Mövzu: İplərin növləri. İplik aləti.
Nadir hallarda ipləri kəsməyə ehtiyacınız olsa belə, metri düym iplərdən, sağ əllidən isə sol əllidən fərqləndirmək hələ də faydalıdır. Bir neçə növ ip var, lakin çox vaxt biz üçbucaqlı iplərlə məşğul oluruq - metrik və düym. Onların fərqi təkcə metrik ipin bütün elementlərinin millimetrlə, bir düym ipin isə düymlərlə ölçülməsi deyil.
Bu iplər profildə də fərqlənir: metrik sapın bərabərtərəfli üçbucaqlı profili, bir düymlük ipin isə zirvədə 55 dərəcə bucağı olan ikitərəfli birinə malikdir. Və iplər meydança ilə fərqlənir və düymlük ip addım daha böyükdür, buna görə də onun profili daha böyükdür və ip daha davamlıdır.
Yerli praktikada bağlayıcılar əsasən metrik sistemdə hazırlanır və düym su boruları üçün qalır. IN son illər kiçik ölçülü bir düymlük sistemin bərkidiciləri ilə çoxlu idxal olunan məişət texnikası ortaya çıxdı.
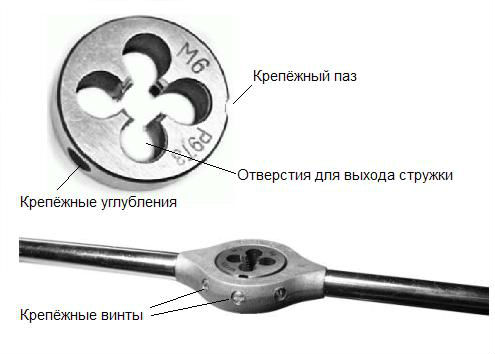
Yiv açmaq üçün xüsusi kəsici alətlərdən istifadə olunur - kranlar (deşiklərdə yivlər), kalıplar, lerklər və vida qapaqları (hissədən kənarda dişləmə).
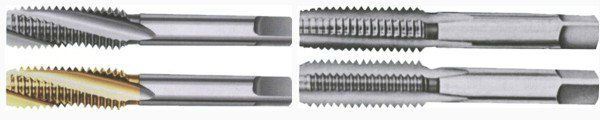
Kran, çipləri çıxarmaq üçün yivləri olan xarici səthə tətbiq olunan bir ip profili olan silindrik kəsici alətdir. Yivlə ipin döngələri ilə kəsişməsi kranın kəsici kənarını təşkil edir, bu da diş çəkərkən çipləri çıxarır.

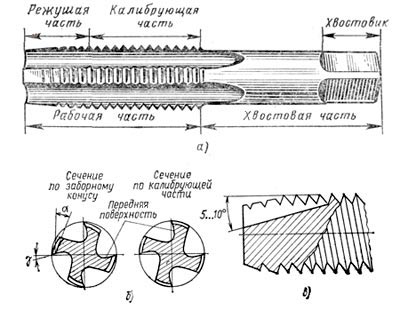
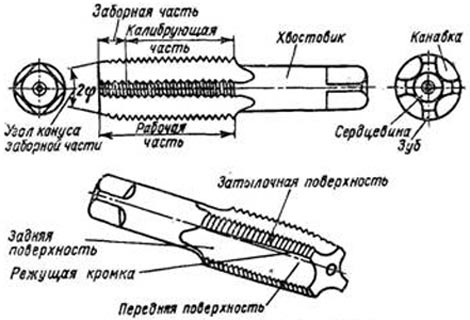
Kranlar çuxurlarda ipləri kəsmək və ya kalibrləmək üçün nəzərdə tutulmuşdur. Kranları mexaniki, dəzgahlı, qoz (qoz-fındıqlarda sapları kəsmək üçün) və qoç (kalıplarda sapları kəsmək üçün) ayırın. Əl kranları 2-3 krandan ibarət dəstdə verilir; kobud kranlar kiçik ölçülüdür və bitirmə kranları tam iplik profilinin ölçüləridir. Qoz kranları qısa, uzun və əyri saplarla hazırlanır. L kranın işçi hissəsi suqəbuledici L 1 və kalibrləmə L 2 hissələrindən ibarətdir. Əl ilə kobud kranların qəbuledici (kəsmə) hissəsinin uzunluğu 4 növbə, əl ilə bitirmə kranları 1,5-2 növbədir. Delikləri kəsərkən maşın kranlarının qəbul hissəsinin uzunluğu 5-6 döngə, kor deşikləri kəsərkən isə 2 döngədir. Qoz kranları üçün suqəbuledici hissəsinin uzunluğu 11-12 döngədir. Kalibrləmə hissəsi L 2 ipi təmizləmək və kalibrləmək və düzgün istiqaməti təmin etmək üçün xidmət edir. Sürtünməni azaltmaq üçün kalibrləmə hissəsi bir az tərs konus var. L 3 kranın quyruğu bir çubuqdur; əl ilə (və bəzən maşın) kranlar üçün L 4 baldırının ucu kvadrat formasına malikdir. Kranın fleyta profili yivləmə prosesinə təsir göstərir və çiplərin boşaldılmasını asanlaşdırmalıdır. Üç və beş fleytalı kranlar geniş istifadə olunur. Kranın dırmıq bucağı polad emal edildikdə γ=5-10 dərəcə, çuqun emal edildikdə γ=0-5 dərəcə, əlvan metalların və onların ərintilərinin emalında isə γ=10-25 dərəcədir. Arxa kran bucağı α=4-12 dərəcə. Adətən kranlar düz fleytalarla hazırlanır, lakin bəzi hallarda fleyta bucağı γ=8-15° təşkil edir ki, bu da çiplərin çıxarılması şəraitini yaxşılaşdırır.
Məqsədindən asılı olaraq kranlar santexnika, maşın, sürüşmə və bir sıra xüsusi növlərdir, lakin evdə biz adətən əl ilə yivlər çəkmək üçün sadə santexnika kranlarından istifadə edirik. Çilingər kranları, öz növbəsində, silindrik və konusvari olur - bir dəstdə silindrik kranlar eyni ölçülü 3 krandan ibarətdir, müxtəlif xarici diametrlərə malikdirlər və tam ip profili yalnız incə bir kranla əldə edilə bilər, konusvari kranlar üçün isə dəstdə xarici diametri eynidir, lakin onlar suqəbuledici uzunluğu ilə fərqlənirlər.
Əl ilə yivlənmə üçün kranlar dəsti adətən üç (nadir hallarda iki) alətdən ibarətdir - kobud, aralıq və bitirmə üçün. Bu kranlar ip təyinatının yanındakı işarələrlə fərqlənir - bunlar ya I, II və III nömrələr, ya da üfüqi risklərdir (bir, iki və ya üç).
Dəzgahlarda yiv çəkmək üçün kranlar dəzgah kranları adlanır və daha dolğun profilə, fərqli yivə və kəsici kənar profilinə və dəzgahda quraşdırmaq üçün fərqli sap formasına malikdir.
İp sağ ola bilər - qoz bolta saat yönünde vidalandıqda - və sola - qoz saat yönünün əksinə dönərək vidalanır. Müvafiq olaraq, yivli alət sağ və ya sol metrik və ya düym ipləri kəsmək üçün nəzərdə tutulmuşdur.
Öl. Boltlarda vida yivlərinin istehsalı üçün kəsici kənarları meydana gətirən yuvaları olan bərk bərkidilmiş polad qoz kimi qəbul edilə bilən kalıplar istifadə olunur.

Kalıplar bir keçiddə xarici ipləri kəsmək və ya kalibrləmək üçün nəzərdə tutulmuşdur. Ən çox istifadə olunan kalıplar diametri 52 mm-ə qədər olan ipləri kəsmək üçün istifadə olunur. Kalıp, kəsici kənarları meydana gətirən eksenel delikləri olan bərkimiş qozdur. Çipləri çıxarmaq üçün adətən kalıplarda 3-6 çip dəliyi açılır. Kalıbın qalınlığı 8-10 döngədir. Kalıbın kəsici hissəsi daxili konus şəklində hazırlanır. Qəbul hissəsinin uzunluğu 2-3 növbədir. İpləri kəsərkən bucaq 2φ=40-60 dərəcə, sapları dayanacağa qədər kəsərkən 2φ=90 dərəcə. Standart kalıpların ön bucağı γ=15-20 dərəcədir. Arxa bucaq α=6-8 dərəcədir və yalnız suqəbuledici (kəsmə) hissəsində yerinə yetirilir.



