Ang hindi kinakalawang na asero, tanso, titanium, aluminyo, tanso, iba pang mga non-ferrous na metal at haluang metal na bakal ay lahat ng mga metal na ang mga bahagi ay hindi basta-basta maaaring hinangin nang magkasama. Ngunit sa pang-araw-araw na buhay mayroong iba't ibang mga sitwasyon: kung minsan kailangan mong magwelding ng mga hindi kinakalawang na asero na tubo, kung minsan kailangan mong magwelding ng mga bahagi ng kotse mula sa aluminyo, o kailangan mo lamang magwelding ng isang sirang binti mula sa isang tansong pigurin. Ang mga metal na nakalista sa itaas ay mangangailangan ng isang espesyal na diskarte - argon arc welding, ang gawain nito ay hindi mura, kung hindi masyadong "nakakagat" kung mag-order ka nito mula sa isang espesyalista. Kaya't ang tanong ay lumitaw para sa mga may-ari: posible bang magwelding ng argon gamit ang iyong sariling mga kamay at kung ano ang kinakailangan para dito. Kung hindi ka pa nagwe-welded ng kahit ano bago, kung gayon hindi ka dapat magsimula sa pag-welding ng mga non-ferrous na metal ito ay isang masakit na labor-intensive at kumplikadong proseso, na idinisenyo para sa isang tiyak na kasanayan ng isang espesyalista at ang kanyang karanasan. Ngunit kung mayroon kang karanasan sa conventional arc welding at tiwala ka sa iyong mga kakayahan, kung gayon ang impormasyon mula sa artikulong ito ay para sa iyo.
Argon welding: teknolohiya at pangkalahatang mga prinsipyo
Argon arc welding ay isang uri ng hybrid ng electric welding (arc) at gas welding. Ito ay katulad ng electric welding technology dahil ito ay gumagamit ng electric arc, at sa gas welding technology dahil ito ay gumagamit ng gas at katulad na welder work.
Electric arc nagsisilbing isang mapagkukunan ng pag-init, ito ay natutunaw ang mga gilid ng metal, salamat sa kung saan ang hinang ay nangyayari.
Ngunit bakit kailangan natin ng gas? argon? Ang katotohanan ay na kapag hinang, ang mga non-ferrous na metal at haluang metal na bakal ay nag-oxidize kapag nakikipag-ugnayan sa oxygen, o sila ay negatibong naapektuhan ng iba pang mga impurities na nasa hangin, dahil dito ang weld ay lumalabas na marupok, puno ng mga bula, at ang aluminyo, halimbawa, ay karaniwang nasusunog sa oxygen. Upang maprotektahan ang metal mula sa mga epekto ng iba't ibang mga impurities at gas, ginagamit ang inert gas argon. Ang gas na ito ay 38% na mas mabigat kaysa sa hangin, kaya madali at mabilis nitong inilipat ang oxygen mula sa welding zone at mapagkakatiwalaang ihiwalay ang gumaganang pool mula sa anumang impluwensya ng kapaligiran. Kinakailangan na simulan ang pagbibigay ng gas sa welding zone 20 segundo bago ang pag-aapoy ng arko, at huminto 7 - 10 segundo pagkatapos makumpleto ang trabaho. Ang Argon ay halos hindi tumutugon sa metal na hinangin at iba pang mga gas sa arc burning area, kaya naman ito ay tinatawag na inert. Ngunit mayroon ding ilang nuance: kapag hinang na may reverse polarity, ang mga electron ay madaling nahihiwalay mula sa mga argon atoms, salamat sa kung saan ang buong argon medium ay nagiging electrically conductive plasma.
Argon welding ay maaaring gawin bilang consumable electrode, kaya hindi natutunaw, isang tungsten electrode ang ginagamit bilang huli, dahil ang materyal na ito ay lubhang matigas ang ulo. Tungsten ay ginagamit upang gumawa ng maliwanag na maliwanag filament para sa mga lamp. Ang diameter at materyal ng elektrod ay ganap na nakasalalay sa mga metal na pinagsama-samang mga tagapagpahiwatig na ito ay madaling mahanap sa mga reference na libro.
Mayroong tatlong uri ng argon arc welding:
- Ang RAD ay manu-manong hinang na may argon na may hindi nagagamit na elektrod.
- AMA - awtomatikong argon arc welding gamit ang isang non-consumable electrode.
- AADP - awtomatikong argon arc welding gamit ang consumable electrode.
Kung naghahanap ka ng isang handa na makina para sa hinang na may argon tungsten electrode, hanapin ang TIG (Tungsten Inert Gas (Welding)) na mga makina. Ito ang tinatawag na tungsten welding sa isang inert gas environment.
Tig welding technology

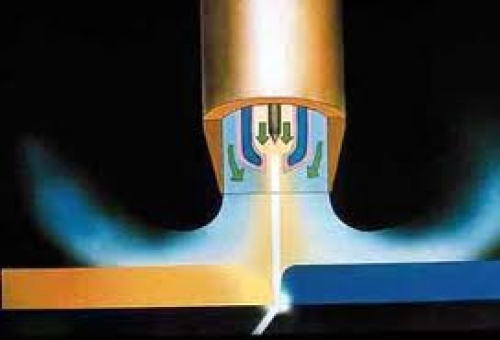
Ano ang isang argon welding torch? Ang puso niya tungsten non-consumable electrode, na dapat nakausli lampas sa katawan ng burner sa pamamagitan lamang ng 2 - 5 mm, hindi na. Ang diameter ng elektrod ay pinili ayon sa mga talahanayan, batay sa mga parameter ng mga materyales na hinangin. Mayroong isang lalagyan sa loob ng burner kung saan maaari mong ipasok at i-secure ang isang elektrod ng anumang kinakailangang diameter.

Ilagay sa paligid ng elektrod ceramic nozzle, dadaloy ang gas mula rito argon sa panahon ng hinang.
Para sa hinang kailangan namin wire ng tagapuno gawa sa parehong materyal tulad ng mga bahagi na hinangin, ang diameter nito ay pinili ayon sa mga talahanayan.
Isaalang-alang natin ang prinsipyo ng pagtatrabaho sa manu-manong argon welding, kapag ang sulo at ang filler wire ay nasa kamay ng welder.
Bago simulan ang trabaho, ang ibabaw ng mga bahagi na hinangin ay dapat na malinis ng mga oxide, dumi at grasa. Ito ay maaaring gawin sa mekanikal o kemikal.
Una sa lahat, ang tinatawag na "masa" ay inilalapat sa bahagi na hinangin, tulad ng sa maginoo na arc welding. Kung ang mga bahagi ay masyadong maliit, maaari itong ilagay sa isang bakal na work table o bathtub. Ang filler wire ay hindi kasama sa electrical circuit; ito ay ibibigay nang hiwalay.
Ang welder ay dapat hawakan ang sulo sa kanyang kanang kamay at ang filler wire sa kanyang kaliwang kamay. Ang burner ay dapat magkaroon ng isang pindutan para sa pagbibigay ng kasalukuyang at gas i-on ang supply ng gas 20 segundo nang maaga. Ang kasalukuyang lakas ay pinili depende sa mga materyales na hinangin o batay sa personal na karanasan sa pamamagitan ng pagsubok at pagkakamali. Ibinababa namin ang sulo na may elektrod nang mas malapit hangga't maaari sa ibabaw ng mga metal na hinangin, ang perpektong distansya ay 2 mm. Ang isang electric arc ay nangyayari sa pagitan ng dulo ng elektrod at ng metal, natutunaw nito ang mga gilid ng mga bahagi na hinangin at ang filler wire.
