Raamatut peeti kogu aeg inimese suurimaks loominguks, sotsiaalse arengu üheks silmapaistvamaks avastuseks. Raamat on inimeste mälu hoidla, teadmiste kogumise vahend ja vahend nende teadmiste edastamiseks põlvest põlve.
Raamat on läbinud mitmeid arenguetappe ja seda on pika aja jooksul pidevalt täiustatud. Täiustati selle välimust, tootmismeetodeid ja sisu.
Kui lähete täna mõnele raamatunäitusele, võite näha tohutul hulgal raamatuid, mis erinevad nii väliste kui ka sisemiste elementide kujunduse poolest, nii temaatilise sisu ja isegi valmistamismeetodite poolest.
On teada, et mis tahes trükitoodete, sealhulgas raamatute valmistamiseks on vaja mitmeid etappe ja tootmisprotsesse. Need etapid jagunevad traditsiooniliselt eeltrükkimiseks, trükkimiseks, järeltrükkimiseks ja viimistlemiseks ning iga etapp vastavalt tootmisprotsessideks:
Trükieelne etapp: küljendamine, teksti- ja graafilise info töötlemine, trükivormi valmistamine;
Trükitöö etapp: paberi ettevalmistamine, sööturi (kui trükkimine toimub poognaga) või rulli laadimine, trükiplaadi seadistamine, tindi laadimine;
Raamatuköitmise etapp: klotside selgroo liimimine ja kaantega katmine;
viimistlustööde etapp: fooliumi stantsimine;
Igas etapis määratakse nii väljaande enda kui ka selle kvaliteetseks tootmiseks vajalike materjalide ja seadmete asjakohased tehnilised ja tehnoloogilised omadused:
Eeltrükkimise etapis: formaat, kirjasuurus, kirjatüüp, veerise suurus, illustratsioonide tüübid jne;
Trükitööde etapis: trükimeetod, trükimasina tüüp, paberi tüüp, värv jne;
Raamatuköitmise etapis: voltimismeetodid, plokkide köitmine, ploki kokkupanek, selgroo tüüp ja isegi kaane või kaane tüüp jne;
Viimistlustööde etapis: kile tüüp, reljeeftrükk, laki tüüp.
Kõik ülalkirjeldatud protsessid toimuvad nende saidil.
Nii on näiteks trükiprotsesside jaoks spetsiaalselt määratud trükikoda, kus asuvad trükimasinad.
Iseenesest on tänapäevased trükimasinad üsna mahukad ja võivad koosneda mitmest sektsioonist, mille arvu määrab lähteülesanne, trükitoodete liik ja teostatava trükitöö keerukus. Trükimasinad võivad sisaldada 1 kuni 12 sektsiooni, millega saab tavaliselt lisaks trükkimisele teha ka lisaoperatsioone (lakkimine, kuivatamine, trükkimine traditsioonilisse triaadi alla mittekuuluvate värvidega).
Tehnoloogiahoones on üldjuhul kõik väljaandele vajalikud andmed, mis projekteeritud pressiruumis trükkimist vajavad. Täpselt lähteülesandest juhindudes valitakse trükimeetod, trükitüüp, trükimasin ja muu lisavarustus. Ehk siis projekteeritakse otsetrükitootmist, eel- ja järeltrükki.
Kõik eelnev lubab järeldada, et just õigesti koostatud lähteülesanne mängib olulist rolli mitte ainult tootmises eraldiseisva töökoja, vaid ka tootmise enda kujundamisel. Tehnoloogiline ülesanne aitab varustada tootmist kõigi vajalike seadmetega.
1. Lähteülesande väljatöötamine
Töö eesmärgiks on välja töötada sellise tehnoloogilise protsessi projekt, mis tagaks väljaande kvaliteetse trükitulemuse ja oleks heade majandusnäitajatega maksimaalselt vastavuses kaasaegse tootmise tingimustega.
Info väljaande kohta vastavalt lähteülesandele on toodud tabelis 1.
Tabel 1
Lähteülesanne (ülesanne) tootmise kavandamiseks
Kauba nr Näitajate nimetus
ja omadused Väärtus rühmade kaupa
väljaanded 1. väljaanne
1 2 3 1 Eesmärk Uue trükikoja loomine
2 vahetustega töö 1 vahetus 8 tundi
5 päeva nädalas
Tehnoloogilised näitajad
3 Väljaande tüüp Raamat
4 Sissetuleva originaali vaade
tootmiseks
triibud pdf-failides
5 Trükitud keerukuse rühm
teosed, illustratsioonide olemasolu ja tüüp Esiteks, illustratsioonid,
katkendlik, 120 rida tolli kohta
lisaosade jaoks Kolmandaks illustratsioonid
raster, 170 rida/tolli kohta
6 Trükiskeem (värvilisus)
tooted 1+1
lisaosade jaoks 4+0
Kvantitatiivsed näitajad
7 Pealkirjade arv
väljaandeid aastas 1
8 Väljundite arv ühest
publikatsioone aastas 250
9 Trükiste keskmine tiraaž, tuhat eksemplari. 10
Tehnilised näitajad
10 Väljaande formaat, cm 7090
11 Lehe jagamine 16
12 Väljaande maht f.p.l. (lk) 15 (240)
13 Märkmikute arv
(täielik ja mittetäielik) 7 täielikku (32 lehekülge),
1 mittetäielik (16 lehekülge)
14 Lehekülgede arv
ühes märkmikus 32 ja 16
15 volditud ruut:
4 korda (32 lehekülge)
3 korda (16 lehekülge)
16 Kokkupanek
17 Väljaande sidumise tüüp KBS meetod (PVAD)
21 Katte tüüp Tüüp nr 3
Kasutatavate põhinäitajate tüüp
22 Meediumitüüp:
23 väljaande korpusele Offset, 80 g/m2
katte jaoks Kaetud, 250 g/m2
24 Paberivarustuse tüüp:
põhiosa jaoks Rullid, laius - 900 mm,
läbimõõt - 700 mm
kaanele Paberalused, laius 900 mm, pikkus 700 mm
25 Reljeefkile tüüp Metalliseeritud foolium
Nõuded valmistoodete pakendamiseks
27 Lõppgrupi tüüp
pakend kliendile kohaletoimetamiseks Kaubaalused 12080 cm,
910 kg, 70 ahju kaubaalusel
28 Vahetüüp
rühmapakend Pakis 20 tk, 13 kg,
sulfaatpaberis 80 g/m2, ristseotud
polümeerteip
30 Liimimismeetodi kirjeldus
vahepakend
sidumine polümeerteibiga
31 Vaheaine arv
rühmapaketid
lõpppakendis 96
32 Eksemplaride arv
tooteid 1 vahepakendis 10 eksemplari.