Yaxşı, tam bir iplik yalnız çuxurun və ya qazmanın diametri çuxur hazırlamaq üçün düzgün seçildikdə əldə ediləcəkdir. Müəyyən edilmişdir ki, çubuqda yüksək keyfiyyətli sap əldə etmək üçün onun diametri sapın xarici diametrindən 0,3-0,4 mm az olmalıdır. Aşağıdakı Cədvəl 1-də kalıplarla kəsilmiş metrik saplar üçün tövsiyə olunan sap diametrləri verilmişdir.
İpin diametri mm |
Kök diametri mm |
|
ən azı |
ən böyük |
|
Çubuğun ucu paxlama ilə hazırlanmalıdır - kənarından bir az üyüdülməlidir.
Kəsmə bu şəkildə aparılır. Müvafiq diametrdə və uzunluqda çubuq ucları kəsilmiş bir çubuqla sıxın. Sonra möhür və ya lerka ilə bir klupp qoyurlar və bir az təzyiqlə vurmağa başlayırlar; bu halda, kalıplar çubuğun səthində bir spiral oluğu kəsəcəkdir. Onlar çubuq boyunca bir neçə dəfə keçir, yaxşı, tam bir iplik əldə edənə qədər tədricən kalıpları sıxırlar. Klupp və vida lövhəsi diqqətlə fırlanmalıdır. Dərhal tam bir kəsik əldə etməyə çalışmaq mümkün deyil, çünki sərtləşdirilmiş kalıplar və ya bir vida lövhəsi həddindən artıq səy nəticəsində partlaya bilər. Kəsmə alətini bir yarımdan birə qədər irəli çevirin və sonra çipləri çıxarmaq və yağlama təmin etmək üçün tərsinə çevirin. Kalıplar və kranlar qaynadılmış yağla yağlanır (maşın yağı və sabunlu su istifadə edə bilərsiniz).
Deliklərin kəsilməsi adətən iki və ya üç kranla aparılır. Birincisi, qismən kəsik (1) olan bir kran alınır, içərisində iplik konik şəkildə kəsilir. Bu krandan çuxurda dayaz lentəbənzər kəsik əmələ gətirir ki, bu da daha dolğun kran (2) ilə dərinləşdirilir və bəzən üçüncü (3), demək olar ki, silindrik formada da keçirilir. Kranların dörd tərəfli başı var, müvafiq deşiklər və ya düymə ilə sapa daxil edilir.
Yiv açmadan əvvəl, kranın diametrindən bir qədər kiçik bir çuxur qazın.
Cədvəl 2-də metrik saplar üçün metaldakı deşiklərin diametrləri, incə iplər üçün (daha incə bir addım ilə) dəliklərin diametrləri daha kiçik olacaqdır.
Cədvəl 2. Metrik iplər üçün deşiklər.
|
Təyinat |
Diametr, |
Cədvəl 3 düymlük iplər üçün çuxurların diametrlərini göstərir.
Kranlar kimi, xarici ipləri kəsmək üçün kalıplar və lehrlər davamlı kəsmə səthinə malik deyil və yivləmə sektorlarda aparılır. İlk sarmağı başlamaq üçün alətin kənarında natamam profil var. Kalıplar möhkəm və parçalanmışdır - bərk matkal bir keçiddə tam sap profilini kəsir, daha böyük diametrli sap üçün isə bir keçiddə çipləri çıxarmaq çətindir və mat işlədikcə parçalanır və sıxılır. Kalıplar kalıp tutucularına daxil edilir, burada onlar kalıp gövdəsindəki konusvari girintilər boyunca sıxma vintləri ilə bərkidilir.
Lerka və ya vida lövhəsi, bir alətdə (bir insertdə) sap kəsən yuvalar dəstidir. Həm kalıp, həm də lehrdəki çuxur yalnız bir ip ölçüsünü kəsmək üçün nəzərdə tutulmuşdur, lakin vida qapaqlarının köməyi ilə müxtəlif diametrli hissələrdə ipləri kəsə bilərsiniz, lakin eyni addım ilə.



Klupp eyni kalıpdır (lerka), yalnız bahalı, işlək olmayan hissələri yoxdur. Ucuz tutacaq və güclü kəsicilər - bu iplik kəsici kalıpdır.

Bildiyiniz kimi, bütün kalıp bahalı alət poladdan hazırlanır, xüsusi güc yalnız əsas işi görən kəsicilər üçün lazımdır - ipi kəsirlər. Kesicilər birbaşa tutucuya quraşdırılmışdır ki, bu da bələdçi rolunu oynayır.

Əl vintli cırcır

elektrik klupp
Təvazökar bir neçə yüz vatt gücü ilə elektrik boru vintləri sürət qutusundakı böyük dişli nisbətinə görə çox böyük güc inkişaf etdirir.

Klupp universal ipləri 1/2-dən 2-ə qədər kəsmək üçün. Ölçülər dəsti 1/2", 3/4", 1.1/4", 1.1/2", 1.3/4", 2".

Hər işdə olduğu kimi, Klupp-dan istifadənin də incəlikləri var.
- Yiv çəkmək üçün boru bir az yuvarlanmalıdır, zəng edin. Bunda klupp zərbdən fərqlənmir.
Borunun ucunu bir az incə etmək üçün bir çox yol var: çarx, fayl; nəhayət, hər hansı bir anvildə çəkic ilə bir dairədə bir az düzəldə və ya qaz açarı ilə sıxa bilərsiniz; - İplikdən əvvəl boruya bir az yağ, mil və ya hətta solaryum sürtsəniz, ip cırılmayacaq, daha asan kəsiləcək və kəsicilər daha uzun sürəcək;
- Yeni kəsicilər alarkən, tutucunu hazırlayan eyni istehsalçını seçin. Əks təqdirdə, axmaq bir problemlə üzləşmək riskiniz var - kəsici dişlər axmaqcasına öz yerlərinə dırmaşmayacaqlar;
- Köhnə su təchizatının bir hissəsi olan bir boru üzərində bir ip kəsmək məcburiyyətindəsinizsə, onu qaz açarı ilə tutmağınızdan əmin olun və üzərindəki qüvvə yiv çəkərkən fırlanma momentini kompensasiya etməlidir.
Çürükləri qoparın Polad boru yükselticidən kənardan göründüyündən daha asandır.
Əl vinti ilə işləmək
Elektrik vinti ilə işləmək
Müxtəlif hissələrin artikulyasiyasının ənənəvi üsulu mexanikidir. Borulara gəldikdə, bu, onları birləşdirmək deməkdir yivli birləşmələr və əlaqəli fitinqlər. Əsasən, bu texnika metallardan və ya bəzi kompozit materiallardan hazırlanmış nümunələri birləşdirərkən istifadə olunur. Borularda ipləri kəsmək üçün hansı vasitələrdən istifadə olunur, bunun tam olaraq necə edildiyi təklif olunan məqalənin mövzusudur.
Aşağıdakı cədvələ əsasən, bir növ ipin digərindən necə fərqləndiyini anlamaq asandır.
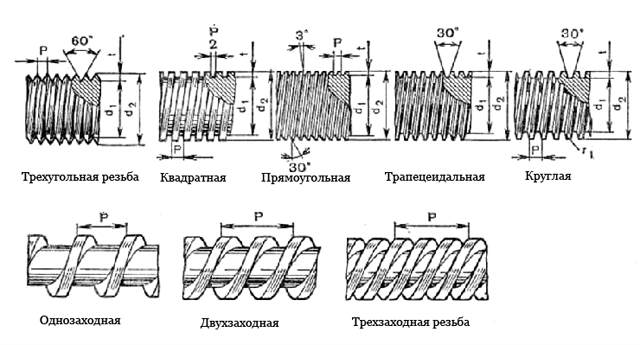
Əsas iplik parametrləri - addım, diametrlər, profil hündürlüyü və s. - diaqramlarda göstərilir.
İp kəsmə texnologiyası və lazımi alətlər
İp həm əl ilə, həm də dəzgahlardan istifadə etməklə əldə edilə bilər. Sonuncu variantı nəzərdən keçirməyin mənası yoxdur, çünki bu cür işlərin bütün nüansları bir mütəxəssisə yaxşı məlumdur. Bundan əlavə, dişləmə maşının növündən asılı olaraq bu və ya digər alətdən istifadə edərək müxtəlif quraşdırma modellərində həyata keçirilə bilər.
Ancaq gündəlik həyatda və ya bir obyektdə quraşdırma işləri zamanı ip, nadir istisnalarla, ən sadə cihazlardan istifadə edərək və ya necə deyərlər, öz əlləri ilə kəsilir. Bu, oxucu üçün daha maraqlıdır, buna görə də əl ilə kəsmə üsullarına dayanacağıq.
Xarici ip
Ölür (lerks). Bu məhsulların çeşidi əhəmiyyətlidir. Hər bir nümunə kəsmə aparıldığı borunun müəyyən diametrinə uyğundur.