Paano nangyayari ang argon welding: larawan - halimbawa.


Mahalaga! Ang non-consumable tungsten electrode ay dapat panatilihing malapit hangga't maaari sa ibabaw ng mga metal na hinangin upang makalikha ng pinakamaikling posibleng arko. Kung mas malaki ang arko, mas mababaw ang lalim ng pagtagos ng metal at mas malawak at hindi gaanong kaaya-aya ang tahi. Sa isang malaking arko, tumataas ang pag-igting at lumalala ang kalidad ng tahi.
Dahan-dahang gumagalaw ang tanglaw sa kahabaan ng tahi, nang hindi gumagawa ng mga transverse na paggalaw, dapat na unti-unting pakainin ng welder ang filler wire. Ang kalidad at katumpakan ng nagreresultang tahi ay depende sa kakayahan ng craftsman.
Mahalaga! Ang biglaang pagpapakain ng kawad ng tagapuno ay nagreresulta sa pag-spray ng metal. Samakatuwid, dapat itong ihain nang maayos at maingat, na maaari lamang makamit sa pagsasanay. Pinakamainam na ilagay ang filler wire sa harap ng torch sa isang anggulo sa ibabaw na welded, nang hindi gumagawa ng mga transverse na paggalaw. Titiyakin nito ang isang pantay at makitid na tahi.

Pakitandaan na ang pag-aapoy ng arko kapag hinang gamit ang isang hindi nauubos na elektrod ay hindi maaaring gawin sa pamamagitan ng pagpindot sa ibabaw na hinangin. At narito ang mga dahilan:
- Ang mataas na potensyal ng ionization ng argon ay hindi nagpapahintulot sa agwat sa pagitan ng mga ibabaw na welded at ang elektrod ay mahusay na ionized dahil sa isang spark mula sa contact. Kapag hinang gamit ang isang consumable electrode, ang sitwasyon ay medyo naiiba: pagkatapos hawakan ng elektrod ang ibabaw, ang singaw ng bakal ay lilitaw sa welding zone, ang potensyal ng ionization na kung saan ay mas mababa (2.5 beses) kaysa sa argon, pinapayagan nito ang arko na mag-apoy.
- Dahil sa pagpindot ng elektrod sa ibabaw ng mga metal na hinangin, ito ay nagiging marumi.
Upang mag-apoy ng arko kapag hinang gamit ang argon na may isang hindi natupok na tungsten electrode, ginagamit ang isang oscillator, na konektado nang kahanay sa pinagmumulan ng kapangyarihan.
Oscillator nagbibigay ng mataas na dalas ng mataas na boltahe na mga pulso sa elektrod, dahil sa kung saan ang agwat ng arko ay na-ionize. Kung ang dalas sa network ay karaniwang 55 Hz at ang boltahe ay 220 V, kung gayon ang oscillator ay nagko-convert sa kanila at nagbibigay ng boltahe na 2000 - 6000 V na may dalas na 150 - 500 kHz. Ginagawa nitong madaling pag-apoy ang elektrod.

Para sa argon arc welding, ang karaniwang arc welding apparatus ay hindi sapat, ngunit maaari itong i-upgrade o pupunan ng iba pang kinakailangang elemento. Tingnan natin kung ano ang kailangan natin para sa hinang sa argon:
- Transformer. Ang isang ordinaryong welding transpormer ay angkop, na ginagamit para sa arc welding na may bukas na boltahe ng circuit na 60 - 70 V. Siyempre, ang kapangyarihan nito ay dapat tumutugma sa mga teknolohikal na tampok ng proseso.
- Isang power contactor na magbibigay ng welding voltage sa torch.
- Oscillator. Nalaman na natin kung bakit kailangan ito.
- Isang aparato na kumokontrol sa oras ng pamumulaklak ng argon. Pagkatapos ng lahat, kailangan nating sindihan ito nang maaga, at upang matapos ang hinang, ang gas ay ibinibigay para sa isa pang 20 segundo Para sa pagkaantala na ito, kailangan natin ng isang regulator.
- Argon welding torch.
- Isang argon cylinder, palaging may reducer.
- Tungsten electrodes, rods ng kinakailangang diameter.
- Isang auxiliary transformer na gagamitin sa pagpapagana ng mga device.
- Rectifier para sa pagpapagana ng mga switching device na may boltahe na 24 V DC.
- Electrogas valve (24 V para sa DC o 220 V para sa AC).
- On/off relay para sa oscillator at contactor.
- Isang inductive-capacitive filter, na kinakailangan upang maprotektahan ang welding transpormer mula sa mga pulso (mataas na boltahe) na ipinadala ng oscillator.
- Ammeter para sa pagsukat ng kasalukuyang hinang.
- Baterya ng kotse (55 - 75 Ah), gumagana o sira, hindi mahalaga. Ito ay konektado sa serye sa de-koryenteng circuit upang mabawasan ang direktang kasalukuyang bahagi, na hindi maiiwasang lilitaw kapag hinang gamit ang alternating kasalukuyang (para sa higit pang mga detalye, tingnan ang dalubhasang panitikan).
- Welding goggles.
Ang lahat ng mga elemento ng circuit na ito ay maaaring mabili sa merkado at tipunin gamit ang iyong sariling mga kamay, makakakuha ka ng homemade argon welding, bukod dito, ang circuit ay maaaring mapabuti kung mayroon kang naaangkop na kaalaman.

Pati mga device TIG maaaring mabili na handa na, kung saan maaari mong ikonekta ang isang silindro ng gas, isang burner, grounding at mga pindutan ng kontrol para sa burner at supply ng gas. Ang presyo ng mga naturang device ay nagsisimula sa 250 USD.
Iba't ibang mga argon welding mode
Para sa mas mahusay na hinang ng mga metal, kinakailangan upang piliin ang tamang mode ng hinang.
Polarity At direksyon ng kasalukuyang dapat piliin batay sa mga katangian ng mga metal na hinangin. Ang mga pangunahing bakal at haluang metal ay hinangin gamit ang direktang kasalukuyang na may tuwid na polarity. Mas mainam na magwelding ng aluminyo, beryllium, magnesium at iba pang non-ferrous na metal gamit ang reverse polarity o alternating current, ito ay nagtataguyod ng mas mabilis na pagkasira ng oxide film. Sa panahon ng DC welding, mayroong hindi pantay na henerasyon ng init sa anode at cathode: 70% sa anode at 30% sa cathode. Upang minimally init ang elektrod at sa parehong oras matunaw ang produkto na rin, gumamit ng tuwid na polarity.

Mahalaga! Kapag hinang sa alternating current, ang oscillator, pagkatapos ng pag-iilaw ng arko, ay napupunta sa stabilizer mode. Upang maiwasan ang deionization ng arc gap sa panahon ng pagbabago ng polarity at matiyak ang matatag na pagsunog ng arc, ang oscillator ay nagbibigay ng mga pulso sa arc sa sandali ng pagbabago ng polarity.
Kasalukuyang hinang ay pinili depende sa mga katangian ng mga metal na hinangin at ang laki ng mga bahagi, pati na rin ang mga electrodes. Maaari mong piliin ang kasalukuyang lakas mula sa mga talahanayan sa reference na literatura, o maaari mo itong gawin sa eksperimentong paraan.