2. Projekteerimisülesande analüüs
Põhiosa jaoks. tuhat f.p.l./aastas.
Kaane jaoks, võttes aluseks asjaolu, et A2-lehel on 4 kaant:
tuhat f.p.l./aastas.
Peamiselt on planeeritud koormus järgmine:
tuh.
Kaane jaoks on kavandatud allalaadimine järgmine:
tuh.
Väljaande põhiosa kohta:
tuh.
Väljaande kaanele:
tuh.
. Asendame lähteülesande väärtused, saame:
tuhat eksemplari aastas
Lähteülesande täitmiseks peab vormitootmisosakond olema varustatud Computer-to-Plate tehnoloogial vormide valmistamise protsessori ja töötlemissõlmega; Köitmis- ja õmblustsehh peab olema varustatud KOLBUS Perfect Binders KM 600 liimivaba köitmissõlmega (ploki katmiseks kattega) tootmisvõimsusega 7000 qt./h. ja fooliumi stantsimismasin SPM Steuer RF 82. tootmisvõimsusega kuni 4000 lehte/tunnis.
3. Kavandatavate meetodite valik ja põhjendus
trükkimine ja trükimasinad
Trükimeetodi valikul võetakse arvesse järgmisi tegureid:
Disaini eesmärk on luua uus trükikoda. Selle trükikoja lähteülesande järgi tuleks trükkida väljaanne – raamat, kunstiteos, tehnoloogilised parameetrid ja nõuded teksti ja illustratsioonide taasesitamisele määravad ofsettrüki meetodi. Lisaks räägib ofsettrüki meetodi kasuks asjaolu, et see on hetkel domineeriv ning enamus trükitoodetest, ca 75% (raamatud, ajalehed, ajakirjad, poognatooted) trükitakse just sel viisil.
Ofsettrükk võimaldab trükkida üsna suurele valikule trükitud materjalile: formaatide kaupa (leht 320–1050 mm, rull 600–1000 mm); tiheduse järgi (leht 27–800 g/m2, rull 39–120 g/m2); paksuse järgi (leht 0,04–1,20 mm, rull kuni 0,10 mm); tüübi järgi (metalliseeritud paber, foolium, tina jne).
Ofsettrükimasinad on üsna suure töökiirusega: poognasöötmine kuni 10-18 tuhat trükki/tunnis, rullsöötmine üle 45 tuhande trüki/tunnis; võimaldab töötada erinevate värvidega (1+0 kuni 8+8); võimaldab kanda peale erinevaid lakke (veebaasil, UV jne); võimaldab teil tinti printida erinevat tüüpi(näiteks metalliseeritud).
Lisaks kõigele eelnevale võib lisada, et see trükimeetod annab suhteliselt väikese koguse paberijäätmeid ja vähem kahjulikke mõjusid keskkond. Lisaks on peaaegu kõik ofsettrükimasinad modulaarse ehituse põhimõttega, mis võimaldab vastavalt lähteülesandele tellimuse täitmiseks masina otse kokku panna.
Lähteülesande järgi trükkimist vajava väljaande analüüsimisel ja eeltoodud tegurite arvessevõtmisel võib ühemõtteliselt väita, et lähteülesande järgi väljaande trükkimiseks on soovitav valida ühevärviline veeb Ofsetmasin, mis on spetsialiseerunud sobivas formaadis raamatuvihikute tootmiseks, trükitud riide töölaius kuni 1000 mm ja vihikute vastuvõtt. Samuti on lähteülesande täitmiseks vaja trükise lisaosa trükkimiseks 4 + 0 trükiskeemiga poognafsetrükimasinat, mille juurde kaas kuulub.
Üldnõuded trükipressile (trükimaterjali poogna etteandega):
Trükimaterjali - lehe esitamine
Maksimaalne formaat, cm - kuni 740
Trükiskeem (värvilisus) - 4 + 0
Trükimasina minimaalne tunnitootlikkus, lehed / tund - 10000
Üldnõuded trükimasinale (rull-trükimaterjaliga):
Trükimaterjali – rulli esitamine
Lõikepikkus, mm - 700
Paberirulli maksimaalne laius, cm - kuni 90
Trükiskeem (värvilisus) - 1 + 1
Trükimasina minimaalne tunnitootlikkus, lehed / tund - 20 000.
