Príruba je spôsob spájania potrubí, ventilov, čerpadiel a iných zariadení na vytvorenie potrubného systému. Tento spôsob pripojenia poskytuje jednoduchý prístup na čistenie, kontrolu alebo úpravu. Príruby sú zvyčajne závitové alebo zvárané. Prírubový spoj pozostáva z dvoch prírub upevnených skrutkami a tesnenia medzi nimi na zabezpečenie tesnosti.
Rúrkové príruby sú vyrobené z rôznych materiálov. Príruby sú povrchovo opracované, z liatiny a tvárnej liatiny, ale najčastejšie používaným materiálom je kovaná uhlíková oceľ.
Najpoužívanejšie príruby v ropnom a chemickom priemysle:
- so zváracím hrdlom
- cez prírubu
- zvárané s vybraním na zváranie
- zváraný presah (voľne sa otáčajúci)
- závitová príruba
- prírubová zástrčka

Všetky typy prírub, okrem voľných, majú zosilnený povrch.
Špeciálne príruby
S výnimkou vyššie uvedených prírub existuje množstvo špeciálnych prírub, ako napríklad:
- membránová príruba
- dlhé privarené golierové príruby
- dilatačná príruba
- príruba adaptéra
- kruhová zástrčka (časť prírubového spoja)
- kotúčové zátky a medzikrúžky (súčasť prírubového spoja)
Najbežnejšie materiály používané na príruby sú uhlíková oceľ, nehrdzavejúca oceľ, liatina, hliník, mosadz, bronz, plast atď. Okrem toho sú príruby, ako sú armatúry a rúrky pre špeciálne aplikácie, niekedy vnútorne potiahnuté vrstvou materiálu úplne inej kvality ako príruby samotné. Sú to obložené príruby. Materiál prírub sa najčastejšie nastavuje pri výbere rúr. Príruba je spravidla vyrobená z rovnakého materiálu ako samotné rúry.
Príklad zvarovej príruby s nákružkom 6" - 150#-S40
Každá príruba ASME B16.5 má množstvo štandardných veľkostí. Ak dizajnér v Japonsku alebo staviteľ projektu v Kanade alebo inštalatér potrubí v Austrálii hovorí o zváracej prírube 6"-150#-S40 v súlade s ASME B16.5, má na mysli prírubu zobrazenú nižšie. 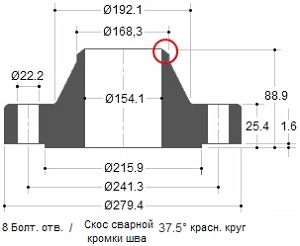
V prípade objednávky príruby by dodávateľ rád vedel kvalitu materiálu. Napríklad ASTM A105 je lisovaná príruba z uhlíkovej ocele, zatiaľ čo A182 je lisovaná príruba z legovanej ocele. Predpisom teda musia byť pre dodávateľa špecifikované obe normy: Weld Flange 6"-150#-S40-ASME B16.5/ASTM A105.
TLAKOVÁ TRIEDA
Trieda tlaku alebo menovité hodnoty pre príruby budú v librách. Na označenie tlakovej triedy sa používajú rôzne názvy. Napríklad: 150 lb alebo 150 libier alebo 150 # alebo trieda 150 znamená to isté.
Kované oceľové príruby majú 7 hlavných klasifikácií:
150 libier - 300 libier - 400 libier - 600 libier - 900 libier - 1500 libier - 2500 libier
Koncept klasifikácie prírub je jasný a zrejmý. Príruba triedy 300 zvládne vyššie tlaky ako príruba triedy 150, pretože príruba triedy 300 má viac kovu a vydrží vyššie tlaky. Existuje však množstvo faktorov, ktoré môžu ovplyvniť tlakovú hranicu príruby.
