Maraming mga teknikal na aparato, pati na rin ang karamihan sa mga gamit sa bahay, ay may mga sinulid na koneksyon, na sinimulang gamitin ng sangkatauhan mula noong sinaunang panahon. Ang mga pangunahing tool kung saan ginawa ang mga elemento ng naturang mga koneksyon ay kasama ang isang gripo. Ang paggamit nito ay nagbibigay-daan sa iyo upang mabilis at walang labis na kahirapan sa pagputol ng tumpak at mataas na kalidad na mga thread sa panloob na ibabaw ng butas.
Mga tampok ng disenyo
Ang unang mga tool sa paghiwa panloob na thread Ang mga ito ay nakikilala sa pamamagitan ng isang primitive na disenyo at binubuo ng isang tetrahedral rod, sa gumaganang dulo kung saan, hasa sa isang mababaw na kono, pagputol ng mga ngipin ay sawn out. Kapag gumagamit ng gayong gripo, ang sinulid ay pinutol sa pamamagitan ng pag-screw nito sa loob ng nut o sa isang dating inihanda na butas sa workpiece. Naturally, ang naturang tool ay may maraming mga kawalan, ang pinakamahalaga sa kung saan ay kasama ang kawalan ng isang likurang ibabaw sa bahagi ng pagputol, pati na rin ang isang negatibong anggulo ng rake. Sa paglipas ng panahon, ang disenyo ng mga gripo ay naging mas sopistikado, at ngayon pinapayagan ka nitong lumikha ng tumpak at mataas na kalidad na mga panloob na thread.
Ang anumang gripo para sa pagputol ng mga thread sa panloob na ibabaw ng mga workpiece, anuman ang mga geometric na parameter at layunin nito, ay naglalaman ng mga sumusunod na elemento:
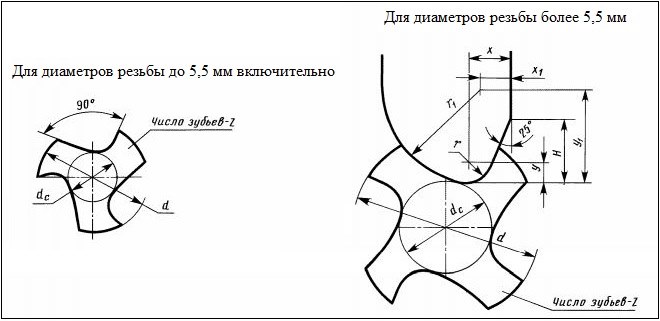
- side grooves (maaaring mayroong mula 2 hanggang 6);
- conical bahagi ng paggamit;
- bahagi ng pag-calibrate, na may cylindrical na hugis.
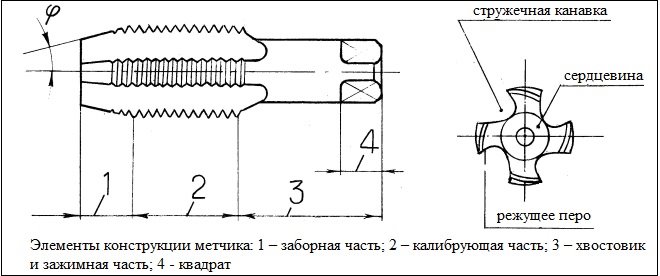
Ang mga grooves na matatagpuan sa gilid na ibabaw ng tool kasama ang buong haba nito ay sabay-sabay na gumaganap ng dalawang pag-andar: tinitiyak ang pag-alis ng mga chips mula sa processing zone at pinapadali ang supply ng coolant lubricant (coolant) sa naturang zone. Ang hugis ng uka ng gripo sa cross section ay tinutukoy ng dalawang ibabaw nito, ang isa ay ang harap na gilid ng cutting tooth ng tool, at ang pangalawa ay ang likod nito. Depende sa uri ng profile, ang mga chip flute ay nasa mga sumusunod na uri:
- single-radius (na may mga grooves ng hugis na ito, higit sa lahat ang uri ng pagkakalibrate taps ay ginawa);
- na may tuwid na harap at likod na ibabaw (ang mga tool na may mga grooves ng hugis na ito ay ginagamit para sa pagputol ng mga thread sa loob ng mga mani);
- na may tuwid na harapan at radius sa likod na ibabaw (karamihan sa mga gripo ay ginawa gamit ang ganitong uri ng plauta).
Ang mga grooves ay maaaring matatagpuan sa iba't ibang paraan: may mga tuwid na grooves, pati na rin ang spiral sa kanan o kaliwa. Ang mga unibersal na gripo para sa pangkalahatang paggamit ay ginawa gamit ang straight-type grooves. Ang mga spiral na kaliwang kamay na plauta ay gumagawa ng mga gripo na ginagamit para sa pagputol ng mga sinulid para sa mga sipi. Ang mga chips na nilikha ng naturang tool ay nauuna dito kasama ang butas na pinoproseso, sa gayon ay inaalis ang panganib ng pinsala sa naputol na thread. Kapag gumagamit ng mga gripo na may tamang direksyon ng pag-twist ng mga grooves, ang mga chips ay tinanggal mula sa processing zone patungo sa tool shank. Para sa kadahilanang ito, ang mga kanang kamay na gripo ay mainam para sa pagputol ng mga thread sa mga butas na butas.
Ang intake na bahagi ng gripo, tulad ng nabanggit sa itaas, ay may hugis na conical, na nagpapadali sa proseso ng pagpasok ng tool sa butas na ginagawang machine. Ang tiyak na halaga ng anggulo ng pagkahilig ng bahagi ng paggamit, na maaaring nasa hanay na 3-20°, ay pinili depende sa kung anong uri ng pagproseso ang gagamitin para sa tool - roughing, intermediate o pagtatapos.
Ang bahagi ng cylindrical na pagkakalibrate ay ginawa gamit ang isang reverse reduction na hanggang 0.1 mm, na kinakailangan upang mabawasan ang friction forces na nagmumula sa proseso ng pagputol ng thread. Ang puwersa ng friction sa pagitan ng gumaganang bahagi ng gripo at ng machined na ibabaw ay maaari ding mabawasan sa pamamagitan ng pag-back sa likod na ibabaw ng pagputol ng mga ngipin, na isinasagawa mula sa kanilang tuktok hanggang sa 1/3 ng kanilang lapad. Lumilikha ito ng pagbawas sa likod na ibabaw ng pagputol ng mga ngipin, ang halaga nito para sa mga tool na may diameter na 12-30 mm ay halos 0.1 mm.
Mga uri ayon sa layunin
Ang modernong industriya ay gumagawa iba't ibang uri mga gripo na naiiba sa bawat isa sa disenyo at functionality. Kaya, ayon sa kanilang layunin, ang mga gripo ay maaaring kabilang sa isa sa mga sumusunod na uri.
LocksmithAng mga tool na ito ay kadalasang hawak ng kamay at ginagamit kasabay ng isang espesyal na pihitan, sa tulong kung saan ang pag-ikot ay ibinibigay sa gripo. Bilang isang patakaran, ang mga ito ay ginawa at ginagamit sa mga hanay na binubuo ng dalawa o tatlong mga tool, ang bawat isa ay nag-aalis lamang ng bahagi ng allowance mula sa ibabaw na pinoproseso. Ang mga sukat ng mga gripo na kasama sa kit na ito (sa partikular, ang kanilang gumaganang diameters) ay nag-iiba. Ang una sa mga tool, sa shank na kung saan ay minarkahan sa anyo ng isang linya, ay ginagamit para sa roughing, ang pangalawa (na may dalawang linya sa shank) ay ginagamit para sa intermediate na pagproseso, at ang pangatlo (na may tatlong linya, ayon sa pagkakabanggit. ) ay ginagamit para sa pagtatapos ng sinulid na pinuputol.

