Bir çox texniki qurğular, eləcə də əksər məişət əşyaları bəşəriyyətin qədim zamanlardan istifadə etməyə başladığı yivli birləşmələrə malikdir. Bu cür birləşmələrin elementlərinin edildiyi əsas vasitələrə bir kran daxildir. Onun istifadəsi çuxurun daxili səthində tez və çox çətinlik çəkmədən dəqiq və keyfiyyətli ipləri kəsməyə imkan verir.
Dizayn xüsusiyyətləri
İlk dilimləmə alətləri daxili ip Onlar ibtidai dizaynı ilə fərqlənirdilər və tetrahedral çubuqdan ibarət idilər, işçi ucunda dayaz bir konus halında itilənmiş, kəsici dişlər kəsilmişdir. Belə bir krandan istifadə edərkən, iplik qozun içərisinə və ya iş parçasının əvvəlcədən hazırlanmış çuxuruna vidalanaraq kəsilmişdir. Təbii ki, belə bir alətin bir çox çatışmazlıqları var idi, bunlardan ən əhəmiyyətlisi kəsici hissədə arxa səthin olmaması, həmçinin mənfi dırmıq bucağıdır. Vaxt keçdikcə kranların dizaynı daha da mürəkkəbləşdi və bu gün onlar dəqiq və yüksək keyfiyyətli daxili iplər yaratmağa imkan verir.
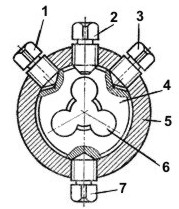
Həndəsi parametrlərindən və təyinatından asılı olmayaraq, iş hissələrinin daxili səthlərində ipləri kəsmək üçün hər hansı bir kran aşağıdakı elementləri ehtiva edir:
- yan yivlər (2-dən 6-ya qədər ola bilər);
- konik suqəbuledici hissəsi;
- silindrik formaya malik olan kalibrləmə hissəsi.
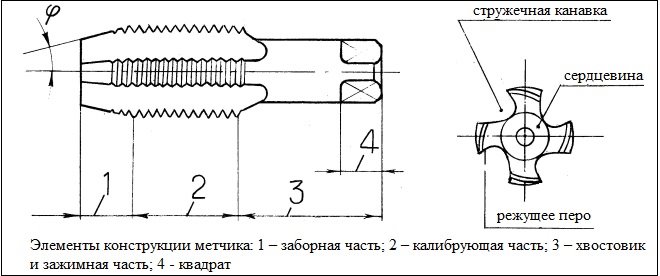
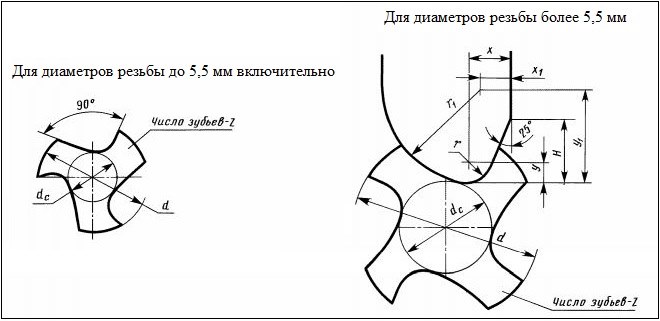
Alətin yan səthində bütün uzunluğu boyunca yerləşən yivlər eyni vaxtda iki funksiyanı yerinə yetirir: çiplərin emal zonasından çıxarılmasını təmin etmək və belə bir zonaya soyuducu sürtkü (soyuducu) tədarükünü asanlaşdırmaq. Kranın yivinin kəsişməsində olan forması onun iki səthi ilə müəyyən edilir, bunlardan biri alətin kəsici dişinin ön kənarı, ikincisi isə arxa hissəsidir. Profilin növündən asılı olaraq, çip fleytaları aşağıdakı növlərə malikdir:
- tək radiuslu (bu formanın yivləri ilə əsasən kalibrləmə tipli kranlar istehsal olunur);
- düz ön və arxa səthlərlə (bu formanın yivləri olan alətlər qoz-fındıqların içərisində ipləri kəsmək üçün istifadə olunur);
- düz ön və radius arxa səthlərlə (əksər kranlar bu tip fleyta ilə istehsal olunur).
Yivlər müxtəlif yollarla yerləşdirilə bilər: düz yivlər, həmçinin spiral sağ və ya sol var. Ümumi istifadə üçün universal kranlar düz tipli yivlərlə hazırlanır. Spiral sol əlli fleytalar keçidlər üçün ipləri kəsmək üçün istifadə olunan kranlar istehsal edir. Belə bir alətin yaratdığı çiplər emal olunan çuxur boyunca ondan qabaqda hərəkət edir və bununla da artıq kəsilmiş ipin zədələnmə riskini aradan qaldırır. Yivlərin düzgün bükülmə istiqaməti olan kranlardan istifadə edərkən, çiplər emal zonasından alət sapına çıxarılır. Bu səbəbdən, sağ əlli kranlar kor çuxurlarda ipləri kəsmək üçün idealdır.
Kranın suqəbuledici hissəsi, yuxarıda qeyd edildiyi kimi, konik formaya malikdir, bu da alətin emal olunan çuxura daxil edilməsi prosesini asanlaşdırır. 3-20 ° aralığında ola bilən suqəbuledici hissəsinin meyl bucağının xüsusi dəyəri alətin hansı emal növü üçün istifadə olunacağından asılı olaraq seçilir - kobud, aralıq və ya bitirmə.
Silindrik kalibrləmə hissəsi, iplik kəsmə prosesində yaranan sürtünmə qüvvələrini azaltmaq üçün zəruri olan 0,1 mm-ə qədər tərs azalma ilə hazırlanır. Kranın işçi hissəsi ilə işlənmiş səth arasındakı sürtünmə qüvvəsi, kəsici dişlərin arxa səthini yuxarıdan eninin 1/3 hissəsinə qədər dəstəkləməklə də azaldıla bilər. Bu, kəsici dişlərin arxa səthində bir azalma yaradır, diametri 12-30 mm olan alətlər üçün dəyəri təxminən 0,1 mm-dir.
Məqsədinə görə növlər
Müasir sənaye istehsal edir müxtəlif növlər dizaynına görə bir-birindən fərqlənən kranlar və funksionallıq. Beləliklə, təyinatına görə kranlar aşağıdakı növlərdən birinə aid ola bilər.
ÇilingərBu alətlər ən çox əl ilə aparılır və xüsusi krank ilə birlikdə istifadə olunur, onun köməyi ilə krana fırlanma verilir. Bir qayda olaraq, onlar iki və ya üç alətdən ibarət dəstlərdə istehsal olunur və istifadə olunur, hər biri emal olunan səthdən ehtiyatın yalnız bir hissəsini çıxarır. Bu dəstdə olan kranların ölçüləri (xüsusilə onların iş diametrləri) dəyişir. Sapı üzərində bir sətir şəklində işarələnmiş alətlərdən birincisi kobud işləmə üçün, ikincisi (bağda iki xətt ilə) aralıq emal üçün, üçüncüsü (müvafiq olaraq üç xətt ilə) üçün istifadə olunur. ) kəsilən sapı bitirmək üçün istifadə olunur.

Bunlar həm əllə, həm də müxtəlif növ dəzgahlarda (torna, qazma, aqreqat və s.) İpləri kəsə bilən alətlərdir. Belə kranlar metal işlənmiş kranlardan yalnız ona görə fərqlənir ki, onların bir qədər qısa hasar hissəsi və mexaniki yüklərə daha yüksək müqaviməti var.

