Polymérne materiály postupne zapĺňajú všetky medzery na trhu tovarov a služieb a prenikajú nielen do domáceho a priemyselného sektora, pretože dávajú rôznym výrobkom jedinečné technické a prevádzkové vlastnosti. Článok bude zameraný na nízkotlakové polyetylénové (HDPE) rúry, ako aj na technológie, ktorými sa takéto výrobky zvárajú.
Existujúce spôsoby inštalácie HDPE rúr
Rúry z HDPE sú dnes veľmi obľúbené, pretože sa veľmi jednoducho montujú (jeden pracovník). Musíte však pochopiť, ako sú tieto potrubia navzájom spojené, aby ste získali spoľahlivé potrubie.
Existujú dva typy spojení:
- Odnímateľné. Umožňuje demontáž konštrukcie počas prevádzky. Podobné spojenie môžete vytvoriť pomocou oceľových prírub.
- Jeden kus. Konštrukcia rúrových segmentov z HDPE je monolitická. Realizuje sa zváraním rúr metódou na tupo alebo cez spojky.
Pri inštalácii potrubia s veľkým priemerom je potrebné použiť termorezistentné tvarovky. V tomto prípade bude monolitické spojenie silné a riziko jeho deformácie pri správnej prevádzke úplne chýba.
Vlastnosti zvárania HDPE rúr na tupo
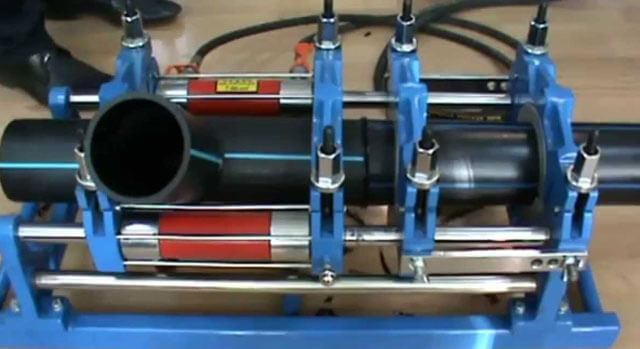
Po prvé, na prácu budete potrebovať stroj na zváranie HDPE rúr na tupo. Príjemným bonusom je, že k nemu nemusíte dokupovať ďalšie trysky. Technológia je vhodná len na pripojenie HDPE rúr s rovnakým priemerom.
Najkvalitnejšie zváranie HDPE rúr sa dosiahne iba vtedy, ak sú segmenty upevnené v jednom šve. V tomto prípade bude sila adhézie optimálna a na potrubí nebude veľký počet bodov špičkového zaťaženia.
Zváranie je dodnes najuniverzálnejším a najefektívnejším spôsobom inštalácie potrubí a obľubu zvárania neznižuje ani skutočnosť, že ako materiál, z ktorého sú rúry vyrobené, sa používa polyetylén. Pri zváranom potrubí je zachovaná pružnosť materiálu po celej dĺžke. Nezáleží na tom, ako bude systém položený, pretože zváračka pre HDPE rúry umožňuje prácu za akýchkoľvek podmienok.

Postup zvárania je nasledujúci:
- Konce rúr sú inštalované v centralizéri (prvok, ktorý je vybavený zváracím strojom na zváranie HDPE rúr), a potom sú navzájom zarovnané a pevne pripevnené (čítaj tiež: ""). Zároveň musia byť konce rúrok dôkladne očistené od rôznych nečistôt, prachu atď.
- Ďalej je potrebné použiť orezávacie zariadenie na opracovanie segmentov potrubia, ktoré sa majú zvárať. Počas tejto fázy je potrebné dosiahnuť rovnomernú triesku 0,5 mm a potom skontrolovať dokovanie koncových častí potrubia. Akákoľvek medzera medzi HDPE rúrami sa musí odstrániť opakovaním postupu orezania.
- Potom sa na zahriatie koncov použije zariadenie na zváranie rúr HDPE. Uistite sa, že používate vykurovacie teleso s nepriľnavou vrstvou. Keď sa konce začnú topiť, je potrebné ich rozdeliť a rýchlo odstrániť ohrievač.
- Vyhrievané segmenty sú spojené a sila ich stlačenia sa rovnomerne zvyšuje, až kým nie sú dve rúrky navzájom pevne spojené. Je vhodné počkať dlhšie, kým kĺb nevychladne. Iba v tomto prípade bude šev čo najspoľahlivejší.