Ang mga ito ay mga tool kung saan ang mga thread ay maaaring maputol nang manu-mano at sa iba't ibang uri ng mga makina (lathes, drills, aggregates, atbp.). Ang ganitong mga gripo ay naiiba sa metalwork na mga gripo dahil mayroon silang bahagyang mas maikling bahagi ng bakod at mas mataas na pagtutol sa mga mekanikal na pagkarga.

Mga mani
Gamit ang gayong mga kasangkapan, gaya ng ipinahihiwatig ng kanilang pangalan, pinuputol nila ang mga sinulid sa mga mani. Ang mga mani, na sinulid na gamit ang gayong gripo, ay hindi pinaikot mula sa tool, ngunit inililipat sa pinahabang bahagi ng buntot nito. Ang mga shanks ng nut taps, kung saan pinuputol ang mga thread sa mga drilling machine, ay may hugis na rectilinear. Ang mga mani na may naputol na mga thread, na inilipat sa naturang shank, ay inalog lang ito pagkatapos alisin ang tool mula sa machine chuck. Upang magputol ng mga mani, ang mga awtomatikong threading machine ay gumagamit ng mga gripo na ang mga shank ay may hubog na hugis. Kapag nag-ukit sa ganitong paraan, ang mga mani, sa ilalim ng presyon ng bawat isa, ay itinutulak kasama ang hubog na shank ng tool, umabot sa dulo nito at nahulog sa inihandang lalagyan.
Ang mga kinakailangan para sa disenyo at mga sukat ng parehong manual at machine taps para sa pagputol ng mga metric thread ay tinukoy ng GOST 3266-81, na tinatawag na: "Machine at hand tap. Disenyo at sukat."
Maaari mong gawing pamilyar ang iyong sarili sa mga kinakailangan ng GOST para sa mga manual at machine taps sa pamamagitan ng pag-download ng dokumento sa pdf na format mula sa link sa ibaba.
Mga uri ayon sa disenyo
Ayon sa kanilang disenyo, ang mga gripo ay nahahati din sa iba't ibang uri. Kaya, depende sa parameter na ito, ang mga tool ay nakikilala:
- na may mga chip flute na pinaikling haba, na tinatawag ding fluteless (ang disenyo ng naturang mga gripo ay espesyal na idinisenyo para sa pagputol ng mga thread sa mga bahagi na gawa sa matigas na mababang carbon na bakal, aluminyo na haluang metal, at mataas na lakas na haluang metal);
- na may mga grooves na matatagpuan sa kahabaan ng isang helical na linya (ang mga naturang tool ay naka-install sa mga sentro ng machining at ginagamit para sa pagputol ng mga blind thread);
- na may pagputol ng mga ngipin na inilagay sa isang pattern ng checkerboard (dahil sa ang katunayan na ang pagputol ng mga ngipin sa bahagi ng pagkakalibrate ng naturang tool ay pinutol nang isa-isa, posible na bawasan ang puwersa ng friction sa panahon ng pagproseso);
- stepped type na may gumaganang bahagi na nahahati sa dalawang seksyon, ang bawat isa ay gumaganap ng sarili nitong function (halimbawa, may mga stepped taps, ang unang seksyon ay gumagana ayon sa generator circuit, at ang pangalawa - ayon sa profile; para sa stepped mga tool ng iba pang mga uri, ang unang seksyon ay gumaganap ng isang cutting function, at ang pangalawa - smoothing);
- pinagsama (ito ay talagang dalawang tool sa isa: ang kanilang pagputol na bahagi, na ginawa sa isang solong disenyo, ay nagsisimula sa isang drill at nagtatapos sa isang gripo);
- broach taps na ginagamit para sa pagputol ng mga thread sa isang through hole ng anumang diameter (sa kanilang tulong, ang mga thread ay pinutol sa lathes, sa chuck kung saan ang workpiece ay naayos, at sa tool holder - ang shank ng tool na ginamit; ang paggalaw ng ang gripo sa panahon ng proseso ng pagputol ng thread ay sinisiguro ng awtomatikong feed ng suporta sa makina, at ang pag-ikot ng workpiece ay sa pamamagitan ng pag-ikot ng spindle);
- na may panloob na lukab, dahil sa kung saan ang tool ay pinalamig sa panahon ng pagproseso (ang paggamit ng naturang mga gripo na naka-install sa dalubhasang o multi-operational na kagamitan ay maaaring makabuluhang mapataas ang pagiging produktibo ng pagputol ng thread);
- kampanilya (ang ganitong mga gripo ay ginagamit para sa pagputol ng mga panloob na mga thread na may malaking diameter (50-400 mm) at may isang gawa na istraktura na binubuo ng mga indibidwal na elemento ng pagputol).
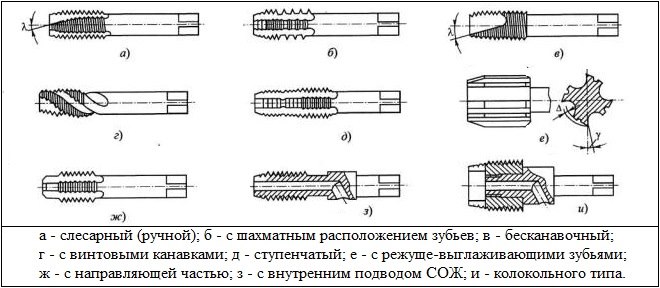
Sa istruktura, ang lahat ng mga gripo na nakalista sa itaas ay ibang-iba sa isa't isa na maaari mo ring sabihin sa kanila bukod sa isang larawan.
Mga uri ng mga sinulid na puputulin
Gamit ang mga gripo ng iba't ibang kategorya, pati na rin ang iba't ibang uri ng dies, maaari kang bumuo ng mga thread sa panloob na ibabaw ng mga bahagi iba't ibang uri. Depende sa uri ng sinulid na pinuputol, ang mga gripo ay nahahati sa mga sumusunod na kategorya.
SukatanIto ay mga gripo na ginagamit upang i-cut ang mga metric thread. Ang elemento ng cut thread sa ganitong mga kaso ay may hugis ng isang isosceles triangle, at ang lahat ng mga parameter nito ay sinusukat sa millimeters. Ang mga marka ng naturang mga gripo ay naglalaman ng titik na "M". Upang pumili ng mga metric na gripo at ang diameter ng butas ng paghahanda, ginagamit ang isang espesyal na talahanayan ng sanggunian.
pulgadaAng gumaganang bahagi ng naturang mga gripo ay may korteng kono. Ang diameter ng mga tool sa pulgada ay sinusukat sa pulgada, at ang pitch ay sinusukat sa bilang ng mga thread bawat pulgada (25.4 mm). Ang slope ng average na ibabaw ng mga gripo ng ganitong uri ay 1°47’24”.
PipeKabilang dito ang cylindrical at conical taps na ginagamit para sa pagputol ng mga thread sa pipe fittings.
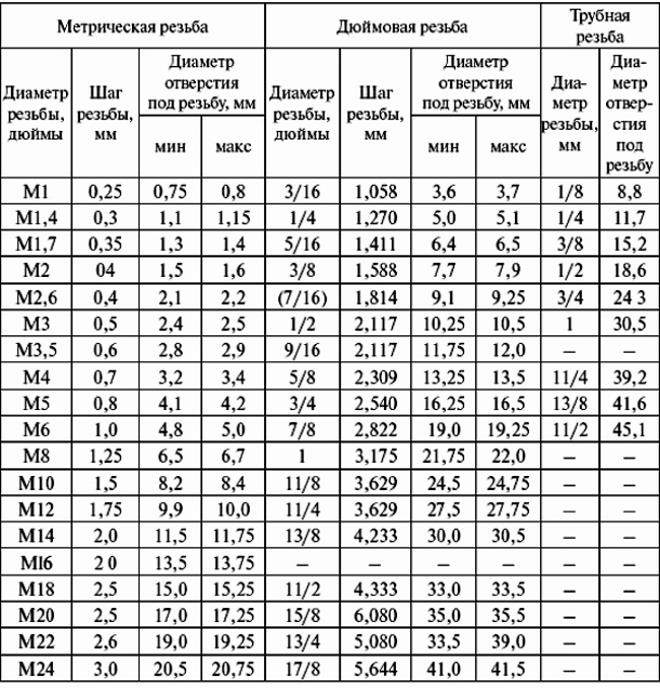
Talahanayan 1. I-tap ang mga parameter at laki ng butas ng thread
Maaaring gamitin ang mga gripo upang gumawa ng mga butas sa parehong kanang kamay at kaliwang kamay na mga sinulid. Ang mga pag-tap para sa mga thread sa kaliwang kamay, kung ihahambing sa katotohanan o mula sa mga larawan na may mga tool sa kanang kamay, ay naiiba sa huli lamang sa direksyon ng pagtaas ng helical na linya ng kanilang pagputol na bahagi.
