අභ්යන්තර පීඩන.
ලිහිසි කිරීම ඝර්ෂණය අඩු කිරීම
ලිහිසි කිරීම තද කිරීමේදී ඝර්ෂණය අඩු කරයි, ස්ථාපනය අතරතුර බෝල්ට් කැඩීම අඩු කරයි සහ සේවා කාලය වැඩි කරයි. ඝර්ෂණ සංගුණකය වෙනස් කිරීම යම් තද කිරීමේ ව්යවර්ථයකින් ලබා ගන්නා පූර්ව පැටවීමේ ප්රමාණයට බලපායි. ඝර්ෂණ සංගුණකයේ ප්රතිඵලයක් ලෙස අඩු ව්යවර්ථයක් පෙර පැටවීම බවට පරිවර්තනය වේ. අවශ්ය ව්යවර්ථ අගය නිවැරදිව සකස් කිරීම සඳහා ලිහිසි තෙල් නිෂ්පාදකයා විසින් සපයනු ලබන ඝර්ෂණ සංගුණකය දැන සිටිය යුතුය.
ග්රීස් හෝ ප්රති-සිදගැනීමේ සංයෝග දරණ ගෙඩියේ මතුපිට සහ පිරිමි නූල් දෙකටම යෙදිය යුතුය.
තද කිරීමේ අනුපිළිවෙල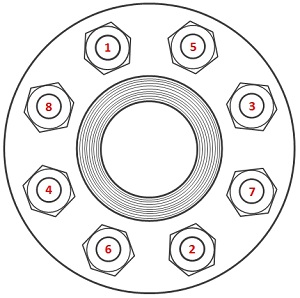 පළමුව, පළමු බෝල්ට් එක සැහැල්ලුවෙන් තද කරන්න, ඉන්පසු ඊළඟ එක ඊට ප්රතිවිරුද්ධව, ඉන්පසු තුන්වන බෝල්ට් එක තද කිරීමට (හෝ අංශක 90) හතරෙන් පංගුවක් සහ ඊට විරුද්ධ සිව්වන එක තද කරන්න. සියලුම බෝල්ට් තද වන තුරු මෙම අනුපිළිවෙල දිගටම කරගෙන යන්න. හතරේ බෝල්ට් ෆ්ලැන්ජ් තද කරන විට, ක්රිස්-හරස් රටාවක් භාවිතා කරන්න.
පළමුව, පළමු බෝල්ට් එක සැහැල්ලුවෙන් තද කරන්න, ඉන්පසු ඊළඟ එක ඊට ප්රතිවිරුද්ධව, ඉන්පසු තුන්වන බෝල්ට් එක තද කිරීමට (හෝ අංශක 90) හතරෙන් පංගුවක් සහ ඊට විරුද්ධ සිව්වන එක තද කරන්න. සියලුම බෝල්ට් තද වන තුරු මෙම අනුපිළිවෙල දිගටම කරගෙන යන්න. හතරේ බෝල්ට් ෆ්ලැන්ජ් තද කරන විට, ක්රිස්-හරස් රටාවක් භාවිතා කරන්න.
Flange ඇමුණුම සකස් කිරීම
ෆ්ලැන්ජ් සම්බන්ධතා වල තද බව ලබා ගැනීම සඳහා, සියලුම සංරචක නිවැරදි විය යුතුය.
සම්බන්ධතා ක්රියාවලිය ආරම්භ කිරීමට පෙර, අනාගතයේදී ගැටළු වළක්වා ගැනීම සඳහා ඔබ පහත පියවර ගත යුතුය:
- ෆ්ලැන්ජ් මතුපිට පිරිසිදු කර සීරීම් තිබේදැයි පරීක්ෂා කරන්න; මතුපිට පිරිසිදු විය යුතු අතර කිසිදු දෝෂයකින් තොර විය යුතුය (රළු බව, වලවල්, දත්, ආදිය)
- නූල් වලට හානි හෝ විඛාදනය සඳහා සියලුම බෝල්ට් සහ ඇට වර්ග පරීක්ෂා කරන්න. අවශ්ය පරිදි බෝල්ට් හෝ ඇට වර්ග ප්රතිස්ථාපනය කිරීම හෝ අලුත්වැඩියා කිරීම
- සියලුම නූල් වලින් බර්ස් ඉවත් කරන්න
- බෝල්ට් හෝ ස්ටුඩ් වල නූල් සහ ෆ්ලැන්ජ් හෝ වොෂර්ට යාබද ගෙඩිවල මතුපිට ලිහිසි කරන්න. බොහෝ යෙදුම් සඳහා, දෘඪ රෙදි සෝදන යන්ත්ර නිර්දේශ කරනු ලැබේ.
- නව ගෑස්කට් එක ස්ථාපනය කර එය කේන්ද්රගත කර ඇති බවට වග බලා ගන්න. පැරණි ගෑස්කට් භාවිතා නොකරන්න, නැතහොත් ගෑස්කට් කිහිපයක් භාවිතා නොකරන්න.
- ASME B31.3 ක්රියාවලි නල ප්රමිතියට ෆ්ලැන්ජ් පෙළගැස්ම පරීක්ෂා කරන්න
- නූල් 2-3 ක් නූල් මුදුනට ඉහළින් ඇති බව සහතික කිරීම සඳහා ගෙඩිවල පිහිටීම සකස් කරන්න.