Seega on 4 + 0 trükiskeemiga poognaga trükimasinate hulgas üldised nõuded sobivad pressid Heidelberg Speedmaster SM 74 ja pressid Manroland ROLAND 200. Mõlemad pressid on ehitatud modulaarselt, mis võimaldab peale trükipressi enda paigaldamist ja seadistamist lisada ja paigaldada vajalikud sektsioonid. Trükimasinate minimaalne täiskomplekt vastab lähteülesande kohaselt väljaande nõuetele. Eelkõige trükitakse neile peale kate.
Lehesöötmisega ofsettrükimasinate tehnilised omadused on toodud tabelis 2.
tabel 2
Lehtpaberiga trükimasinate tehnilised andmed
ja nende varustus
kiirusmeister
SM 74 ROLAND 200
Väärtusskoor Väärtusskoor
1 Tootja nimi Heidelberg Manroland
2 Päritoluriik Saksamaa Saksamaa
3 Tarnija Venemaal Heidelberg H.G.S
B. Tehnilised andmed
4 Erksus (trükimuster) 4+0 0 4+0 0
5 max/min vormingus
paberil, mm 530×740/
210 × 280 1 520 × 740/
210 × 297 0
6 Max. trükiformaat, mm 510×740 1 510×735 0
7 Max. töö tootlikkus, lehed/tund 15000 1 13000 0
8 Max/Min paksus
trükitud materjal, mm (või paberi kaal g/m2) 0,03–0,6 0 0,04–0,8 1
9 Virna kõrgus
söötja / vastuvõtt, mm
(või lehed kaaluga g/m2) 1,060/597 0 1,245/500 1
10 Paberi söötja poolt
lai külg 0 kuni
lai külg 0
11 Paigaldamine
mõõdud (P×L×K), mm 9943×
3700 × 2153 1 10496 ×
3612×2140 0 12 kaal, kg 32480 1–0
B punktide summa: 5 2
B. Varustus
13 Automaatne
kuju muutmine jah 0 jah 0
14 Automaatne
nihutatud silindri klambrid jah 0 jah 0
15 Eemaldamisseade
staatiline elekter
söötjal/vastuvõtul ei 0 ei 0
16 Automaatne
vormingu sätted jah 0 jah 0
17 Non-stop seade
ellingu vahetus tarnimisel jah 0 jah 0
18 Lehtkeeraja ei 0 ei 0
19 Automaatseade
kohalik
värvivaru jah 0 jah 1
B punktide summa: 0 1
Trükimasina eelistuse arvutame suure tiraaži arvestuse põhjal:
Speedmaster SM74 puhul on eelistatud 5x0,6 + 0x0,4 = 3.
mudeli ROLAND 200 puhul - 2 × 0,6 + 1 × 0,4 = 1,6
Rull-rulli trükimasinate puhul moodustatakse selle tingimuslik konfiguratsioon lähteülesande täitmiseks vajalikest moodulitest.
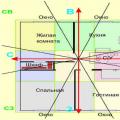
Rull-rulli trükimasina tingimuslik konfiguratsioon lähteülesande täitmiseks on näidatud joonisel 1.
Joonis 1. Võrgutrükimasina tavaskeem
Jooniselt 1 on näha, et tehnilise ülesande täitmiseks on vaja ühte trükiüksust (4-silindriline I-tüüp horisontaalse lindi juhtimisega ja 1 + 1 trükiskeemiga); topelttala rulli laadimine koos automaatse liimimisega masina "liikvel olles"; kaust; märkmik sa aare.
Trükise põhiosa, raamatuploki trükkimiseks on tiraaži arvestades parem paigaldada tootmises rullist rullile trükimasin. Lähtuvalt lähteülesande nõuetest saame arvestada Prantsuse firma trükimasinatega GOSS M600 D ja Saksa firma KBA Сompacta 215.
Rullofsettrükimasinate tehnilised omadused on toodud tabelis 3.