Kalıplar metal emalı keyfiyyətinə görə fərqlənir və "kobud" (kobud) və "dəqiq" (bitirmə) kəsmə üçün məhsullara təsnif edilir. Qiymət - bir nümunə üçün 68 rubldan.
Kalıp sahibləri. Müxtəlif modifikasiyalarda mövcuddur - şərti, universal, cırcır ilə. Qiymət - 139 rubldan.

İplik üçün cihazın necə yığıldığı şəkildən aydındır.
İp kəsmə proseduru
- Borunun ucunun kəsilməsi. Bucaq uzununa oxa nisbətən düzdür. Alətlər - boru kəsici və ya.
- Sayt səthinin hazırlanması. İpin kəsilməli olduğu sahə xarici çöküntülərdən diqqətlə təmizlənir.
- İlk iplik. Boruya "kobud" bir kalıp quraşdırılmışdır. Daha yaxşı sürüşmə üçün müalicə olunan sahəyə nazik bir yağ təbəqəsi tətbiq olunur.
- İkinci keçid. "Bitirmə" aləti quraşdırılmışdır. Hərəkət istiqamətində sistematik dəyişikliklə (boyu, sonra saat yönünün əksinə) tədricən boruya sarılır. İpin təmizliyi vizual olaraq idarə olunur və müəyyən hərəkətlərin kifayətliyi müəyyən edilir.
- Keyfiyyətə nəzarət. Kəsmənin düzgünlüyünü (qüsurların olmaması, əyrilik və s.) müəyyən etmək üçün boruya müəyyən bir diametrə vidalana bilən hər hansı bir məhsul (müvafiq ip parametrləri ilə) quraşdırılır - sürücü, bir mufta, qoz. Nümunə bütün ərazidən asanlıqla keçərsə, iş bitmiş hesab edilə bilər.
Xarici ipləri kəsmək üçün başqa bir vasitə var - klupp. O, bir müddət əvvəl bazardadır və heç də bütün çilingərlər, hətta təcrübəsi olsalar da, onunla işlədikləri ilə öyünə bilməzlər. Cihaz olduqca sadədir.

Baza tanınmış bir boşqabdan götürülür. Lakin kəsici kənarlar plug-indir. Əslində, bu bir montajdır, lerka isə monolit məhsuldur. Klupps əl nümunələri və bölünür elektrik modelləri. Buna görə də, daxili şəraitdə məhsuldarlığı artırmaq üçün maşını satın almaq (icarəyə götürmək) lazım olmayacaq. Kluppların qiyməti 479 rubldan başlayır. Onlar da dəstlərdə satılır, ona görə də seçim var.

Dəstlərin qiyməti 14 570 rubldan (mexaniki) və 32 800 rubldan (elektrik). İstehsalçılar həmçinin nümunələri dəyişdirilə bilən kəsicilərlə təchiz edirlər ki, bu da onları istifadəni daha rahat edir (798 rubl / ədəddən). Elə məhsullar var ki, onlar üçün heç bir sahibə ehtiyac yoxdur. Onlar asanlıqla açıq (qaz) açarı ilə fırlanır.

Daxili ip
Kranlar. Kalıplarda olduğu kimi, hər diametrin öz aləti var.
Qiymət - 412 rubldan.
Kran sahibləri. Məqsəd aydındır. İstifadə olunan ikinci ad yaxasıdır. Qiymət - 170 rubldan.

- Sonun kəsilməsi və təmizlənməsi (lakin bu halda - borunun içərisindən).
- İş sahəsinin yağlanması.
- İbtidai və ikinci dərəcəli iplik.
- Uyğun bir vintlə vidalanaraq keyfiyyəti yoxlayın.

Kompozit materiallar üzərində yivlərin çəkilməsinin xüsusiyyətləri
Bu, əsasən fiberglas borulara aiddir, çünki PP, PE, metal-plastikdən hazırlanmış məhsullar tamamilə fərqli yollarla bağlanır. Bir alətlə yivləmə texnologiyası metal məmulatlarda edilən oxşar əməliyyatdan bir qədər fərqlidir. Belə bir əlaqə yüksək gücə malik deyil, lakin fiberglas üçün əsas hesab olunur və birləşmənin tökülməsi, presləmə, profil formalaşması və bir sıra digər üsullardan daha tez-tez istifadə olunur.
İp kəsilərkən nə nəzərə alınır?
- Fiberglas armaturunun sxemi. Buna əsasən nümunənin emalı istiqaməti müəyyən edilir.
- Kompozitin aşağı istilik keçiriciliyi. Alətin həddindən artıq istiləşməsinin qarşısını almaq üçün effektiv istilik yayılmasını təmin etmək lazımdır. Bu cür materiallarla işləyərkən xüsusi bir maye ilə soyutma üsulu, onların bir çoxunun nəm udulmasının artması səbəbindən tətbiq edilmir.
- Aşağı iplik kəsmə dəqiqliyi. İlk növbədə, fiberglasın elastikliyinə və onun spesifik quruluşuna görə. Bu parametr üçün tələblər yüksəkdirsə, başqa bir emal üsulu seçilir.
- Materialın laylı quruluşu. Bu, xüsusilə kəsici alətin artan aşınması ilə aydın görünür. Hər halda, iplikdən sonra iş sahəsi təmizlənir.
- Vərəm üçün xüsusi tələblər. Hər şeydən əvvəl - artan toz əmələ gəlməsi səbəbindən.
Özü də hər hansı bir ipin kəsilməsi texnologiyası mürəkkəb bir şey deyil. Bütün əməliyyatlar sadədir. Düzgün seçim alətlər, hərəkətlərin alqoritminə uyğunluq və işlənmiş avadanlıqların xüsusiyyətlərini nəzərə almaq əla nəticəyə zəmanət verir.
Əlfəcinlərə əlavə edin
Boruların əl ilə çəkilməsi
İp kəsmə nədir?
Yivlənmə, çıxıntılardan-bobinlərdən və alternativ spiral yivlərdən ibarət daxili və ya xarici spiral sapı əldə etmək üçün xüsusi yivli alətdən istifadə edərək hissədə bir deşik və ya çubuğun işlənməsidir.
Yivlənmə, xüsusi bir yivli alətdən istifadə edərək hissədəki çuxurun və ya sapın işlənməsidir.
Kəsmə boru kəmərinin sökülə bilən birləşmələrində və avadanlıqların müxtəlif hissələrində istifadə olunan borular, qoz-fındıqlar, boltlar üzərində aparılır. Boru kəmərini yivli olmayan borulardan əl ilə quraşdırırsınızsa, o zaman borudakı ipləri əl ilə necə kəsəcəyinizi bilmək faydalı olacaq.
İpin əsas elementləri bunlardır:
- dərinlik;
- profil;
- profil bucağı;
- daxili, orta və xarici diametrlər.
Oyma haqqında zəruri anlayışlar

60 dərəcəyə bərabər bir açı ilə bir təpədə metrik bir ipə əsaslanan xarici silindrik ipin kəsilməsi sxemi.
Profil rulonun kəsişmə formasıdır. Profildən asılı olaraq düzbucaqlı, üçbucaqlı, trapezoidal və s. Üçbucaqlı yalnız sanitar sistem və hissələrin yığılması zamanı istifadə olunur.
Həmçinin, iplik dönüş istiqamətindən asılı olaraq sola və sağa bölünür.
İpin təyinatından asılı olaraq xüsusi və bərkidici saplar var. Bağlayıcılar üçbucaqlı, xüsusi - düzbucaqlı və s. Üçbucaqlı bərkidicidir, çünki bərkidicilərə kəsilir: vintlər, qoz-fındıq, boltlar. İp addımı bitişik döngələrin əsasları və ya zirvələri arasındakı məsafədir.
Profil bucağı - döngələrin kəsişən yan üzlərindən (yanlardan) əmələ gələn bucaq.
Bazadan yuxarıya qədər olan məsafə ipin dərinliyi adlanır.
Xarici diametr - ipin iki tərəfinin nöqtələri arasındakı məsafə, əks istiqamətdə yerləşir. Daxili diametr, əks tərəflərin əsasları arasındakı məsafədir. Qarşı tərəfin əsası ilə yuxarı hissəsi arasındakı məsafəyə orta diametr deyilir.
İpin dərinliyi, onun hündürlüyü və dönmələrin sayı arasında əlaqə aşağıdakı kimidir: addım nə qədər kiçik olsa, dərinlik və daha çox nömrə ipin vahid uzunluğuna görə növbələr (yivlər) və müvafiq olaraq, əksinə.
Tədbirlər sisteminə görə, üçbucaqlı müxtəliflik düym və metrikdir. Metrik - bu, profildə 60 dərəcəyə bərabər bir açı ilə zirvədə bərabərtərəfli üçbucaq şəklində olan biridir. Bu tip maşınqayırma və alət istehsalında istifadə olunur. Bir çuxurun daxili diametri və ya metrik tipli vintin xarici diametri millimetrlə ölçülür, meydança isə həm millimetr, həm də onun fraksiyaları ilə ölçülə bilər.
Profildə düym çeşidi metrik çeşidlə eyni görünür, lakin zirvə bucağı 55 dərəcədir. O, düymlərlə ölçülür və metrik tipdən böyük artımlarla fərqlənir.