qoz-fındıq
Bu cür alətlərdən istifadə edərək, adlarından göründüyü kimi, qoz-fındıqlarda ipləri kəsirlər. Artıq belə bir kran ilə yivlənmiş qoz-fındıqlar alətdən bükülmür, lakin onun uzanmış quyruq hissəsinə köçürülür. Qazma maşınlarında yivlərin kəsildiyi qoz kranlarının sapları düzbucaqlı bir forma malikdir. Artıq kəsilmiş ipləri olan qoz-fındıq, belə bir sapa köçürülür, aləti dəzgahdan çıxardıqdan sonra sadəcə silkələnir. Qoz-fındıq kəsmək üçün, avtomatik yivli maşınlar, sapları əyri formaya malik olan kranlardan istifadə edir. Bu şəkildə oyma zamanı qoz-fındıqlar bir-birinin təzyiqi ilə alətin əyri sapı boyunca itələnir, onun uc hissəsinə çatır və hazırlanmış qaba düşür.
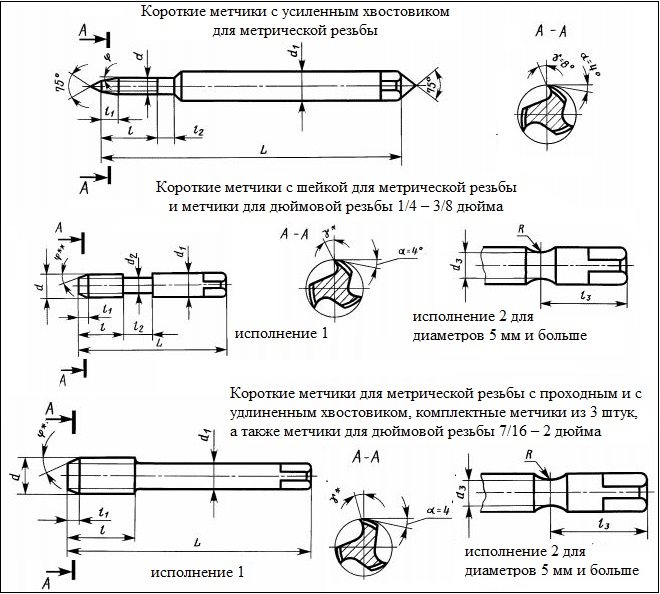
Metrik sapları kəsmək üçün həm əl, həm də dəzgah kranlarının dizaynı və ölçülərinə dair tələblər GOST 3266-81 tərəfindən müəyyən edilir, bu adlanır: “Maşın və əl kranları. Dizayn və ölçülər."
Aşağıdakı linkdən sənədi pdf formatında yükləməklə, əl və maşın kranları üçün QOST tələbləri ilə tanış ola bilərsiniz.
Dizaynına görə növlər
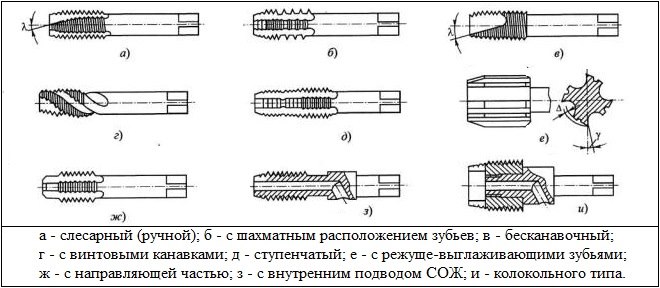
Dizaynlarına görə kranlar da müxtəlif növlərə bölünür. Beləliklə, bu parametrdən asılı olaraq alətlər fərqlənir:
- Qısaldılmış uzunluqlu çip fleytaları ilə, həm də flütsüz adlanır (belə kranların dizaynı sərt aşağı karbonlu çeliklərdən, alüminium ərintilərindən və yüksək möhkəmlikli alaşımlı çeliklərdən hazırlanmış hissələrdə ipləri kəsmək üçün xüsusi olaraq hazırlanmışdır);
- spiral xətt boyunca yerləşən yivlərlə (belə alətlər emal mərkəzlərində quraşdırılır və kor ipləri kəsmək üçün istifadə olunur);
- dama taxtası naxışında yerləşdirilmiş kəsici dişlərlə (belə alətin kalibrləmə hissəsində kəsici dişlərin bir-birinin ardınca kəsilməsi səbəbindən emal zamanı sürtünmə qüvvəsini azaltmaq mümkündür);
- hər biri öz funksiyasını yerinə yetirən iki hissəyə bölünmüş iş hissəsi olan pilləli tip (məsələn, pilləli kranlar var, birinci hissəsi generator dövrəsinə görə, ikincisi isə profilə görə işləyir; pilləli üçün digər növ alətlər, birinci bölmə kəsici funksiyanı yerinə yetirir, ikincisi isə hamarlayır);
- birləşdirilmiş (bunlar əslində birində iki alətdir: onların kəsici hissəsi, vahid dizaynda hazırlanmış, bir qazma ilə başlayır və bir kran ilə bitir);
- İstənilən diametrli çuxurda sapların kəsilməsi üçün istifadə edilən broş kranlar (onların köməyi ilə iş parçasının sabitləndiyi torna dəzgahlarında saplar kəsilir və alət tutucuda - istifadə olunan alətin sapı); iplik kəsmə prosesi zamanı kran dəzgah dəstəyinin avtomatik qidalanması ilə təmin edilir və iş parçasının fırlanması milin fırlanması ilə həyata keçirilir);
- alətin emal zamanı soyudulduğu daxili boşluq ilə (xüsusi və ya çox əməliyyatlı avadanlıqda quraşdırılmış bu cür kranların istifadəsi iplik kəsmə məhsuldarlığını əhəmiyyətli dərəcədə artıra bilər);
- zəng (belə kranlar böyük diametrli (50-400 mm) daxili ipləri kəsmək üçün istifadə olunur və fərdi kəsici elementlərdən ibarət prefabrik quruluşa malikdir).
Struktur olaraq, yuxarıda sadalanan bütün kranlar bir-birindən o qədər fərqlidir ki, hətta onları bir fotoşəkildən ayıra bilərsiniz.
Kəsiləcək iplərin növləri
Müxtəlif kateqoriyalı kranlardan, eləcə də müxtəlif növ kalıplardan istifadə edərək hissələrin daxili səthlərində iplər yarada bilərsiniz. müxtəlif növlər. Kəsilmiş ipin növündən asılı olaraq, kranlar aşağıdakı kateqoriyalara bölünür.
MetrikBunlar metrik ipləri kəsmək üçün istifadə olunan kranlardır. Belə hallarda kəsilmiş ip elementi isosceles üçbucağının formasına malikdir və onun bütün parametrləri millimetrlə ölçülür. Belə kranların işarələrində "M" hərfi var. Metrik kranları və hazırlıq çuxurunun diametrini seçmək üçün xüsusi bir istinad masası istifadə olunur.
düymBelə kranların işçi hissəsi konusvari bir forma malikdir. Düym alətlərinin diametri düymlərlə ölçülür, meydança isə düym başına düşən iplərin sayı ilə ölçülür (25,4 mm). Bu tip kranların orta səthinin mailliyi 1°47’24” təşkil edir.
BoruBuraya boru fitinqlərində ipləri kəsmək üçün istifadə olunan silindrik və konusvari kranlar daxildir.