Tabel 3
Veebitrükkimismasinate spetsifikatsioonid
ja nende varustus
Kauba nr Indikaatorid Trükimasina mudel
М600 D Сompacta 215
Väärtusskoor Väärtusskoor
1 2 3 4 5 6 A. Üldine informatsioon tarnijate kohta
1 Tootja nimi GOSS KBA
2 Päritoluriik Prantsusmaa Saksamaa
3 Tarnija Venemaal NISSA Meediaprojekt KBA RUS LLC
B. Tehnilised andmed
4 Vibrance (trükimuster) 1+1 0 1+1 0
5 max/min paberirulli laius, mm 1020/880 0 1000/420 1
6 Lõikepikkus, mm 700 0 700 0
7 Maks./min.
paberformaat, mm 700×1020/880 1 700×1000/420 0
8 Max/Min paberi kaal g/m2 48–135 1 36–130 0
9 Falapparat, graafika osakaal,
16, 32 1 haarats,
16, 32 0 10 Maks. kiirus, p/min 70000 1 50000 0
11 F.p.l.
pöörde kohta 2 0 2 0
12 Registreerimine
vormi silinder, mm
ümbermõõt ±3 0 ±3 0
piki telge ±3 0 ±3 0
13 Paigaldamine
mõõtmed (P × L × K), mm 1,319 × 3,436 × 2,372 0 - 0
14 Kaal, kg 1200 0 12000 0
B punktide summa: 4 1
B. Varustus
15 Servo sõidab jah 0 jah 0
16 plaatide vahetamine:
poolautomaatne jah 0 jah 0
automaatne jah 0 jah 0
17 Automaatne tekipesumasin jah 0 jah 0
18 Automaatne loputus
tindiüksus ei 0 jah 1
20 Automaatne võrgupinge juhtimine jah 0 jah 0
21 Automaatne registreerimine jah 0 jah 0
22 Eelseadistatud
CIP4 protokolli kaudu jah 1 ei 0
23 Automaatne tindi eelseadistus jah 1 ei 0
24 Automaatne rõhu eelseadistus jah 1 ei 0
25 Jahutusrull standardvarustuses jah 1 ei 0
B punktide summa: 5 1
Trükimasina eelistuse arvutame suurte tiraažide põhjal:
mudeli GOSS M600 D jaoks on eelistatav - 4 × 0,6 + 5 × 0,4 = 4,4.
KBA Compacta 215 mudeli puhul – 1×0,6 + 1×0,4 = 1
4. Skemaatiline diagramm
integreeritud tootmisprotsess
5. Trükimasinate tootmisvõimsuse prognoos
5.1. Seadmete aastase tööaja fondi praktilisteks arvutusteks kasutatakse koefitsienti kcm, mis võtab arvesse Fob muutust sõltuvalt vahetusrežiimist:
Võttes arvesse vahetuse kestust - 8 tundi ja nende arvu - 1 nihe seadmete aastase tööfondi arvutamise avaldises, saab koefitsient kcm väärtuseks 0,95:
tund. 5.2. Valmimisaja norm saab teada kas seadme tarnijalt või trükikojast, kus seda tüüpi seadmeid juba kasutatakse. Sel juhul tprs = 0,16 h.
Arvestades asjaolu, et masin on varustatud kausta, automaatse liimijaga, kaugjuhtimispuldiga lehtede kombineerimiseks ja võimalusega seadistada protokolli CIP4 abil, kulub ringlusest ringlusse tpr ümberkonfigureerimiseks tpr \u003d 0,92 tundi .
5.3. Tööaja koefitsient trükitud vormid tootja poolt selgitatud. Sel juhul arvutist plaadile tehnoloogial valmistatud Thermostari trükiplaatide puhul kts = 1, kuna nende maksimaalne tiraaž ilma tulistamiseta on 100 000 eksemplari:
5.4. Trükipressi kasuliku kiiruse koefitsiendi leiame teatmeteosest “Trükitootmise protsesside tootmisaja ühtsed normid”. Trükitööde esimese keerukuse rühma puhul on kis keskmine väärtus 0,772.
Teades kasulikku kiiruse koefitsienti, arvutame tfuel = 1000/(v kis), s.o. selgub, tahi \u003d 1000 / (70000 0,772) \u003d 0,02 h ehk 1,11 min.
5.5. Töökordade arv arvutatakse pärast ühe tiraaži printimiseks kuluvat aega:
. Ühe tiraaži trükkimise aeg vastavalt valemile:
Tund. Loosimiste arv:
5.6. Valmis tootmisvõimsus, tuhandetes fl.prog. aastal:
5.7. Aastane tootmisvõimsus tuhandetes f.p.l. aasta:
. .
5.8. Aastane tootmisvõimsus tuh. aasta:
5.9. Aastane tootmisvõimsus tuh. aasta:
5.10. Aastane tootmisvõimsus tuhandetes eksemplarides. tooted:
, .
5.11. Seadmete tööaja aastane fond:
tund. 5.12. Seadmete tarnija selgitas välja, et trükimasin on varustatud automaatse trükiplaatide vahetusega, seega 4 trükiplaadi vahetamiseks kahes osas, tprs = 3/4 = 0,75 min. või 0,013 h.
Arvestades asjaolu, et masin on varustatud automaatse trükivormide vahetamise, kaugjuhtimispuldi ja CIP4 protokollide järgi konfigureerimise võimalusega, on ringlusest ringlusse ümberseadistamise aeg tpr = 0,33 tundi.
5.13. Vormid Thermostar, Computer-to-Plate tehnoloogia kts = 1, ringluskindel ilma põletamiseta on 100 000 eksemplari, ühekordsete duplikaatide arv lehel 3, kuna kaas on trükitud, köitekaanele:
5.14. Trükipressi kasuliku kiiruse koefitsiendi leiame teatmeteosest “Trükitootmise protsesside tootmisaja ühtsed normid”. Trükitööde neljanda keerukuse rühma puhul on kis keskmine väärtus 0,791.
Trükiaeg tprint = 1000/(15000 0,791) = 0,08 h või 5,06 min.
5.15. Katsete arv arvutatakse ühe tiraaži printimiseks kuluva aja järgi.
Ühe tiraaži trükkimise aeg vastavalt valemile:
tund. Loosimiste arv:
5.16. Valmis tootmisvõimsus, tuhandetes fl.prog. aastal:
5.17. Aastane tootmisvõimsus tuhandetes f.p.l. aasta:
. .
5.18. Aastane tootmisvõimsus tuh. aasta:
5.19. Aastane tootmisvõimsus tuh. aasta:
5.20. Aastane tootmisvõimsus tuhandetes eksemplarides. tooted:
.
6. Trükimasinate tootmiskoormuse prognoos
Goss M600 D rullofsettrükimasinale
6.1. Aastas kulutatud aeg:
, tund.
6.2. Aastas kulutatud aeg:
tund. 7. Vajaliku trükitehnika arvutamine
Goos M600 D rulliofsettrükimasinale
7.1. Vajalike ühetüübiliste trükimasinate arvutus:
Trükimasinad.