Ang tradisyonal na paraan ng pagsali sa iba't ibang bahagi ay mekanikal. Sa kaso ng mga tubo, nangangahulugan ito ng pagsasama-sama ng mga ito gamit ang mga sinulid na koneksyon at naaangkop na mga kabit. Ang pamamaraan na ito ay pangunahing ginagamit kapag sumasali sa mga sample na gawa sa mga metal o ilang mga composite na materyales. Anong mga tool ang ginagamit upang i-cut ang mga thread sa mga tubo, at kung paano eksaktong ginagawa ito ay ang paksa ng artikulong ito.
Gamit ang talahanayan sa ibaba, madaling malaman kung paano naiiba ang isang uri ng thread sa iba.
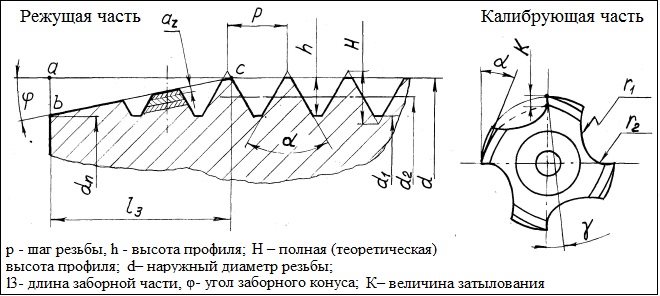
Ang mga pangunahing parameter ng thread - pitch, diameters, taas ng profile, atbp. - ay ipinapakita sa mga diagram.
Teknolohiya sa pagputol ng thread at mga kinakailangang kasangkapan
Ang mga thread ay maaaring gawin nang manu-mano o gamit ang mga tool sa makina. Walang saysay na isaalang-alang ang huling pagpipilian, dahil ang lahat ng mga nuances ng naturang trabaho ay kilala sa espesyalista. Bilang karagdagan, ang pagputol ng thread ay maaaring isagawa sa iba't ibang mga modelo ng mga pag-install, gamit ang isa o ibang tool, depende sa uri ng makina.
Ngunit sa pang-araw-araw na buhay o sa panahon ng trabaho sa pag-install sa site, ang mga thread ay pinutol, na may mga bihirang pagbubukod, gamit ang pinakasimpleng mga aparato, o, tulad ng sinasabi nila, gamit ang iyong sariling mga kamay. Ito ay mas kawili-wili para sa mambabasa, kaya't kami ay tumutuon sa manu-manong pamamaraan ng pagputol.
Panlabas na thread
Namatay (mga pinggan). Ang hanay ng mga produktong ito ay makabuluhan. Ang bawat sample ay tumutugma sa isang tiyak na diameter ng tubo kung saan ginawa ang pagputol.

Ang mga dies ay nag-iiba sa kalidad ng pagpoproseso ng metal at inuri sa mga produkto para sa "magaspang" (magaspang) at "pinong" (finishing) pagputol. Presyo - mula sa 68 rubles bawat sample.
Mga may hawak ng mamatay. Magagamit sa iba't ibang mga pagbabago - regular, unibersal, na may ratchet. Presyo - mula sa 139 rubles.

Kung paano binuo ang thread cutting device ay malinaw sa figure.
Pamamaraan para sa pagputol ng sinulid
- Pag-trim sa dulo ng tubo. Ang anggulo ay tuwid na may paggalang sa longitudinal axis. Mga tool – pamutol ng tubo o.
- Paghahanda sa ibabaw ng site. Ang lugar kung saan nilalayon ang threading ay lubusang nililinis ng mga dayuhang deposito.
- Unang pagpasok ng thread. Ang isang "magaspang" na mamatay ay inilalagay sa tubo. Para sa mas mahusay na pag-gliding, ang isang manipis na layer ng langis ay inilapat sa ginagamot na lugar.
- Pangalawang pass. Ang tool sa pagtatapos ay naka-install. Ito ay unti-unting nasugatan sa tubo, na may sistematikong pagbabago sa direksyon ng paggalaw (clockwise, pagkatapos ay counterclockwise). Ang kalinisan ng thread ay biswal na sinusubaybayan at ang sapat ng ilang mga aksyon ay tinutukoy.
- Kontrol sa kalidad. Upang matukoy ang kawastuhan ng pagputol (kawalan ng mga depekto, bends, atbp.), anumang produkto (na may naaangkop na mga parameter ng thread) ay naka-install sa pipe na maaaring screwed sa isang ibinigay na diameter - isang liko, isang pagkabit, isang kulay ng nuwes. Kung ang sample ay madaling dumaan sa buong lugar, ang trabaho ay maaaring ituring na kumpleto.
May isa pang tool para sa pagputol ng mga panlabas na thread - isang mamatay. Matagal na itong wala sa merkado, at hindi lahat ng mga locksmith, kahit na may karanasan, ay maaaring magyabang na nakatrabaho ito. Ang aparato ay medyo simple.

Ang base ay kinuha mula sa isang kilalang die. Ngunit ang mga cutting edge ay maaaring ipasok. Mahalaga, ito ay isang pagpupulong, habang ang istante ay isang monolitikong produkto. Ang mga Clupp ay nahahati sa mga manu-manong sample at mga de-koryenteng modelo. Samakatuwid, upang madagdagan ang pagiging produktibo sa bahay, hindi na kailangang bumili (magrenta) ng makina. Ang presyo ng mga kumpol ay mula sa 479 rubles. Ang mga ito ay ibinebenta din sa mga hanay, kaya mayroong isang pagpipilian.

Ang halaga ng mga kit ay mula sa 14,570 rubles (mechanical) at mula sa 32,800 rubles (electrical). Nagbibigay din ang mga tagagawa ng mga sample na may mga palitan na cutter, na ginagawang mas maginhawang gamitin ang mga ito (mula sa 798 rubles/piraso). May mga produkto na hindi nangangailangan ng anumang mga may hawak. Ang mga ito ay madaling nakabukas gamit ang isang open-end (gas) wrench.

Panloob na thread
Mga tapik. Tulad ng mga dies, may ibang tool para sa bawat diameter.
Presyo - mula sa 412 rubles.
Mga may hawak ng pag-tap. Malinaw ang layunin. Ang pangalawang pangalan na ginamit ay knob. Presyo - mula sa 170 rubles.

- Pag-trim sa dulo at pagtatalop (ngunit sa kasong ito, mula sa loob ng tubo).
- Lubrication ng lugar ng pagtatrabaho.
- Pangunahin at pangalawang pagpasok ng thread.
- Suriin ang kalidad sa pamamagitan ng pag-screwing sa isang angkop na bolt.

Mga tampok ng pagputol ng thread sa mga pinagsama-samang materyales
Pangunahing naaangkop ito sa mga fiberglass pipe, dahil ang mga produktong gawa sa PP, PE, at metal-plastic ay konektado sa ganap na magkakaibang paraan. Ang teknolohiya para sa pagputol ng mga thread gamit ang isang tool ay medyo naiiba mula sa isang katulad na operasyon na isinagawa sa mga produktong metal. Ang ganitong koneksyon ay walang mataas na lakas, ngunit ito ay itinuturing na pangunahing isa para sa fiberglass na plastik at ginagamit nang mas madalas kaysa sa mga pamamaraan ng pagbuhos ng tambalan, pagpindot, pagbuo ng profile at marami pang iba.