Pagkonsumo ng argon direktang nakasalalay sa bilis ng feed at bilis ng pagdaloy ng hangin. Kung ang hinang ay magaganap sa loob ng bahay nang walang mga draft, ang pagkonsumo ay magiging minimal. Ang welding work sa mga kondisyon ng malakas na hangin sa gilid ay nangangailangan ng pagtaas ng distansya sa pagitan ng elektrod at materyal, dahil ang daloy ng hangin ay maaaring magdala ng argon, kung gayon ang mga ibabaw ng metal ay hindi maprotektahan. Sa ganitong mga kaso, ang mga espesyal na nozzle (confuser) na may pinong mesh ay ginagamit.
Bilang karagdagan sa argon, kung minsan ay nagdaragdag sila sa pinaghalong gas oxygen, mga 3 - 5%. Hindi kayang protektahan ng Argon laban sa kahalumigmigan, dumi at iba pang mga additives na maaaring lumitaw sa ibabaw ng mga bahaging hinangin sa panahon ng pagkatunaw ng metal. Ang oxygen ay tumutugon sa mga nakakapinsalang dumi, bilang isang resulta kung saan sila ay nasusunog o ang mga resultang compound ay lumulutang sa ibabaw sa weld pool. Ang paggamit ng oxygen ay isang mahusay na paraan upang labanan ang porosity ng weld.
Mga tampok ng hinang aluminyo

Kapag pinainit ang aluminyo, lumilitaw ang isang refractory film sa ibabaw nito. Kapag hinang gamit ang reverse polarity o gumagamit ng alternating current source, maaaring masira ang pelikulang ito. Kapag ang isang bahagi ng aluminyo ay may positibong singil, kapag hinang na may reverse polarity, ang mga argon ions ay binomba ang ibabaw ng aluminyo, na sinisira ang oxide film. Sa kasong ito, ang argon ay hindi na kumikilos bilang isang shielding gas lamang, ngunit ito ay isang electrically conductive plasma na nagpapasimple at nagpapabuti sa welding work.
Sa panahon ng AC welding, ang isang katulad na proseso ay nangyayari kapag ang aluminum na bahagi ay ang katod.
Mga tampok ng welding ng tanso

Ang tanso ay madaling tumutugon sa oxygen upang bumuo ng cuprous oxide. Ito ay humahantong sa tahi na hindi pantay at hindi sapat na malakas. Ang isang mas malaking problema ay ang nagreresultang cuprous oxide ay tumutugon sa hydrogen na nasa hangin, na bumubuo ng singaw ng tubig, na may posibilidad na makatakas at bumubuo ng mga pores sa tahi. Iyon ang dahilan kung bakit ang proteksyon ng welded zone na may argon ay sapilitan.
Argon arc welding: mga pakinabang at disadvantages
Tulad ng anumang proseso, ang argon welding ay may mga pakinabang at disadvantages nito, na nauugnay sa teknolohiya at mga device na ginamit.
Kasama sa mga pakinabang ang:
- Proteksyon ng weld seam na may argon mula sa mga impluwensya sa kapaligiran. Tinitiyak nito ang isang malakas na koneksyon, walang mga pores at impurities.
- Ang metal ay nagpapainit nang kaunti, ang lugar ng pag-init ay napakaliit, kaya madali mong hinangin ang mga workpiece ng mga kumplikadong disenyo nang walang takot na baguhin ang kanilang hugis.
- Posibilidad ng hinang metal at haluang metal na hindi maaaring welded kung hindi man.
- Medyo mabilis na gumana, salamat sa mataas na temperatura na arko.
Bahid:
- Medyo kumplikadong kagamitan na nangangailangan ng tumpak na pagsasaayos.
- Ang kamag-anak na pagiging kumplikado ng welding work, na nangangailangan ng karanasan at kasanayan.
Ang argon welding ay mabuti dahil tinitiyak nito ang isang mataas na kalidad na weld na may parehong lalim ng pagtagos. Napakahalaga nito kapag hinang ang manipis na metal na may access mula sa isang gilid lamang, halimbawa, mga nakapirming butt pipe. Sa pamamagitan ng paraan, kapag hinang ang mga non-ferrous na metal na may maliit na kapal, maaaring tanggalin ang filler wire.
Argon welding: mga tagubilin sa video
Copper, atbp.) na halos hindi maaaring pagsamahin gamit ang tradisyonal na kagamitan, samakatuwid ang argon-arc welding ay matagumpay na ginagamit upang lumikha ng isang pirasong istruktura mula sa mga materyales na ito. Ang do-it-yourself argon welding ay isinasagawa gamit ang karaniwang kagamitan o gamit ang isang home-made unit at nangangailangan ng ilang mga kasanayan at kaalaman, kung wala ang proseso ay tiyak na mapapahamak sa kabiguan. Argon welding torch
Mga tampok ng argon arc welding
Sa argon-arc welding, ang proseso ay nangyayari sa isang hindi gumagalaw na kapaligiran ng gas (argon), na pinoprotektahan ang mga ibabaw ng isinangkot mula sa oksihenasyon, sa gayon ay nagpapabuti sa kalidad ng hinang. ay maaaring isagawa sa manu-mano at awtomatikong mga mode gamit ang isang di-consumable at consumable na elektrod.
Ang isang elemento ng tungsten ay karaniwang ginagamit bilang isang hindi nauubos na elektrod sa argon-arc welding, dahil ito ay isang napaka-refractory na materyal. Gamit ang paraan ng hinang na ito, posible na mapagkakatiwalaan na sumali sa mga materyales na napakahirap na magwelding gamit ang mga tradisyonal na pamamaraan, at kahit na hindi magkatulad na mga bahagi.
Mga tampok ng teknolohiya para sa argon arc welding
Upang gumana nang may kumpiyansa at produktibo, dapat mong malaman kung paano magwelding gamit ang argon at sumunod sa ilang mga patakaran, ang pagpapatupad nito ay lubos na mapadali ang proseso at magbibigay-daan sa iyo upang makamit ang mataas na kalidad na mga welds.
Ang do-it-yourself argon-arc welding ay nagsasangkot ng paglikha ng isang malakas at maaasahang tahi, at samakatuwid ay nangangailangan ng mas mataas na pansin kapag nagsasagawa ng trabaho.
- Ang non-consumable electrode ay dapat na panatilihing malapit hangga't maaari sa ibabaw na i-welded, na lumilikha ng pinakamaikling posibleng haba ng arko. Habang tumataas ang arko, bumababa ang lalim ng pagtagos ng metal at tumataas ang lapad ng tahi, iyon ay, naghihirap ang kalidad.
- Karaniwan, sa panahon ng argon-arc welding, isang kilusan lamang ang ginagawa, na nakadirekta sa kahabaan ng axis ng tahi. Ang kawalan ng madalas na transverse na paggalaw ay ginagawang posible upang lumikha ng isang mas makitid at aesthetically kaakit-akit na tahi, na nagpapakilala sa teknolohiyang ito mula sa paggamit ng mga pinahiran na electrodes.
- Upang maiwasan ang saturation ng mga welded surface na may nitrogen at nitrogen na nakapaloob sa hangin, dapat mag-ingat upang matiyak na ang non-consumable electrode at filler wire ay nasa argon protection zone.