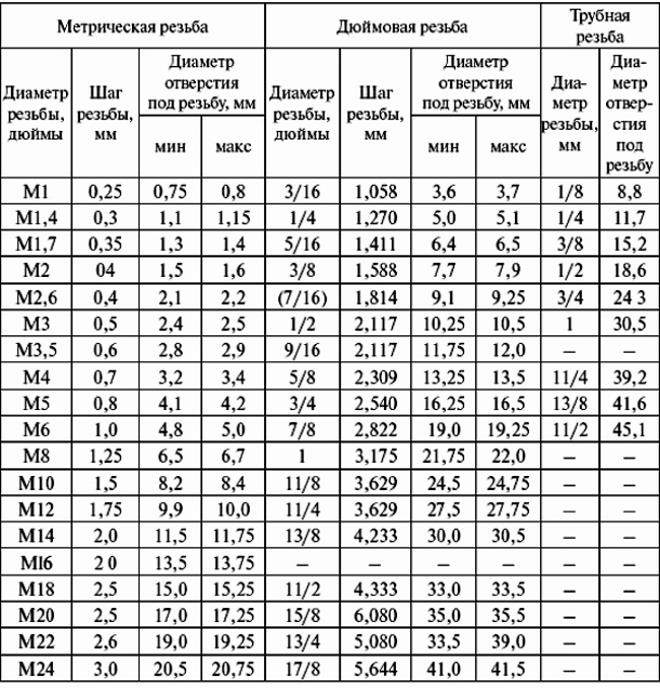
Cədvəl 1. Tap parametrləri və iplik deşik ölçüsü
Kranlar həm sağ, həm də sol yivlərlə deşiklər etmək üçün istifadə edilə bilər. Sol əlli iplər üçün kranlar, reallıqda və ya sağ əlli alətlərlə fotoşəkillərdən müqayisə edildikdə, sonunculardan yalnız kəsici hissəsinin spiral xəttinin yüksəlməsi istiqamətində fərqlənir.
Müxtəlif hissələri birləşdirməyin ənənəvi yolu mexanikidir. Borulara gəldikdə, bu, yivli birləşmələr və uyğun fitinqlərdən istifadə edərək onların bir-birinə birləşdirilməsi deməkdir. Bu texnika əsasən metallardan və ya bəzi kompozit materiallardan hazırlanmış nümunələri birləşdirərkən istifadə olunur. Borularda ipləri kəsmək üçün hansı vasitələrdən istifadə olunur və bunun necə dəqiq edildiyi bu məqalənin mövzusudur.
Aşağıdakı cədvəldən istifadə edərək, bir növ ipin digərindən necə fərqləndiyini anlamaq asandır.
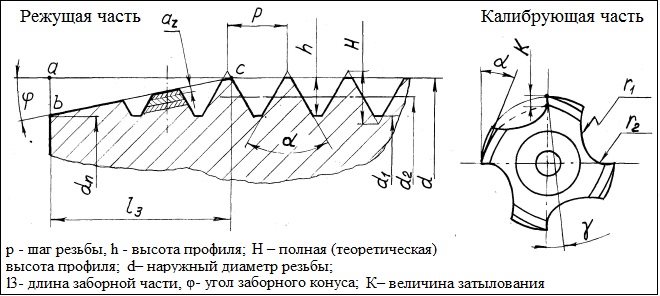
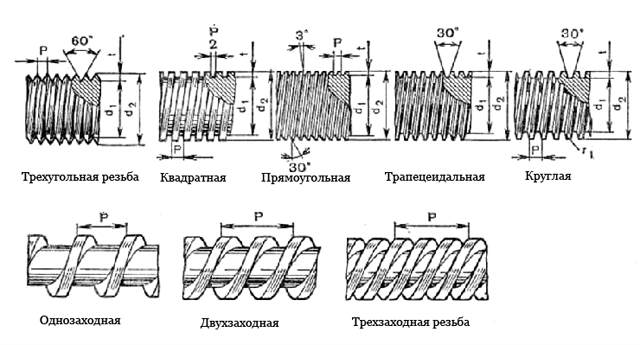
İpin əsas parametrləri - meydança, diametrlər, profil hündürlüyü və s. - diaqramlarda göstərilir.
İp kəsmə texnologiyası və lazımi alətlər
İplər əl ilə və ya dəzgahlardan istifadə etməklə istehsal edilə bilər. Son variantı nəzərdən keçirməyin mənası yoxdur, çünki bu cür işlərin bütün nüansları mütəxəssisə yaxşı məlumdur. Bundan əlavə, iplərin kəsilməsi dəzgahın növündən asılı olaraq bu və ya digər alətdən istifadə edərək müxtəlif qurğu modellərində həyata keçirilə bilər.
Ancaq gündəlik həyatda və ya saytda quraşdırma işləri zamanı iplər, nadir istisnalarla, ən sadə cihazlardan istifadə edərək və ya necə deyərlər, öz əllərinizlə kəsilir. Bu, oxucu üçün daha maraqlıdır, ona görə də biz əl ilə kəsmə üsullarına diqqət yetirəcəyik.
Xarici ip
Ölür (qablar). Bu məhsulların çeşidi əhəmiyyətlidir. Hər bir nümunə kəsmə aparıldığı borunun müəyyən diametrinə uyğundur.

Kalıplar metal emalı keyfiyyətinə görə fərqlənir və “kobud” (kobud) və “incə” (bitirmə) kəsmə məhsullarına təsnif edilir. Qiymət - bir nümunə üçün 68 rubldan.
Kalıp sahibləri. Müxtəlif modifikasiyalarda mövcuddur - müntəzəm, universal, ratchet ilə. Qiymət - 139 rubldan.

İp kəsici qurğunun necə yığıldığı şəkildən aydın olur.
İp kəsmə proseduru
- Borunun ucunun kəsilməsi. Bucaq uzununa oxa nisbətən düzdür. Alətlər - boru kəsici və ya.
- Saytın səthinin hazırlanması. Yivlərin çəkilməsi nəzərdə tutulan sahə xarici çöküntülərdən hərtərəfli təmizlənir.
- İlk ipin nüfuzu. Boruya "kobud" bir kalıp qoyulur. Daha yaxşı sürüşmə üçün müalicə olunan sahəyə nazik bir yağ təbəqəsi tətbiq olunur.
- İkinci keçid. Bitirmə aləti quraşdırılmışdır. Hərəkət istiqamətində sistematik bir dəyişikliklə (saat yönünde, sonra saat yönünün əksinə) tədricən boruya sarılır. İpin təmizliyi vizual olaraq yoxlanılır və müəyyən hərəkətlərin kifayətliyi müəyyən edilir.
- Keyfiyyətə nəzarət. Kəsmənin düzgünlüyünü müəyyən etmək üçün (qüsurların, əyilmələrin və s.) müəyyən bir diametrə vidalana bilən hər hansı bir məhsul (müvafiq ip parametrləri ilə) boruya quraşdırılır - əyilmə, mufta, bir qoz. Nümunə bütün ərazini asanlıqla keçərsə, iş tamamlanmış hesab edilə bilər.
Xarici ipləri kəsmək üçün başqa bir vasitə var - bir kalıp. Uzun müddətdir ki, bazarda yoxdur və heç də bütün çilingərlər, hətta təcrübəsi olsalar da, onunla işlədikləri ilə öyünə bilməzlər. Cihaz olduqca sadədir.

Baza tanınmış bir kalıpdan götürülür. Lakin kəsici kənarlar daxil edilə bilər. Əsasən, bu bir montajdır, rəf isə monolit məhsuldur. Clupps əl nümunələri və bölünür elektrik modelləri. Buna görə də, evdə məhsuldarlığı artırmaq üçün maşın almağa (icarəyə) ehtiyac yoxdur. Qrupların qiyməti 479 rubldan başlayır. Onlar da dəstlərdə satılır, ona görə də seçim var.