Ano ang isinasaalang-alang kapag pinuputol ang mga thread?
- Scheme ng fiberglass reinforcement. Batay dito, tinutukoy ang direksyon ng pagpoproseso ng sample.
- Mababang thermal conductivity ng composite. Upang maiwasan ang overheating ng tool, kinakailangan upang matiyak ang epektibong pag-alis ng init. Ang paraan ng paglamig na may isang espesyal na likido kapag nagtatrabaho sa naturang mga materyales ay hindi naaangkop dahil sa pagtaas ng pagsipsip ng kahalumigmigan ng marami sa kanila.
- Mababang katumpakan ng pagputol ng thread. Pangunahin dahil sa pagkalastiko ng fiberglass at ang tiyak na istraktura nito. Kung mataas ang mga kinakailangan para sa parameter na ito, pipiliin ang ibang paraan ng pagproseso.
- Layered na istraktura ng materyal. Ito ay lalo na maliwanag sa tumaas na pagkasira ng cutting tool. Sa anumang kaso, pagkatapos ng pagputol ng thread, ang lugar ng pagtatrabaho ay nalinis.
- Mga espesyal na kinakailangan para sa TB. Una sa lahat, dahil sa pagtaas ng pagbuo ng alikabok.
Ang teknolohiya ng pagputol ng anumang thread mismo ay hindi isang bagay na kumplikado. Ang lahat ng mga operasyon ay simple. Tamang pagpipilian tool, pagsunod sa algorithm ng mga aksyon at isinasaalang-alang ang mga katangian ng naprosesong hardware ay ginagarantiyahan ang isang mahusay na resulta.
Maikling landas http://bibt.ru
Mga tool para sa pagputol ng panloob at panlabas na mga thread. Mga tapik. Namatay.
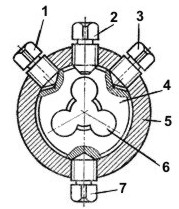
Ang mga panloob na thread ay pinutol gamit ang isang gripo (Larawan 36, a), at ang mga panlabas na sinulid ay pinutol gamit ang mga round dies (Larawan 36, c, d).
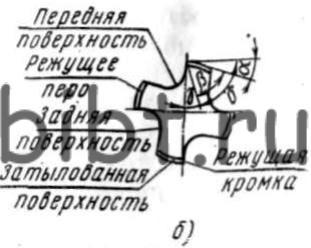
kanin. 36. Mga Tool sa Threading:
a - tapikin at ang mga elemento nito, b - mga anggulo ng pagtasa ng gripo: α - likuran, γ - harap, β - mga punto, δ - anggulo ng pagputol, c - solidong round die, d - split die, d - knob para sa round dies
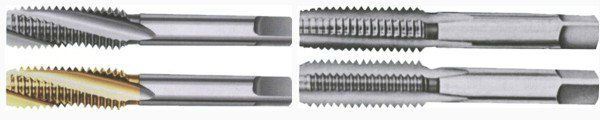
Mga tapik ginawa sa anyo ng isang tornilyo na may tuwid o helical grooves. Ang mga grooves ay bumubuo sa mga cutting edge. Ang gripo ay binubuo ng isang gumaganang bahagi at isang shank. Sa dulo ng shank mayroong isang parisukat para sa pag-secure ng gripo sa chuck o sa driver. Ang gumaganang bahagi ng gripo ay binubuo ng isang intake (conical) at isang bahagi ng pagkakalibrate. Ang bahagi ng intake ay pinuputol ang sinulid, ang bahagi ng pagkakalibrate ay nagsisilbing gabay sa panahon ng pagputol at upang linisin at i-calibrate ang sinulid na butas.
Ang thread ay pinutol nang manu-mano na may isang set na binubuo ng dalawa o tatlong gripo: magaspang, daluyan at pagtatapos. Una gupitin ang magaspang, at pagkatapos ay daluyan. Ang finishing tap ay ginagamit para sa panghuling pagputol ng sinulid at pagkakalibrate. Ang mga gripo ay nakikilala sa pamamagitan ng bilang ng mga marka sa shank.
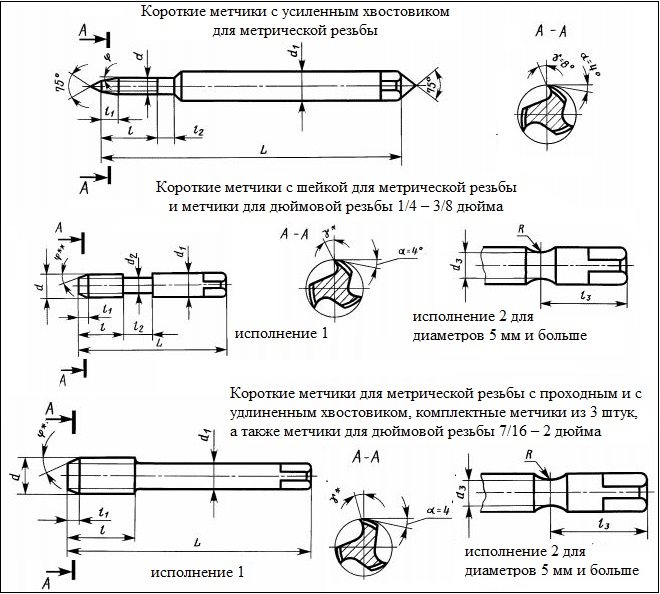
Bilang karagdagan sa mga gripo ng kamay, may mga gripo ng makina, na naiiba sa mga manual sa hugis ng kanilang gumaganang bahagi.
Available ang mga tap sa kanang kamay at kaliwang kamay na mga thread. Kapag pinuputol ang isang kanang-kamay na sinulid, ang gripo ay pinaikot pakanan, at kapag pinuputol ang isang kaliwang kamay na sinulid, ito ay iniikot nang pakaliwa.
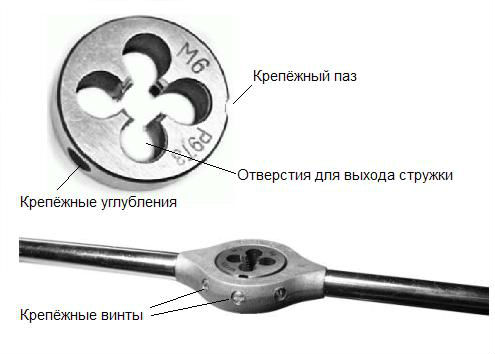
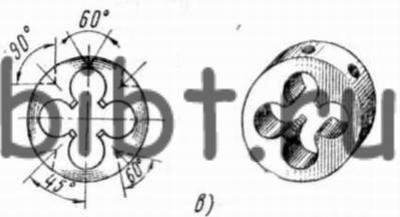
Namatay(tingnan ang Fig. 36, c) ay ginagamit kapag pinuputol ang mga sinulid sa parehong mano-mano at sa mga makina. Ang die ay may puwang, salamat sa kung saan ito ay nababagay, i.e. ang diameter ng thread ay bahagyang nadagdagan o nabawasan sa loob ng 0.1-0.25 mm. Ang die ay inaayos gamit ang tatlong knob screws (tingnan ang Fig. 36, d): ang isa ay umaangkop sa slot at, kapag na-screw in, maaaring bahagyang palawakin ang die, at ang dalawa ay maaaring i-compress ito.
Para sa pagputol ng mga panlabas na thread isang espesyal na tool ang ginagamit - namatay. Sa panimula, ang disenyo ng kanilang cutting apparatus ay katulad ng disenyo ng isang gripo para sa pagputol ng mga panloob na thread. Gayunpaman, kung ang gripo ay isang tornilyo na may mga grooves na pinutol sa kahabaan nito, kung gayon ang die ay isang nut na may mga cut grooves na bumubuo sa mga cutting edge ng tool.