- Kapag ang welding wire ay pinapakain nang husto, ang aktibong spattering ng metal ay sinusunod. Upang maiwasan ang prosesong ito, ang wire ay dapat na pinakain nang maayos, na maaaring makamit sa pagsasanay.
- Ang isa sa mga tagapagpahiwatig ng kalidad ng isang weld ay ang pagtagos nito, na maaaring hatulan ng hugis na nabuo ng weld pool. Ang mahusay na pagtagos ay maaaring hatulan ng isang weld pool na pinahaba patungo sa direksyon ng hinang, habang ang isang hugis-itlog o bilog na hugis ay nagpapahiwatig ng hindi sapat na pagtagos sa ibabaw.
- Kapag nagwe-welding gamit ang isang non-consumable electrode, ang filler wire ay dapat ilagay sa isang anggulo sa ibabaw upang welded sa harap ng torch, pag-iwas sa transverse vibrations. Sa ganitong paraan mas madaling matiyak ang pantay at makitid na weld seam.
- Ang bunganga ay hinangin sa pagtatapos ng trabaho sa pamamagitan ng pagbawas ng kasalukuyang lakas gamit ang isang rheostat (hindi tama na huminto sa trabaho sa pamamagitan ng pagsira sa arko, pag-urong ng burner, dahil ang proteksyon ng tahi ay nabawasan nang husto). Karaniwan, ang supply ng gas (argon) ay huminto 7 - 10 segundo pagkatapos makumpleto ang trabaho, at ang supply ng gas sa lugar ng koneksyon ay dapat magsimula 15 - 20 segundo bago magsimula ang proseso.
- Bago simulan ang gawaing hinang, ang mga ibabaw ng mga bahagi ay dapat na malinis ng mga oxide at dumi sa pamamagitan ng mekanikal o kemikal na paraan, at din degreased.
 Prinsipyo ng Argon welding
Prinsipyo ng Argon welding Mga parameter ng mode para sa argon-arc welding
Ang do-it-yourself argon welding ay magaganap sa isang mataas na antas kung pipiliin mo ang pinakamainam na mga mode na magsisiguro sa pinaka mahusay na proseso.
- Ang polarity at direksyon ng kasalukuyang ay pinili ayon sa mga katangian ng metal na hinangin. Karaniwan, kapag nagtatrabaho sa mga pangunahing bakal at haluang metal, ang direktang kasalukuyang ng tuwid na polarity ay ginagamit. Mas mainam na magwelding ng aluminyo, magnesiyo at beryllium na may reverse polarity, na nagtataguyod ng mas mabilis na pagkasira ng oxide film.
- Ang hanay ng kasalukuyang hinang ay depende sa tatak at komposisyon ng mga materyales, ang diameter ng tungsten electrode, pati na rin ang polarity ng kasalukuyang. Ang eksaktong data ng mode para sa paglutas ng isang partikular na problema ay dapat piliin mula sa mga reference na materyales o batay sa iyong sariling karanasan.
- Ang boltahe ng arko ay ganap na nakasalalay sa haba nito, kaya inirerekomenda na magsagawa ng trabaho sa pamamagitan ng paglikha ng isang minimal na arko, pagkamit ng pagbawas sa boltahe. Habang tumataas ang haba ng arko, tumataas ang pag-igting at lumalala ang kalidad ng tahi.
- Ang daloy ng rate ng inert gas ay dapat itakda sa paraang lumikha ng isang laminar flow na ganap na mapoprotektahan ang mga ibabaw na hinangin mula sa oksihenasyon.
 Mga mode ng metal welding
Mga mode ng metal welding Ang pagpili ng pinakamainam na mga mode ay isang medyo kumplikadong proseso, samakatuwid ang argon-arc welding training ay dapat isagawa ng isang nakaranasang espesyalista na may parehong teoretikal na kaalaman at praktikal na kasanayan sa pagsasagawa ng naturang gawain.
Pag-upgrade ng isang maginoo na welding machine upang gumamit ng argon
Kadalasan, ang do-it-yourself argon welding ay isinasagawa gamit ang isang hindi pamantayan, iyon ay, isang makina na binago upang malutas ang mga partikular na problema. Upang matiyak ang kalidad ng trabaho, kakailanganin ang dalawang karagdagang yunit na makakatulong sa pagsasagawa ng proseso sa isang mataas na antas ng kalidad.
- Ang isang oscillator ay isang aparato na ginagamit upang mag-apoy ng isang electric arc na walang contact. Ito ay nagpapanatili ng isang matatag na arc discharge kapag tumatakbo sa mga mode na nangangailangan ng paggamit ng alternating current. Dahil ang pag-aapoy ng arko sa panahon ng argon-arc welding para sa isang bilang ng mga kadahilanan ay imposible sa pamamagitan ng direktang pagpindot sa gumaganang ibabaw gamit ang elektrod, ang oscillator ay bumubuo ng isang mataas na boltahe na paglabas (4 - 8 kW), na sumisira sa agwat ng arko.
- Ang ballast rheostat ay ginagamit upang ayusin ang kasalukuyang lakas at piliin ang pinakamainam na mga parameter kapag hinang ang mga bahagi na gawa sa iba't ibang mga materyales. Kapag hinang ang aluminyo gamit ang alternating current, inirerekumenda na i-regulate ang rheostat sa loob ng napakakitid na limitasyon (15-20%), dahil hindi pa rin posible na mabayaran ang direktang kasalukuyang bahagi.
Mga kalamangan at kawalan ng argon arc welding
Maaari kang maging mas pamilyar sa proseso sa pamamagitan ng panonood ng argon-arc welding (video), na nagpapakita ng mga diskarte para sa pag-set up ng kagamitan at mga pamamaraan para sa pagsasama ng iba't ibang surface.
Mga kalamangan:
- ang lugar ng pag-init ng base metal ay napakaliit, na pinapanatili ang orihinal na hugis ng mga workpiece;
- Ang argon ay isang inert gas, ang tiyak na gravity na mas mabigat kaysa sa hangin, kaya mapagkakatiwalaan nitong pinoprotektahan ang mga welded na ibabaw mula sa mga impluwensya sa kapaligiran;
- ang mataas na thermal power ng arc ay nagbibigay-daan sa iyo upang madagdagan ang bilis ng trabaho;
- ang pagiging simple ng mga teknikal na pamamaraan ay ginagawang karaniwang magagamit ang paraan ng hinang na ito;
- ang kakayahang magwelding ng mga bahagi na hindi maaaring konektado sa anumang iba pang paraan, pagkuha ng isang maayos at aesthetic seam.
Bahid:
- ang posibilidad ng hindi kumpletong proteksyon ng mga seams kapag nagtatrabaho sa malakas na hangin o draft, dahil ang ilan sa argon ay maaaring hindi maabot ang nilalayon nitong patutunguhan;
- kapag nagsasagawa ng trabaho na may mataas na ampere arc, mas mainam na gumamit ng karagdagang paglamig;
- medyo kumplikadong kagamitan na ginamit para sa trabaho at ilang kahirapan sa fine tuning.
Para sa isang mas detalyadong pagpapakilala sa proseso, dapat mong panoorin kung paano magluto gamit ang argon (video), na malinaw na nagpapakita ng lahat ng mga tampok ng proseso, at pamilyar din sa mga kinakailangang kagamitan.