Kvalita vykonaného zvárania je určená jednak vzhľadom zhotoveného zvaru, jednak lineárnymi rozmermi potrubia v mieste spoja (nemali by existovať žiadne nepravidelnosti).
Zváranie HDPE rúr cez hrdlo
Ak sa vykonáva spojovacie zváranie HDPE rúr svojpomocne, musíte mať zváraciu jednotku typu spájkovačky, ako aj súpravu trysiek. Priemery trysiek sa vyberajú v súlade s rozmermi použitých armatúr. Okrem zariadenia na zváranie je potrebné zakúpiť armatúry: spojky, uhly, T-kusy atď.
V skutočnosti, pár na zváranie sú konce tvarovky a potrubia. Metóda je nepohodlná, pretože pri nesprávnom pripojení bude potrubie skosené, a preto musí počet armatúr presiahnuť počet zamýšľaných spojov.

Výhodou hrdlového zvárania je, že ho možno vykonávať vo veľmi nepohodlných podmienkach, kedy je posunutie potrubia pozdĺž osi obmedzené. HDPE rúrka sa zahrieva kontaktom s kovovou tryskou na spájkovačke.
Štrukturálne pozostáva dýza z dvoch prvkov skrútených do jedného. Tvarovka je vyhrievaná prvou časťou nazývanou "dorn" a druhou "rukávom" a je do nej vložená HDPE rúrka.
Prípravný krok na zváranie cez tvarovku
Po vykonaní určitých činností s potrubím a armatúrou musíte začať spájať dve rúry:
- Potrubie je rezané špeciálnymi nožnicami, berúc do úvahy požadovanú veľkosť. Najlepšie je použiť nožnice s nastaviteľným uhlom rezu, pretože časť musí byť umiestnená v pravom uhle k vonkajšej stene rúry.
- Oblasti, ktoré budú zapojené do zvárania, musia byť očistené od nečistôt, prachu a otrepov. Vnútro potrubia na strane, kde sa nevykonáva zváranie, je najlepšie uzavrieť zátkou.
- Ak je zváračka znovu použitá, potom nesmiete zabudnúť na jej čistenie od zvyškov predchádzajúceho postupu.
Po dokončení vyššie uvedených krokov môžete začať zahrievať spájkovačku. Skutočnosť, že bola nastavená požadovaná hodnota teploty, bude hlásená špeciálnym indikátorom, ktorý je k dispozícii v akomkoľvek zváracom stroji pre HDPE rúry. Práca sa vykonáva presne na čas, ktorý zodpovedá určitému vonkajšiemu priemeru potrubia.
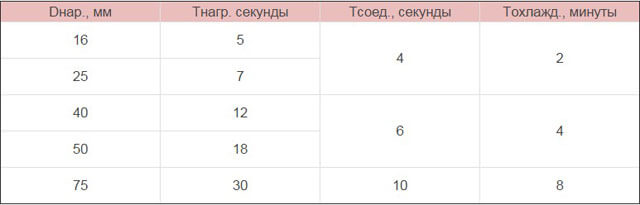
Nasleduje zoznam časových rámcov pre každú z fáz ohrevu a spájania pre štandardné priemery HDPE rúr (vonkajší priemer (milimetre); čas ohrevu prvku (sekundy); čas spájania vyhrievaných prvkov (sekundy); čas chladenia spoja (minúty)):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Snáď najdôležitejším krokom je zaistenie protiľahlých prvkov k dýze, pretože nadmerný tlak môže spôsobiť, že hmota, ktorá vyčnieva počas spájania koncov, vytvorí veľký prstenec na okrajoch rúry a tvarovky.
V súlade s tým vložte potrubie a nasaďte tvarovku úplne, ale v záverečnej fáze procesu nevyvíjajte nadmernú silu. Tomu sa dá predísť nasadením armatúry a vložením rúry s vypnutou spájkovačkou.
V tomto prípade bude možné umiestniť príslušnú značku. Po zahriatí je potrebné odstrániť prvky a pripojiť ich k dokovaniu roštov. Konštrukcia musí byť v pokoji a nesmie byť vystavená mechanickému namáhaniu, kým úplne nevychladne.