Namatay at lehrs
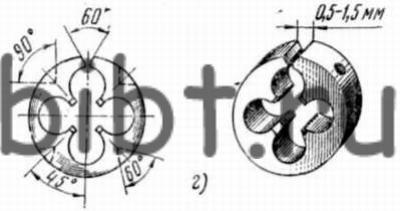
Paggawa bahagi ng mamatay(Larawan 3.94) ay binubuo ng dalawang bahagi - ang paggamit at pag-calibrate. Ang bahagi ng paggamit ay korteng kono na may anggulo na 40...60°, ito ay matatagpuan sa magkabilang panig ng die, at ang haba nito ay 1.5...2 na pagliko. Ang bahagi ng pagkakalibrate ay karaniwang binubuo ng 3...5 na pagliko.
Para sa paggawa ng metal (manu-manong) pagputol ng mga panlabas na thread dies ng iba't ibang disenyo ay ginagamit: bilog, na kung minsan ay tinatawag na lerks, sliding (clupps) at espesyal, para sa pagputol ng mga tubo.
Round dies (lerks)(tingnan ang Fig. 3.94) ay isang sinulid na singsing na may ilang mga uka upang bumuo ng mga cutting edge at alisin ang mga chips kapag pinuputol ang mga thread. Ang mga round dies ay ginawang solid at split, springy. Ang mga sinulid sa mga rod gamit ang mga dies ay manu-manong pinuputol gamit ang mga crank o sa mga drilling at lathe machine gamit ang mga espesyal na mandrel. Salamat sa kanilang mga springy properties, ang split dies ay nagpapahintulot sa iyo na ayusin ang average na diameter ng thread.
Lerki ay ginawa mula sa tool alloy steels ng mga grado 9ХС at ХВСГ o high-speed steel.
Square (sliding) die(Larawan 3.95) ay binubuo ng dalawang halves, naayos sa isang espesyal na frame na may mga hawakan - isang clamp, ang mga angular protrusions na kung saan magkasya ayon sa pagkakabanggit sa mga grooves ng mamatay, na may hawak na mga halves nito. Maaaring ilipat ang isa sa mga die halves upang itakda ang die sa kinakailangang average na diameter ng thread. Ang mamatay ay sinigurado ng mga turnilyo. Sa kasalukuyan, ang pagputol ng sinulid gamit ang mga naturang dies ay bihirang isinasagawa, dahil hindi sila nagbibigay ng sapat na katumpakan ng thread.
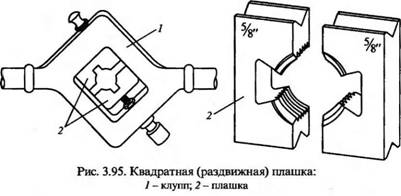
Ang mamatay ay sinigurado ng mga turnilyo. Sa kasalukuyan, ang pagputol ng sinulid gamit ang mga naturang dies ay bihirang isinasagawa, dahil hindi sila nagbibigay ng sapat na katumpakan ng thread.
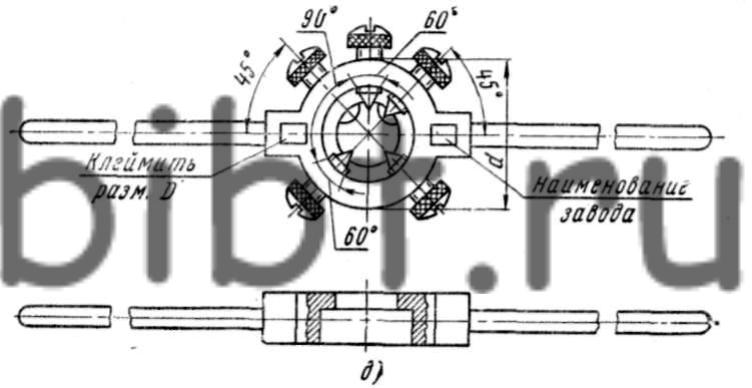
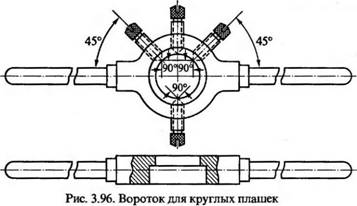
Ang mga collar para sa round dies (Fig. 3.96) ay isang round frame na may recess, sa butas kung saan inilalagay ang isang round die. Ang die sa butas ay pinipigilan mula sa pagliko sa pamamagitan ng tatlong locking screws, ang conical shanks nito ay kasya sa mga recesses na ginawa sa generatrix surface ng die body. Ang ika-apat na tornilyo ay nagbibigay-daan sa iyo upang ayusin ang average na diameter ng thread.
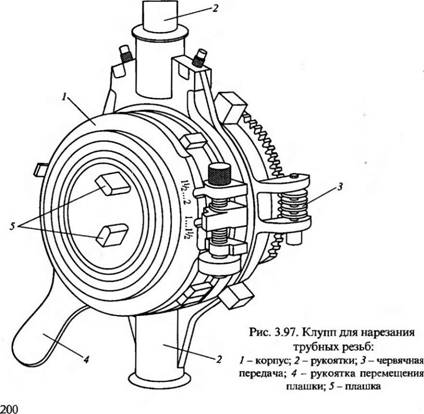
Tool at proseso para sa pagputol ng mga panlabas na thread ng pipe (Larawan 3.97). Kadalasan, ang mga panlabas na sinulid sa mga tubo ay pinuputol gamit ang mga dies na may mga sliding dies. Ang die ay nilagyan ng isang set ng dies para sa pagputol ng mga thread ng pipe na may diameter na 1/2...% inch, 1... 1 '/4 inches at 1'/2 ..2 inches at idinisenyo sa naturang paraan na apat na namatay 5 gumagalaw sa katawan nito 1 ay maaaring sabay-sabay na lumapit sa gitna o diverge mula dito. Ang paggalaw ng mga dies ay sinisiguro ng isang espesyal na rotary device ng die - isang faceplate na hinimok ng isang hawakan 4. Ang tumpak na pag-install ng mga dies sa laki ng sinulid na pinuputol ay isinasagawa gamit ang isang dial na matatagpuan sa katawan ng mamatay, at ang mga paggalaw ng pag-install ay nangyayari gamit ang isang worm gear 3. Pagkatapos i-install ang mga namatay sa tinukoy na laki ng thread, sila Ang posisyon ay naayos sa pamamagitan ng pagpindot sa isang espesyal na stop - "pawl". Pagkatapos putulin ang sinulid, hindi natanggal ang die mula sa naprosesong workpiece, ngunit ang mga dies ay pinaghihiwalay sa pamamagitan ng pagpihit sa hawakan 4 ng die at tinanggal mula sa machined workpiece. Bilang karagdagan sa cutting dies, ang die ay mayroon ding tatlong guide dies (makinis, walang sinulid). Tinitiyak nila ang isang matatag na posisyon ng mamatay sa tubo sa panahon ng pagproseso; ang kanilang pag-install ay isinasagawa sa pamamagitan ng pag-ikot ng worm gear screw 3. Sa mga tubo na may diameter na isang pulgada o mas kaunti, ang mga thread ay manu-manong pinutol na may espesyal na round pipe na namatay.
Kapag pinuputol ang mga thread sa mga tubo ang likas na katangian ng kanilang koneksyon sa pipeline ay dapat isaalang-alang. Kapag pinuputol ang mga thread para sa isang permanenteng koneksyon sa tubo, ang haba ng sinulid na bahagi ng tubo ay dapat na 1/2 ang haba ng pagkabit na binawasan ang haba ng thread sa bawat 1... 1.5 na pagliko ng thread. Kapag pinuputol ang mga thread para sa mga collapsible na koneksyon ng tubo ("para sa angkop"), ang isang thread ay pinutol sa isang tubo, tulad ng para sa mga permanenteng koneksyon, at sa kabilang dulo ng pipe, ang haba ng hiwa bahagi ay dapat na ang kabuuan ng haba ng ang coupling, lock nut minus 1... 1.5 turn length para sa isang naibigay na thread.