PRÍKLAD
Príruby môžu odolať rôznym tlakom pri rôznych teplotách. So stúpajúcou teplotou klesá tlaková trieda príruby. Napríklad príruba triedy 150 je dimenzovaná na približne 270 PSIG pri teplote okolia, 180 PSIG pri 200 °C, 150 PSIG pri 315 °C a 75 PSIG pri 426 °C.
Ďalšími faktormi sú, že príruby môžu byť vyrobené z rôznych materiálov, ako je legovaná oceľ, liatina a tvárna liatina atď. Každý materiál má iné tlakové triedy.
PARAMETER "TLAK-TEPLOTA"
Tlakovo-teplotná trieda definuje prevádzkový, maximálny povolený pretlak v baroch pri teplote v stupňoch Celzia. Pre stredné teploty je povolená lineárna interpolácia. Interpolácia medzi triedami notácie nie je povolená.
Teplotno-tlakové klasifikácie
Teplotno-tlaková trieda je použiteľná pre prírubové spoje, ktoré spĺňajú limity pre skrutkové spoje a tesnenia, ktoré sú vyrobené v súlade s osvedčenými postupmi pre montáž a vyrovnanie. Za použitie týchto tried pre prírubové spoje, ktoré nespĺňajú tieto limity, je zodpovedný používateľ.
Teplota zobrazená pre príslušnú tlakovú triedu je teplotou vnútorného plášťa dielu. V zásade je táto teplota rovnaká ako teplota obsiahnutej kvapaliny. V súlade s požiadavkami súčasných zákonov a predpisov pri použití tlakovej triedy zodpovedajúcej teplote odlišnej od pretekajúcej kvapaliny nesie všetku zodpovednosť zákazník. Pre akúkoľvek teplotu pod -29°C nesmie byť hodnotenie vyššie ako pri použití pri -29°C.
Ako príklad nižšie nájdete dve tabuľky so skupinami materiálov podľa ASTM a ďalšie dve tabuľky s teplotno-tlakovou triedou pre tieto materiály podľa ASME B16.5.
| Materiály ASTM skupina 2-1.1 |
|||
| Menné označenie |
Pečiatkovanie |
Casting |
taniere |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
POZNÁMKY:
|
|||
| Teplotno-tlaková trieda pre ASTM Group 2-1.1 Materials Prevádzkový tlak podľa triedy |
|||||||
| Teplota °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Teplotno-tlaková trieda pre ASTM Group 2-2.3 Materials Prevádzkový tlak podľa triedy |
|||||||
| Teplota °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
POVRCH PRÍRUBY
Tvar a dizajn povrchu príruby určí, kde bude umiestnený tesniaci krúžok alebo tesnenie.
Najpoužívanejšie typy:
- vyvýšený povrch (RF)
- rovný povrch (FF)
- drážka pre o-krúžok (RTJ)
- s vonkajším a vnútorným závitom (M&F)
- pero a drážka (T&G)
Zvýšená plocha, najpoužívanejší typ príruby, ľahko identifikovateľná. Tento typ sa nazýva preto, že povrch tesnenia vyčnieva nad povrch skrutkového spoja. 
Priemer a výška sú definované v súlade s ASME B16.5 pomocou tlakovej triedy a priemeru. V tlakovej triede do 300 Lbs je výška cca 1,6 mm a v tlakovej triede od 400 do 2500 Lbs je výška cca 6,4 mm. Trieda tlaku príruby určuje výšku zvýšeného čela. Účelom (RF) príruby je sústrediť väčší tlak na menšiu plochu tesnenia, čím sa zvýši tlakový limit spoja.
