Rezanie vonkajších závitov
Niť predstavuje špirálová drážka vytvorená na rotačných častiach. Široko sa používa na vzájomné spojenie dielov (upevnenie) a na prenos pohybu (ako napr. vodiaca skrutka sústruhu alebo zveráku).
Používa sa v závitových spojoch skrutky, sponky do vlasov A skrutky. Bolt - valcová tyč s hlavou na jednom konci a so závitom na druhom (pozri obrázok vpravo A). Vlásenka - valcová tyč so závitom na oboch koncoch. Jeden koniec čapu je zaskrutkovaný do jednej z častí, ktoré sa majú spojiť, a časť, ktorá sa má upevniť, sa namontuje na druhý koniec a naskrutkuje sa matica ( b). Skrutka - valcová tyč so závitom na zaskrutkovanie do jedného zo spojených dielov a hlavica rôznych tvarov ( V).
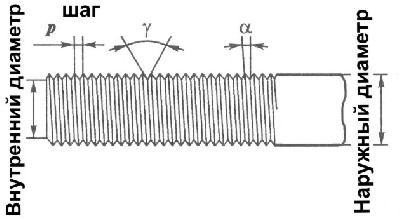
Základné závitové prvky
: uhol skrutkovice A,
stúpanie závitu R, profilový uhol pri, vonkajší a vnútorný priemer(obr. vľavo). V závislosti od účelu závitového spojenia sa používajú rôzne typy závitov.

Autor: smer zákrut rezbárstvo sa deje správny A vľavo(obr. vpravo). Najčastejšie odrežte správnu niť.
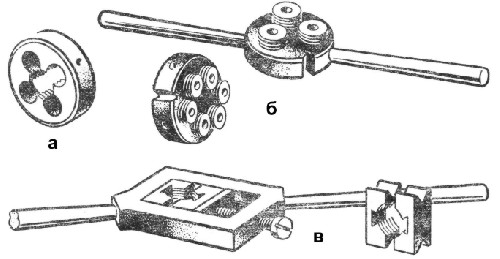
Na rezanie vonkajších upevňovacích závitov sa používa špeciálny nástroj - zomrie. Oni sú okrúhly(obr. vľavo A), valcovanie závitov(b) A posuvné(V).
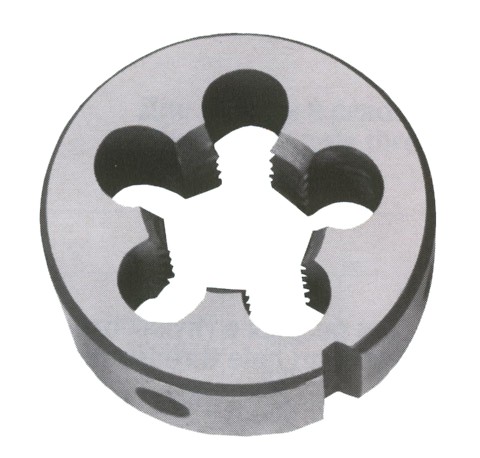
Okrúhla matrica (obr. vpravo) je vyrobený vo forme kalenej oceľovej matice. Závit matrice je prekrížený pozdĺžnymi otvormi. Vytvarované rezné hrany v tvare klinu a drážky zaisťujú rezanie obrobku a súčasný výstup triesky. Aby koniec tyče (prírez) lepšie vstupoval do matrice z koncových strán, jej závit má nižšiu výšku profilu. Ide o takzvanú plotovú časť. Na rezanie metrických závitov s priemerom 1 až 76 mm sú určené okrúhle matrice v súlade s normou. Sú umiestnené v hniezdach držiak matrice a upevnite tam čapmi (alebo skrutkami) s drážkou pre skrutkovač.
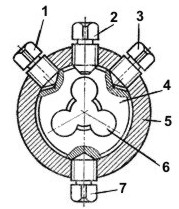
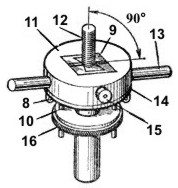
zomrieť 4 (obr. vľavo) s špeciálne výrezy 6 upevnený v držiak matrice 5 alebo v kľuka tri alebo štyri skrutky, v závislosti od jeho veľkosti a prevádzkových podmienok. Jeden resp dve skrutky 7 slúžiť na zabezpečenie skrutky 1 A 3 - na upevnenie a stlačenie matrice pri nastavovaní jej veľkosti po prerezaní prepojky. Doska je uvoľnená s skrutky 2 .