Heidelberg Speedmaster SM 74 rullofsettrükimasinale
7.2. Vajalike sama tüüpi trükimasinate arvutus, võttes arvesse asjaolu, et projekteeritakse üks trükipress:
. trükimasinad.
Seega on lähteülesande täitmiseks vaja 3 trükimasinat.
8. Laadimisvormi toodangu arvutamine
Vastavalt tootmise lähteülesandele võetakse küljendatud ribad kätte elektroonilise failina, mistõttu trükiplaatide valmistamiseks toimub trükiplaatide pealekandmine ja valmistamine CtP-tehnoloogia abil tootmiskohas. .
Goss M600 D rullofsettrükimasinale
8.1. Hallituse tootmiskoormuse arvutamine:
Või 3752 vormi aastas.
Heidelberg Speedmaster SM 74 poognatrüki ofsettrüki masinale
8.2. Hallituse tootmiskoormuse arvutamine:
või 1000 vormi aastas.
vormid/aasta.
9. Pressijärgse toodangu laadimise arvutamine
Voltimisprotsess viiakse läbi otse trükimasinas, mis on üsna mugav, sest küljendusel saadakse valmis märkmikud, mis saadetakse seejärel valitud plokkidesse. Kokku on plokis 15 f.p.l. ploki märkmikute arv on 8, seega selgub, et ploki valimisel selgub 7,5 p.l / 8 märkmikku = 0,94 või 1 plokk.
Kõik muud pressijärgse etapi toimingud tehakse täpselt liinil, s.o. töödeldud plokkide arv võrdub kavandatud allalaadimisega toodete koopiatena väljaannete vormingus aastas. Ehk siis 2500 tuhat plokki.
Lähteülesannete täitmiseks vajalik kaane valmistamise masinas töödeldavate kaante arv on võrdne tootmisliinil töödeldud plokkide arvuga, s.o. 2500 tuhat ülempiiri.
Lähteülesande kohaselt peab klient enda kätte saama lõpliku grupipakendi (alused, riiulid jne) või lihtsalt grupipakendi (pakid).
Aastase pakendite arvu saate määrata tootevormingute järgi:
, tuhat pakki aastas.
Aastane grupipakendite arv tooteformaadi järgi arvutatakse:
Tuhat pakki/aastas.
10. Tehnoloogiliste lahenduste ja seadmete valik
Lähteülesande väljatöötamise eesmärgiks on trükikoja kujundus. Tehnoloogiliste lahenduste ja seadmete valik ei ole vajalik, välja arvatud vastuvõtu- ja pressimisseade (palgivirnastaja), sest trükikojas paigaldatakse rullilt-rullile trükimasin ning lähteülesande alusel hakatakse trükkima raamatuväljaandeid.
Lähteülesannete täitmiseks mõeldud vastuvõtu- ja pressimisseadet saab kasutada järgmiselt:
vihikute minimaalne formaat, mm: 200120;
Märkmikute maksimaalne formaat, mm: 500315;
Maksimaalne joone pikkus (ilma vajutamiseta), mm: 1350;
Joone pikkus (koos pressiga), mm: 800–1200;
maksimaalne kiirus, tsüklit tunnis: 120 000
Märkmikute maht, lk: 8–128;
Toide, V/Hz: 400/50;
Elektrivõimsus, kVA: 8;
õhukulu, nl/tsükkel/baar: 250/6
11. Trükietapi samm-sammulise kaardi väljatöötamine
12. Trükijärgu marsruudikaardi väljatöötamine
Goss M600 D rullofsettrükimasinale
m Aeg, h
1. Goss M600 D ettevalmistamine – 0,083 – – – –
2. Trükiarv ja trükiste kvaliteedikontroll – 0,180 – –
3. Märkmike vastuvõtt palgivirnastajale – – –
4. Seotud virnade virnastamine alustele – – – – – –
5. Bonded Stop Exposure
vajaliku tiheduseni – – – – – 24
6. Pressitud jalgade transport
viimistlusjärgus – – – – – –
Kokku: 0,263 - 24
Protsessi kogukestus, h 24,263
Rootofsettrükimasinale Heidelberg Spedmaster SM 74
Sümbol Tegevuse kirjeldus Kaugus,
m Aeg, h
1. Spedmaster SM 74 ettevalmistamine – 0,042 – – – –
2. Tiraaži trükkimine ja trükiste kvaliteedikontroll - 0,168
5. Muljete eksponeerimine finaalis
kinnitusvärv – – – – – 8
6. Jäljendite transport viimistlusjärgusse – – – – – –
Kokku: 0,21 - 8
Protsessi kogukestus, h 8,21
12. Seadmete spetsifikatsioonide koostamine
Tabel 3
Seadmete spetsifikatsioon lähteülesande täitmiseks
№ p / p Nimi
varustus Ühikute arv Mõõtmed
(P × L × K), m
(või paigaldusala, m2) Kaal, kg Toide, V/F/Hz Elektrivõimsus, kW (kVA) Tarbi Meeskonna arv ühiku kohta varustus
vesi, l/h õhk kuupm/min
1. Trükikoda
1.1. rullitud
nihe
trükitud