Ang isang tiyak na halaga ng chromium ay idinagdag sa hindi kinakalawang na asero - hindi hihigit sa 12%, na ginagawang napakadali ng metal na ito para sa pagproseso. Upang ikonekta ang mga produktong hindi kinakalawang na asero, maaari mong gamitin ang ganap na lahat ng mga teknolohiya ng hinang. Gayunpaman, ang mga manipis na elemento ay pinakamahusay na konektado sa pamamagitan ng hinang hindi kinakalawang na asero sa argon.
Ang hindi kinakalawang na asero ay may ilang mga teknikal at pagpapatakbo na katangian na may malaking epekto sa pangwakas na resulta ng gawaing hinang:
- Ang mababang thermal conductivity ay hindi pinapayagan ang paggamit ng masyadong mataas na kasalukuyang hinang, dahil sa kasong ito posible na masunog sa pamamagitan ng metal sa lugar kung saan nabuo ang welded joint. Ang isang katulad na problema ay malulutas sa pamamagitan ng pagbabawas ng kasalukuyang ibinibigay sa metal sa mga katanggap-tanggap na mga parameter;
- Labis na mataas na porsyento ng pag-urong ng metal sa panahon ng paglamig pagkatapos ng hinang gamit ang hindi kinakalawang na asero. Upang maiwasan ito na maapektuhan ang kalidad ng koneksyon, kinakailangan na itakda nang tama ang puwang sa pagitan ng mga elemento na hinangin;
- Kung ang workpiece ay pinainit sa isang mataas na temperatura sa loob ng mahabang panahon, hahantong ito sa katotohanan na ang chromium ay magsisimulang mag-evaporate, at naaayon, ang mga katangian ng anti-corrosion sa lugar ng nabuong tahi ay mawawala. Upang maiwasang mangyari ito, ang hinang hindi kinakalawang na asero na may argon ay nagsasangkot ng mabilis na paglamig ng istraktura.
Ang argon welding ng mataas na kalidad na hindi kinakalawang na asero ay maaaring isagawa gamit ang isang karaniwang hanay ng mga kagamitan, na kinabibilangan ng isang inverter, isang oscillator at isang silindro ay hindi magagawa nang walang tanglaw, naaangkop na mga hose at mga wire.
Kailangan mong gumamit ng welded wire at argon nang direkta bilang mga consumable. Kung plano mong magsagawa ng argon welding ng hindi kinakalawang na asero, kung gayon ang additive ay kailangan ding kunin mula sa hindi kinakalawang na asero. Bilang isang patakaran, ang mga workpiece ay ginawa mula sa materyal na may markang 304 sa karamihan ng mga kaso, ang Y308 wire ay angkop para dito.
Sa halip na argon, maraming iba pang mga gas ang maaaring gamitin, ngunit ang argon ay natupok sa pinakamatipid, at maaari rin itong gamitin upang ikonekta ang iba't ibang uri ng mga materyales, tulad ng tanso at hindi kinakalawang na asero. Sa partikular, ang hindi kinakalawang na asero ay mangangailangan lamang ng 8 litro ng gas kada minuto. Bilang karagdagan, maaari mong bawasan ang pagkonsumo ng gas kung ang isang espesyal na lens ng gas na may espesyal na mesh ay inilagay sa burner.
Welding hindi kinakalawang na asero na may argon: teknolohiya ng trabaho
Sa prinsipyo, ang mga pamamaraan ng pagsasagawa ng trabaho ay halos kapareho ng para sa bakal, aluminyo at iba pang mga metal, ngunit may ilang mga nuances:
- Ang non-consumable na elemento at filler wire ay eksklusibong ginagabayan sa kahabaan ng welded joint na nabuo. Imposibleng lumihis sa alinmang direksyon, dahil sa kasong ito ang tinunaw na metal ay aalis sa kapaligiran ng argon at makipag-ugnay sa hangin, na hindi pinapayagan;
- Upang ang kalidad ng tahi na nakuha bilang isang resulta ng argon arc welding ay maging mataas hangga't maaari, pagkatapos makumpleto ang trabaho sa pagbuo nito, kinakailangan na hipan ito ng argon sa magkabilang panig. Sa kabila ng katotohanan na ito ay hahantong sa pagtaas ng pagkonsumo ng gas, ang tampok na ito ay hindi papayagan ang hindi nakatakdang metal na makipag-ugnay sa hangin at pahintulutan ang chromium na sumingaw;
- Ang pakikipag-ugnay sa hindi nauubos na elemento sa ibabaw ng mga workpiece na pinagsama ay hindi pinapayagan; Hindi katanggap-tanggap na hawakan kahit na kinakailangan upang mag-apoy sa arko. Upang magawa ito, ang pag-aapoy ay madalas na isinasagawa sa isang espesyal na plato na gawa sa grapayt o karbon, at pagkatapos ay ang arko ay inililipat sa base metal. Gayunpaman, mayroon ding non-contact na teknolohiya, na kinabibilangan ng paggamit ng isang espesyal na copper oscillator.
Tulad ng nabanggit sa itaas, ipinagbabawal na agad na ihinto ang supply ng gas pagkatapos makumpleto ang gawaing hinang;
Paano magwelding ng mga tubo na hindi kinakalawang na asero?
Ngayon, ang mga elemento ng hindi kinakalawang na asero ay madalas na ginagamit sa pang-araw-araw na buhay sa industriya na ginagamit ang mga ito nang mas madalas, at sa iba't ibang mga lugar ng produksyon. Dapat silang konektado sa bawat isa gamit ang argon arc welding, at ang teknolohiya sa kasong ito ay halos hindi naiiba sa welding sheet metal. Ang lahat ng gawaing paghahanda ay eksaktong kapareho ng mga mode ng hinang mismo, ngunit mayroong isang maliit na nuance.
Tulad ng nabanggit sa itaas, ipinapayong hipan ang argon sa magkabilang panig ng welded joint. Ang paggawa nito sa labas ay hindi gaanong problema. Upang gawin ito mula sa loob, kailangan mong makakuha ng medyo nakakalito:
- Sa isang gilid, ang tubo ay nakasaksak sa isang plug na gawa sa papel, tela o iba pang materyal.
- Ang butt joint sa paligid ng perimeter ay tinatakan ng anumang materyal na pandikit - adhesive tape o insulating tape.
- Ang Argon ay pumped sa bukas na butas, at ang presyon ay nakatakda sa isang minimum upang ang plug ay mananatili sa lugar.
- Kapag ang loob ng tubo ay ganap na napuno ng gas, ang pangalawang butas ay nakasaksak din.
- Ang malagkit na pelikula ay tinanggal na ngayon mula sa mga workpiece at isinasagawa ang welding work.

Argon welding gamit ang isang non-consumable tungsten electrode
Isinasagawa ang gawaing ito kapag kinakailangan upang ikonekta ang mga elemento ng hindi gaanong kapal sa bawat isa, at salamat sa teknolohiyang ito, nakuha ang napakataas na kalidad, maayos at kaakit-akit na mga koneksyon. Karaniwan, ang pang-industriya na uri ng welding na gawain ay nagsasangkot ng pagsali sa mga tubo, na sa kalaunan ay nilayon para sa pagdadala ng mga likido o gas na produkto. Kapansin-pansin na ang mga pipeline na ito ay may kakayahang gumana kahit na sa ilalim ng napakataas na presyon.