V prípade závitová valcovacia matrica (ryža. b vyššie) inštalované valcovanie závitové nastaviteľné valčeky. Kov obrobku nie je rezaný, ale vytláčaný. Vďaka tomu je povrch závitu čistejší a samotný závit je lepší a presnejší.
 Posuvné prizmatické matrice
(ryža. V vyššie) pozostávajú z dvoch posuvných a zasúvacích poldoštičiek.
Posuvné prizmatické matrice
(ryža. V vyššie) pozostávajú z dvoch posuvných a zasúvacích poldoštičiek.
Obzvlášť zaujímavý je gombík na inštaláciu a upevnenie matrice (obr. vpravo) s prídavným vodiacim krúžkom 16
ktorý pomáha udržiavať smer na valcových obrobkoch 12
(tyče, posúvače a skrutky foriem, sťahováky foriem). V bežných obojkoch je možné použiť prídavné zariadenie.
Vo vnútornej časti klietky 1
gombík má opracované štvorcové okienko s vloženými prizmatickými matricami. Na boku klietky je nainštalovaná skrutka 15
, lisovanie matríc 9
počas prevádzky a zo strán klipu do tela 11
priskrutkované dve rukoväte 13
na uchopenie rukou. V spodnej časti klietky je nainštalovaná podložka 14
upevnené skrutkami 8
a dva vodiace kolíky 10
po ktorej sa krúžok pohybuje 16
.
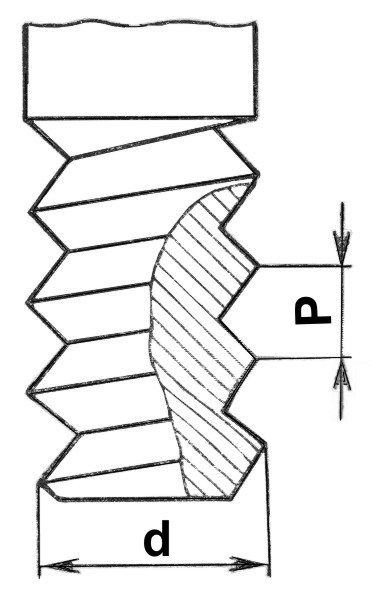
Aby ste mohli odrezať závit pomocou matrice na tyči, musíte to najskôr zistiť vonkajší priemer závitu d a jej krok R(pozri obr. vľavo). Tieto údaje sú uvedené na štítku. Potom podľa tabuľky (pozri tabuľku nižšie) určite priemer tyče pre tento závit a vyberte obrobok.
| Priemer závitu | Krok(R) | Priemer tyče | |
| Najmenej | najväčší | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Zároveň je potrebné vziať do úvahy, že pri rezaní nite sa kov, najmä meď, mäkká oceľ, „naťahuje“. V dôsledku toho sa priemer tyče mierne zväčšuje a tlak na závitový povrch matrice sa zvyšuje. Zahreje sa, triesky sa prilepia na rezné hrany a niť sa „roztrhne“. To všetko znižuje jeho kvalitu. Preto priemer tyče musí byť menší ako vonkajší priemer závitu o 0,1 ... 0,3 mm, v závislosti od veľkosti závitu. Ak je priemer tyče menší ako 0,4 ... 0,5 mm vonkajšieho priemeru závitu, potom je profil závitu neúplný.
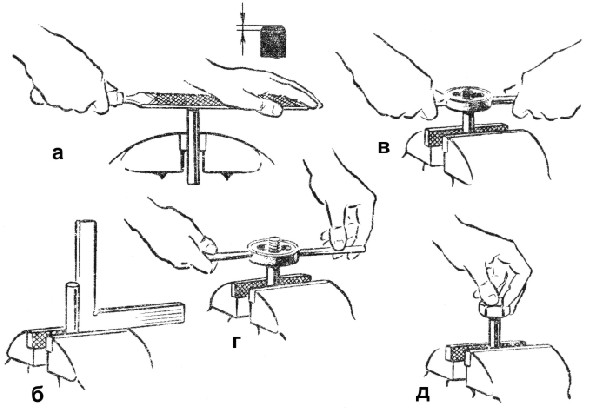 Vybraný obrobok je potrebné narovnať, označiť, odrezať podľa označenia a po upevnení vo zveráku zraziť pilníkom (obr. vpravo A), aby sacia časť matrice ľahšie zachytávala kov. Kvalita matrice by sa mala skontrolovať vonkajšou kontrolou a naskrutkovaním na skrutku alebo čap s neporušeným závitom. Je tiež potrebné dôkladne skontrolovať kvalitu upevnenia matrice v držiaku matrice, aby sa vylúčilo jej možné skreslenie a skĺznutie v objímke.