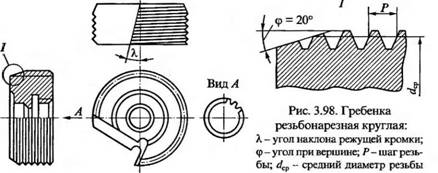
(Larawan 3.98) ay ginagamit para sa pagputol ng mga thread ng pipe sa mga metal-cutting machine (lathes at drills) gamit ang mga espesyal na chuck. Ang mga suklay ay ginawa sa mga hanay ng apat; ang thread ng bawat suklay ng set ay na-offset na may kaugnayan sa nauna sa pamamagitan ng 1/4 ng thread pitch.
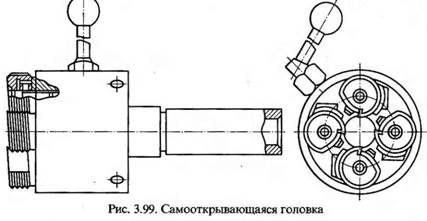
Para sa pagputol ng mga thread gamit ang mga suklay, ang mga espesyal na self-opening screw-cutting head ay idinisenyo (Larawan 3.99), kung saan naka-install ang lahat ng apat na ulo ng set.
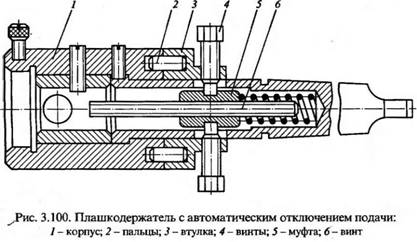
Kapag pinuputol ang mga panlabas na thread sa pagbabarena at lathes, ginagamit ang isang espesyal na aparato - isang toggle holder na may awtomatikong cut-off ng feed (Fig. 3.100). Ang aparato ay binubuo ng isang shank kung saan ang isang bushing ay naka-install na may mga pin 2 na pinindot dito. Ang mga turnilyo 4 ay naka-screw sa bushing, ang mga dulo nito ay maaaring magkasya sa mga butas ng pagkabit 5. Ang isang adjusting screw 6 ay matatagpuan sa loob ng coupling Ang die ay na-secure gamit ang isang turnilyo sa housing socket 1. Ang aparato ay naka-install alinman sa spindle hole makinang pagbabarena, o sa tailstock quill hole makinang panlalik. Sa panahon ng pagproseso, ang dulo ng naprosesong baras ay lumalabas sa die at nakasandal sa dulo ng turnilyo 6, na nagiging sanhi ng paggalaw nito sa loob ng shank. Ang isang coupling 5 ay naka-screw sa turnilyo, na kung saan, gumagalaw kasama ng turnilyo b, compresses ang spring. Ang paggalaw ng pagkabit 5 sa pamamagitan ng mga turnilyo 4 ay ipinadala sa manggas 3, na gumagalaw kasama panlabas na ibabaw shank hanggang lumabas ang mga daliri 2 sa mga butas ng pabahay. Sa sandaling umalis ang mga daliri 2 sa pabahay 1, ito, kasama ang die na naka-install dito, ay nagsisimulang umikot. Sa pamamagitan ng paglipat ng pag-ikot ng makina upang baligtarin, ang die ay tinanggal mula sa cutting zone. Sa pamamagitan ng pagsasaayos ng protrusion ng tornilyo mula sa pagkabit, ang mga thread ng iba't ibang haba ay maaaring i-cut.
Kapag ang pagputol ng mga thread, ang mga lubricating at cooling fluid (coolants) ay nagsisilbi upang mapadali ang mga kondisyon ng pagtatrabaho ng tool, bawasan ang pagkamagaspang ng machined surface, at, dahil dito, upang mapabuti ang kalidad ng thread na nakuha sa panahon ng thread cutting. Ang pagpili ng coolant ay depende sa materyal ng workpiece na pinoproseso. Halimbawa, ang emulsion ay kadalasang ginagamit upang palamig ang bakal (istruktura, kasangkapan at haluang metal), cast iron, tanso at aluminyo. Bilang karagdagan, ang kerosene ay ginagamit upang palamig ang cast iron at aluminyo.
Ang pag-thread sa tanso, tanso at tanso ay maaaring gawin nang walang paglamig.
Panlabas na paggupit ng sinulid
Thread kumakatawan helical groove na nabuo sa mga bahagi ng pag-ikot. Malawakang ginagamit para sa pagkonekta ng mga bahagi nang magkasama (pangkabit) at para sa pagpapadala ng paggalaw (tulad ng, halimbawa, sa lead screw ng isang lathe o isang vice).
Ginagamit sa mga sinulid na koneksyon bolts, mga hairpins At mga turnilyo. Bolt – isang cylindrical rod na may ulo sa isang dulo at isang sinulid sa kabilang dulo (tingnan ang figure sa kanan A). Ipit sa buhok - isang cylindrical rod na may mga sinulid sa magkabilang dulo. Ang isang dulo ng stud ay inilalagay sa isa sa mga bahaging pagsasamahin, at ang bahaging ikakabit ay inilalagay sa kabilang dulo at ang isang nut ay inilalagay sa ( b). tornilyo - isang cylindrical rod na may isang thread para sa screwing sa isa sa mga bahagi na konektado at isang ulo ng iba't ibang mga hugis ( V).
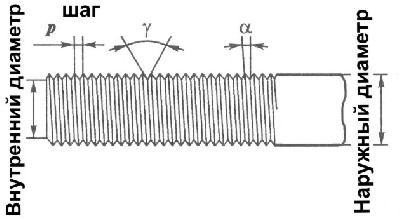
Mga pangunahing elemento ng thread
: anggulo ng helix A,
pitch ng thread R, anggulo ng profile sa, panlabas at panloob na diameter(larawan sa kaliwa). Depende sa layunin sinulid na koneksyon mag-apply iba't ibang uri mga thread

Sa pamamagitan ng direksyon ng pagliko nangyayari ang pag-ukit tama At umalis(larawan sa kanan). Kadalasan, ang mga sinulid sa kanang kamay ay pinutol.
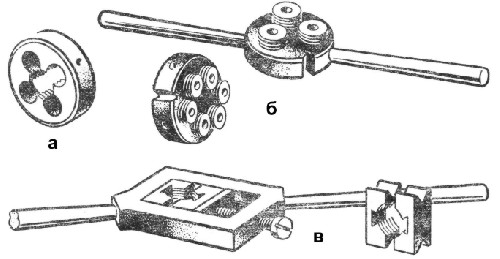
Upang i-cut ang mga panlabas na pangkabit na mga thread, gumamit ng isang espesyal na tool - namamatay. Sila ay bilog(naiwan ang larawan A), paggulong ng sinulid(b) At dumudulas(V).
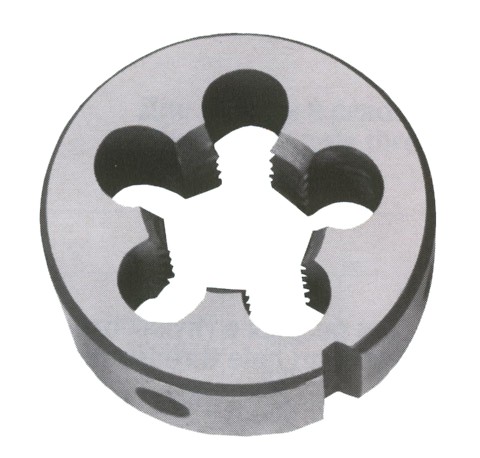
Round die (Fig. sa kanan) ay ginawa sa anyo ng isang nut na gawa sa matigas na bakal. Ang sinulid ng die ay tinatawid sa pamamagitan ng mga paayon na butas. Ang nagreresultang hugis-wedge na mga cutting edge at grooves ay tinitiyak ang pagputol ng workpiece at sabay-sabay na paglabas ng mga chips. Upang ang dulo ng baras (workpiece) ay mas magkasya sa die mula sa mga dulong gilid, ang thread nito ay may mas mababang taas ng profile. Ito ang tinatawag na bahagi ng bakod. Ang mga round dies alinsunod sa pamantayan ay ibinibigay para sa pagputol ng mga metric thread na may diameter mula 1 hanggang 76 mm. Inilalagay sila sa mga pugad may hawak ng mamatay at ayusin ito doon gamit ang mga studs (o bolts) na may puwang para sa isang distornilyador.
mamatay 4 (Fig. kaliwa) na may mga espesyal na ginupit 6 nakadikit sa may hawak ng mamatay 5 o sa kwelyo tatlo o apat na turnilyo, depende sa laki at kondisyon ng pagpapatakbo nito. Isa o dalawang turnilyo 7 maglingkod upang secure mga turnilyo 1 At 3 - upang i-secure at i-compress ang die kapag inaayos ang laki nito pagkatapos putulin ang jumper. Ang mamatay ay pinalawak gamit turnilyo 2 .