Sa panahon ng proseso ng produksyon, ang isang espesyal na non-consumable electrode ay ginagamit, at dito pinapayagan na gamitin ang parehong direkta at reverse polarity. Ang pangunahing tool sa pagtatrabaho sa sitwasyong ito ay ang burner kung saan maaayos ang elektrod. Ang isang stream ng argon ay lalabas sa nozzle nito habang nagtatrabaho.
Ang welded joint ay mabubuo sa kalakhan dahil sa metal ng mga workpiece, kaya dapat isaalang-alang ang puntong ito at dapat itong gawing mas malaki kaysa sa ipinahiwatig ng proyekto. Kung kinakailangan, pinapayagan na gumamit ng materyal na tagapuno, na kailangang manu-manong ibigay sa lugar kung saan masusunog ang arko. Kakailanganin mo ring ilipat ang sulo gamit ang isang elektrod na gawa sa tungsten sa pamamagitan ng kamay. Dapat sabihin kaagad na ang produktibidad ng paggawa kung gagamitin ang teknolohiyang ito ay hindi masyadong mataas. Ang katotohanan ay hindi masyadong maginhawa upang manu-manong matustusan ang additive, sa oras na ito kakailanganin mo ring hipan ang weld pool na may argon at ipasa ang elektrod. Ang isang napaka-propesyonal na welder lamang ang maaaring sabay na magsagawa ng naturang serye ng mga aksyon na may mataas na kalidad na resulta, kaya mas mahusay na gumamit ng semi-awtomatikong teknolohiya.
Kasama sa kategoryang hindi kinakalawang na asero ang mga high-alloy na bakal na may malinaw na pagtutol sa kaagnasan. Ang pangunahing bahagi ng alloying sa mga materyales na ito ay kromo. Depende sa klase ng hindi kinakalawang na asero, maaari itong maglaman ng hanggang 20% ng alloying element na ito. Bilang karagdagan, ang bakal ay maaaring maglaman ng mga sangkap na magpapalaki sa mga katangiang anti-corrosion nito at magbibigay ng ilang pisikal at mekanikal na katangian. Kabilang sa mga naturang elemento ang titanium, nickel, molibdenum, atbp. Ang hindi kinakalawang na asero at aluminyo ay kabilang sa mga materyales na ang pagluluto ay nangangailangan ng pagsunod sa ilang mga kundisyon. Bago mo gawin, dapat mong pamilyar ang iyong sarili sa ilan sa mga tampok nito. Ang parehong aluminyo at hindi kinakalawang na asero ay maaaring lutuin gamit ang argon. Bago magluto ng argon, kailangan mong maging pamilyar sa mga katangian ng materyal na pinoproseso at ihanda ito para sa trabaho nang naaayon.
Ang argon welding ay isang high-tech na proseso na nagbibigay-daan sa iyo upang makakuha ng mataas na kalidad na mga welding kapag nagsasagawa ng maliliit na volume ng welding work.
Ano ang dapat mong isaalang-alang kapag nagluluto ng hindi kinakalawang na asero na may argon?
Bago magluto gamit ang argon, pag-aralan ang mga sumusunod na mahahalagang katangian ng aluminyo at hindi kinakalawang na asero. Kaya, ang hindi kinakalawang na asero ay may halos 2 beses na mas kaunting thermal conductivity kaysa sa mga low-carbon steels. Bilang isang resulta, ang konsentrasyon ng init sa panahon ng proseso ng hinang ay tataas, na sinusundan ng isang pagtaas sa pagtagos ng materyal sa joint. Ang pag-aari na ito ng hindi kinakalawang na asero ay nangangailangan ng pangangailangan na bawasan ang kasalukuyang lakas ng isang average na 20% kung ihahambing sa parehong tagapagpahiwatig kapag nagtatrabaho sa mga maginoo na bakal, tulad ng aluminyo, ay nailalarawan sa pamamagitan ng isang medyo malaking koepisyent ng linear expansion. Kapag hinang ang mga produktong hindi kinakalawang na asero, dahil sa ari-arian na ito, ang makabuluhang pag-urong ng paghahagis ay sinusunod. Ito ay humahantong sa pagtaas ng pagpapapangit ng materyal sa panahon ng hinang at pagkatapos nito. Kung walang sapat na clearance sa pagitan ng hindi kinakalawang na asero o aluminum workpiece na hinangin, maaaring lumitaw ang mga malalaking bitak.

Ang hindi kinakalawang na asero at aluminyo ay nailalarawan sa pamamagitan ng mataas na electrical resistance. Kapag nagtatrabaho sa mga naturang materyales na may mga electrodes na gawa sa high-alloy steels, ang huli ay magiging napakainit. Upang maalis ang negatibong epekto, ang mga chromium-nickel electrodes ay magagamit sa haba na hanggang 35 cm.
Ang hindi kinakalawang na asero ay nawawala ang mataas na kakayahang anti-corrosion kapag nagtrabaho sa maling mga kondisyon ng thermal. Ang phenomenon na ito ay kilala bilang intergranular corrosion. Ang physicochemical na katangian ng phenomenon ay nagmumula sa katotohanan na kapag ang temperatura ay tumaas sa 500°C o higit pa, ang chromium at iron carbide ay nagsisimulang mabuo sa mga gilid ng mga butil. Sa dakong huli, ang mga butil na ito ay nagiging mga sentro ng kaagnasan. Maaari mong mapupuksa ang gayong hindi kasiya-siyang kababalaghan sa iba't ibang paraan. Ang isa sa mga ito ay nagsasangkot ng mabilis na paglamig sa pamamagitan ng anumang magagamit na mga pamamaraan, kabilang ang simpleng pagbuhos ng malamig na tubig sa materyal na hinangin, upang mabawasan ang pagbaba ng resistensya ng kaagnasan sa pinakamababa. Gayunpaman, mahalagang isaalang-alang na ang aluminyo ay hindi maaaring palamig ng tubig, at sa kaso ng mga bakal, ang pamamaraang ito ay angkop lamang para sa chromium-nickel austenitic na materyales.
Paano maghanda ng hindi kinakalawang na asero para sa pagluluto?
Ang parehong aluminyo at hindi kinakalawang na asero ay nangangailangan ng wastong paghahanda bago magtrabaho. Mayroong ilang mga paraan upang magwelding ng hindi kinakalawang na asero. Ang pinakalaganap ay ang mga sumusunod:

- Magtrabaho gamit ang mga coated electrodes.
- Application ng tungsten electrode.
- Semi-awtomatikong welding mode gamit ang hindi kinakalawang na kawad.
Ang bawat isa sa mga pamamaraang ito ay may sariling mga katangian at angkop para sa pagsasagawa ng isang tiyak na listahan ng trabaho. Sa proseso ng pagluluto ng hindi kinakalawang na asero na may argon kakailanganin mo:
- Welding machine.
- Mga electrodes. Pinili ayon sa mga katangian ng materyal na pinoproseso.
- Hindi kinakalawang na asero na kawad.
- bakal na brush.
- Solvent.
Bago ang mga bahagi ng hinang, kailangan mong iproseso ang kanilang mga gilid. Ginagawa ito sa halos parehong paraan tulad ng sa kaso ng pagtatrabaho sa mga low-carbon steels. Mayroon lamang isang kakaiba: upang matiyak ang libreng pag-urong ng tahi, kapag lumilikha ng isang welded joint, kailangan mong gumawa ng ilang puwang. Siyempre, sa loob ng makatwirang limitasyon.
