Полімерні матеріали поступово заповнюють усі ніші на ринку товарів та послуг, а також проникають не лише у побутову та промислову сферу, оскільки надають різним виробам унікальних технічних та експлуатаційних характеристик. У статті йтиметься про труби з поліетилену низького тиску (ПНД), а також про технології, за допомогою яких здійснюється зварювання таких виробів.
Існуючі способи монтажу ПНД труб
Труби ПНД дуже популярні сьогодні, оскільки їх дуже просто монтувати (силами одного працівника). Однак потрібно зрозуміти, як ці труби з'єднувати між собою, щоб отримати надійний трубопровід.
Існує два типи з'єднань:
- Рознімні. Допускає аналіз конструкції в процесі експлуатації. Створити таке з'єднання можна за допомогою сталевих фланців.
- Нероз'ємні. Конструкція із сегментів труб ПНД є монолітною. Реалізується за рахунок зварювання труб стиковим методом або через муфти.
Коли здійснюється монтаж трубопроводу з великим діаметром, необхідно використовувати терморезистивні фітинги. У цьому випадку монолітне з'єднання буде міцним і ризик деформації при правильній експлуатації повністю відсутній.
Особливості зварювання ПНД труб встик
Насамперед для проведення робіт знадобиться апарат для зварювання ПНД труб встик. Приємним бонусом є те, що до нього не доведеться купувати додаткові насадки. Технологія придатна лише з'єднання ПНД труб однакового діаметра.
Максимально якісне зварювання ПНД труб виходить лише у разі скріплення сегментів в один шов. У такому випадку міцність зчеплення буде оптимальною і не виникне великої кількості пікових навантажень на трубопровід.
До цього дня, зварювання є найуніверсальнішим і найефективнішим способом монтажу трубопроводів і навіть те, що як матеріал, з якого виготовлені труби, використовується поліетилен, не знижує популярності зварювання. Для звареного трубопроводу зберігається гнучкість матеріалу по всій довжині. Немає різниці, як саме прокладатиметься система, оскільки зварювальний апарат для ПНД труб дає можливість виконувати роботи в будь-яких умовах.

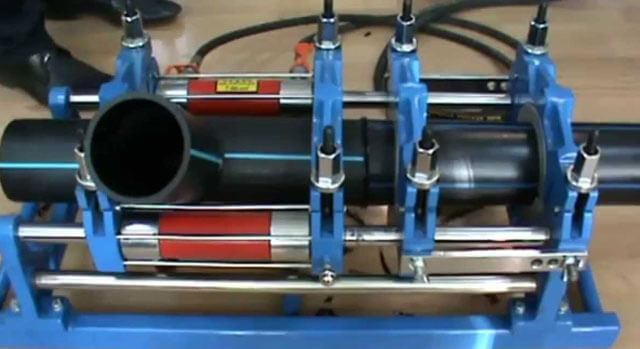
Процедура зварювання виглядає так:
- Кінці труб встановлюються в центратор (елемент, яким оснащений зварювальний апарат для зварювання труб ПНД), а потім вирівнюються відносно один одного і фіксуються міцно (прочитайте також: " "). При цьому кінці труб повинні бути ретельно очищені від різного бруду, пилу тощо.
- Далі необхідно використовувати пристрій для торцювання, щоб зробити механічну обробку сегментів трубопроводу, що зварюються. Під час цього етапу потрібно досягти рівної 0,5-міліметрової стружки, а потім вже перевіряти стикування торцевих частин труби. Будь-який зазор між трубами ПНД повинен бути видалений за допомогою повторення процедури торцювання.
- Потім використовується обладнання для зварювання труб ПНД, щоб виконати нагрівання торців. Обов'язково при цьому використовувати нагрівальний елемент із антипригарним покриттям. Коли торці почнуть розплавлятися, необхідно розвести і оперативно витягти нагрівач.