Dəstlərin qiyməti 14 570 rubldan (mexaniki) və 32 800 rubldan (elektrik). İstehsalçılar həmçinin nümunələri dəyişdirilə bilən kəsicilərlə təchiz edirlər ki, bu da onların istifadəsini daha rahat edir (798 rubl / ədəddən). Elə məhsullar var ki, onlara heç bir sahibə ehtiyac yoxdur. Onlar asanlıqla açıq (qaz) açarı ilə çevrilir.

Daxili ip
Kranlar. Kalıplarda olduğu kimi, hər diametr üçün fərqli bir alət var.
Qiymət - 412 rubldan.
Kran sahibləri. Məqsəd aydındır. İstifadə olunan ikinci ad düymədir. Qiymət - 170 rubldan.

- Ucunun kəsilməsi və soyulması (lakin bu halda borunun içindən).
- İş sahəsinin yağlanması.
- İbtidai və ikinci dərəcəli ipin nüfuz etməsi.
- Müvafiq bir boltla vidalanaraq keyfiyyəti yoxlayın.

Kompozit materiallarda iplərin kəsilməsinin xüsusiyyətləri
Bu, əsasən fiberglas borulara aiddir, çünki PP, PE və metal-plastikdən hazırlanan məhsullar tamamilə fərqli yollarla birləşdirilir. Bir alətlə ipləri kəsmək texnologiyası metal məmulatlarda edilən oxşar əməliyyatdan bir qədər fərqlidir. Belə bir əlaqə yüksək gücə malik deyil, lakin fiberglas plastikləri üçün əsas hesab olunur və birləşmənin tökülməsi, presləmə, profil formalaşması və bir sıra digər üsullardan daha tez-tez istifadə olunur.
İpləri kəsərkən nə nəzərə alınır?
- Fiberglas armaturunun sxemi. Buna əsasən nümunənin emalı istiqaməti müəyyən edilir.
- Kompozitin aşağı istilik keçiriciliyi. Alətin həddindən artıq istiləşməsinin qarşısını almaq üçün effektiv istilik çıxarılmasını təmin etmək lazımdır. Bu cür materiallarla işləyərkən xüsusi bir maye ilə soyutma üsulu, onların bir çoxunun nəm udulmasının artması səbəbindən tətbiq edilmir.
- Aşağı iplik kəsmə dəqiqliyi. İlk növbədə fiberglasın elastikliyinə və onun spesifik quruluşuna görə. Bu parametr üçün tələblər yüksəkdirsə, başqa bir emal üsulu seçilir.
- Materialın laylı quruluşu. Bu, xüsusilə kəsici alətin artan aşınması ilə aydın görünür. Hər halda, ipi kəsdikdən sonra iş sahəsi təmizlənir.
- Vərəm üçün xüsusi tələblər. Hər şeydən əvvəl, toz əmələ gəlməsinin artması səbəbindən.
Hər hansı bir ipin kəsilməsi texnologiyası özü mürəkkəb bir şey deyil. Bütün əməliyyatlar sadədir. Düzgün seçim alət, hərəkətlərin alqoritminə riayət etmək və işlənmiş avadanlıqların xüsusiyyətlərini nəzərə almaq əla nəticəyə zəmanət verir.
Qısa yol http://bibt.ru
Daxili və xarici ipləri kəsmək üçün alətlər. Kranlar. Ölür.
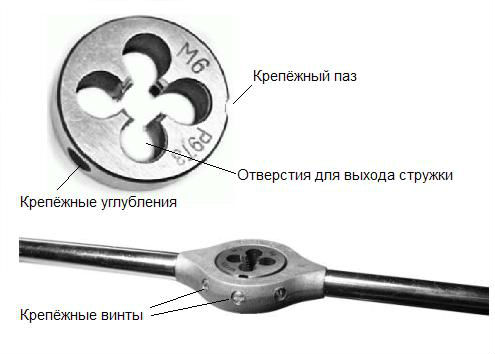
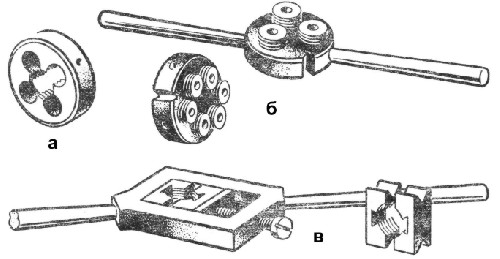
Daxili iplər kranla kəsilir (şəkil 36, a), xarici iplər isə yuvarlaq kalıplarla kəsilir (şəkil 36, c, d).
düyü. 36. İplik Alətləri:
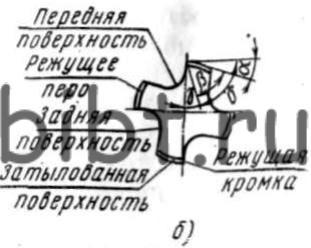
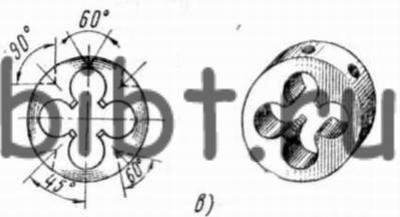
a - kran və onun elementləri, b - kranın itiləmə bucaqları: α - arxa, γ - ön, β - nöqtələr, δ - kəsmə bucağı, c - bərk yuvarlaq kalıp, d - parçalanmış kalıp, d - dəyirmi kalıplar üçün düymə
Kranlar düz və ya spiral yivləri olan bir vida şəklində istehsal olunur. Yivlər kəsici kənarları təşkil edir. Kran işləyən hissədən və sapdan ibarətdir. Çubuğun sonunda kranı çuxurda və ya sürücüdə bərkidmək üçün bir kvadrat var. Kranın işçi hissəsi suqəbuledici (konik) və kalibrləmə hissəsindən ibarətdir. Qəbul hissəsi ipi kəsir, kalibrləmə hissəsi kəsmə zamanı istiqamətləndirməyə və yivli çuxurun təmizlənməsinə və kalibrlənməsinə xidmət edir.
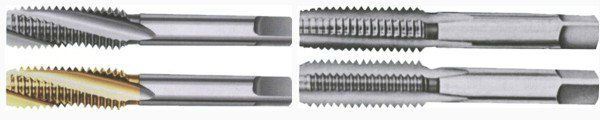
İp iki və ya üç krandan ibarət bir dəstlə əl ilə kəsilir: kobud, orta və bitirmə. Əvvəlcə kobud, sonra orta ölçülü kəsin. Bitirmə kranı son iplik kəsmə və kalibrləmə üçün istifadə olunur. Kranlar baldırdakı işarələrin sayı ilə fərqlənir.
Əl kranlarına əlavə olaraq, iş hissəsinin formasına görə mexaniki kranlardan fərqlənən maşın kranları var.
Kranlar sağ və sol yivlərlə mövcuddur. Sağ sapı kəsərkən kran saat əqrəbi istiqamətində, sol sapı kəsərkən isə saat əqrəbinin əksinə fırlanır.
Ölür(bax. Şəkil 36, c) ipləri həm əllə, həm də dəzgahlarda kəsərkən istifadə olunur. Kalıbın bir yuvası var, bunun sayəsində tənzimlənir, yəni ipin diametri 0,1-0,25 mm daxilində bir qədər artır və ya azalır. Kalıp üç düyməli vintdən istifadə edərək tənzimlənir (bax. Şəkil 36, d): biri yuvaya uyğun gəlir və vidalandıqda kalıbı bir qədər genişləndirə bilər, digər ikisi isə onu sıxa bilər.