Metrik ip profildə 60 dərəcəyə bərabər bucağı olan zirvədə bərabərtərəfli üçbucaq formasına malikdir.
Düym çeşidi sanitar armaturların yığılmasında istifadə olunur. O, bərkidici və boruya bölünür. Bu iki növ, bərkidicinin güclü bir əlaqəni təmin edən daha böyük bir meydançaya malik olması və qoz-fındıq, çubuqlar, boltlar və çuxurların kəsilməsi üçün istifadə edilməsi ilə fərqlənir. Boru birləşmələri üçün bir boru istifadə olunur. O, bərkidicidən daha kiçikdir, çünki onun dərinliyi boru divarının qalınlığı ilə məhdudlaşır. Boru ipinin sıxlığı ip uzunluğunun hər düymünə çoxlu sayda dönmə səbəbiylə fiksasiya ipindən çox daha böyükdür.
Xarici iplərin kəsilməsi
Boltlar, çubuqlar və vintlər üzərindəki xarici iplər əl ilə kalıplara kəsilir.
Cihazdan asılı olaraq onları ayırın:
- prizmatik;
- dəyirmi;
- sürüşmə;
- bütöv.
Prizmatik olanlar, tutacaqları olan bir çərçivə şəklində bir vida qapağına quraşdırılmış bir cüt eyni yarıya malikdir. Bu qəliblərin iki xarici tərəfində kluppun prizmatik proyeksiyaları üçün nəzərdə tutulmuş prizmatik yivlər var.
Prizmatik kalıplarda tutacaqları olan bir çərçivə şəklində vidaya bağlanan bir cüt eyni yarım var.
Kluppda sürüşmə kalıpları quraşdırılmışdır ki, onun hissələrindəki nömrələr çərçivədəki eyni nömrələrin əksinə olsun. Əks halda səhv çıxacaq. Onlar sabit bir vida ilə bərkidilir. Vida ilə basıldıqda partlamaması üçün kalıp və dayanma vintinin arasına polad kraker lövhəsi qoyulur.
Dəyirmi kalıp bir cüt və ya iki cüt sıxma vintləri ilə asan tutulan açarda bərkidilir.
Sürüşən bir çeşidin köməyi ilə, çubuqun diametrində cüzi sapmalar olarsa, dəyirmi bərk kalıplara kəsilərkən icazə verilməməlidir. Çubuğun daha kiçik diametri ilə natamam bir ip, daha böyük olanı ilə - bərabər alınacaq.
Daxili iplərin kəsilməsi
Əl ilə daxili iplik yaxasına daxil olan kranlardan istifadə edərək kəsilir.
Kran kəsmə üçün lazım olan suqəbuledici hissəyə (onun ucu), çuxurun kalibrlənməsi və kəsilməsi zamanı istiqamətləndirmək üçün kalibrləmə hissəsinə (ortada) və kranı klapanda tutmaq üçün kəsikli kvadrat başlı quyruğuna malikdir. kəsərkən yaxa.
Natamamdan düym fiksasiyasına və ya tam metrik çeşidlərə keçərkən, bir sıra kranlar istifadə olunur: müxtəlif dərinliklər üçün üç kran.
Mövzunun Əsasları
Su borularının və qaz təchizatı üçün boruların birləşdirilməsi elə aparılır ki, silindrik boru ipləri yuvarlanır və ya uclarında kəsilir. Boruların ucları fitinqlər vasitəsilə bir-birinə bağlanır.
Su və qaz borularını birləşdirərkən uzun və qısa silindrik ipdən istifadə olunur. Son iki növbə qaçış adlanır. O, ilk növbələri haşiyələnmiş olan kalıbın dizaynına görə formalaşır. Akış, muftanın boruya sıxışdırılmasını mümkün edir, bu, sızdırmazlıq materialı ilə əlaqənin möhkəmliyinə zəmanət verir.
Qısa növün uzunluğu mufta uzunluğunun yarısından bir qədər az olmalıdır. Bu halda, birləşdiriləcək boruların ucları arasında 2-3 mm boşluq qalacaq ki, bu da muftanın axın üzərində sıxışmasına imkan verəcəkdir. Armaturlardan istifadə edərək daimi birləşmələr üçün qısa bir çeşid istifadə olunur. Quraşdırılmış boru kəmərində belə bir əlaqə yalnız boruların kəsilməsi ilə kəsilə bilər.

Su borularının və qaz təchizatı üçün boruların birləşdirilməsi elə aparılır ki, silindrik boru ipləri yuvarlanır və ya uclarında kəsilir. Boruların ucları fitinqlər vasitəsilə bir-birinə bağlanır.
Yığılmış boruların eyni vaxtda kəsilmədən ayrılmasını həyata keçirmək üçün silgi istifadə olunur. Bir kilid qozundan, muftadan və uzun sapdan ibarətdir. Bu, elə bir uzunluğa malik olmalıdır ki, sürücünü birləşdirərkən mufta və kilid qozları sərbəst şəkildə vidalana bilsin.
Uzun və qısa sapların ölçüləri boruların diametrindən asılı olaraq dəyişir.
Metala qənaət etmək üçün qaz təchizatı və istilik sistemlərində nazik divarlı borular istifadə olunur. Bu boruların divar qalınlığı su borularından daha kiçik olduğundan, iplər boruların üzərinə yuvarlanır, bu boruların kritik divar qalınlığı isə su və qaz borularında boru saplarının kəsilməsindən az olmamalıdır.
Əl yivli alət
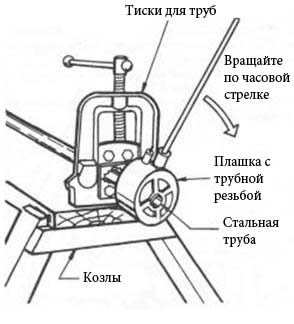
Boruların yivlənməsi üçün sıxaclar
Kiçik həcmli kəsilmiş borularda xarici ip boru vintlərinin köməyi ilə sürüşən və sürüşməyən kalıplardan istifadə edərək əl ilə. Bu məqsədlə, boru sıxacın içərisinə sıxılır, borunun ucu bir fayl ilə miqyasdan təmizlənir, bundan sonra kəsilmiş hissə qurutma yağı və ya sulfofrezol ilə yağlanır. Boruya xüsusi bir alət qoyulur - sürüşmə qəlibləri olan bir klupp və bir çəkiclə plan yuyucunun sapına yüngül zərbələrlə bələdçi matrislər boruya yaxınlaşdırılır və kilidləmə boltlar ilə bərkidilir. Həmçinin, üz qabığının riskinə diqqət yetirərək, kəsici kalıplar əlavə olunur. Sonra alətə basaraq saat əqrəbi istiqamətində döndərməyə başlayırlar.