- Прогріті сегменти стикуються, а сила їхнього стискання рівномірно збільшується, поки дві труби не будуть щільно зафіксовані відносно один одного. Бажано почекати довше, аж до остигання стику. Тільки у цьому випадку шов буде максимально надійним.
Якість проведеного зварювання визначається, як на вигляд зробленого шва, так і за лінійними розмірами трубопроводу на стику (не повинно бути нерівностей).
Виконання зварювання ПНД труб через муфту
Якщо виконується муфтове зварювання труб ПНД своїми руками, потрібно мати агрегат для зварювання типу «паяльник», а також комплект насадок до нього. Діаметри насадок підбираються відповідно до розмірів арматури, що використовується. Окрім обладнання для зварювання необхідно придбати фітинги: муфти, куточки, трійники тощо.
За фактом парою для зварювання є торці фітингу та труби. Спосіб незручний, оскільки при неправильному з'єднанні трубопровід буде скошений, тому кількість фітингів повинна перевищувати кількість передбачуваних стиків.

Перевага муфтового зварювання в тому, що її можна виконувати в дуже незручних умовах, коли зміщення труб по осі обмежується. Нагрівається ПНД труба за допомогою контакту з металевою насадкою на паяльнику.
Конструкційно насадка складається з двох елементів, що скручуються в одне ціле. Фітинг прогрівається першою частиною під назвою "дорн", а друга називається "гільза" і в неї вставляють ПНД трубу.
Підготовчий етап для зварювання через фітінг
Починати стикування двох труб потрібно після проведення певних дій із трубою та фітингом:
- Труба підрізається у вигляді спеціальних ножиць з урахуванням потрібного розміру. Найкраще використовувати ножиці з кутом обрізки, що настроюється, оскільки переріз повинен бути розташований під прямим кутом до зовнішньої стінки труби.
- Ділянки, які будуть задіяні при зварюванні, потрібно очистити від будь-якого бруду, пилу та задирок. Внутрішню частину труби з того боку, де зварювання не проводиться, найкраще закрити за допомогою заглушки.
- Якщо зварювальний апарат використовується повторно, потрібно не забувати про очищення його від залишків минулої процедури.
Після виконання вищеописаних дій можна прогрівати паяльник. Про те, що встановлено потрібне значення температури, повідомить спеціальний індикатор, який є в будь-якому зварювальному апараті для ПНД труб. Роботи виконуються чітко в часі, що відповідає певному зовнішньому діаметру труби.
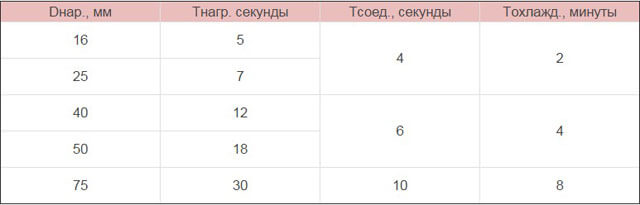
Далі представлений список тимчасових рамок кожного з етапів прогрівання та стикування для стандартних діаметрів ПНД труб (зовнішній діаметр (міліметри); час прогрівання елементів (секунди); час стикування прогрітих елементів (секунди); час охолодження стику (хвилини)):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Можливо, найважливішим етапом є закріплення стикуючих елементів на насадці, оскільки надмірний тиск може призвести до того, що маса, що виступає при оплавленні торців, сформує велике кільце на краях труби і фітинга.
Відповідно вставляти трубу і надягати фітинг потрібно до упору, але при цьому не докладати надмірних зусиль у фінальній стадії процесу. Уникнути цього можна шляхом насадки фітингу та вставки труби при вимкненому паяльнику.
І тут можна буде поставити відповідну позначку. Після того, як прогрівання відбулося, потрібно зняти елементи та з'єднати їх аж до стикування гратів. Конструкція до повного остигання повинна бути в спокої і не піддаватися механічному навантаженню.