Pre výškové parametre všetkých prírub popísaných v tomto článku sa používajú rozmery H a B, s výnimkou príruby preplátovaného spoja, treba to chápať a pamätať na to nasledovne:
V tlakových triedach 150 a 300 Lbs je výška výstupku približne 1,6 mm (1/16 palca). Takmer všetci dodávatelia prírub v týchto dvoch triedach uvádzajú rozmery H a B vo svojich prospektoch alebo katalógoch, vrátane čela (pozri obr. 1 nižšie) 
V tlakových triedach 400, 600, 900, 1500 a 2500 Lbs je výška výstupku 1/4 palca (6,4 mm). V týchto triedach mnohí dodávatelia uvádzajú rozmery H a B bez výšky výstupku (pozri obr. 2 vyššie)
V tomto článku nájdete dve veľkosti. Horný riadok rozmerov nezahŕňa výšku výstupku a rozmery v spodnom riadku zahŕňajú výšku výstupku.
ROVNÝ POVRCH (FF - Plochý povrch)
Pre plochú (celočelnú) prírubu je tesnenie v rovnakej rovine ako skrutkový spoj. Najčastejšie sa ploché čelné príruby používajú tam, kde je protiľahlá príruba alebo tvarovka odliata. 
Plochá čelná príruba sa nikdy nepripája k vyvýšenej prírube. Podľa ASME B31.1 sa pri pripájaní liatinových plochých prírub na príruby z uhlíkovej ocele musí odstrániť výstupok na oceľovej prírube a celý povrch musí byť utesnený tesnením. Toto sa robí preto, aby tenká, krehká liatinová príruba nepraskla v dôsledku vyčnievania oceľovej príruby.
PRÍRUBA S KOREŇOM PRE TESNENIE O-KRÚŽKA (RTJ - krúžkový spoj)
Príruby RTJ majú vo svojom povrchu vyrezané drážky, do ktorých sú vložené oceľové o-krúžky. Príruby sú utesnené v dôsledku skutočnosti, že pri uťahovaní skrutiek sa tesnenie medzi prírubami vtlačí do drážok, deformuje sa a vytvára tesný kontakt kov na kov. 
Príruba RTJ môže mať lem s prstencovou drážkou. Tento výstupok neslúži ako tesnenie akéhokoľvek druhu. V prípade prírub RTJ, ktoré sú utesnené O-krúžkami, sa môžu vyvýšené plochy spojených a utiahnutých prírub navzájom dotýkať. V tomto prípade stlačené tesnenie už nebude niesť dodatočné zaťaženie, utiahnutie skrutiek, vibrácie a posunutie už nebudú rozdrviť tesnenie a nezníži uťahovaciu silu.
Kovové tesniace krúžky sú vhodné na použitie pri vysokých teplotách a tlakoch. Vyrábajú sa so správnym výberom materiálu a profilu a vždy sa používajú v príslušných prírubách, čím poskytujú dobré a spoľahlivé tesnenie.
O-krúžky sú navrhnuté tak, aby sa utesnenie dosiahlo "vodnou líniou kontaktu" alebo klinovaním medzi protiprírubou a tesnením. Pôsobením tlaku na tesnenie cez skrutku preniká mäkší kov tesnenia jemnou štruktúrou tuhšieho materiálu príruby a vytvára veľmi tesné a efektívne tesnenie. 
Najpoužívanejšie prstene:
Typ R-Oval podľa ASME B16.20
Vhodné pre príruby ASME B16,5 tlakovej triedy 150 až 2500.
Typ R-Octagonal podľa ASME 16.20
Vylepšený dizajn oproti pôvodnému R-Oval. Môžu sa však použiť iba pre ploché príruby s drážkou. Vhodné pre príruby ASME B16,5 tlakovej triedy 15 až 2500.
PRÍRUBY S TESNENÍM A POVRCHOVÝM TYPOM NÁDOBY (LMF - veľká mužská tvár; LFF - veľká ženská tvár)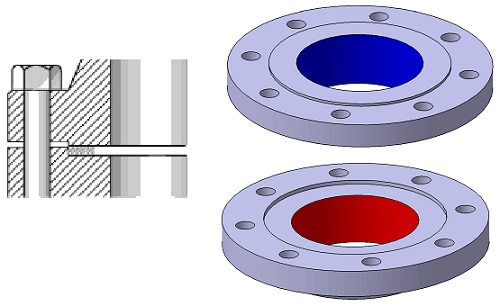
Príruby tohto typu sa musia zhodovať. Jedna plocha príruby má oblasť, ktorá presahuje bežné hranice plochy príruby ( ocko). Druhá príruba alebo protipríruba má zodpovedajúce vybranie ( matka) vytvorený na jeho povrchu.
