Нарізування зовнішньої різьби
Різьбленняявляє собою гвинтову канавку, утворену на деталях обертання. Широко застосовується для з'єднання деталей між собою (кріпильна) та передачі руху (як, наприклад, у ходовому гвинті токарного верстата чи лещат).
У різьбових з'єднаннях застосовують болти, шпилькиі гвинти. Болт - Циліндричний стрижень з головкою на одному кінці і з різьбленням на іншому (див. рис справа а). Шпилька - Циліндричний стрижень з різьбленням на обох кінцях. Один кінець шпильки вкручується в одну з деталей, що з'єднуються, а на інший кінець встановлюють скріплювану деталь і нагвинчують гайку( б). Гвинт - циліндричний стрижень з різьбленням для вкручування в одну з деталей, що з'єднуються, і головкою різних форм( в).
Основні елементи різьблення
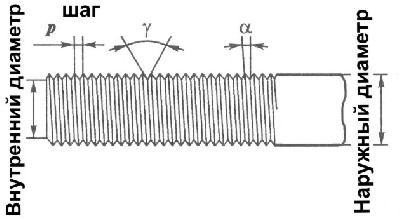
: кут підйому гвинтової лінії а,
крок різьби р, кут профілю у, зовнішній та внутрішній діаметри(Рис. зліва). Залежно від призначення різьбової сполуки застосовуються різні типи різьблення.

за напрямку витківрізьблення буває правоюі лівий(Рис. Праворуч). Найчастіше нарізають праве різьблення.
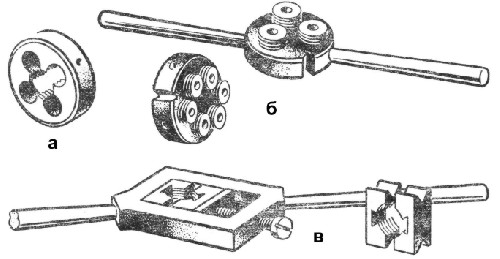
Для нарізування зовнішнього кріплення різьблення використовують спеціальний інструмент - плашки. Вони бувають круглі(Рис. зліва а), різьбонакатні(б) та розсувні(в).
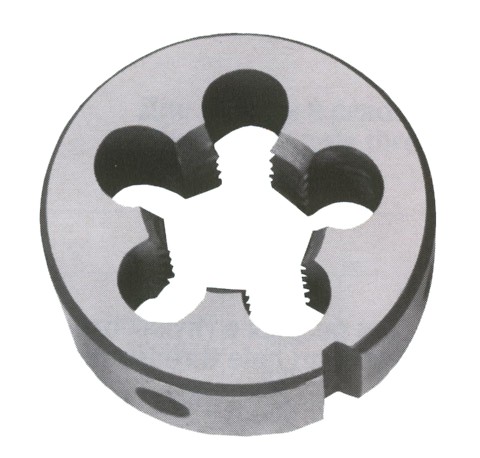
Кругла плашка (Рис. Праворуч) виконана у вигляді гайки із загартованої сталі. Різьблення плашки перетинають наскрізні поздовжні отвори. Режучі кромки, що утворилися, у формі клина і канавки забезпечують різання заготовки і одночасний вихід стружки. Для того, щоб торець стрижня (заготівлі) краще входив у плашку з торцевих сторін, її різьблення має меншу висоту профілю. Це так звана огорожа. Круглі плашки відповідно до стандарту призначені для нарізування метричного різьблення діаметром від 1 до 76 мм. Їх закладають у гнізда плашкотримача і фіксують там шпильками (або болтами) зі шліцом для викрутки.
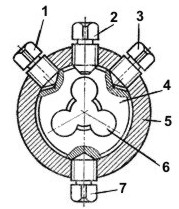
Плашка 4 (рис. зліва) з спеціальними вирізами 6 кріпиться в плашкотримачі 5 або в комірцітрьома чи чотирма гвинтами залежно від її розмірів та умов експлуатації. Один чи два гвинти 7 служать для закріплення, гвинти 1 і 3 - для закріплення та стиснення плашки при регулюванні її розміру після прорізування перемички. Розтискається плашка за допомогою гвинта 2 .