Boru kalıbının gövdəsində bir tərəfdə kəsici kalıp üçün dörd, digər tərəfdə bələdçi üçün üç dəlik var.
Boru kalıbının gövdəsində bir tərəfdə kəsici kalıp üçün dörd, digər tərəfdə bələdçi üçün üç dəlik var. Bələdçi kəsici kalıplar yayılır və gövdəyə sıxma halqaları ilə bərkidilmiş plan yuyucularını birləşdirir. Gövdəyə bitişik olan təyyarələrdə plan yuyucularında kalıp sancaqlarının daxil olduğu spiral yivlər var. Yuyucunu döndərsəniz, sancaqlar spiral yivlər boyunca sürüşəcək və kalıplar yaxınlaşacaq (yuyucuyu sola çevirsəniz) və ya əksinə, ayrılacaq (yuyucunu sağa çevirsəniz). Kalıplar istədiyiniz mövqeyə qoyulduqda, plan yuyucusu sıxma boltlar ilə sabitlənir.
Boru kalıp dəstləri bir cüt kəsici kalıp dəsti ilə hazırlanır: diametri 15 və ya 20 mm olan boruların kəsilməsi və 25, 32, 38 və 50 mm diametrli kəsilməsi üçün.
Boru kalıpları üçün radial birtərəfli və ya radial ikitərəfli kalıplardan istifadə olunur. Kalıplar 4 ədəd istehsal olunur. daxildir. Hər birinin diametri və 1-dən 4-ə qədər seriya nömrəsi olan təyinatı var. Vida dəstinin gövdəsindəki hər bir yuvanın müvafiq nömrələri var. Borunun hər bir boru diametri üçün dəyişdirilə bilən qolları var, onlar bələdçi flanşında yerləşir və bir vida ilə bərkidilir. Sonuncu, müvafiq lövhə nömrələrinin quraşdırıldığı gövdəyə vintlər ilə bərkidilir.
Boru kalıp kəsicilərinin üstünlüyü var - borular üzərində yaranan ipin təmizliyi və strukturun möhkəmliyi. Onların dezavantajı diqqətli qulluq və böyük bir kütlə ehtiyacıdır.
50 mm-lik bir ipi kəsərkən, bələdçi kalıplarını 180 ͦ çevirərək, yəni qısa tərəfi ilə (dipdən) içərisinə çevirmək lazımdır.
Kluppy Mayevski boru saplarını kəsmək üçün
Mayevskinin kluppı kimi alətdən də istifadə olunur. Mayevskinin klupplarında iki hissədən ibarət olan yarıqlar var. Ayrı bir kalıp dəsti müəyyən bir boru diametrinə uyğundur. Palıdlar, gövdələrdə və yuvada göstərilən nömrəyə uyğun olaraq, gövdə üzərində qeyd olunan risklərə uyğun vintlər ilə gövdənin yuvasına və istədiyiniz ölçüyə uyğun olaraq quraşdırılır. Kalıplara vintlər ilə sabitlənmiş davamlı bir örtük qoyulur.
Bu alət iki ölçüdə istehsal olunur: diametri 15 və 20 mm (No 1) və 25 və 32 mm (No 2) diametrli yivlər üçün.
Belə bir alət aşağıdakı üstünlüklərə malikdir: dizayn və texniki xidmətin sadəliyi, aşağı çəki, kalıpları tez bir zamanda dəyişdirmək imkanı.
Boruların yivlənməsi üçün kəsicilər
Bu alət 25, 20 və 15 mm diametrli ipləri kəsmək üçün istifadə olunur. Onun gövdəsinə dəyişdirilə bilən kalıpları olan baş bərkidilir. Başın aşağı yarısında bir cırcır çarxı var, o, çevrildikdə matın başını döndərir və ölür.
Kluppun gövdəsinə yanaqlarla bağlanan bir cüt ratchet bağlanır. Dəstəyin köməyi ilə vida başı fırlanır. Kəsmə, cırcır işə salınmış sapın sallanan hərəkəti ilə baş verir. Kəsmə sonunda, sapı yelləndikdə və yuvarlaq kalıbı idarə edərkən cırcır çarxının dişlərinə tutan bir cırcır işə salınır. Adi alətdən istifadə etmək qeyri-mümkün olan yerlərdə ratchet kalıbının köməyi ilə kəsmək mümkündür. Bu, xüsusilə təmir işləri zamanı doğrudur.
Boru ipini kəsmək üçün sıxacdakı boru elə sıxılır ki, onun kəsilmiş çıxan ucu qısa olsun. Kəsmə zamanı borunun uzun ucu əyilə bilər. Yivli ucun son üzü yivli borunun oxuna düzgün bucaq altında olmalıdır. Alət bələdçi halqalarla və ya bələdçi kalıplarla boruya elə quraşdırılır ki, 1-2 iplik (dönmə) üçün kəsici kalıplar boru üzərində olsun. Kalıpları sərinləmək və təmiz saxlamaq üçün borulardakı saplar yağla yağlanır. Kalıbla kəsməyə başlamazdan əvvəl kəsici kalıbın düzgün quraşdırılmasını yoxlamaq lazımdır, yəni kalıbın sayının gövdədəki yuvanın sayına uyğun olub-olmadığını yoxlamaq lazımdır.
Kəsmə üçün alət fırlanır və irəli verilir. Bir keçiddə kəsmə diametri 25 mm-ə qədər olan borularda, iki keçiddə - diametri 25 mm-dən çox olan borularda baş verir. Kalıpdakı kalıplar vintlər və ya plan yuyucusu ilə birləşdirilir.
İşin sonunda boru sıxacları sökülməli, kirdən və çiplərdən təmizlənməlidir, mineral yağla yağlanmalıdır. Həftədə bir dəfə aləti qurudulmuş və yapışan yağdan və kirdən təmizləmək tövsiyə olunur: bunun üçün bir vedrə suya 0,5 kq quru kaustik soda seyreltmək lazımdır.
Hal-hazırda sapların kəsmə üsulu ilə emalı zamanı iki emal sxemi ən çox istifadə olunur, onlardan biri tornalamaya, ikincisi isə frezelemeye uyğundur.
Dönməyə uyğun bir sxem ilə alət, oxu ipin oxu ilə üst-üstə düşən və parametr iplik parametrinə bərabər olan iş parçasına nisbətən bir spiral hərəkəti yerinə yetirir. Alətə nisbətən hissənin ipinin spiral səthinin hərəkəti, qozun spiral səthinin spiral səthi boyunca sürüşməsinə bənzər şəkildə, hissənin səthinin "özlüyündə" sürüşməsinə qədər azalacaq. bolt. Nəticədə, alətin orijinal səthi hissənin səthi ilə üst-üstə düşəcəkdir. Baxılan sxemə görə işləyən ən sadə alət yivli formalı kəsicidir (şəkil 2.16). Yivli kəsicilər kəskin bucaqlı, trapezoidal, düzbucaqlı profillərin xarici və daxili iplərini kəsmək üçün istifadə olunur. Dizaynına görə, onlar çubuq (şəkil 2.16, a), prizmatik (şəkil 2.16.6) və dəyirmi (şəkil 2.16, c) bölünür. Onların hamısı, son yivlənmə zamanı (sonuncu keçid zamanı) onların kəsici kənarının ipin spiral səthində yerləşməsi ilə xarakterizə olunur. Buna görə də, nəzərdən keçirilən kəsicilər bir-birindən yalnız arxa səthin forma və ölçüləri və dəzgahda bərkidilmə üsulları ilə fərqlənir. Dəyirmi yivli kəsicilər quraşdırıla bilər və quyruq. Quyruq kəsiciləri işçi hissəsinin daha kiçik diametrinə malikdir və daxili iplərin emalında istifadə olunur.
İplik kəsici dişlərin köməyi ilə bir neçə keçiddə həyata keçirilir. Nəzərə alınan emal sxemi ilə keçidlərin sayını azaltmaq və əmək məhsuldarlığını artırmaq üçün yivli taraklar istifadə olunur.
Yivli kalıplar əsasən üçün istifadə olunur saplama incə meydança və yumşaq materiallar. Taraklar bir və ya bir neçə keçiddə ipləri kəsə bilər. Yivli daraq bir dizaynda birləşdirilmiş bir neçə yivli kəsicidən ibarətdir. Yivli kəsicilərə bənzər, yivli daraqlar çubuq (şəkil 2.16, d), prizmatik (şəkil 2.16, e) və dairəvi (şəkil 2.16, f) ola bilər. Yükü bir neçə diş arasında bölüşdürmək üçün tarağın üzərində φ = 25 ... 30 ° açı ilə kəsici hissə yaradılır.
Bunun sayəsində fərdi dişlərin zirvələri iş parçasının oxundan müxtəlif məsafələrdə yerləşir və iplik kökünün materialını ardıcıl olaraq kəsir. İpləri təmizləmək üçün tarağın eyni tipli 4 ... 6 dişdən ibarət kalibrləmə hissəsi var.
Ən geniş yayılmış dəyirmi taraklar, istehsalı daha sadədir və kifayət qədər çox sayda yenidən üyütməyə imkan verir. Dairəvi kalıplar, adətən, spiral arxa səthlə dizayn edilir, qurğuşun bucağı hissənin sapının aparıcı bucağına bərabərdir və yalnız işlənən sapın kiçik qurğuşun bucaqlarında həlqəvi növbələrlə hazırlanır. Sağdakı hissələr üçün
Xarici yivlər üçün sol əlli, sol tərəfdən xarici saplı hissələr üçün isə sağ əlli kalıplardan istifadə olunur.
Vida ilə kəsilmiş taraklar təmin edir Daha yaxşı şərtlər kəsilməsi və istehsalı asan. İstismar zamanı daraq iş parçasına nisbətən müxtəlif üsullarla quraşdırıla bilər: qabaqda, arxada, aşağıda, yuxarıda və s. Buna görə də, maşına eyni vaxtda bir neçə daraq quraşdırıla bilər ki, bu da darağın ümumi uzunluğunu artıracaqdır. aktiv kəsici kənarlar. Bir neçə daraq bir dizaynda birləşdirilə bilər. Bir neçə yivli tarağın bir dizaynda birləşdirildiyi alətlər kranlar və kalıplar adlanır.
Kranlar (şəkil 2.16, g) daxili ipləri emal etmək üçün istifadə olunur və xarici iplər üçün kalıplar istifadə olunur. Kran, kəsilən iplə əlaqəli bir vidadır, içərisində üç və ya dörd çip yivləri kəsilir və dişlər yerləşir. Yivlərin ölçülərini xarakterizə edən əsas parametrlər bunlardır: nüvənin diametri, dişin eni və dişin işləməyən kənarındakı bucaq. Əsas diametrinin tövsiyə olunan qiyməti kranın diametrinin 0,4...0,6 daxilində dəyişir, dişin eni kranın diametrindən 0,4...0,25, bucaq η = 85...70°-dir. Kranlar adətən düz fleytalarla hazırlanır. Çiplərin çıxarılmasını yaxşılaşdırmaq üçün 10 ... 20 ° spiral yivlərin meyl açısı olan kranlar istifadə olunur. Yüngül ərintilərdə dişləmə, 30 ... 40 ° -ə bərabər olan çip yivlərinin artan meyl açıları ilə kranların aparılması məsləhət görülür.
Kranın ön hissəsinin ipi düsturla müəyyən edilən φ bucağında konus halında kəsilir.
Dəyirmi kalıp bir keçiddə aşağı dəqiqlikli xarici ipləri kəsmək üçün nəzərdə tutulmuşdur (Şəkil 2.16, və). Dəyirmi kalıbın işçi hissəsi hər iki ucunda kəsici l 1 və ya qəbuledici hissəyə malikdir, bu da ipi bir və ya digər tərəfdən kəsməyə imkan verir. Kəsmə işini ayrı-ayrı kəsici elementlər arasında bölüşdürmək üçün kalıp kəsici hissədə φ qurğuşun açısına malikdir. İpi kalibrləmək və işdə düzgün istiqaməti təmin etmək üçün kalıp kalibrləmə hissəsi l 2 ilə təchiz edilmişdir. Kranlardan fərqli olaraq, qəlibdə çəngəl yoxdur. Quraşdırma və bərkitmə üçün nəzərdə tutulmuşdur xarici səth montaj vintləri daxil olan konusvari yuvalar və kalıbı işləməyən ucu ilə kalıp tutucusunun ucuna qədər sıxın. Kranlar və ya kalıplarla dişləndikdən sonra alət hissədən vidalanmalıdır. Xarici və daxili ipləri kəsərkən məhsuldarlığı artırmaq üçün ip kəsici başlıqlar adlanan prefabrik "kran və kalıplar" istifadə olunur. Taraklar sap kəsən başın gövdəsinə quraşdırılmışdır ki, bu da yivləndikdən sonra iş parçasından ayrılır, bu da fırlanmanı tərsinə çevirmədən aləti tez bir zamanda orijinal vəziyyətinə qaytarmağa imkan verir. Xarici sapı kəsərkən, daraqları yaymaqla, yəni başın oxundan tez bir zamanda çıxarmaqla daraqlar iş parçasından ayrılır. Daxili ipi emal edərkən, emal sonunda daraqlar tez bir zamanda alətin oxuna endirilir.
İp kəsici başlıqlar, məftillərin yerindən və konstruksiyasından asılı olaraq, yastı radial quraşdırılmış qəliblərə (şək. 2.16, j), yastı tangensial bərkidilmiş qəliblərə (şək. 2.16, l) və dairəvi kalıplara malik başlıqlara bölünür. (Şəkil 2.16, m) . Xarici yivləri kəsərkən, dəyirmi kalıplı başlıqlar ən çox istifadə olunur ki, bu da yastı kalıplara nisbətən daha çox yenidən üyütməyə imkan verir. Daxili iplər ən çox düz radial tarağı olan başlarla kəsilir (Şəkil 2.16, h), bu da alətin dizaynını və işini asanlaşdırır. İp kəsən başlıqlar kəsilən sapın orta diametrini tələb olunan hədlərdə tənzimləməyə, bir gövdədə müxtəlif daraqlar quraşdırmağa və bir qayda olaraq ipi bir keçiddə kəsməyə imkan verir.
Nəzərdən keçirilən alətlər (kəsicilər, daraqlar, kranlar, kalıplar və başlıqlar) iş parçasına nisbətən alətin hərəkəti spiral hərəkətə qədər azaldıqda və alətin orijinal səthi ilə üst-üstə düşdükdə ipi eyni formalaşdırma sxeminə uyğun olaraq emal edirlər. ip kəsilir. Buna görə də, bu alətlərin kəsici kənarlarının profil bölmələri hissənin ipinin eyni başlanğıc səthində yerləşir. Emal zamanı nisbi spiral hərəkət birbaşa alətə ötürülə bilər ki, bu da diş çəkərkən belədir. qazma maşınları kranlar, kalıplar və ya başlar. Lazım olan nisbi spiral hərəkəti alət və iş parçasının hərəkətlərinin müxtəlif birləşmələri nəticəsində də əldə edilə bilər. Məsələn, on torna bir ipi kəsərkən, iş parçası fırlanır və kəsici iş parçasının oxu boyunca tərcümə ilə hərəkət edir. Baxılan emal sxemi universaldır və iplikdə ən çox yayılmışdır.
Yivlənmədə əhəmiyyətli istifadə də əldə edilmişdir frezeleme. İp frezeleme sxemi alətin öz oxu ətrafında sürətli fırlanmasını ehtiva edir ki, bu da tələb olunan kəsmə sürətini təmin edir. Bununla yanaşı, oxu hissənin oxu ilə üst-üstə düşən və parametr kəsilən ipin parametrinə bərabər olan yavaş bir spiral qidalanma hərəkəti də var.
Parçanın ipinə nisbətən alətin oxu müxtəlif mövqeləri tuta bilər. İş parçasına nisbətən kəsici oxunun qurulmasından asılı olaraq, bir neçə növ alət və onlara uyğun iplik freze üsulları var.
Kobud addımlı, böyük diametrli, açar yolları və ya yastılarla kəsişən iplər və nazik divarlı hissələrdə iplər olan trapezoidal ipləri kəsmək üçün diskli sap dəyirmanlarından istifadə olunur. Disk yivli kəsicinin quraşdırılması və işləməsi (Şəkil 2.17, a) göstərilmişdir. Disk kəsicinin oxu adətən S müstəvisində iplik kökünün mərkəzi xəttinə perpendikulyar yerləşir. S müstəvisinə proyeksiyada hissənin oxu kəsicinin oxuna paralel (şəkil 2.17, b) və ya meylli (şəkil 2.17, e) mövqe tuta bilər.
Birinci halda, kəsici simmetrik bir profilə malikdir, ikincisi - asimmetrikdir. Milin əyilməsi nəticəsində qeyri-simmetrik profilli kəsicilər simmetrik profilli kəsicilərdən daha kiçik diametrli dizayn edilə bilər.Onlar yan kənarlarda müxtəlif kəsmə şəraiti yaradır. Meyil bucağını dəyişdirərək, bu cür kəsicilərin kəsici kənarlarında yükü yenidən bölüşdürmək mümkündür. Bu kəsicilər meylli mili olan maşınlarda istifadə edilə bilər.
Kesicinin oxu hissənin oxuna perpendikulyar ola bilər və kəsilən sap boşluğunun simmetriya oxu ilə üst-üstə düşə bilər. Bu hal qeyri-kafi sərtliyə, aşağı məhsuldarlığa və aşağı davamlılığa görə sənayedə geniş istifadə edilməyən barmaq kəsicilərlə (şək. 2.17, d) iri sapların frezelənməsinə uyğundur.
Frezeleme böyük ölçülü saplar da uc dəyirmanlarla istehsal edilə bilər, onların oxu qısa sapları emal edərkən