Polovoľné pokladanie
- Hĺbka podrezania (zárezu) je zvyčajne rovnaká alebo menšia ako výška výstupku, aby sa zabránilo kontaktu kovu s kovom, keď je tesnenie stlačené
- Hĺbka zárezu nie je zvyčajne o viac ako 1/16" väčšia ako výška pery
PRÍRUBA S TESNIACI PLOCHOU
(Protrúzia - Tvár jazyka - TF; Depresia - Tvár ryhy - GF)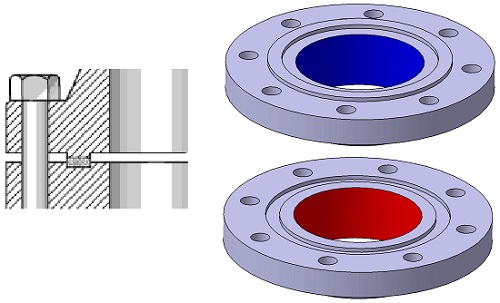
Príruby tohto typu sa tiež musia zhodovať. Jedna príruba má na povrchu tejto príruby vytvorený krúžok s výstupkom (tŕňom), pričom na povrchu protikusu je opracovaná drážka. Takéto povrchy sa bežne nachádzajú na krytoch čerpadiel a krytoch ventilov.
Pevné tesnenie
- Rozmery tesnenia sú rovnaké alebo menšie ako výška drážky
- Tesnenie širšie ako drážka nie viac ako 1/16"
- Rozmery tesnenia budú zodpovedať rozmerom drážky
- Pri demontáži musí byť spoj oddelene uvoľnený
ROVNÝ POVRCH A DRÁŽKA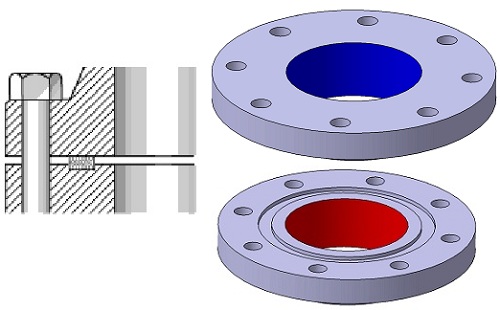
Pevné tesnenie
- Jedna plocha je rovná, druhá je vrúbkovaná
- Pre aplikácie, kde sa vyžaduje presné ovládanie stlačenia tesnenia
- Odporúčajú sa iba pružné tesnenia - špirálové, duté, tlakovo ovládané tesnenia a tesnenia s kovovým plášťom
POVRCHOVÁ ÚPRAVA PRÍRUBY
ASME B16.5 vyžaduje, aby povrch príruby (vyvýšené čelo a ploché čelo) mal určitú drsnosť, aby tento povrch, keď je zarovnaný s tesnením, poskytoval dobré utesnenie. 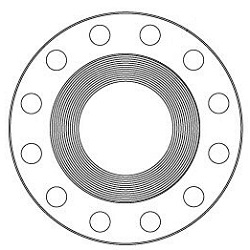
Konečné drážkovanie, či už sústredné alebo špirálové, vyžaduje 30 až 55 drážok na palec, výsledkom čoho je drsnosť medzi 125 a 500 mikro palcov. To umožní výrobcom prírub spracovať akúkoľvek triedu kovového tesnenia príruby.
Pre potrubia prepravujúce látky skupiny A a B technologických zariadení kategórie výbušnosti I nie je dovolené používať prírubové spoje s hladkou tesniacou plochou, okrem prípadov použitia špirálovo vinutých tesnení.