У корпусі різьбонакатної плашки (Мал. бвище) встановлені накатні регульовані ролики з різьбленням. Метал заготовки не ріжеться, а вичавлюється. За рахунок цього поверхня різьблення виходить більш чистою, а саме різьблення - більш якісним і точним.
 Розсувні призматичні плашки
(Мал. ввище) складаються з двох напівплашок, що розсуваються і відсуваються.
Розсувні призматичні плашки
(Мал. ввище) складаються з двох напівплашок, що розсуваються і відсуваються.
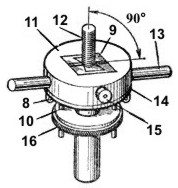
Певний інтерес представляє комір для встановлення та кріплення плашок (рис. праворуч) з додатковим напрямним кільцем 16
, що допомагає витримувати напрямок на циліндричних заготовках. 12
(стрижнів, штовхачів прес-форм та гвинтів, знімачів штампів). Додатковий пристрій можна використовувати у звичайних комірах.
У внутрішній частині обойми 1
комір є оброблене квадратне вікно з вставленими призматичними плашками. На боці обойми встановлено гвинт 15
, притискаючи плашки 9
під час роботи, а з боків обойми в корпус 11
вкручені дві ручки 13
для захоплення руками. У нижній частині обойми встановлено шайбу 14
, закріплена гвинтами 8
, і два напрямні штифти 10
, по яких переміщається кільце 16
.
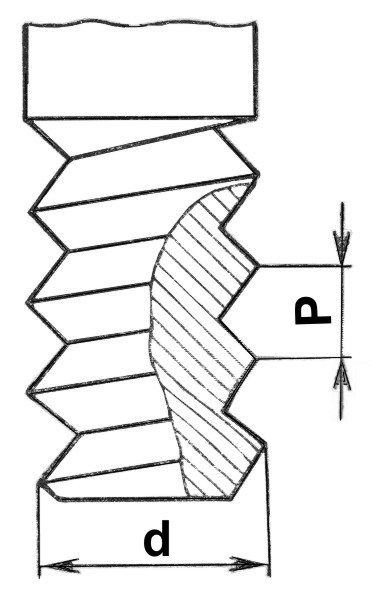
Для того, щоб нарізати різьблення плашкою на стрижні, треба спочатку дізнатися зовнішній діаметр різьблення dі її крок р(Див. рис. Зліва). Ці дані позначені на плашці. Потім по таблиці (див. табл. нижче) визначити діаметр стрижня для цього різьблення і вибрати заготовку.
| Діаметр різьблення | Крок(Р) | Діаметр стрижня | |
| Найменший | Найбільший | ||
| М 5 | 0,75 | 4,8 | 4,8 |
| М 6 | 1 | 5,8 | 5,8 |
| М 8 | 1,25 | 7,8 | 7,9 |
| М 10 | 1,5 | 9,75 | 9,85 |
| М 12 | 1,75 | 11,76 | 11,88 |
При цьому треба обов'язково враховувати, що коли нарізають різьблення, метал, особливо мідь, м'яка сталь, «тягнеться». Внаслідок цього діаметр стрижня трохи збільшується і посилюється тиск на різьбову поверхню плашки. Вона нагрівається, стружка налипає на ріжучі кромки, і різьблення стає «рваним». Все це знижує її якість. Тому діаметр стрижня повинен бути меншим за зовнішній діаметр різьблення на 0,1...0,3 мм залежно від розміру різьблення. Якщо діаметр стрижня буде меншим на 0,4...0,5 мм зовнішнього діаметра різьблення, то профіль різьблення виходить неповним.