Xarici ipləri kəsmək üçün xüsusi bir vasitə istifadə olunur - ölür. Əsasən, onların kəsici aparatlarının dizaynı daxili ipləri kəsmək üçün kranın dizaynına bənzəyir. Bununla belə, kran onun boyunca kəsilmiş yivləri olan bir vidadırsa, kalıp alətin kəsici kənarlarını təşkil edən kəsilmiş yivləri olan bir qozdur.
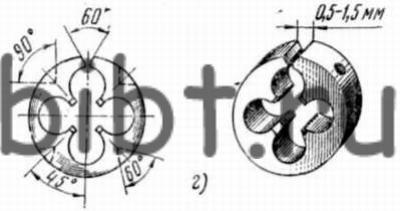
Ölür və ölür
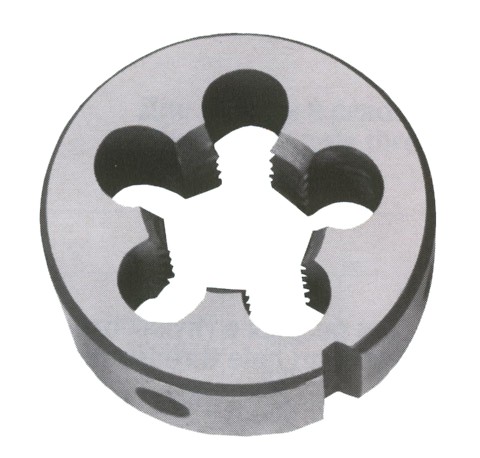
Kalıbın işləyən hissəsi(Şəkil 3.94) iki hissədən ibarətdir - suqəbuledici və kalibrləmə. Suqəbuledici hissə 40...60° bucaqlı konusvari formada, matkalın hər iki tərəfində yerləşir, uzunluğu 1,5...2 döngədir. Kalibrləmə hissəsi adətən 3...5 döngədən ibarətdir.
Xarici yivlərin metal emalı (əl ilə) kəsilməsi üçün müxtəlif konstruksiyalardan istifadə olunur: boruların kəsilməsi üçün bəzən lerks adlanan dəyirmi, sürüşmə (clupps) və xüsusi.
Dəyirmi kalıplar (lerks)(bax. Şəkil 3.94) kəsici kənarları yaratmaq və ipləri kəsərkən fişləri çıxarmaq üçün bir neçə yivli yivli üzükdür. Dəyirmi kalıplar möhkəm və parçalanmış, yaylı hazırlanır. Kalıplardan istifadə edərək çubuqlardakı iplər kranklarla əl ilə və ya qazma və torna maşınlarında xüsusi mandrellərdən istifadə edərək kəsilir. Yaylı xüsusiyyətləri sayəsində parçalanmış kalıplar orta iplik diametrini tənzimləməyə imkan verir.
Lərki hazırlanır 9ХС və ХВСГ markalı alət ərintisi poladlarından və ya yüksək sürətli poladdan.
Kvadrat (sürüşmə) ölür(Şəkil 3.95) tutacaqları olan xüsusi bir çərçivədə sabitlənmiş iki yarımdan ibarətdir - bucaq çıxıntıları müvafiq olaraq matın yivlərinə uyğun olaraq yarılarını tutan sıxacdır. Kalıbı tələb olunan orta iplik diametrinə təyin etmək üçün kalıp yarılarından biri köçürülə bilər. Kalıp vintlər ilə sabitlənmişdir. Hal-hazırda, bu cür kalıplardan istifadə edərək ip kəsmə çox nadir hallarda həyata keçirilir, çünki onlar kifayət qədər iplik dəqiqliyini təmin etmir.
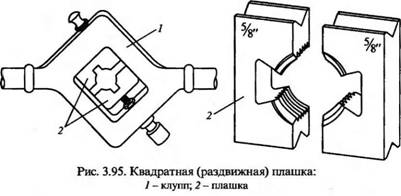
Kalıp vintlər ilə sabitlənmişdir. Hal-hazırda, bu cür kalıplardan istifadə edərək ip kəsmə çox nadir hallarda həyata keçirilir, çünki onlar kifayət qədər iplik dəqiqliyini təmin etmir.
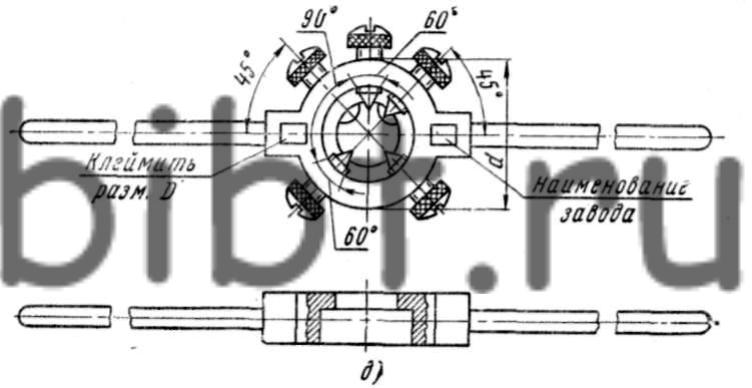
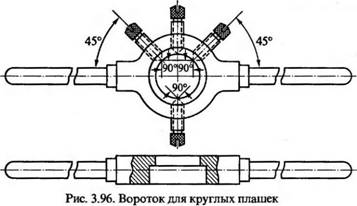
Dəyirmi kalıplar üçün yaxalar (şək. 3.96) girintili yuvarlaq bir çərçivədir, onun çuxurunda dəyirmi kalıp yerləşdirilir. Çuxurdakı qəlibin dönməsi üç kilidləmə vintinin köməyi ilə qorunur, konusvari sapları kalıp gövdəsinin generatrix səthində hazırlanmış girintilərə uyğundur. Dördüncü vida ipin orta diametrini tənzimləməyə imkan verir.
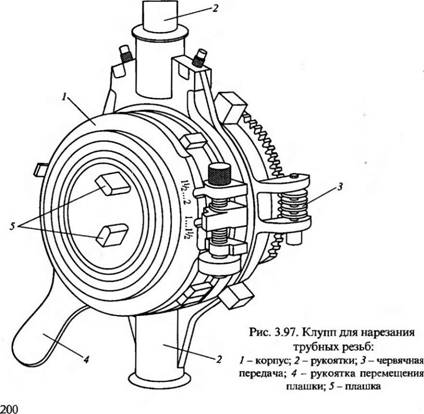
Xarici boru iplərinin kəsilməsi üçün alət və proses (Şəkil 3.97). Çox vaxt borulardakı xarici iplər sürüşmə kalıpları olan kalıplardan istifadə edərək kəsilir. Kalıp diametri 1/2...% düym, 1... 1 '/4 düym və 1'/2 ..2 düym olan boru saplarını kəsmək üçün qəliblər dəsti ilə təchiz edilmişdir və belə bir dizaynda hazırlanmışdır. Bədənində hərəkət edən dörd ölü 5 1 eyni zamanda mərkəzə yaxınlaşa və ya ondan uzaqlaşa bilər. Kalıpların hərəkəti kalıbın xüsusi fırlanan qurğusu - tutacaqla idarə olunan üzlüklə təmin edilir 4. Kəsilmiş sapın ölçüsünə uyğun olaraq plitələrin dəqiq quraşdırılması valın gövdəsində yerləşən siferblat vasitəsilə həyata keçirilir. kalıp, və quraşdırma hərəkətləri qurd dişli istifadə edərək baş verir 3. Kalıpları göstərilən sap ölçüsünə quraşdırdıqdan sonra, onlar mövqe xüsusi dayanacaq - "pəncəyi" basaraq sabitlənir. İp kəsildikdən sonra kalıp işlənmiş iş parçasından vidalanmır, lakin kalıpların sapını 4 çevirərək bir-birindən ayrılır və işlənmiş iş parçasından çıxarılır. Kəsici kalıplara əlavə olaraq, qəlibdə üç bələdçi qəlib də var (hamar, sapsız). Onlar emal zamanı boru üzərində kalıbın sabit mövqeyini təmin edir; onların quraşdırılması qurd dişli vintinin fırlanması ilə həyata keçirilir 3. Diametri bir düym və ya daha az olan borularda iplər xüsusi dəyirmi boru kalıpları ilə əl ilə kəsilir.