NAJPOUŽÍVANEJŠIE POVRCHY
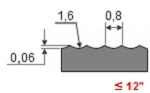
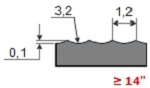
Hrubovanie
| Najčastejšie sa používa pri obrábaní akejkoľvek príruby, pretože je vhodná pre takmer všetky bežné prevádzkové podmienky. Keď je stlačený, mäkký povrch tesnenia zapadne do opracovaného povrchu, aby sa vytvorilo tesnenie, a medzi spojenými časťami je vysoká úroveň trenia. Dokončovanie týchto prírub sa vykonáva pomocou frézy s polomerom 1,6 mm s rýchlosťou posuvu 0,88 mm na otáčku pre 12". Pri 14" a väčšej sa obrábanie vykonáva frézou s polomerom 3,2 mm pri posuve 1,2 mm naopak. |
 |
 |
Špirálový zárez
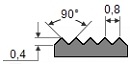 Môže to byť súvislá alebo fonografická špirálová drážka, ale líši sa od hrubovania tým, že drážka sa získa použitím 90° frézy, ktorá vytvorí V-profil so 45° ryhovaným uhlom.
Môže to byť súvislá alebo fonografická špirálová drážka, ale líši sa od hrubovania tým, že drážka sa získa použitím 90° frézy, ktorá vytvorí V-profil so 45° ryhovaným uhlom. Sústredný zárez.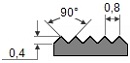 Ako už názov napovedá, opracovanie pozostáva zo sústredných drážok. Používa sa 90° fréza a krúžky sú rozmiestnené rovnomerne po celej ploche.
Ako už názov napovedá, opracovanie pozostáva zo sústredných drážok. Používa sa 90° fréza a krúžky sú rozmiestnené rovnomerne po celej ploche.
Jemný povrch.![]() Takéto spracovanie nezanecháva vizuálne stopy nástroja. Takéto povrchy sa zvyčajne používajú pre tesnenia s kovovým povrchom, ako je dvojitý plášť, plochá oceľ alebo vlnitý kov. Hladký povrch pomáha vytvárať tesnenie a závisí od rovinnosti protiľahlého povrchu. Typicky sa to dosiahne kontaktným povrchom tesnenia, ktorý tvorí súvislá (niekedy nazývaná fonografická) špirálovitá drážka vytvorená frézou s polomerom 0,8 mm, pri rýchlosti posuvu 0,3 mm na otáčku a hĺbke 0,05 mm. Výsledkom bude drsnosť medzi Ra 3,2 a 6,3 mikrometrov (125-250 mikro palcov)
Takéto spracovanie nezanecháva vizuálne stopy nástroja. Takéto povrchy sa zvyčajne používajú pre tesnenia s kovovým povrchom, ako je dvojitý plášť, plochá oceľ alebo vlnitý kov. Hladký povrch pomáha vytvárať tesnenie a závisí od rovinnosti protiľahlého povrchu. Typicky sa to dosiahne kontaktným povrchom tesnenia, ktorý tvorí súvislá (niekedy nazývaná fonografická) špirálovitá drážka vytvorená frézou s polomerom 0,8 mm, pri rýchlosti posuvu 0,3 mm na otáčku a hĺbke 0,05 mm. Výsledkom bude drsnosť medzi Ra 3,2 a 6,3 mikrometrov (125-250 mikro palcov)
TESNENIA
Na vytvorenie tesného prírubového spojenia sú potrebné tesnenia. 
Tesnenie sú stlačené dosky alebo krúžky používané na vytvorenie vodotesného spojenia medzi dvoma povrchmi. Tesnenia sú vyrábané tak, aby odolali extrémnym teplotám a tlakom a sú dostupné v kovových, polokovových a nekovových materiáloch.