kəsilən iş parçasının oxuna perpendikulyar ola bilər. Uzun sapları kəsərkən, dişləri spiral yivin əmələ gəldiyi zonadan 180 ° çevirərkən kəsilməni istisna etmək, həmçinin nisbətən kiçik diametrlə dişlərin ilkin fırlanma səthinin düzgün təmasını təmin etmək üçün kəsicinin oxu ətrafında kəsici kənarları və onların qarşılıqlı həyata keçirilməsi olmadan ipin səthi, hissənin oxuna bir açı ilə son dəyirmanın oxunun quraşdırılmasından istifadə edin (Şəkil 2.17, e). Nəhayət, kəsicinin oxu hissənin oxuna paralel gedə bilər. Kesici oxunun bu parametri daraq kəsiciləri ilə qısa iplərin işlənməsinə uyğundur. Tarak kəsicinin iş sxemi şək.-də göstərilmişdir. 2.17, f.Emal prosesində kəsici və hissə öz oxları ətrafında fırlanır. Bundan əlavə, hissənin bir inqilabı üçün kəsici bir iplik addımı ilə öz oxu boyunca translyasiya olaraq hərəkət edir. Kesicinin uzunluğu emal olunan ipin uzunluğundan bir qədər uzundur, bu da bütün uzunluq boyunca eyni vaxtda dəyirman etməyə və iş parçasının 1,26 döngəsində bitirməyə imkan verir.
Nəzərə alınan xarici toxunma kəsiciləri ilə yanaşı, daxili toxunma kəsiciləri də istifadə olunur. Beləliklə, uzun sapların frezelenmesi üçün daxili toxunuşlu disk kəsiciləri ilə kəsmə vorteks üsulu istifadə olunur. Kesici hazır alətdir, onun həlqəvi gövdəsində kəsicilər bərkidilir (şək. 2.17, g). Bir başlanğıc ipi kəsərkən kəsicilərin üstləri alət oxuna perpendikulyar eyni müstəvidə yerləşir. Kesicinin sürətli fırlanması ilə kəsicilərin kəsici kənarları iş parçası ilə təmasda olan və yavaş bir spiral qidalanma hərəkəti ilə bir iplik meydana gətirən fırlanma səthini təsvir edir.
üçün frezeleme qısa saplar, daraqlı prefabrik qadın kəsicilərdən istifadə olunur. Əncirdə. 2.18-də ip kəsici başlıqların kalıplarına bənzəyən yuvarlaq kalıpları olan montaj kəsicisi göstərilir. Daraxlar 4 gövdəyə 5 ulduz işarəsi 2, kol 1 və vint 3 ilə bərkidilir. Bərkitmə üçün konik sap 6 istifadə olunur.
Dişi kəsicilərin dizaynı zamanı dişlərin yuxarı hissələrinin yerləşdiyi diametri ipin xarici diametrindən bir qədər böyük seçilir. Kesici və hissənin diametrləri arasındakı fərqin artması ilə alət dişlərinin iş parçası ilə təmas bucağı azalır və müvafiq olaraq məhsuldarlıq azalır.
Dəyirmi freze zamanı kəsici dişlərin iş parçası ilə daha böyük təmas bucağı eyni vaxtda işləyən dişlərin sayını, alətin kəsici kənarları ilə iş parçası arasındakı təmas zonasının uzunluğunu artırır və avtomatik olaraq çipin qırılmasını təmin edir, bu xüsusilə vacibdir. karbid alətlərindən istifadə edərkən. Bu, hər diş üçün daha yüksək yem dəyərlərini seçməyə imkan verir ki, bu da proses məhsuldarlığının artmasına səbəb olur.
Frezelemeye bənzər sxemlərə görə, iplik daşları tək iplik və ya çox iplik dairələri ilə həyata keçirilir.
Yiv açma, hissədəki çuxurun və ya sapın emal edilməsi prosesidir, bu müddət ərzində növbə-çıxıntılardan və alternativ spiral yivlərdən ibarət olan xarici və ya daxili spiral sapı əldə etmək üçün xüsusi yivli alətdən istifadə olunur.
Kəsmə sökülə bilən boltlar, qoz-fındıq və borular üzərində aparılır boru kəməri sistemləri və digər dizayn detalları. Boru kəməri ipləri olmayan borulardan əl ilə quraşdırılıbsa, məhsulu öz əllərinizlə necə yiv edə biləcəyinizi başa düşməyiniz vacib olacaq.
Hər hansı bir sapın əsas xüsusiyyətləri onun dərinliyi, meydançası, profil bucağı, profili, orta, xarici və daxili diametrləridir.
Tələb olunan Mövzu Məlumatı
Bir iplik profili, bir rulonun yaxınlığında kəsişən bir rəqəmdir. Bu göstəricidən asılı olaraq üçbucaqlı və düzbucaqlı, trapezoidal və s. Üçbucaqlı yalnız sanitar sistem və onun elementlərinin quraşdırılması üçün istifadə olunur.
Bundan əlavə, iplik dönüşlərin istiqamətinin növündən sağa və sola bölünür.
İpin təyinatından asılı olaraq fiksasiya və xüsusi saplar fərqlənir. Düzbucaqlılar xüsusi və üçbucaqlı bərkidicilər adlanır. Üçbucaqlı bağlayıcı adlanır, çünki o, yalnız strukturun bərkidicilərində kəsilir: qoz-fındıq, vintlər, boltlar. İplik meydançası bitişik döngələrin yuxarı və alt hissələri arasındakı məsafədir.
Profil bucağı döngələrin kəsişən tərəflərinin (üzlərinin) əmələ gətirdiyi bucaqdır.
İpin əvvəlindən sonuna qədər olan məsafə onun dərinliyi adlanır.
Xarici diametr, ipin iki tərəfinin bir-birinə qarşı olan nöqtələri arasındakı məsafədir. Daxili diametr, əks tərəflərin əsasları arasındakı məsafədir. Qarşı tərəfin yuxarı və aşağı hissələri arasındakı məsafəyə orta diametr deyilir.
Tədbirlər sisteminə görə, üçbucaqlı iplik növü metrik və düymdür. Metrik ip, ölçüsü 60 dərəcə olan bir açı ilə yuxarıda bərabərtərəfli üçbucaqlar şəklinə malikdir. Bu tip cihaz və maşınqayırmada istifadə olunur. Bölmənin daxili diametri və metrik tipli vintin xarici ölçüsü millimetrlə hesablanır, meydança isə millimetr və onun fraksiyaları ilə hesablana bilər.
Profildə düym çeşidi metrik çeşidlə tamamilə eyni görünür, lakin zirvə bucağı 55 dərəcədir. O, düymlərlə hesablanır və metrik görünüşdən fərqli addımda fərqlənir.
Düym çeşidi sanitar tipli hissələrin yığılmasında istifadə olunur. Boru və bərkidiciyə bölünür. Bu iki növ bir-birindən fərqlənir ki, bərkidici strukturun etibarlı birləşməsinə zəmanət verən genişlənmiş bir meydançaya malikdir və qoz-fındıq, boltlar, çubuqlar və çuxurların kəsilməsi üçün istifadə olunur. Boruları birləşdirərkən boru istifadə olunur. O, bərkidicidən daha kiçikdir, çünki onun dərinliyi boru divarının qalınlığı ilə məhdudlaşır. Boru ipinin sıxlığı, məhsulun uzunluğunun hər düymində çoxsaylı dönüşlər səbəbindən bərkidici ipdən əhəmiyyətli dərəcədə böyükdür.
Xarici tərəfdən ip kəsmə
Çubuqlar, boltlar və vintlər üzərindəki xarici iplər əl ilə kalıplara kəsilir.
Cihazdan asılı olaraq yuvarlaq, prizmatik, bərk, sürüşən bölünürlər.
Prizmatik ipdə tutacaqları olan çərçivə formalı vintdə quraşdırılmış bir cüt eyni yarı var. Bu qəliblərin bir cüt xarici tərəfində kluppun prizmatik proyeksiyaları üçün nəzərdə tutulmuş prizmatik yivlər var.
Sürüşən kalıplar kluppda yerləşir ki, onun bölmələrindəki nömrələr çərçivədəki eyni nömrələrin əksinə olsun. Əks halda məhsul zədələnəcək. Onlar inadkar vintlər ilə bağlanır. Dayanma vidası ilə kalıp arasında bir polad kraker plitəsi quraşdırılmışdır ki, vida ilə sıxıldıqda cihaz partlamasın.
ölmək dəyirmi forma iki və dörd dayanacaq vintləri ilə asan tutma açarında bərkidilir.
Sürüşmə növündən istifadə edərək, çubuqun diametrində görünməz sapmalar olduqda iplər kəsilə bilər, bu, bərk yuvarlaq kalıplarla kəsilərkən qəbuledilməzdir. Çubuğun daha kiçik diametri ilə natamam bir ip kəsilir və daha böyük bir diametrlə bərabərdir.
İplərin içəridən kəsilməsi
Müstəqil olaraq, daxili iplik yaxasına daxil edilmiş kranlardan istifadə edərək kəsilir.
Kranda kəsmə üçün lazım olan pah (onun ucu), çuxur və ölçüləri kəsərkən istiqamətləndirmək üçün istifadə olunan kalibrləmə hissəsi (orta) və kranı içəridə saxlamaq üçün kəsikdə kvadrat başlı quyruğu var. kəsərkən yaxası.
Qeyri-kafidən tam metrik və ya bərkidici düym çeşidinə keçərkən, müxtəlif dərinliklərin üç kranı olan bir sıra kranlar istifadə olunur.
Əsas Mövzu Yerləri
Qaz və ya mayelərin tədarükü üçün boruların birləşdirilməsi elə aparılır ki, silindrik boru ipləri onların uclarında kəsilir və ya yuvarlanır. Boruların ucları birləşdirici elementlərdən istifadə edərək bir-birinə bağlanır.
Su və ya qaz üçün boruları birləşdirərkən, qısa və uzun silindrik bir ip istifadə olunur. Son iki növbə qaçış adlanır. İlk döngələrin üst-üstə düşdüyü kalıp dizaynına görə formalaşır. Akış səbəbiylə muftanın boruya sıxışdırılması mümkündür, bu, sızdırmazlıq materialı ilə əlaqənin sıxlığının etibarlılığına zəmanət verir.
Uzunluqda, qısa tip mufta uzunluğunun yarısından bir qədər az olmalıdır. Sonra birləşdiriləcək konstruksiyaların ucları arasında 2-3 millimetrlik boşluq olmalıdır ki, bu da muftanın axın üzərində sıxışmasına imkan verir. Armaturlardan istifadə edən bir bağlayıcı imkanı olmayan əlaqələr üçün qısa bir versiya istifadə olunur. Belə bir əlaqə quraşdırılmış boru kəmərində yalnız boru məhsullarını kəsməklə kəsilə bilər.
Yığılmış boruları kəsmədən ayırmaq üçün süpürgədən istifadə olunur. Buraya rozetka, qoz-fındıq və uzun sap daxildir, onlar elə ölçüdə olmalıdır ki, tıxacları birləşdirərkən, qoz-fındıq və rozetka asanlıqla onun səthinə vidalana bilsin.
Qısa və uzun sapların ölçüləri boruların ölçüsündən asılı olaraq dəyişir.
Həddindən artıq metaldan istifadə etməmək üçün istilik sistemlərində və qaz təchizatı sistemlərində tez-tez nazik divarlı borular istifadə olunur, çünki onların xarici diametri daxili ilə demək olar ki, eynidir, su borularından fərqli olaraq, boru adətən boruya yuvarlanır. maksimum icazə verilən divar qalınlığı qaz və su borularında boru iplərini kəsərkən belə borulardan az olmamalıdır.
DIY iplik avadanlığı
Kiçik iş həcmi olan borularda, sabit və ya sürüşən kalıplardan istifadə edərək, boru kəsiciləri istifadə edərək, öz əllərinizlə xarici iplər kəsilə bilər.