masin Goss M600 D 3 1,319×3,436×2,372 12000 – – – – 5
1.2. leht
nihe
trükitud
Spedmaster SM 74 1 9,943 × 3,700 × 2,153 32480 – – – – 3
1.3. Vastuvõtu- ja pressimisseade 3 4,455×3,380×2,900 2800 400/50 8 kVA – – 1
13. Põhimaterjalide ennustamine
13.1. Lähteülesande täitmiseks vajaliku paberi koguse arvutus on järgmine:
Keskmine paberijäätmete suhe tehniliste vajaduste jaoks arvutatakse järgmiselt:
Põhiosa printimiseks. Kahevärvilisele rullimismasinale (I keerukuse rühm) printimise paberi jäätmemäär, võttes arvesse märkmike voltimist, on järgmine:
lehe reguleerimiseks 850 4 100%/70000 = 4,8%;
Rulli ettevalmistamine trükkimiseks 0,6%;
Tiraaži trükkimine kuni 100 tuhat eksemplari. 1,6% iga tindiprindi eest, s.o. 1,6% 4 = 6,4%;
Varrukajääk 0,3%;
sisemised vead 0,5;
Taanduda vastuvõtu-pressimise seadmesse 0,3;
Jäätmed autoliimimiseks 0,3;
Otsapaberite liimimine 0,1% igale otsapaberile, s.o. 0,1% 2 = 0,2;
raamatuotsa ääris 0,1%;
Raamatuploki töötlemine tootmisliinil tiraažiks kuni
100 tuhat eksemplari. 0,60%;
Paberijäätmete osakaal, välja arvatud köitmis- ja viimistlusprotsessid, on 14,1%. Seejärel printige põhiosa järgmiselt:
ja paberi kogus on järgmine:
kg = 945 t Kaanetrükkimiseks. Lehtpaberi neljavärvilisel masinal (III keerukuse rühm) printimisel kasutatava paberi jäätmemäär on sel juhul kaetud paberi jäätmed:
Valmistatud 30 4 100%/8750 = 1,4%;
Trükkimine kuni 25 tuhat eksemplari. 1,5% iga tindiprindi eest, s.o. 1,5% 4 = 6,0%;
Arvestame pressijärgsete protsessidega:
Lõika paber enne printimist 0,2%;
Kile ülerõhk 3,0%;
Trükitoodete lõikamine aktsiateks, mitte rohkem kui 8 aktsiat 0,2%, arvestades toodete survega lõikamist - tõus 0,1%.
Paberijäätmete osakaal, välja arvatud köitmis- ja viimistlusprotsessid, on 10,9%. Seejärel printige põhiosa järgmiselt:
ja paberi kogus on:
13.2. Lähteülesande täitmiseks vajaliku värvi koguse arvutamine on järgmine:
Põhiosa printimiseks. Tindijäätmete määr ühevärvilise raamatuploki trükkimisel rullist rulli masinal, võttes arvesse paberi formaati ja tüüpi, on 34,7 g / 1000 krediiti.
kg = 173,2 t
Kaanetrükkimiseks. Tindijäätmete määr neljavärvilise kaane printimisel, võttes arvesse paberi formaati ja tüüpi, on 130,3 g / 1000 krediiti.
kg = 0,2 t 13,3. Lähteülesande täitmiseks vajaliku vormimaterjali koguse arvutamine on järgmine:
Trükimasina Goss M600 D kasutamisel on plaadimaterjali kogus, võttes arvesse jäätmeid CtP-ga valmistatud vormide tehnoloogiliste vajaduste jaoks - 1,03%,:
kg = 2,76 t
m2 Trükimasina Speedmaster SM74 kasutamisel vajab plaatmaterjali kogus, võttes arvesse jäätmeid CtP-ga valmistatud vormide tehnoloogiliste vajaduste jaoks - 1,03%,:
m2 Tabel 4
Vajalik põhimaterjalide aastane kogus
lähteülesande täitmiseks
Materjalide kogus
Paber, t:
kehale (80 g/m2) 945
katmiseks/köitmiseks (250 g/m2) 60,78
Tabeli 4 lõpp
Paber kokku (Mb), v. 1005.78
Igat värvi värvid, t:
rullmasinatele 173,2
lehtmasinatele 0,2
Kokku paber (Mk), v. 173.4
Vormi materjal:
ruutmeetrites (Mfp), 3307
tonnides (Mfw), 3,10
14. Töötajate arvu arvestus
14.1. Määrame režiimi ajafondi tundides:
Ptk 14.2. Arvutame kasuliku (efektiivse) tööaja fondi ettevõtte i-ndas allüksuses, h:
Puudumiste määra võtame lähtuvalt sellest, et puhkuse kestus on 24 päeva.
osa 14.3. Määrame aastase varustuse aja fondi koos personaliga tundides:
Foshi võib siiski võtta kui Fob, mis on arvutatud ühe vahetuse jaoks.
h.
Seetõttu võrdub Fosh sel juhul 1892,4 tunniga.
14.4. Masinaid hooldavate töötajate loetelu:
Rull-rullile trükimasinaga Goss M600 D töötamiseks tehke järgmist.
inimesed
Poognatrükipressi Speedmaster SM74 jaoks:
inimesed Vastuvõtva ja pressimisseadme hooldamiseks:
inimesed Vastuvõtu- ja pressimisseade on paigaldatud 3 tk. see paigaldatakse igale rullilt rullile trükimasinale.