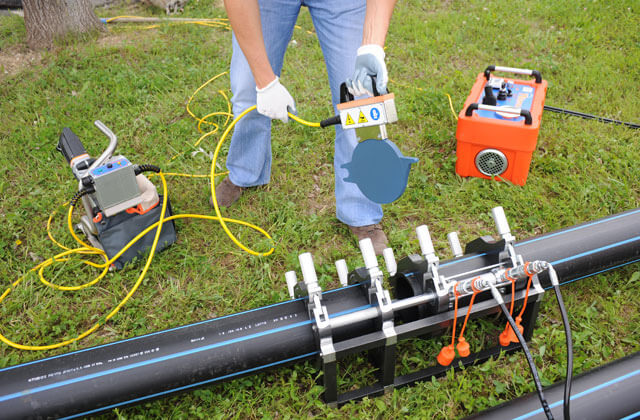
Čo je jedinečné a ako sa vykonáva elektrofúzne zváranie
Elektrofúzne zváranie je moderná modifikácia vyššie opísaného spôsobu spájania rúr. Na realizáciu tohto postupu sa používajú špeciálne spojky, v ktorých sú na začiatku umiestnené elektrické vykurovacie telesá. Vzhľadom na to, že existuje spotreba takého zdroja, akým je elektrická energia, nemôžeme hovoriť o hospodárnosti procesu v porovnaní so štandardným zváraním na tupo.

Najjednoduchším prvkom pre tento typ zvárania je elektrofúzia, existujú však aj sedlá a elektrofúzne odpaliská. Ďalej budeme hovoriť o tom, ako nezávisle vykonať inštaláciu pomocou elektrických spojok a elektrofúzneho zváracieho stroja.
Konštrukcia takéhoto zváracieho stroja predpokladá prítomnosť špeciálnych špirál, ktoré sú vykurovacími prvkami. Tenká vrstva na konci tvarovky sa vplyvom teploty roztaví a to umožňuje jej spojenie s plastovými segmentmi potrubia. Špirála zostáva vo šve medzi prvkami, čo dáva štruktúre väčšiu pevnosť (podobne ako výstuž). Prirodzene, táto metóda je najdrahšia a používa sa hlavne na montáž plynovodov.
Práca sa vykonáva v procese elektrofúzneho zvárania v určitom poradí:
- Pomocou špeciálnej frézy sa potrubie rozreže na vopred označené kusy.
- Potom musíte vyčistiť vnútornú časť elektrickej spojky a navzájom zvarené segmenty potrubia. Potom sa tie isté oblasti odmastia.
- Na potrubiach sú označené miesta, aby ste mohli kontrolovať hĺbku vstupu spojky.
- Otvorené konce rúrok, ktoré v tomto štádiu nebudú varené, sú uzavreté zátkami.
- Zváračka je pripojená k spojke pomocou dvoch drôtov, čo umožňuje umiestniť ju v určitej vzdialenosti od miesta výkonu práce.
- Tlačidlo štart je stlačené. Počas zahrievania, lepenia a až do úplného ochladenia musia segmenty potrubia zostať voči sebe nehybné.
- Stroj sa tiež sám vypne po uplynutí požadovaného času, pretože bol pôvodne nakonfigurovaný na spájkovanie HDPE rúr (čítaj tiež: "").
- Potrubie môže byť uvedené do prevádzky najskôr 1 hodinu po zváračských prácach.

Zvarové spoje HDPE rúr musia spĺňať nasledujúce požiadavky:
- zvar musí byť umiestnený na rovnakej úrovni alebo nad vonkajším povrchom potrubia;
- posunutie segmentov potrubia by nemalo byť väčšie ako 10 percent hrúbky steny použitého potrubia;
- šev vyčnievajúci nad potrubím s hrúbkou steny do 5 milimetrov by nemal byť väčší ako 2,5 milimetra a s hrúbkou od 6 milimetrov do 2 centimetrov - do 5 milimetrov.
Výsledok
Článok podrobne popisuje spôsoby zvárania HDPE rúr a pracovník si musí vybrať len ten najoptimálnejší pre konkrétne potrubie. Ak sa práca vykonáva jasne podľa navrhnutých pokynov, potrubie bude trvať dlho, efektívne a spoľahlivo. Celý proces inštalácie môže byť tiež zverený odborníkom, ktorí poskytnú vlastné vybavenie a pomôžu s nákupom potrebných materiálov.