Bago magtrabaho, kailangan mong linisin ang mga ibabaw ng mga gilid. Upang gawin ito, gumamit ng brush na bakal. Ang mga gilid ay kailangan ding hugasan ng solvent. Acetone o aviation gasoline ang gagawin. Ang paggamot na ito ay nagpapahintulot sa iyo na mapupuksa ang taba at sapilitan. Sa katunayan, sa pagkakaroon ng taba, ang katatagan ng arko ay bababa at ang mga pores ay magsisimulang lumitaw sa tahi.

Ang hinang hindi kinakalawang na asero gamit ang pinahiran na mga electrodes ay nagbibigay-daan sa iyo upang makakuha ng mga tahi ng normal na kalidad nang walang anumang mga problema. Samakatuwid, kung wala kang napakataas na pangangailangan sa kalidad ng koneksyon, pagkatapos ay piliin ang partikular na paraan ng hinang na ito.
Mayroong ilang mga uri ng mga electrodes, ang bawat isa sa kanila ay angkop para sa pagtatrabaho sa mga hindi kinakalawang na asero ng isang tiyak na komposisyon. Ang lahat ng impormasyong ito ay ibinigay sa GOST. Alam ang grado ng bakal na hinangin, madali mong matukoy kung aling mga electrodes ang kailangang gamitin upang gumana dito. Pumili ng mga electrodes na hindi makakabawas sa resistensya ng kaagnasan ng materyal at masira ang mga mekanikal na katangian nito.
Bilang isang patakaran, ang trabaho ay isinasagawa gamit ang isang reverse constant na antas. Kailangan mong subukang gawin ang lahat upang ang tahi ay matunaw nang kaunti hangga't maaari. Gumamit ng maliit na diameter na mga electrodes para sa trabaho. Kinakailangan na ang isang minimum na halaga ng thermal energy ay inilabas. Nauna nang nabanggit na kapag nagtatrabaho sa hindi kinakalawang na asero, kailangan mong gumamit ng kasalukuyang 15-20% na mas mahina kaysa kapag hinang ang plain steel, huwag kalimutan ang tungkol dito.
Ang mga electrodes ay may mababang thermal conductivity at mataas na electrical resistance. Dahil dito, hindi magagamit ang matataas na agos. Kung ang panuntunang ito ay nilabag, ang mga electrodes ay mag-overheat at masisira. Para sa parehong mga kadahilanan, ang mga electrodes para sa hindi kinakalawang na asero ay natutunaw nang mas mabilis kaysa sa mga ginamit sa pagwelding ng ordinaryong bakal. At ito ay kadalasang nakakagulat sa mga walang karanasan na mga welder.
Upang mapanatili ang paglaban sa kaagnasan ng tahi, ang lahat ay dapat gawin upang matiyak na ito ay lumalamig nang mabilis hangga't maaari. Halimbawa, maaari mo itong palamigin gamit ang mga tansong pad o hangin. Kung ang hindi kinakalawang na asero na iyong pinoproseso ay nauuri bilang chromium-nickel austenitic, maaari mo pa itong palamigin ng tubig.
Mga tagubilin sa tungsten welding

Ang mode na ito ay ginagamit sa mga kaso kung saan kinakailangan upang magwelding ng mga produkto mula sa napakanipis na hindi kinakalawang na asero o upang makakuha ng isang mataas na kalidad na welded joint. Halimbawa, ang argon welding gamit ang tungsten electrodes ay pinakaangkop para sa mga hindi kinakalawang na tubo na nagdadala ng mga gas o likido sa ilalim ng presyon.
Ang trabaho ay isinasagawa sa alternating o direktang kasalukuyang. Ang variable ay angkop para sa pagtatrabaho sa aluminyo. Ang polarity ng kasalukuyang ay tuwid. Argon ang ginagamit. Bago mo simulan ang hinang, dapat mong ihanda ang filler wire para sa trabaho. Ito ay mas mahusay kung ito ay may mas mataas na antas ng alloying kaysa hindi kinakalawang na asero o aluminyo.
Kapag nagtatrabaho sa isang elektrod, hindi ka dapat gumawa ng mga paggalaw ng oscillatory: dahil dito, ang puwang ng proteksyon ng welding zone ay maaabala at ang weld metal ay mag-oxidize. Ang reverse side ng seam ay dapat protektahan mula sa hangin sa pamamagitan ng pamumulaklak ng argon.
Kapag nagtatrabaho, subukang tiyakin na walang tungsten ang nakapasok sa weld pool. Maaari mong gamitin ang non-contact arc ignition. Maaari rin itong mag-apoy sa isang coal o graphite plate na may karagdagang paglipat sa base metal.
Kapag natapos na ang welding work, hindi na kailangang patayin kaagad ang supply ng argon. Gawin ito pagkatapos ng mga 15 segundo. Pipigilan nito ang labis na oksihenasyon ng heated working electrode. Sa ganitong paraan ito ay magtatagal ng mas matagal.
Paano magluto ng hindi kinakalawang na asero na semi-awtomatikong sa argon?
Ang pamamaraang ito ng hinang ay ang pinaka ginustong. Tinitiyak nito ang pinakamataas na posibleng produktibidad at gumagawa ng napakahusay na kalidad ng mga tahi. Upang mapabuti ang kalidad ng hinang, ang nikel ay idinagdag sa kawad.
Ang semi-awtomatikong proseso ng argon welding para sa hindi kinakalawang na asero ay pinakaangkop para sa pagsali sa makapal na materyales. Sa kasong ito, ang bilis ng hinang ay magiging maximum. Dahil dito, tataas din ang produktibidad. Ang proteksiyon na kapaligiran sa ganitong mga kondisyon ay isang pinaghalong carbon dioxide at argon. Dahil sa carbon dioxide, ang pagkabasa sa mga gilid ng tahi ay tumataas.
Mayroong ilang mga pamamaraan na nagpapahintulot, lalo na:
- Maikling arc welding.
- Nagtatrabaho sa jet transfer.
- Pulse mode.
Ang paglipat ng jet ay angkop para sa pag-welding ng mga makapal na metal, habang ang maikling arko ay angkop para sa mas manipis na mga produkto.
Kabilang sa mga pakinabang ng pulse mode ay ito ang pinaka-kinokontrol na proseso. Ang wire na metal ay ipinulus sa weld pool. Ang bawat isa sa mga pulso na ito ay isang hiwalay na patak ng hinang. Pinapayagan ka ng mode na ito na bawasan ang average na halaga ng kasalukuyang arc, na napakahalaga kapag nagtatrabaho sa hindi kinakalawang na asero, dahil nababawasan ang input ng init at apektadong lugar ng init.
Bilang karagdagan, ang pulse mode ay halos ganap na nag-aalis ng mga splashes ng metal. Ito ay nagbibigay-daan sa iyo upang makabuluhang makatipid ng mga consumable at dagdagan ang pagiging produktibo sa pamamagitan ng pagbawas sa oras na kinakailangan upang linisin ang isang tahi.
Kaya, mayroong ilang mga mode para sa pagluluto ng hindi kinakalawang na asero na may argon. Piliin ang isa na pinakaangkop para sa iyong kaso. Good luck!
Copper, hindi kinakalawang na asero, titanium, atbp.), na halos imposible na magwelding gamit ang maginoo na kagamitan, gayunpaman, matagumpay na ginagamit ang argon welding upang lumikha ng mga permanenteng koneksyon ng mga materyales na ito. Maaari itong isagawa kapwa sa karaniwang kagamitang pang-industriya at sa kagamitang gawang bahay. Gayunpaman, ang proseso ay nangangailangan ng ilang mga kasanayan at kaalaman, at kung wala ang mga ito ay tiyak na mabibigo. Sa artikulong ito ay titingnan natin kung paano at kung ano ang dapat isaalang-alang.