Sa gusali thread rolling die (bigas. b sa itaas) naka-install na rolling adjustable threaded casters. Ang metal ng workpiece ay hindi pinutol, ngunit pinalabas. Dahil dito, ang ibabaw ng thread ay mas malinis, at ang thread mismo ay may mas mataas na kalidad at mas tumpak.
 Ang sliding prismatic ay namatay
(bigas. V sa itaas) ay binubuo ng dalawang sliding at retractable half-plate.
Ang sliding prismatic ay namatay
(bigas. V sa itaas) ay binubuo ng dalawang sliding at retractable half-plate.
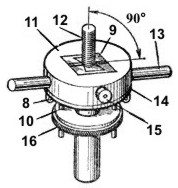
Ang partikular na interes ay ang knob para sa pag-install at fastening dies (Fig. sa kanan) na may karagdagang guide ring. 16
, na tumutulong sa pagpapanatili ng direksyon sa mga cylindrical na workpiece 12
(mga pamalo, mga tagatulak ng amag at mga turnilyo, mga puller ng mamatay). Ang karagdagang aparato ay maaaring gamitin sa maginoo na mga pintuan.
Sa panloob na bahagi ng clip 1
Ang kwelyo ay may naprosesong parisukat na window na may nakapasok na prismatic dies. May naka-install na turnilyo sa gilid ng holder 15
, pagpindot sa dies 9
sa panahon ng operasyon, at mula sa mga gilid ng clip papunta sa katawan 11
dalawang hawakan ang naka-screw in 13
para sa paghawak ng kamay. May nakakabit na washer sa ilalim ng hawla 14
, sinigurado ng mga turnilyo 8
, at dalawang guide pin 10
, kung saan gumagalaw ang singsing 16
.
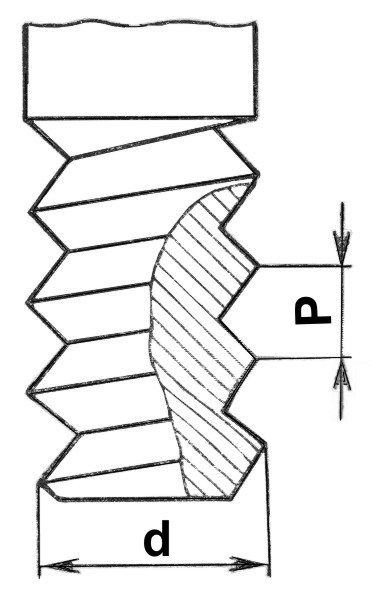
Upang maputol ang isang sinulid na may die sa isang baras, dapat mo munang malaman panlabas na diameter ng sinulid d at siya hakbang R(tingnan ang larawan sa kaliwa). Ang mga data na ito ay ipinahiwatig sa plato. Pagkatapos, gamit ang talahanayan (tingnan ang talahanayan sa ibaba), tukuyin ang diameter ng baras para sa thread na ito at piliin ang workpiece.
| Diametro ng thread | Hakbang(R) | diameter ng baras | |
| Hindi bababa sa | Pinakamalaki | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Kasabay nito, kinakailangang isaalang-alang na kapag ang isang sinulid ay pinutol, ang metal, lalo na ang tanso at banayad na bakal, ay "lumalawak." Bilang resulta, ang diameter ng baras ay bahagyang tumataas at ang presyon sa sinulid na ibabaw ng mamatay ay tumataas. Ito ay umiinit, ang mga chips ay dumidikit sa mga gilid, at ang sinulid ay nagiging "punit-punit." Ang lahat ng ito ay binabawasan ang kalidad nito. kaya lang ang diameter ng rod ay dapat na 0.1...0.3 mm na mas mababa kaysa sa panlabas na diameter ng thread, depende sa laki ng thread. Kung ang diameter ng baras ay 0.4...0.5 mm na mas maliit kaysa sa panlabas na diameter ng thread, kung gayon ang profile ng thread ay hindi kumpleto.
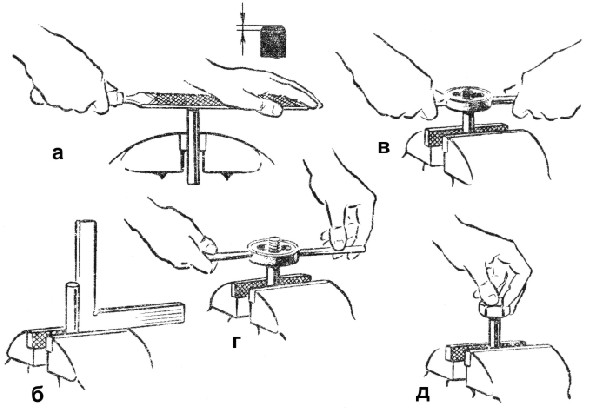 Ang napiling workpiece ay dapat na ituwid, markahan, gupitin ayon sa mga marka at, i-secure ito sa isang vice, chamfered na may isang file (Fig. kanan A) upang mas madaling makuha ng intake na bahagi ng die ang metal. Dapat mong suriin ang kalidad ng die sa pamamagitan ng panlabas na inspeksyon at sa pamamagitan ng pag-screw nito sa isang bolt o stud na may buo na sinulid. Kinakailangan din na maingat na suriin ang kalidad ng pangkabit ng die sa die holder upang hindi isama ang posibleng pagbaluktot at pagkadulas sa socket.
Ang napiling workpiece ay dapat na ituwid, markahan, gupitin ayon sa mga marka at, i-secure ito sa isang vice, chamfered na may isang file (Fig. kanan A) upang mas madaling makuha ng intake na bahagi ng die ang metal. Dapat mong suriin ang kalidad ng die sa pamamagitan ng panlabas na inspeksyon at sa pamamagitan ng pag-screw nito sa isang bolt o stud na may buo na sinulid. Kinakailangan din na maingat na suriin ang kalidad ng pangkabit ng die sa die holder upang hindi isama ang posibleng pagbaluktot at pagkadulas sa socket.
Bago i-cut ang thread, ang haba nito ay minarkahan sa baras, ang baras ay sinigurado sa isang vice upang ang dulo na nakausli sa itaas ng itaas na eroplano ng mga panga ay 20...25 mm na mas malaki kaysa sa bahagi na pinutol. Ang baras ay inilalagay sa parisukat sa isang anggulo ng 90 ° sa itaas na mga eroplano ng mga panga (Fig. b). Ang die, na naayos sa die holder, ay inilalagay sa itaas na dulo ng baras at, na may bahagyang presyon, na pumipigil sa die mula sa skewing, iikot ito (Fig. V). Pagkatapos ng pagputol ng 1-2 na mga thread, muling suriin ang pagkakataon ng mga axes ng pag-ikot ng mamatay at ang baras.
Pagkatapos lagyan ng langis ang sinulid na bahagi ng pamalo, pagputol ng die at pag-ikot ng die, pagpindot nang pantay-pantay sa magkabilang hawakan ng die holder (Fig. G). Ang pag-ikot ay dapat na reciprocating: isa o dalawang pagliko sa kanan at kalahating pagliko sa kaliwa. Sa kasong ito, ang mga chips ay masira at lumabas sa pamamagitan ng longitudinal hole. Ginagawa nitong mas madali ang pagputol ng thread at pinapabuti nito ang kalidad ng thread. 