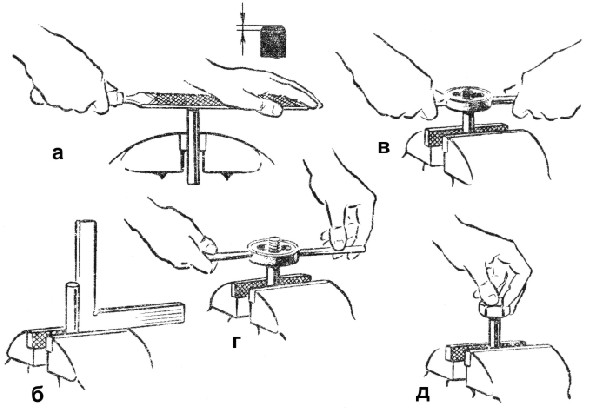 Вибрану заготовку треба виправити, розмітити, відрізати по розмітці і, закріпивши її в лещатах, напилком зняти фаску (рис. а) для того, щоб забірна частина плашки легше захоплювала метал. Слід перевірити якість плашки зовнішнім оглядом та накручуванням її на болт або шпильку з неушкодженим різьбленням. Необхідно також ретельно перевірити якість закріплення плашки в плашкотримачі, щоб виключити можливий її перекіс і прослизання в гнізді.
Вибрану заготовку треба виправити, розмітити, відрізати по розмітці і, закріпивши її в лещатах, напилком зняти фаску (рис. а) для того, щоб забірна частина плашки легше захоплювала метал. Слід перевірити якість плашки зовнішнім оглядом та накручуванням її на болт або шпильку з неушкодженим різьбленням. Необхідно також ретельно перевірити якість закріплення плашки в плашкотримачі, щоб виключити можливий її перекіс і прослизання в гнізді.
Перед нарізанням різьби розмічають на стрижні її довжину, стрижень закріплюють у лещатах так, щоб виступаючий над верхньою площиною губок кінець був більший частини нарізується на 20...25 мм. Стрижень ставлять по косинці під кутом 90 ° до верхніх площин губок (рис. б). Плашку, закріплену в плашкотримачі, накладають на верхній торець стрижня і з невеликим натиском, не допускаючи перекосу плашки, обертають її (мал. в). Після нарізування 1-2 ниток різьблення, ще раз перевіряють збіг осей обертання плашки та стрижня.
Після цього змащують маслом різьбову частину стрижня, Нарізку плашки і обертають плашку, рівномірно натискаючи на обидві рукоятки плашкодержателя (рис. г). Обертання має бути зворотно-поступальним: один-два обороти вправо і півоберта вліво.При цьому стружка ламається, виходить через поздовжній отвір. Це полегшує нарізування різьблення та покращує її якість. 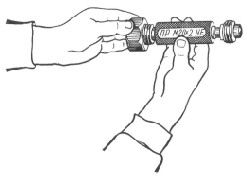
Якість нарізаного різьблення в умовах виробництва перевіряють різьбовими мікрометрами, різьбовими калібрами-кільцями та різьбовими пробками(Див. рис. Зліва). У шкільних умовах допускається перевірка різьблення гайками.
Після закінчення роботи плашку виймають із плашкотримача, ретельно очищають щіткою від стружки, протирають ганчір'ям і змащують олією.
Нарізання різьблення плашкою можна виконувати і на токарному верстаті.
При нарізанні різьблення плашку слід надійно закріплювати в плашкотримачі.
Під час роботи будьте обережні, щоб рука не потрапила між рукояткою плашкотримача і опорою.
Для змащення користуйтесь пензликом або масляною.
Чи не здувайте стружки з плашки, а користуйтеся щіткою-кошторисом.
Не допускайте попадання олії на одяг, руки.
На підприємствах застосовують загартовані гвинти, які загвинчують через пробиті отвори у двох або кількох деталях, що з'єднуються з листового металу. Гвинти, нарізуючи в отворах різьблення, з'єднують ці деталі. Такий спосіб різьбового з'єднання економічний і прискорює процес збирання. На багатьох підприємствах зараз застосовуються загартовані самовидавлюючігвинти для сталевих та чавунних деталей, твердість яких менша, ніж твердість гвинтів.
Різьблення на болтах і шпильках невеликого діаметру роблять на токарних верстатах-автоматаходночасно із виготовленням самих болтів. Гвинти та болти також штампуютьна пресах.
У масовому виробництві широко поширена накатка зовнішньої різьби. Після проходу між валиками на стрижні утворюється різьблення. У деяких різьбонарізних пристроях замість валиків використовуються пластини із твердого сплаву.
Нижче описані основні терміни та поняття, які необхідні для засвоєння матеріалу.