Napríklad tesniacim princípom môže byť stlačenie tesnenia medzi dve príruby. Tesnenie vyplní mikroskopické priestory a povrchové nerovnosti prírub a následne vytvorí tesnenie, ktoré zabraňuje úniku kvapalín a plynov. Je potrebná správna a starostlivá inštalácia tesnenia, aby sa zabránilo úniku v prírubovom spojení.
Tento článok popisuje tesnenia vyhovujúce ASME B16.20 (kovové a polokovové tesnenia príruby rúr) a ASME B16.21 (nekovové tesnenia príruby plochých rúr)
BOTY
Na spojenie dvoch prírub k sebe sú potrebné skrutky. Počet bude určený počtom otvorov v prírube a priemer a dĺžka skrutiek bude závisieť od typu príruby a jej tlakovej triedy. Najčastejšie používané skrutky v ropnom a chemickom priemysle pre príruby ASME B16.5 sú svorníky. Čap pozostáva zo závitovej tyče a dvoch matíc. Ďalším dostupným typom skrutiek je bežná šesťhranná skrutka s jednou maticou.
Rozmery, rozmerové tolerancie atď. boli definované v ASME B16.5 a ASME B18.2.2, materiály v rôznych normách ASTM.
Krútiaci moment
Aby sa dosiahlo tesné spojenie príruby, tesnenie musí byť správne nainštalované, skrutky musia mať správny uťahovací moment a celkové uťahovacie napätie musí byť rovnomerne rozložené na celú prírubu. 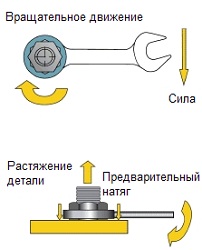
Potrebné natiahnutie sa vykonáva v dôsledku uťahovacieho momentu (aplikovanie predpätia na spojovací prvok otáčaním jeho matice).
Správny uťahovací moment skrutky umožňuje najlepšie využitie jej elastických vlastností. Aby skrutka robila svoju prácu dobre, musí sa správať ako pružina. Počas prevádzky uťahovací proces vytvára axiálne predpätie na skrutku. Samozrejme, táto ťahová sila sa rovná opačným tlakovým silám aplikovaným na komponenty zostavy. Môže byť označovaná ako uťahovacia sila alebo ťahová sila.
MOMENTOVÝ KĽÚČ
Momentový kľúč je všeobecný názov pre ručný nástroj, ktorý sa používa na aplikáciu presného krútiaceho momentu na spoj, či už je to skrutka alebo matica. To umožňuje operátorovi merať rotačnú silu (krútiaci moment) aplikovanú na skrutku, ktorá musí zodpovedať špecifikácii. 
Výber správnej techniky uťahovania skrutiek príruby si vyžaduje skúsenosti. Správna aplikácia ktorejkoľvek z techník si tiež vyžaduje kvalifikáciu nástroja, ktorý sa má použiť, ako aj špecialistu, ktorý bude prácu vykonávať. Nižšie sú uvedené najbežnejšie používané metódy uťahovania skrutiek:
- uťahovanie rukou
- pneumatický kľúč
- hydraulický momentový kľúč
- ručný momentový kľúč s vahadlom alebo prevodom
- hydraulický napínač skrutiek
Strata krútiaceho momentu je vlastná každému skrutkovému spojeniu. Kombinovaný účinok uvoľnenia skrutiek (asi 10 % počas prvých 24 hodín po inštalácii), tečenia tesnenia, vibrácií v systéme, tepelnej rozťažnosti a elastickej interakcie počas uťahovania skrutiek prispievajú k strate krútiaceho momentu. Keď strata krútiaceho momentu dosiahne kritický bod, vnútorný tlak prekročí kompresnú silu, ktorá drží tesnenie na mieste, v takom prípade môže dôjsť k úniku alebo prasknutiu.