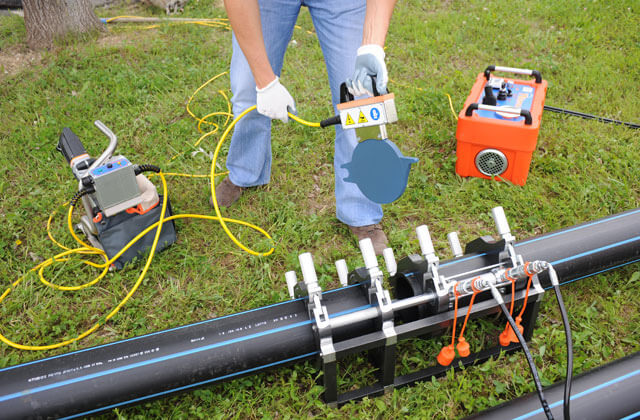
Чим унікальна і як виконується електромуфтове зварювання
Електромуфтове зварювання - це сучасна модифікація описаного вище способу з'єднання труб. Для реалізації цієї процедури використовують спеціальні муфти, які спочатку поміщені електричні нагрівальні елементи. Враховуючи, що відбувається витрачання такого ресурсу, як електрична енергія, можна не говорити про економічність процесу порівняно зі стандартним зварюванням.

Найпростішим елементом для даного типу зварювання є електромуфта, але існують також сідлові відводи та трійники електрофузійного типу. Далі йтиметься про те, як самостійно виконати монтаж із застосуванням електромуфт та електрофузійного зварювального апарату.
Конструкція такого зварювального апарату передбачає наявність спеціальних спіралей, які є нагрівальними елементами. Тонкий шар з фітингового торця плавиться під впливом температури і це дозволяє йому з'єднатися з пластиковими сегментами трубопроводу. Спіраль залишається у шві між елементами, надаючи конструкції більшої міцності (за аналогією з армуванням). Звичайно, такий спосіб є найбільш дорогим і застосовується в основному для збирання газових трубопроводів.
Виконуються роботи в процесі електромуфтового зварювання у певній послідовності:
- Використовуючи спеціальний різак, трубопровід кроять на заздалегідь розмічені шматки.
- Потім потрібно очистити внутрішню частину електричної муфти і сегментів труби, що приварюються один до одного. Потім ці ділянки знежирюються.
- На трубах відзначаються місця, щоб можна було контролювати глибину входження муфти.
- Відкриті торці труб, які не варяться на цьому етапі, закриваються за допомогою заглушок.
- Зварювальний апарат підключається до муфти за допомогою двох дротів, що дає можливість його розміщення на відстані від місця проведення робіт.
- Натискається кнопка запуску. Під час нагрівання, зчеплення і до повного остигання сегменти труби повинні залишатися нерухомими щодо один одного.
- Вимикається автомат також самостійно після закінчення потрібного часу, оскільки спочатку налаштований під паяння ПНД труб (прочитайте також: " ").
- В експлуатацію трубопровід може бути введений не раніше ніж через 1 годину після проведення зварювальних робіт.

Зварні з'єднання ПНД труб повинні відповідати таким вимогам:
- зварний шов повинен розміщуватися на одному рівні або вище за зовнішній поверхні трубопроводу;
- зміщення сегментів трубопроводу не повинно бути більше 10 відсотків від товщини стінки труби, що використовується;
- шов, що виступає над трубопроводом, при товщині стінки до 5 мм повинен бути не більше 2,5 мм, а при товщині від 6 мм до 2 см – до 5 мм.
Підсумок
У статті докладно описані способи зварювання ПНД труб, а працівнику залишається підібрати лише оптимальний з них для конкретного трубопроводу. Якщо виконувати роботи чітко за запропонованими інструкціями, то трубопровід прослужить довго, ефективно та надійно. Також весь процес монтажу можна довірити фахівцям, які нададуть власне обладнання та допоможуть з придбанням необхідних матеріалів.