15. Tootmis- ja laopindade prognoos
Kavandatava allüksuse (trükitöökoja) tootmispiirkonnaks on:
rulltrüki osakonna jaoks:
n = 3, Sm(1) = Sm(2) = Sm(3) = 1,319 × 3,436 + 4,455 × 3,380 = 4,54 + 15,06 =
= 19,6 m2, Ku(1) = 3,2,
siis tootmispind on 19,6 3,2 3 = 188,15 m2;
poognatrüki osakonna jaoks:
n \u003d 1, Sm (1) \u003d 9,943 × 3,700 = 36,8 m2, Ku (2) = 4,0,
siis tuleb tootmispind 36,8 4,0 = 147,15 m2.
Siis kogupindala poogna- ja lintrükimasinate trükikoda tuleb 336 m2.
Laoprognoos arvutatakse järgmise valemi abil:
Paberi puhul, arvestades, et nii trükimaterjaliga lehti kui ka märkmikke säilitatakse:
m2.
Värvile (kõik trükitüübid): m2.
Vormimaterjalile: m2.
Tabel 6
Laopind põhimaterjalide hoidmiseks
Laovarude kurss
lasti, päeva Laopind, m2
Paber 29 - vihikute jaoks
45 - lehtede jaoks 218,87
Värv 90 19.08
Vormimaterjal 80 9.73
BIBLIOGRAAFIA
1. Trükitootmise protsesside aja- ja tootmissektoritevahelised nimetused [Elektrooniline ressurss]. - M.: NIC "Majandus", 1996. - 378 lk. – üks elektrooniline magnetketas (HDD).
2. Paberijäätmete määrad tootmise tehnoloogiliste vajaduste jaoks toodete trükkimisel ofsettrükiga [Elektrooniline ressurss]. - M.: NIC "Majandus", 1998. - 46 lk. – üks elektrooniline magnetketas (HDD).
3. Stefanov, S. Trükitöös kasutatavad trükimeetodid [Tekst]: õpik. toetus/S. Stefanov. - M.: Reprocenter M, 2002. - 34 lk.
4. Safonov, A.V. Trükitoodangu kujundamine [Tekst]: õpik / A.V. Safonov, R.G. Moginov; alla kokku toim. prof. A. V. Safonov. - M .: Kirjastus- ja kaubanduskorporatsioon "Dashko ja Co", 2010. - 500 lk.
5. Samarin, Yu.N. Peamiste trükimaterjalide kulumäärad. Projekt [Elektrooniline ressurss] / Yu.N. Samariin. - M.: MGUP, 2002. - 24 lk. – üks elektrooniline magnetketas (HDD).
6. Manroland: poognatrükimasinad [Elektrooniline ressurss]: trükiseadmete kataloog / H.G.S Rolen group. - kataloogi juurdepääsu režiim: http://www.hgs.ru/manroland/roland700hp/
7. Komori: ofset-lehttrükimasinad [Elektrooniline ressurss]: trükiseadmete kataloog/Yam International. - kataloogi juurdepääsu režiim: http://www.yam.ru/equ/e_lithrones40.shtml
Õpik ülikoolidele. Moskva, ITC Dashkov & Co., 2009, 496 lk.
Õpikus on välja toodud kaasaegsete trükiettevõtete kujundamise põhitõed, võttes arvesse kodumaise, välismaise tehnoloogia ja trükitootmise tehnoloogia uusimaid saavutusi.
Õpitav kursus käsitleb põhimõttelisi põhisätteid disainiküsimustes, mille tundmine on vajalik trükiettevõtte loomiseks. Õpiku loomisel oli ülesandeks süstemaatiliselt tutvustada tänapäevaste trükiettevõtete kujundamise metoodikat.
Õpik on mõeldud erialal 261202 "Trükitootmise tehnoloogia" õppivatele üliõpilastele ning võib olla kasulik ka trükitootmise inseneridele-tehnoloogidele ning trükiettevõtete projekteerimise ja rekonstrueerimisega tegelevatele spetsialistidele.
Üldkontseptsioonid ja projekteerimisprotseduur.
Põhimõisted ja määratlused.
Projektieelne töö.
Projekteerimise teostatavusuuringu koosseis ja sisu.
Tööülesanne trükitoodangu kujundamiseks.
Keerulise kaheetapilise projekti sisu.
Tööprojekt ja töödokumentatsioon.
Tootmisprotsesside kavandamise alused.
Tehnoloogilise projekti väljatöötamise sisu ja järjekord.
Disainis kasutatavad trükitootmisüksused.
Disaini lähteülesande sisu.
Projekteerimisülesande analüüs.
Kavandatavate trükimeetodite ja trükimasinate valik ja põhjendus.
Moodustamine elektriskeem keeruline tootmisprotsess.
Tootmise tehnoloogilise prognoosimise meetodid.
Trükitoodangu tehnoloogiline prognoos.
Vajaliku trükiseadmete koguse arvutamine.
Vastastikuselt kokkulepitud tööülesannete koostamine trükieelse ja -järgse toodangu kujundamiseks.
Tootmisüksuste projekteerimine ja projekteerimisotsuste fikseerimine.
Tootmisüksuste projekteerimine.
Seadmete spetsifikatsioon tootmisüksuste kaupa.
Materjalide hulga, töötajate arvu ja tootmispindade prognoosid lähteülesande täitmiseks.
Lõplikud andmed tootmisosakondade projektide kohta.
Tööstushooned trükiettevõtetele.
Tööstushoonete peamised konstruktsioonielemendid ja nende otstarve.
Kaasaegsed ja perspektiivsed hooned trükiettevõtetele.
Tehnoloogiliste seadmete koormused põrandatele.
Soovitused tehnoloogiliste seadmete paigaldamiseks.
Tehnoloogilised nõuded tööstushoonetele.