Orijinal boru bir sıxacın içərisinə sıxılır, borunun ucu bir fayl ilə miqyasdan təmizlənir, bundan sonra kəsilmiş hissə sulfofrezol və ya qurutma yağı ilə yağlanır.
Boruya xüsusi bir alət quraşdırılmışdır - sürüşmə qəlibləri olan bir klupp və çəkic və ya çəkic ilə üz lövhəsinin sapına yüngül zərbələrlə bələdçi kalıpları boruya yaxınlaşdırılır, sonra hər şey boltlar ilə sabitlənir. Bundan əlavə, üz qabığının riskinə diqqət yetirərək, kəsici kalıplar quraşdırılır. Sonra alət eyni vaxtda basarkən saat yönünün əksinə fırlanmağa başlayır.
Borunun gövdəsində bir tərəfdə kəsici kalıp üçün dörd, digər tərəfdə isə bələdçi kalıp üçün üç dəlik var. Kəsmə bələdçi kalıpları yetişdirilir və üzlüklər bir araya gətirilir, bərkidici halqalarla gövdəyə bərkidilir. Gövdəyə bitişik olan təyyarələrdə, üzlük plitələrində kalıp sancaqlarının daxil olduğu spiral yivlər var. Üz plitəsini döndərsəniz, sancaqlar spiral yivlər boyunca sürüşməyə başlayır və kalıplar bir-birinə yaxınlaşır (əgər üz örtüyünü sola çevirsəniz) və ya tədricən ayrılır (əgər üz örtüyünü sağa çevirsəniz). Kalıpların artıq lazımi vəziyyətdə quraşdırıldığı bir zamanda, üzlük bərkidici boltlar ilə sabitlənir.
Boru kalıp dəstləri bir cüt kəsici kalıp dəsti ilə hazırlanır: 20 və ya 15 millimetr ölçülü borularda ipləri kəsmək və 25, 38, 32 və 50 millimetr diametrli boruları kəsmək üçün.
Boru kalıpları üçün radial ikitərəfli və ya radial tək tərəfli kalıplar istifadə olunur. Pambıqlar paket başına 4 nüsxədə istehsal olunur. Hər birinin ölçüsü və seriya nömrəsi birdən dördə qədər olan bir təyinatı var. Müvafiq nömrələr klupp gövdəsinin hər bir yuvasında yerləşir. Borunun müxtəlif diametrli borular üçün dəyişdirilə bilən qolları var, bələdçi flanşında yerləşir və vintlər ilə bərkidilir. Sonuncu, müvafiq lövhə nömrələrinin quraşdırıldığı gövdəyə vintlər ilə sabitlənir.
Boru kalıp kəsicilərinin üstünlüyü var - məhsullarda yaranan ipin ən yüksək keyfiyyəti və strukturun möhkəmliyi. Bu avadanlığın dezavantajı böyük kütlə və ciddi qayğıya ehtiyacdır.
50 mm-lik bir ipi kəsərkən, bələdçi çubuqlarını 180 dərəcə döndərərək, sonra vintin içərisində qısa tərəfi ilə yenidən təşkil etmək lazımdır.
Boruların saplanması üçün Mayevski texnologiyasının Klupps
Tez-tez Mayevsky's klupp kimi avadanlıq istifadə olunur. Bu cihaz iki hissədən ibarət split kalıplara malikdir. Kalıpların ayrı bir hissəsi müəyyən bir boru ölçüsünə uyğundur. Kalıplar, yuvada və matrisdə göstərilən nömrədən asılı olaraq, istədiyiniz ölçüdə və gövdə üzərində qeyd olunan risklərə uyğun olaraq vintlər vasitəsilə gövdənin yuvasına quraşdırılır. Kalıplara vintlər ilə bərkidilmiş davamlı bir örtük qoyulur.