Borularda ipləri kəsərkən onların boru kəmərində birləşdirilməsinin xarakteri nəzərə alınmalıdır. Boruların daimi birləşməsi üçün ipləri kəsərkən, borunun yivli hissəsinin uzunluğu muftanın uzunluğunun 1/2 hissəsi, 1... 1,5 iplik döngəsinə düşən ip uzunluğu çıxılmaqla olmalıdır. Yığıla bilən boru birləşmələri üçün ipləri kəsərkən (“qoşulmaq üçün”), daimi birləşmələrdə olduğu kimi bir boruda ip kəsilir və borunun digər ucunda kəsilmiş hissənin uzunluğu uzunluğunun cəminə bərabər olmalıdır. mufta, kilid qozu mənfi 1... verilmiş ip üçün 1,5 dönüş uzunluğu.
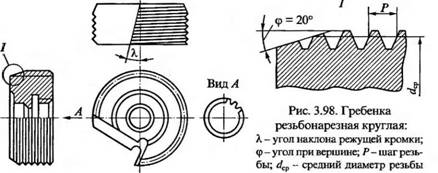
(Şəkil 3.98) metal kəsici dəzgahlarda (torna və qazma dəzgahlarında) xüsusi çəngəllərdən istifadə edərək boru iplərinin kəsilməsi üçün istifadə olunur. Daraqlar dörd dəstdə istehsal olunur; dəstin hər bir tarağının ipi əvvəlkinə nisbətən iplik addımının 1/4 hissəsi ilə əvəzlənir.
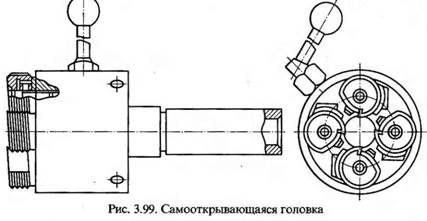
Taraklardan istifadə edərək ipləri kəsmək üçün dəstin bütün dörd başlığının quraşdırıldığı xüsusi öz-özünə açılan vint kəsici başlıqlar nəzərdə tutulmuşdur (Şəkil 3.99).
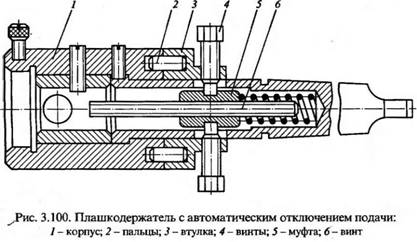
Qazma və torna tezgahlarında xarici yivləri kəsərkən, xüsusi bir cihaz istifadə olunur - avtomatik yem kəsicisi olan keçid tutucusu (şək. 3.100). Qurğu şaftdan ibarətdir ki, onun üzərinə sancaqlar 2 sıxılmışdır.Vintlər 4 buşqaya vidalanmışdır, onların ucları muftanın 5 deşiklərinə sığa bilir. Muftanın içərisində tənzimləyici vint 6 yerləşir. Kalıp yuva yuvasında bir vint ilə bərkidilir 1. Cihaz ya mil çuxuruna quraşdırılmışdır. qazma maşını, və ya quyruq çuxuruna torna. Emal zamanı işlənmiş çubuqun ucu kalıpdan çıxır və vint 6-nın ucuna söykənir, bu da onun sapın içərisində hərəkətinə səbəb olur. Vidaya bir mufta 5 vidalanmışdır, bu vint b ilə birlikdə hərəkət edərək yayı sıxır. Bağlayıcının 5 vintlər vasitəsilə hərəkəti 4 boyunca hərəkət edən qola 3 ötürülür. xarici səth barmaqlar 2 gövdə dəliklərindən çıxana qədər sapı sıxın. Bu anda barmaqlar 2 korpusu 1 tərk edir, içərisində quraşdırılmış kalıpla birlikdə fırlanmağa başlayır. Dəzgahın fırlanmasını tərsinə çevirərək, kalıp kəsmə zonasından çıxarılır. Vidanın muftadan çıxmasını tənzimləməklə müxtəlif uzunluqdakı ipləri kəsmək olar.
İpləri kəsərkən yağlayıcı və soyuducu mayelər (soyuducu) alətin iş şəraitinin asanlaşdırılmasına, işlənmiş səthin kobudluğunun azaldılmasına və nəticədə sapın kəsilməsi zamanı alınan sapın keyfiyyətinin yaxşılaşdırılmasına xidmət edir. Soyuducunun seçimi emal olunan iş parçasının materialından asılıdır. Məsələn, emulsiya ən çox polad (struktur, alət və ərinti), çuqun, mis və alüminiumun soyudulması üçün istifadə olunur. Bundan əlavə, kerosin çuqun və alüminiumun soyudulması üçün istifadə olunur.
Mis, mis və bürüncdən yivlər soyudulmadan edilə bilər.
Xarici iplərin kəsilməsi
Mövzu təmsil edir fırlanma hissələrində əmələ gələn spiral yiv. Parçaları bir-birinə bağlamaq (bərk etmək) və hərəkəti ötürmək üçün (məsələn, bir torna və ya köməkçi vidada olduğu kimi) geniş istifadə olunur.
Yivli birləşmələrdə istifadə olunur boltlar, saç sancaqları Və vintlər. Bolt – bir ucunda başı, digər ucunda sapı olan silindrik çubuq (sağdakı şəklə bax). A). Saç sancağı - hər iki ucunda iplər olan silindrik çubuq. Çubuğun bir ucu birləşdiriləcək hissələrdən birinə vidalanır, digər ucuna bərkidilməli olan hissə quraşdırılır və bir qayka vidalanır ( b). Vida - birləşdiriləcək hissələrdən birinə vidalamaq üçün sapı olan silindrik çubuq və müxtəlif formalı başlıq ( V).
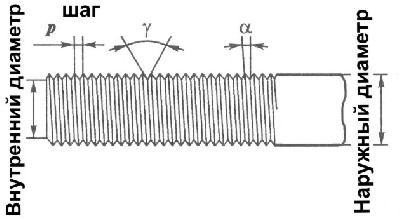
Əsas ip elementləri
: spiral bucağı A,
iplik aralığı R, profil bucağı saat, xarici və daxili diametrlər(soldakı şəkil). Məqsədindən asılı olaraq yivli əlaqə müraciət edin fərqli növlər iplər

By dönüş istiqaməti oyma baş verir sağ Və sol(sağdakı şəkil). Çox vaxt sağ tərəfdən iplər kəsilir.
Xarici bərkidici ipləri kəsmək üçün xüsusi bir alətdən istifadə edin - ölür. Onlar dəyirmi(şəkil solda A), ipin yuvarlanması(b) Və sürüşmə(V).