Ehitiste tuleohutusnõuded.
Tootmisprotsessi ruumiline paigutus.
Ettevõtte allüksuste paigutus tootmishoones.
Tootmisüksuste planeerimine.
Disaini põhimõtted tootmistsehhid ja krundid.
Trükitootmise planeerimine.
Pressieelse tootmisüksuse paigutus.
Köitetootmise planeerimine.
Optimeerimismeetodid disainilahenduste leidmiseks.
Modelleerimise ja mudelite ehitamise põhimõtted.
Modelleerimise vigade põhjused ja nõuded esialgsele teabele.
Optimaalsete disainilahenduste leidmise meetodid.
Ettevõtte tootmis- ja transpordisüsteemi planeerimine.
Tootmisprotsessi inseneriline tugi.
Projekteerimisülesande sisu.
Tööstuslik veevarustus ja reoveepuhastus.
Ventilatsioon ja konditsioneer.
Elektrivarustus ja valgustus.
Küte.
Integreeritud meetodi muude insenerilõikude projekteerimise tehnoloogiliste ülesannete sisu.
Ettevõtte kõrvaltootmistsehhid ja -teenused.
Tootmislabor.
Ettevõtte laohaldus.
Remondi- ja mehaanikatöökojad.
Haldusbüroo ja sanitaarruumide projekteerimine.
Trükiettevõtete projekteerimine PC (CAD) abil.
Üldteave arvuti kasutamisega projekteerimise kohta.
CAD-tarkvara tüübid.
Üldnõuded.
Ettevõtte tootmis- ja logistikastruktuuri kujundamise süsteem.
Kirjandus.
Loetelu õpetuses kasutatud muutujatest.
Otsingutulemuste kitsendamiseks saate päringut täpsustada, määrates otsinguväljad. Väljade loend on esitatud ülal. Näiteks:
Saate korraga otsida mitmelt väljalt:
loogilised operaatorid
Vaikeoperaator on JA.
Operaator JA tähendab, et dokument peab ühtima kõigi rühma elementidega:
teadusarendus
Operaator VÕI tähendab, et dokument peab vastama ühele rühmas olevatest väärtustest:
Uuring VÕI arengut
Operaator MITTE välistab seda elementi sisaldavad dokumendid:
Uuring MITTE arengut
Otsingu tüüp
Päringu kirjutamisel saate määrata viisi, kuidas fraasi otsitakse. Toetatud on neli meetodit: otsing morfoloogia alusel, ilma morfoloogiata, eesliite otsing, fraasi otsing.
Vaikimisi põhineb otsing morfoloogial.
Ilma morfoloogiata otsimiseks piisab, kui panna fraasis olevate sõnade ette "dollari" märk:
$ Uuring $ arengut
Prefiksi otsimiseks peate päringu järele lisama tärni:
Uuring *
Fraasi otsimiseks peate lisama päringu jutumärkidesse:
" teadus-ja arendustegevus "
Otsi sünonüümide järgi
Sõna sünonüümide lisamiseks otsingutulemustesse pange räsimärk " #
" enne sõna või enne sulgudes olevat väljendit.
Ühele sõnale rakendades leitakse sellele kuni kolm sünonüümi.
Sulgudes olevale avaldisele rakendades lisatakse igale sõnale sünonüüm, kui see leiti.
Ei ühildu morfoloogia, eesliidete või fraasideta otsingutega.
# Uuring
rühmitamine
Otsingufraaside rühmitamiseks kasutatakse sulgusid. See võimaldab teil kontrollida päringu tõeväärtuslikku loogikat.
Näiteks peate esitama taotluse: otsige üles dokumendid, mille autor on Ivanov või Petrov ja pealkiri sisaldab sõnu uurimine või arendus:
Ligikaudne sõnaotsing
Ligikaudseks otsinguks peate panema tilde " ~ " fraasi sõna lõpus. Näiteks:
broomi ~
Otsinguga leitakse sõnu nagu "broom", "rumm", "ball" jne.
Soovi korral saate määrata võimalike muudatuste maksimaalse arvu: 0, 1 või 2. Näiteks:
broomi ~1
Vaikimisi on 2 muudatust.
Läheduse kriteerium
Läheduse järgi otsimiseks peate panema tilde " ~ " fraasi lõpus. Näiteks dokumentide leidmiseks sõnadega teadus- ja arendustegevus kahe sõna piires kasutage järgmist päringut:
" teadusarendus "~2
Väljenduse asjakohasus
Üksikute väljendite asjakohasuse muutmiseks otsingus kasutage märki " ^
" avaldise lõpus ja seejärel märkige selle väljendi asjakohasuse tase teiste suhtes.
Mida kõrgem on tase, seda asjakohasem on antud väljend.
Näiteks selles väljendis on sõna "uuringud" neli korda asjakohasem kui sõna "arendus":
Uuring ^4 arengut
Vaikimisi on tase 1. Kehtivad väärtused on positiivne reaalarv.
Otsige intervalli jooksul
Intervalli määramiseks, milles mõne välja väärtus peaks olema, peaksite määrama sulgudes olevad piirväärtused, eraldades need operaatoriga TO.
Teostatakse leksikograafiline sortimine.
Selline päring tagastab tulemused, mille autor algab Ivanovist ja lõpeb Petroviga, kuid Ivanovit ja Petrovit tulemusse ei kaasata.
Väärtuse lisamiseks intervalli kasutage nurksulge. Kasutage väärtuse vältimiseks lokkis sulgusid.