Ang kalidad ng mga cut thread ay nasuri sa ilalim ng mga kondisyon ng produksyon mga micrometer ng thread, mga panukat ng sinulid-mga singsing at mga saksakan ng tornilyo(tingnan ang larawan sa kaliwa). Sa mga setting ng paaralan, pinapayagan na suriin ang mga thread na may mga mani.
Matapos tapusin ang trabaho, ang die ay tinanggal mula sa may hawak ng die, lubusan na nililinis mula sa mga chips gamit ang isang brush, pinunasan ng basahan at lubricated na may langis.
Ang pagputol ng sinulid gamit ang isang die ay maaari ding gawin sa isang lathe.
Kapag pinuputol ang mga sinulid, ang die ay dapat na secure na secure sa die holder.
Kapag nagtatrabaho, mag-ingat na huwag makuha ang iyong kamay sa pagitan ng hawakan ng die holder at ng suporta.
Gumamit ng brush o oil can para sa pagpapadulas.
Huwag hipan ang mga chips sa die, ngunit gumamit ng brush na walis.
Huwag hayaang makapasok ang langis sa damit o kamay.
Gumagamit ang mga pabrika ng mga tumigas na turnilyo na itinutulak sa mga butas na butas sa dalawa o higit pang piraso ng sheet na metal upang pagdugtungin. Ang mga tornilyo, pagputol ng mga thread sa mga butas, ikonekta ang mga bahaging ito. Ang pamamaraang ito ng sinulid na koneksyon ay matipid at nagpapabilis sa proseso ng pagpupulong. Maraming mga negosyo ngayon ang gumagamit ng hardened self-extruding mga turnilyo para sa mga bahagi ng bakal at cast iron, ang tigas nito ay mas mababa kaysa sa tigas ng mga turnilyo.
Ang mga thread sa bolts at studs ng maliit na diameter ay ginawa sa awtomatikong lathes sabay-sabay sa paggawa ng mga bolts mismo. Mga tornilyo at bolts din nakatatak sa mga pagpindot.
Malawakang ginagamit sa mass production panlabas na thread rolling. Matapos dumaan sa pagitan ng mga roller, isang thread ay nabuo sa baras. Ang ilang mga threading machine ay gumagamit ng mga carbide plate sa halip na mga roller.
Sa ibaba ay inilalarawan namin ang mga pangunahing termino at konsepto na kinakailangan upang makabisado ang materyal.
Mga pangunahing elemento ng thread:
Panlabas na diameter ng thread- ito ang diameter ng isang haka-haka na silindro, ang ibabaw nito ay tumutugma sa mga tuktok ng panlabas na sinulid at ang mga lambak ng panloob na sinulid.
Panloob na diameter ng thread- ang diameter ng silindro, ang ibabaw nito ay tumutugma sa mga crests ng panloob na thread at ang mga lambak ng panlabas na thread.
Average na diameter ng thread- ang diameter ng isang haka-haka na cylinder coaxial na may thread, ang generatrix na kung saan intersects ang thread profile sa punto kung saan ang lapad ng uka ay katumbas ng kalahati ng thread pitch.
Anggulo ng profile- ang anggulo sa pagitan ng mga gilid ng profile, sinusukat sa seksyon ng axial.
Tuktok ng profile- seksyon ng profile na nagkokonekta sa mga gilid ng protrusion.
Cavity ng profile- seksyon ng profile na kumukonekta sa mga gilid ng uka.
Ang thread pitch ay ang distansya sa pagitan ng mga katabing gilid ng profile na may parehong pangalan sa direksyon na parallel sa thread axis.
Anggulo ng thread- ang anggulo na nabuo ng tangent sa helical na linya sa isang punto na nakahiga sa average na diameter ng thread, at isang eroplano na patayo sa axis ng thread.
Anggulo ng profile- ang anggulo sa pagitan ng mga gilid ng thread, na sinusukat sa isang eroplano na dumadaan sa axis ng thread.
Sistema ng thread
Ang mga sumusunod na thread ay ginagamit sa industriya:
Sukatan na thread- may tatsulok na profile at pangunahing nagsisilbing pagkonekta ng mga bahagi nang magkasama.
Ang mga panukat na thread ay nahahati sa dalawang pangkat: panukat na thread na may malaking hakbang At metric fine pitch thread para sa diameters 0.25-600 mm.
Pipe tapered thread- may parehong layunin tulad ng cylindrical. Ang kinakailangang density ng koneksyon ay nakamit sa pamamagitan ng pagpapapangit ng mga liko ng conical pipe thread.
Tapered inch thread na may anggulo ng profile na 60 degrees. Ang tapered inch thread ay ginagamit upang makakuha ng masikip na koneksyon.
pulgadang thread
- ginagamit para sa pangkabit na mga koneksyon ng mga bahagi ng makina na may bolts, turnilyo at studs.
Trapezoidal na mga thread- pangunahing ginagamit para sa mga lead screw ng mga machine tool at iba pang power transmission.
Trapezoidal na mga thread ay nahahati sa malaki, normal at maliit.
Thrust thread- malaki, normal at maliit - pangunahing ginagamit para sa pagpapatakbo at cargo (mabigat na karga) na mga tornilyo na may unilaterally acting load. Sa mga bihirang kaso, ginagamit ang mga ito bilang mga fastener.
Parihabang sinulid- ginagamit para sa cargo at lead screws. Ang mga thread ay mahirap gawin at may mga disadvantages na naglilimita sa kanilang paggamit.
Cylindrical pipe thread- Ang mga cylindrical pipe thread ay ginagamit sa mga koneksyon ng mga guwang na manipis na pader na bahagi, kapag ang koneksyon ay dapat lalo na masikip.
Modular na thread- ginagamit para sa mga uod.
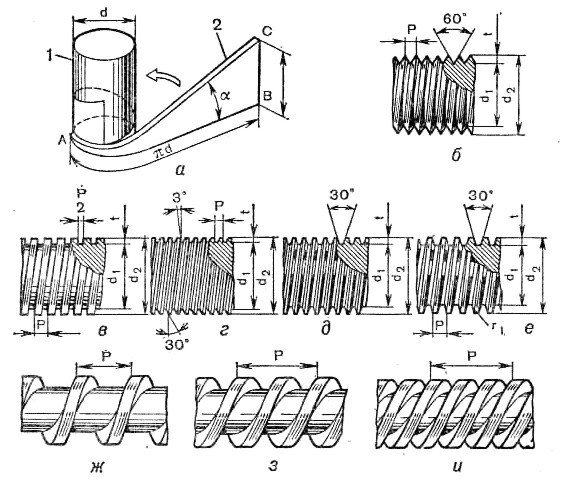
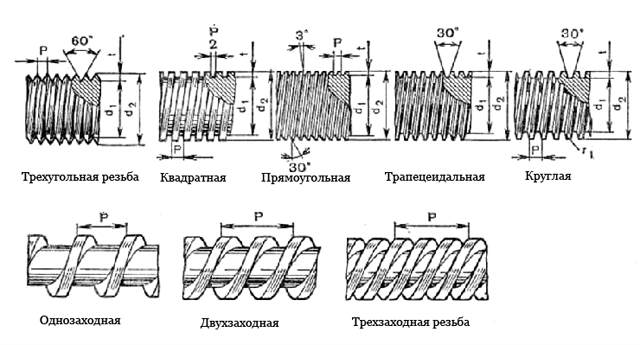
Helix diagram: A- pagbuo ng isang helix line; b- cylindrical triangular thread; V- cylindrical square thread; G- cylindrical na hugis-parihaba na thread; d- cylindrical
trapezoidal thread; e- cylindrical round thread; at- single-start na thread; h- dobleng thread; at - tatlong-simulang thread.

Upang malaman ang thread pitch, ginagamit ang mga espesyal na gauge (tingnan ang figure sa kanan).