Klupp Mayevski - görünüş
Bu avadanlıq iki ölçüdə istehsal olunur: diametri 15 və 20 millimetr olan sapların kəsilməsi və eni 25 və 32 millimetr olan sapların kəsilməsi üçün.
Belə bir cihaz aşağıdakı üstünlüklərə malikdir: aşağı çəki, dizayn və texniki xidmətin asanlığı, kalıpları tez dəyişdirmək imkanı.
Yiv açmaq üçün cırcırlı tornavidalar
Bu avadanlıq 20, 25 və 15 millimetrlik yivlər çəkmək üçün istifadə olunur. Bədənində müxtəlif şaftalı baş bərkidilir. Başın aşağı hissəsində matkalın başını və zərb alətini döndərən çarx var.
Klupp gövdəsində yanaqlarla bağlanan bir cüt cırcır quraşdırılmışdır. Sapı istifadə edərək, vida başını döndərmək olar. Kəsmə cırcır işə salınmış vəziyyətdə qolu yelləməklə həyata keçirilir. Kəsmə başa çatdıqdan sonra cırcır işə salınır, bu da sapın yelləncəkləri zamanı cırcır çarxının dişlərinə tutulur və yuvarlaq kalıbı idarə edir. Cırcırlı kəsici ilə, ənənəvi alətlərdən istifadə edilə bilməyən struktur sahələrində ipləri kəsə bilərsiniz. Bu, xüsusilə təmir zamanı doğrudur.
Boru ipini kəsmək üçün məhsul bir sıxacda sıxılır ki, çıxan kəsik ucu qısa olsun. Bu, kəsmə zamanı borunun uzun ucunun deformasiyaya uğraması ilə bağlıdır. Kəsilmiş ucun ucu yivli borunun oxuna 90 dərəcə bir açıda olmalıdır. Qurğu bələdçi kalıpları və bələdçi üzükləri olan boruya elə bir sistemə uyğun quraşdırılır ki, kəsici kalıplar 1-2 dövrə boruya keçir. Borularda matrislərin təmizliyi və soyudulması üçün saplar yağla yağlanır. Kalıbla kəsməyə başlamazdan əvvəl kəsici kalıbın quraşdırılması qaydasını yoxlamaq lazımdır, yəni gövdədəki rozetkanın sayı kalıbın sayına uyğun olmalıdır.
Yiv çəkmək üçün avadanlıq fırlanır və irəli qidalanır. Bir dairədə kəsmə 25 millimetrə qədər olan borularda, ikisində - eni 25 mm-dən çox olan borularda aparılır. Kalıpdakı kalıplara üzlük və ya vintlər ilə yaxınlaşırlar.
İş başa çatdıqdan sonra sıxaclar sökülməlidir və təmizlənməlidir.