Vybraný obrobok je potrebné narovnať, označiť, odrezať podľa označenia a po upevnení vo zveráku zraziť pilníkom (obr. vpravo A), aby sacia časť matrice ľahšie zachytávala kov. Kvalita matrice by sa mala skontrolovať vonkajšou kontrolou a naskrutkovaním na skrutku alebo čap s neporušeným závitom. Je tiež potrebné dôkladne skontrolovať kvalitu upevnenia matrice v držiaku matrice, aby sa vylúčilo jej možné skreslenie a skĺznutie v objímke.
Pred navlečením je na tyči vyznačená jeho dĺžka, tyč je upevnená vo zveráku tak, aby koniec vyčnievajúci nad hornou rovinou čeľustí bol o 20 ... 25 mm väčší ako odrezaná časť. Tyč je umiestnená pozdĺž štvorca pod uhlom 90 ° k horným rovinám čeľustí (obr. b). Matrica upevnená v držiaku matrice sa umiestni na horný koniec tyče a miernym tlakom, bez toho, aby sa matrica mohla zošikmiť, ňou otáčajte (obr. V). Po vyrezaní 1-2 závitov závitu sa znova skontroluje zhoda osí otáčania matrice a tyče.
Potom namažte závitovú časť tyče olejom, rezanie matrice a otáčanie matrice rovnomerným stlačením oboch rukovätí držiaka matrice (obr. G). Rotácia by mala byť vratná: jedna alebo dve otáčky doprava a pol otáčky doľava. V tomto prípade sa trieska zlomí a vystúpi pozdĺžnym otvorom. To uľahčuje navliekanie a zlepšuje kvalitu nite. 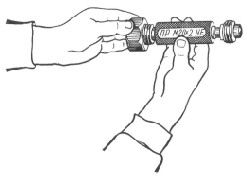
Kontroluje sa kvalita vyrezanej nite vo výrobných podmienkach závitové mikrometre, závitové meradlá-krúžky a skrutkovacie zátky(pozri obr. vľavo). V školských podmienkach je dovolené kontrolovať závit maticami.
Po ukončení práce sa matrica vyberie z držiaka matrice, dôkladne sa očistí kefou od triesok, utrie sa handrou a namaže sa olejom.
Závitovanie pomocou matrice je možné vykonávať aj na sústruhu.
Pri rezaní závitov by mala byť matrica bezpečne upevnená v držiaku matrice.
Pri práci dávajte pozor, aby ste sa nedostali rukou medzi rukoväť držiaka matrice a podperu.
Na mazanie použite kefu alebo olejček.
Neodfukujte triesky z matrice, ale použite zametaciu kefu.
Nedovoľte, aby sa olej dostal do kontaktu s odevom alebo rukami.
V továrňach sa používajú tvrdené skrutky, ktoré sa pretláčajú cez vyrazené otvory v dvoch alebo viacerých plechových častiach, ktoré sa majú spojiť. Skrutky, rezacie závity v otvoroch, spájajú tieto časti. Tento spôsob závitového spojenia je ekonomický a urýchľuje proces montáže. Mnoho podnikov teraz používa tvrdené samovytláčanie skrutky pre oceľové a liatinové diely, ktorých tvrdosť je menšia ako tvrdosť skrutiek.
Závity na skrutkách a svorníkoch malého priemeru sú vyrobené na automatické sústruhy súčasne s výrobou samotných skrutiek. Tiež skrutky a skrutky chrliť sa na lisoch.
Rozšírené v hromadnej výrobe valcovanie vonkajších závitov. Po prechode medzi valcami sa na tyči vytvorí závit. Niektorí závitorezníci používajú karbidové doštičky namiesto valčekov.