Dəyirmi ölüm (Şək. sağda) bərkimiş poladdan hazırlanmış qoz şəklində hazırlanır. Kalıbın ipi uzununa deşiklərdən keçir. Yaranan paz formalı kəsici kənarlar və yivlər iş parçasının kəsilməsini və eyni vaxtda çiplərin sərbəst buraxılmasını təmin edir. Çubuğun (iş parçasının) ucunun uç tərəfdən kalıpa daha yaxşı uyğunlaşması üçün onun ipi daha aşağı profil hündürlüyünə malikdir. Bu hasar deyilən hissədir. Diametri 1 ilə 76 mm arasında olan metrik ipləri kəsmək üçün standarta uyğun yuvarlaq kalıplar təmin edilir. Yuvalarda yerləşdirilirlər kalıp sahibi və orada bir tornavida üçün bir yuva ilə saplamalar (və ya boltlar) ilə düzəldin.
Öl 4 (Şəkil sol) ilə xüsusi kəsiklər 6 -ə əlavə olunur kalıp sahibi 5 ya da yaxalıqölçüsündən və iş şəraitindən asılı olaraq üç və ya dörd vint. Bir və ya iki vint 7 təmin etməyə xidmət edir vintlər 1 Və 3 - jumper kəsildikdən sonra onun ölçüsünü tənzimləyərkən matrisanı bərkitmək və sıxmaq üçün. Kalıp istifadə edərək genişləndirilir vida 2 .
Binada iplik yuvarlanan kalıp (düyü. b yuxarıda) quraşdırılmış yayma tənzimlənən yivli təkərlər. İş parçasının metalı kəsilmir, lakin ekstrüde edilir. Bunun sayəsində sapın səthi daha təmiz, ipin özü isə daha keyfiyyətli və daha dəqiq olur.
 Sürüşən prizmatik kalıplar
(düyü. V yuxarıda) iki sürüşən və geri çəkilə bilən yarım lövhədən ibarətdir.
Sürüşən prizmatik kalıplar
(düyü. V yuxarıda) iki sürüşən və geri çəkilə bilən yarım lövhədən ibarətdir.
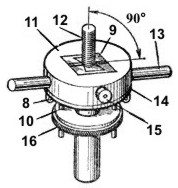
Əlavə bələdçi halqa ilə kalıpların quraşdırılması və bərkidilməsi üçün düymə (şək. sağda) xüsusi maraq doğurur. 16
, silindrik iş parçalarında istiqaməti saxlamağa kömək edir 12
(çubuqlar, qəlib itələyiciləri və vintlər, kalıp dartıcıları). Əlavə cihaz adi qapılarda istifadə edilə bilər.
Klipin daxili hissəsində 1
Yaxası prizmatik kalıplarla işlənmiş kvadrat pəncərəyə malikdir. Sahibinin yan tərəfində bir vint quraşdırılmışdır 15
, kalıpları basaraq 9
əməliyyat zamanı və klipin yanlarından gövdəyə 11
iki tutacaq vidalanmışdır 13
əl tutmaq üçün. Qəfəsin altındakı yuyucu quraşdırılmışdır 14
, vintlər ilə sabitlənmişdir 8
, və iki bələdçi sancaq 10
, halqanın hərəkət etdiyi boyunca 16
.
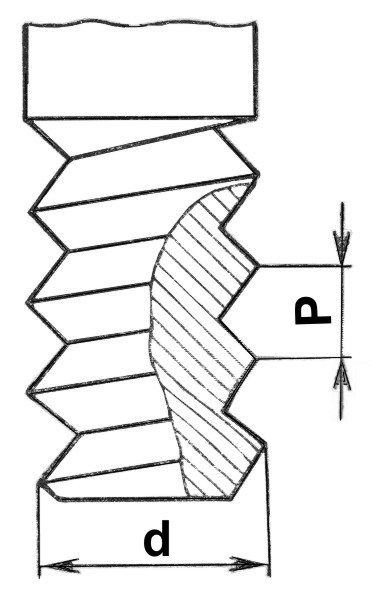
Bir çubuqda bir kalıp ilə bir ip kəsmək üçün əvvəlcə bilmək lazımdır ipin xarici diametri d və onun addım R(soldakı şəkilə baxın). Bu məlumatlar lövhədə göstərilir. Sonra, cədvəldən istifadə edərək (aşağıdakı cədvələ baxın), bu iplik üçün çubuğun diametrini təyin edin və iş parçasını seçin.
| İpin diametri | addım(R) | Çubuğun diametri | |
| Ən azı | Ən böyük | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Eyni zamanda nəzərə almaq lazımdır ki, ip kəsildikdə metal, xüsusən də mis və yumşaq polad “uzanır”. Nəticədə çubuğun diametri bir qədər artır və kalıbın yivli səthində təzyiq artır. O, qızdırılır, çiplər kəsici kənarlara yapışır və ip "cırıq" olur. Bütün bunlar onun keyfiyyətini aşağı salır. Buna görə də çubuqun diametri ipin ölçüsündən asılı olaraq sapın xarici diametrindən 0,1...0,3 mm az olmalıdır.. Çubuğun diametri ipin xarici diametrindən 0,4...0,5 mm kiçikdirsə, o zaman sap profili natamamdır.
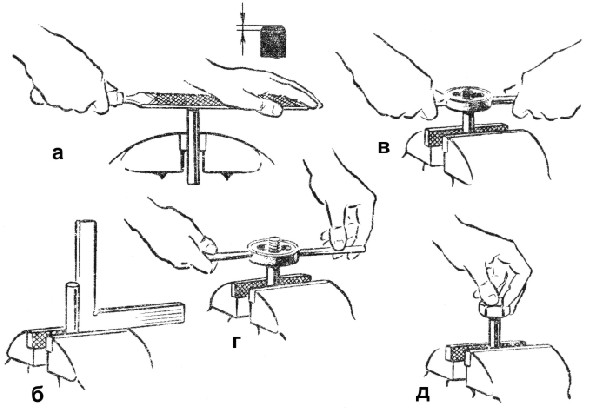 Seçilmiş iş parçası düzəldilməli, işarələnməlidir, işarələrə uyğun olaraq kəsilməlidir və onu vitse ilə bərkidərək, bir fayl ilə kəsilməlidir (şəkil sağda). A) beləliklə, qəlibin qəbul hissəsi metalı daha asan tutsun. Kalıbın keyfiyyətini xarici yoxlama yolu ilə yoxlamalısınız və onu bütöv bir iplə bolt və ya dirəyə vidalamalısınız. Rozetkada mümkün təhrifləri və sürüşmələri istisna etmək üçün kalıp tutucusunda kalıbın bərkidilmə keyfiyyətini diqqətlə yoxlamaq lazımdır.
Seçilmiş iş parçası düzəldilməli, işarələnməlidir, işarələrə uyğun olaraq kəsilməlidir və onu vitse ilə bərkidərək, bir fayl ilə kəsilməlidir (şəkil sağda). A) beləliklə, qəlibin qəbul hissəsi metalı daha asan tutsun. Kalıbın keyfiyyətini xarici yoxlama yolu ilə yoxlamalısınız və onu bütöv bir iplə bolt və ya dirəyə vidalamalısınız. Rozetkada mümkün təhrifləri və sürüşmələri istisna etmək üçün kalıp tutucusunda kalıbın bərkidilmə keyfiyyətini diqqətlə yoxlamaq lazımdır.
Sapı kəsməzdən əvvəl onun uzunluğu çubuqda qeyd olunur, çubuq vitse ilə bərkidilir ki, çənələrin yuxarı müstəvisindən yuxarı çıxan uc kəsilən hissədən 20...25 mm böyük olsun. Çubuq kvadratın üzərinə çənələrin yuxarı müstəvilərinə 90° bucaq altında yerləşdirilir (Şəkil 2). b). Kalıp tutucusuna bərkidilmiş kalıp, çubuğun yuxarı ucuna yerləşdirilir və cüzi təzyiqlə kalıbın əyilməsinin qarşısını alaraq onu döndərin (Şəkil 2). V). 1-2 ipi kəsdikdən sonra bir daha kalıp və çubuğun fırlanma oxlarının üst-üstə düşməsini yoxlayın.