Kľúčom k zníženiu týchto účinkov je správne umiestnenie tesnenia. Pri montáži tesnenia je potrebné dať príruby k sebe a hladko a paralelne, s najmenším uťahovacím momentom, utiahnuť 4 skrutky podľa správnej postupnosti uťahovania. Tým sa znížia prevádzkové náklady a zvýši sa bezpečnosť.
Dôležitá je aj správna hrúbka tesnenia. Čím je tesnenie hrubšie, tým je jeho tečenie vyššie, čo môže viesť k strate uťahovacieho momentu. Norma ASME pre zúbkované príruby vo všeobecnosti odporúča 1,6 mm tesnenie. Tenšie materiály môžu pracovať pri vyššom zaťažení tesnenia a tým aj pri vyšších vnútorných tlakoch.
MAZANIE ZNÍŽENIE TRENIA
Mazanie znižuje trenie počas uťahovania, znižuje uvoľnenie skrutiek počas inštalácie a zvyšuje životnosť. Zmena koeficientu trenia ovplyvňuje veľkosť predpätia dosiahnutú pri danom uťahovacom momente. Väčší koeficient trenia má za následok menšiu premenu krútiaceho momentu na predpätie. Aby bolo možné presne nastaviť požadovanú hodnotu krútiaceho momentu, musí byť známa hodnota koeficientu trenia od výrobcu maziva.
Na povrch matice ložiska aj na vonkajší závit je potrebné naniesť mazivo alebo zmesi proti zadieraniu.
SEKVENCIA DOŤAHOVANIA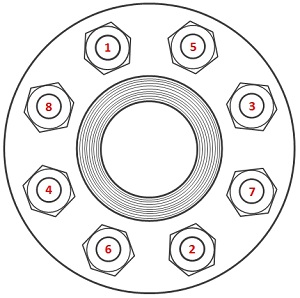 Najprv prejdite, zľahka utiahnite prvú skrutku, potom ďalšiu oproti nej, potom o štvrť otáčky v kruhu (alebo o 90 stupňov) utiahnite tretiu skrutku a oproti nej štvrtú. Pokračujte v tejto sekvencii, kým nie sú utiahnuté všetky skrutky. Pri uťahovaní prírub so štyrmi skrutkami použite krížový vzor.
Najprv prejdite, zľahka utiahnite prvú skrutku, potom ďalšiu oproti nej, potom o štvrť otáčky v kruhu (alebo o 90 stupňov) utiahnite tretiu skrutku a oproti nej štvrtú. Pokračujte v tejto sekvencii, kým nie sú utiahnuté všetky skrutky. Pri uťahovaní prírub so štyrmi skrutkami použite krížový vzor.
PRÍPRAVA UPEVNENIA PRÍRUBY
Na dosiahnutie tesnosti prírubových spojov je potrebné, aby boli všetky komponenty presné.
Pred spustením procesu pripojenia je potrebné vykonať nasledujúce kroky, aby ste sa vyhli problémom v budúcnosti:
- Očistite povrchy prírub a skontrolujte, či nie sú poškriabané, povrchy musia byť čisté a bez akýchkoľvek defektov (hrbole, jamky, preliačiny atď.)
- Skontrolujte všetky skrutky a matice na poškodenie alebo koróziu závitu. Podľa potreby vymeňte alebo opravte skrutky alebo matice
- Odstráňte otrepy zo všetkých závitov
- Namažte závity skrutiek alebo svorníkov a povrchy matíc susediace s prírubou alebo podložkou. Vo väčšine aplikácií sa odporúčajú tvrdené podložky.
- Nainštalujte nové tesnenie a uistite sa, že je vycentrované. NEPOUŽÍVAJTE STARÉ TESNENIE, ani nepoužívajte viacero tesnení.
- Skontrolujte zarovnanie príruby podľa normy ASME B31.3 pre procesné potrubie
- Upravte polohu matíc, aby ste sa uistili, že 2-3 závity sú nad hornou časťou závitu.