Основні елементи різьблення:
Зовнішній діаметр різьблення- це діаметр уявного циліндра, поверхня якого збігається з вершинами зовнішнього різьблення та западинами внутрішнього різьблення.
Внутрішній діаметр різьблення- діаметр циліндра, поверхня якого збігається з вершинами внутрішнього різьблення та западинами зовнішнього різьблення.
Середній діаметр різьблення- діаметр уявного співвісного з різьбленням циліндра, що утворює якого перетинає профіль різьблення в точці, де ширина канавки дорівнює половині кроку різьблення.
Кут профілю- Кут між бічними сторонами профілю, виміряний в осьовому перерізі.
Вершина профілю- Ділянка профілю, що з'єднує бічні сторони виступу.
Впадина профілю- Ділянка профілю, що з'єднує бічні сторони канавки.
Крок різьблення - відстань між сусідніми однойменними бічними сторонами профілю в напрямку, паралельному осі різьблення.
Кут підйому різьблення- кут, утворений дотичної до гвинтової лінії до точки, що лежить на середньому діаметрі різьблення, і площиною перпендикулярної осі різьблення.
Кут профілю- Кут між бічними сторонами витка, виміряний у площині, що проходить через вісь різьблення.
Система різьблення.
У промисловості застосовуються такі різьблення:
Метричне різьблення- має трикутний профіль і служить в основному для з'єднання деталей між собою.
Метричне різьблення поділяється на дві групи: метричне різьблення з великим крокомі метричне різьблення з дрібним крокомдля діаметрів 0,25-600 мм.
Трубне конічне різьблення- має те саме призначення, що й циліндрична. Необхідна щільність з'єднання досягається деформацією витків трубного конічного різьблення.
Конічна дюймова різьбаз кутом профілю 60 град. Конічне дюймове різьблення застосовується для отримання щільних з'єднань.
Дюймове різьблення- застосовується для кріплення деталей машин болтами, гвинтами і шпильками.
Трапецеїдальні різьби- застосовуються в основному для ходових гвинтів верстатів та інших силових передач.
Трапецеїдальні різьбиподіляються на велику, нормальну та дрібну.
Завзяті різьблення- Великий, нормальний і дрібний - застосовуються переважно для ходових і вантажних (з великим навантаженням) гвинтів з односторонньо діючим навантаженням. У поодиноких випадках використовуються як кріпильні.
Прямокутне різьблення- застосовується для вантажних та ходових гвинтів. Різьблення складне у виготовленні і має недоліки, що обмежують її застосування.
Трубне різьблення циліндричне- трубне циліндричне різьблення застосовується в з'єднаннях порожнистих тонкостінних деталей, коли з'єднання має бути особливо щільним.
Модульна різьба- Застосовується для черв'яків.
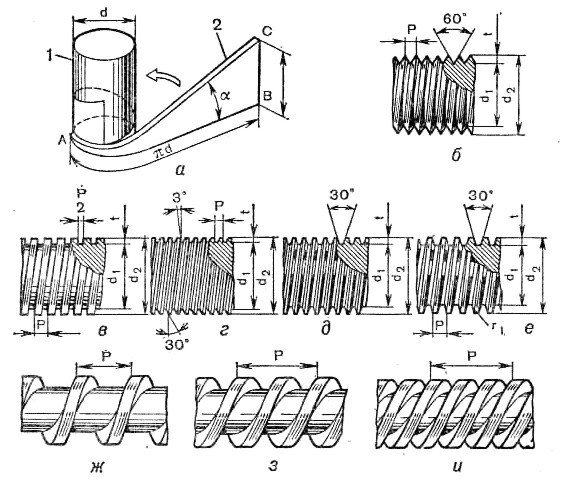
Схема гвинтових ліній: а- розгортка гвинтової лінії; б- циліндричне трикутне різьблення; в- циліндричне квадратне різьблення; г- циліндричне прямокутне різьблення; д- циліндрична
трапецеїдальне різьблення; е- циліндричне кругле різьблення; ж- однозахідне різьблення; з- двозахідне різьблення; і - тризахідне різьблення.

Для того, щоб дізнатися про крок різьблення, застосовують спеціальні калібри (див. рис. справа).