Ondan sonra çubuqun yivli hissəsini yağla yağlayın, kalıbı kəsin və kalıbı fırladın, kalıp tutucunun hər iki tutacağına bərabər basaraq (şəkil 1). G). Fırlanma qarşılıqlı olmalıdır: bir və ya iki dönüş sağa və yarım dönüş sola. Bu halda, fişlər qırılır və uzununa çuxurdan çıxır. Bu, ipin kəsilməsini asanlaşdırır və ipin keyfiyyətini yaxşılaşdırır. 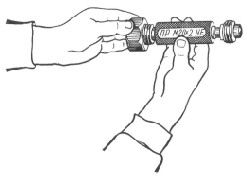
İstehsal şəraitində kəsilmiş sapların keyfiyyəti yoxlanılır ip mikrometrləri, iplik ölçüləri-üzüklər və vida tıxacları(soldakı şəkilə baxın). Məktəb şəraitində ipləri qoz-fındıq ilə yoxlamağa icazə verilir.
İşi bitirdikdən sonra kalıp kalıp tutucudan çıxarılır, bir fırça ilə çiplərdən hərtərəfli təmizlənir, bir bez ilə silinir və yağla yağlanır.
Kalıp ilə ipin kəsilməsi də tornada edilə bilər.
İpləri kəsərkən, kalıp matris tutucusuna etibarlı şəkildə bağlanmalıdır.
İşləyərkən diqqətli olun ki, əliniz kalıp tutacağı ilə dayaq arasında qalmasın.
Yağlama üçün bir fırça və ya yağ qutusu istifadə edin.
Çipləri kalıpdan üfürməyin, ancaq süpürgə fırçasından istifadə edin.
Yağın paltarlara və ya əllərə keçməsinə icazə verməyin.
Zavodlar birləşdirilmək üçün iki və ya daha çox təbəqə metal parçasında deliklər vasitəsilə vurulan bərkidilmiş vintlərdən istifadə edir. Vintlər, deliklərdə kəsici iplər, bu hissələri birləşdirin. Yivli birləşmənin bu üsulu qənaətcildir və montaj prosesini sürətləndirir. İndi bir çox müəssisə bərkidilmişdən istifadə edir öz-özünə ekstruziya polad və çuqun hissələri üçün vintlər, onların sərtliyi vintlərin sərtliyindən azdır.
Boltlar və kiçik diametrli saplamalar üzərində iplər hazırlanır avtomatik tornalar boltların özləri istehsalı ilə eyni vaxtda. Boltlar və vintlər də möhürlənmişdir preslərdə.
Kütləvi istehsalda geniş istifadə olunur xarici ipin yuvarlanması. Silindrlər arasından keçdikdən sonra çubuqda bir iplik yaranır. Bəzi yivli maşınlarda rulonlar yerinə karbid əlavələrdən istifadə olunur.
Aşağıda materialı mənimsəmək üçün zəruri olan əsas terminləri və anlayışları təsvir edirik.
Əsas ip elementləri:
Xarici ip diametri- bu, səthi xarici ipin zirvələri və daxili ipin vadiləri ilə üst-üstə düşən xəyali silindrin diametridir.
Daxili ipin diametri- silindrin diametri, səthi daxili ipin ucları və xarici ipin vadiləri ilə üst-üstə düşür.
Orta ip diametri- iplə koaksial olan xəyali silindrin diametri, generatrisi yivin eninin iplik addımının yarısına bərabər olduğu nöqtədə ip profilini kəsir.
Profil bucağı- eksenel hissədə ölçülən profilin tərəfləri arasındakı bucaq.
Profilin yuxarısı- çıxıntının tərəflərini birləşdirən profilin bölməsi.
Profil depressiyası- yivin tərəflərini birləşdirən profilin bölməsi.
İpin hündürlüyü ipin oxuna paralel istiqamətdə eyni adlı bitişik profil tərəfləri arasındakı məsafədir.
İp bucağı- sapın orta diametrində yerləşən nöqtəyə və ipin oxuna perpendikulyar olan müstəviyə olan sarmal xəttinə toxunan bucaq.
Profil bucağı- sapın oxundan keçən bir müstəvidə ölçülən ipin tərəfləri arasındakı bucaq.
İp sistemi
Sənayedə aşağıdakı iplər istifadə olunur:
Metrik ip- üçbucaqlı profilə malikdir və əsasən hissələri bir-birinə bağlamaq üçün xidmət edir.
Metrik iplər iki qrupa bölünür: metrik ip böyük bir addımla Və metrik incə aralıq ip 0,25-600 mm diametrlər üçün.
Boru bükülmüş ip- silindrik ilə eyni məqsədə malikdir. Lazım olan əlaqə sıxlığı konusvari boru ipinin növbələrini deformasiya etməklə əldə edilir.
Konik düymlük sap 60 dərəcə profil bucağı ilə. Sıx bağlantılar əldə etmək üçün konik düymlük iplər istifadə olunur.
Düym iplik
- boltlar, vintlər və ştamplarla maşın hissələrinin birləşmələrini bərkitmək üçün istifadə olunur.
Trapezoidal iplər- əsasən dəzgahların və digər elektrik ötürücülərinin qurğuşun vintləri üçün istifadə olunur.
Trapezoidal iplər bölünür böyük, normal və kiçik.
Dartma ipləri- böyük, normal və kiçik - ilk növbədə birtərəfli hərəkət edən yüklə işləyən və yük (ağır yük) vintləri üçün istifadə olunur. Nadir hallarda onlar bağlayıcı kimi istifadə olunur.
Düzbucaqlı ip- yük və aparıcı vintlər üçün istifadə olunur. İplərin istehsalı çətindir və onların istifadəsini məhdudlaşdıran çatışmazlıqlar var.
Silindrik boru ipi- silindrik boru yivləri içi boş nazik divarlı hissələrin birləşmələrində istifadə olunur, bu zaman əlaqə xüsusilə sıx olmalıdır.
Modul iplik- qurdlar üçün istifadə olunur.
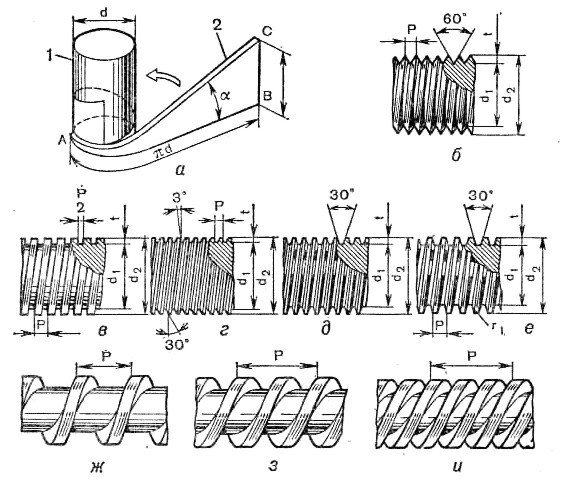
Heliks diaqramı: A- spiral xəttinin işlənməsi; b- silindrik üçbucaqlı sap; V- silindrik kvadrat sap; G- silindrik düzbucaqlı sap; d- silindrik
trapezoidal ip; e- silindrik yuvarlaq sap; və- tək başlanğıc ip; h- ikiqat sap; və - üç başlanğıc ip.

İpin hündürlüyünü tapmaq üçün xüsusi ölçülər istifadə olunur (sağdakı şəklə bax).