Hlavné pojmy a pojmy, ktoré sú potrebné na zvládnutie materiálu, sú popísané nižšie.
Hlavné prvky vlákna:
Vonkajší priemer závitu- je to priemer pomyselného valca, ktorého povrch sa zhoduje s vrcholmi vonkajšieho závitu a žliabkami vnútorného závitu.
Vnútorný priemer závitu- priemer valca, ktorého povrch sa zhoduje s vrcholmi vnútorného závitu a žliabkami vonkajšieho závitu.
Priemerný priemer závitu- priemer pomyselného koaxiálneho valca so závitom, ktorého tvoriaca čiara pretína profil závitu v mieste, kde sa šírka drážky rovná polovici stúpania závitu.
Uhol profilu- uhol medzi stranami profilu, meraný v axiálnom reze.
Vrch profilu- úsek profilu spájajúci strany výstupku.
profilová dutina- úsek profilu spájajúci strany drážky.
Stúpanie závitu - vzdialenosť medzi susednými bokmi profilu s rovnakým názvom v smere rovnobežnom s osou závitu.
Uhol závitu- uhol, ktorý zviera dotyčnica skrutkovice k bodu ležiacemu na strednom priemere závitu a rovina kolmá na os závitu.
Uhol profilu- uhol medzi stranami cievky, meraný v rovine prechádzajúcej osou závitu.
Systém závitov.
V priemysle sa používajú tieto vlákna:
Metrický závit- má trojuholníkový profil a slúži hlavne na vzájomné spojenie dielov.
Metrické vlákna sú rozdelené do dvoch skupín: metrický hrubý závit A metrický závit s jemným stúpaním pre priemery 0,25-600 mm.
Kužeľový závit potrubia- má rovnaký účel ako valcový. Požadovaná tesnosť spoja je dosiahnutá deformáciou kužeľových rúrkových závitov.
Kónický palcový závit s uhlom profilu 60 stupňov. Kónický palcový závit sa používa na získanie tesných spojení.
Palcový závit- používa sa na upevnenie častí strojov pomocou svorníkov, skrutiek a čapov.
Trapézové závity- používajú sa hlavne na vodiace skrutky obrábacích strojov a iné prenosy sily.
Trapézové závity rozdelené na veľké, normálne a malé.
Prítlačné nite- veľké, normálne a malé - používajú sa najmä pre chod a nákladné (s veľkým zaťažením) vrtule s jednostranne pôsobiacim zaťažením. V zriedkavých prípadoch sa používajú ako spojovacie prvky.
Obdĺžnikový závit- používa sa na nákladné a vodiace skrutky. Niť je náročná na výrobu a má nevýhody, ktoré obmedzujú jej použitie.
Rúrkový závit valcový- valcový rúrkový závit sa používa pri spojoch dutých tenkostenných dielov, kedy spoj musí byť obzvlášť tesný.
Modulárny závit- používa sa na červy.
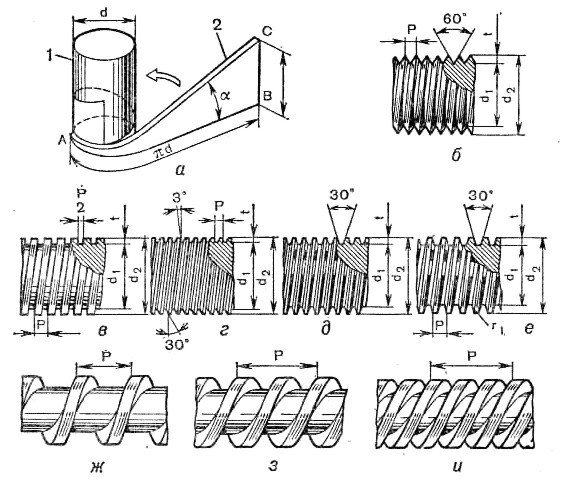
Schéma špirálových čiar: A- rozvinutie špirály; b- valcový trojuholníkový závit; V- valcový štvorcový závit; G- valcový obdĺžnikový závit; d- valcový
trapézový závit; e- valcový okrúhly závit; a- jednoduchý závit; h- dvojchodový závit; a - trojchodový závit.

Na zistenie stúpania závitu sa používajú špeciálne meradlá (pozri obrázok vpravo).