Mga Tampok ng Proseso
Sa panahon ng argon-arc welding, isang inert argon gas environment ang ginagamit, na nagpoprotekta sa mga metal na hinangin mula sa oksihenasyon, na may positibong epekto sa kalidad ng weld. Ang prosesong ito ay maaaring isagawa nang manu-mano, o sa isang awtomatiko o semi-awtomatikong mode, gamit ang isang fusible o non-fusible electrode.
Bilang isang patakaran, ang isang tungsten rod ay ginagamit bilang isang non-fusible electrode, na dahil sa napakataas na refractoriness ng metal na ito. Sa hinang ng argon, nagiging posible na mapagkakatiwalaan na sumali sa mga metal na napakahirap magwelding gamit ang mga tradisyonal na pamamaraan, pati na rin ang mga materyales ng iba't ibang uri.
Kaya, kabilang sa mga pakinabang ng argon welding ay ang mga sumusunod:
- Ang Argon ay isang inert gas na mapagkakatiwalaan na nagpoprotekta sa mga metal na hinangin mula sa oksihenasyon;
- Ang metal ay pinainit sa isang medyo maliit na lugar, dahil sa kung saan ito ay nagpapanatili ng hugis nito nang maayos;
- Ang mataas na kapangyarihan ng arko ay nagbibigay-daan sa iyo upang makamit ang mahusay na pagganap ng trabaho;
- Ang mga teknikal na pamamaraan para sa proseso ay medyo simple, ginagawa itong naa-access ng sinuman;
- Ang kakayahang magwelding ng mga bahagi na hindi konektado sa anumang iba pang paraan, habang ang tahi ay maayos at aesthetically kasiya-siya.
Mga tampok ng pamamaraan ng trabaho
Upang magwelding ng argon nang tama, may kumpiyansa at produktibo, dapat mong malaman ang teknolohiya at sundin ang ilang mga rekomendasyon na ginagawang mas madali ang proseso at mapabuti ang kalidad ng tahi. Ilista natin ang mga ito sa pagkakasunud-sunod.
- Ang arko ay dapat na panatilihin sa isang minimum para dito, ang infusible electrode ay dapat na matatagpuan malapit sa metal hangga't maaari. Ang pagtaas ng arko ay negatibong nakakaapekto sa lalim ng pagtagos ng bahagi at pinatataas ang lapad ng tahi, na humahantong sa isang pagkasira sa kalidad ng hinang.
- Bilang isang patakaran, kailangan mong magluto ng argon, na gumagawa lamang ng isang kilusan - kasama ang tahi. Ito ay nagpapahintulot sa iyo na gawing mas makitid at aesthetically kaakit-akit ang tahi. Hindi ito makakamit gamit ang mga coated electrodes.
- Upang maiwasan ang oksihenasyon ng mga materyales na hinangin, mag-ingat na panatilihin ang filler wire at infusible electrode sa argon protection zone sa lahat ng oras.
- Ang isang matalim na feed ng filler wire ay humahantong sa matinding spattering ng materyal. Samakatuwid, ang welding wire ay dapat na pakainin nang maayos - ang kasanayang ito ay kasama ng pagsasanay.
- Sa pamamagitan ng pagtagos ng isang tahi maaari mong hatulan ang kalidad nito. Maaari kang magabayan ng hugis ng weld pool - kung ito ay pinahaba sa direksyon ng hinang, kung gayon ang pagtagos ay mabuti, kung ito ay bilog o hugis-itlog, ang metal ay hindi sapat na natagos.
- Panatilihin ang filler wire sa isang anggulo sa materyal nang hindi gumagawa ng patagilid na paggalaw. Titiyakin nito ang isang mas makitid at mas pare-parehong tahi.
- Sa pagtatapos ng trabaho, ang bunganga ay hinangin sa pamamagitan ng pagbabawas ng kasalukuyang lakas gamit ang isang rheostat. Ito ay magiging hindi tama upang masira ang arko at bawiin ang tanglaw na ito ay lubos na binabawasan ang proteksyon ng tahi.
- Huwag kalimutan ang tungkol sa pangangailangan na degrease at linisin ang mga materyales na hinangin bago hinang.
Mga pagpipilian sa mode
Upang matiyak ang mataas na kalidad ng hinang, kinakailangan na pumili ng pinakamainam na mga mode ng hinang na nagbibigay ng pinakamabisang hinang.
- Ang polarity at direksyon ay pinili ayon sa mga katangian ng mga materyales na hinangin. Karaniwan, ang direktang kasalukuyang may tuwid na polarity ay ginagamit para sa bakal at haluang metal. Ang welding ng magnesium at aluminyo ay isinasagawa na may reverse polarity upang mabilis na sirain ang oxide film.
- Ang kasalukuyang hinang ay tinutukoy ng mga materyales na hinangin, ang polarity ng kasalukuyang at ang kapal ng elektrod. Dapat piliin ang tumpak na data batay sa mga reference na materyales o personal na karanasan.
- Ang boltahe ng isang arko ay tinutukoy ng haba nito, at ang laki ng arko ay dapat panatilihin sa pinakamaliit para mabawasan ang boltahe. Habang tumataas ang boltahe, bumababa ang kalidad ng hinang.
- Ang rate ng daloy ng argon ay nakatakda upang ang daloy ay ganap na ihiwalay ang mga bahagi na hinangin mula sa pagkakalantad sa hangin.
Ang pagpili ng mga tamang mode ay medyo mahirap na gawain, ngunit ang mga reference na materyales ay nakakatulong sa iyo na makayanan ito, at kasama ng karanasan ang pag-unawa sa proseso.
Modernisasyon ng mga welding machine
 Kadalasan, ang kagamitan ay ginagamit para sa argon welding na hindi orihinal na inilaan para dito, ngunit na-convert upang maisagawa ang proseso ng hinang na ito. Upang magawa ito, kakailanganin mo ng dalawang karagdagang node.
Kadalasan, ang kagamitan ay ginagamit para sa argon welding na hindi orihinal na inilaan para dito, ngunit na-convert upang maisagawa ang proseso ng hinang na ito. Upang magawa ito, kakailanganin mo ng dalawang karagdagang node.
Oscillator – ginagamit para sa non-contact ignition ng isang arko. Dahil ang isang bilang ng mga kadahilanan ay hindi nagpapahintulot sa arc na mag-apoy sa pamamagitan ng pagpindot sa elektrod sa metal, ang oscillator ay lumilikha ng isang mataas na boltahe na discharge na tumagos sa layer ng argon.
Ang isang ballast rheostat ay kinakailangan upang makontrol ang kasalukuyang lakas at piliin ang pinakamainam na mga parameter ng welding, halimbawa, upang magwelding ng hindi kinakalawang na asero, kailangan ng iba't ibang mga parameter kaysa sa pag-welding ng aluminyo.
Konklusyon
Tiningnan namin kung paano isagawa nang tama ang argon welding at kung anong mga rekomendasyon ang dapat isaalang-alang para dito. Umaasa kami na ang materyal na ito ay makakatulong sa iyo na magwelding nang mas mahusay at makamit ang mas mahusay na mga resulta.