Diksiz qaynar yayılmış borular üçün GOST
- GOST 8732-78 İsti deformasiya edilmiş tikişsiz polad borular.
- GOST 550-75 Neft emalı və neft-kimya sənayesi üçün tikişsiz polad borular.
- GOST 9940-81 Korroziyaya davamlı poladdan hazırlanmış tikişsiz isti deformasiya edilmiş borular.
- GOST 23270-89 Emal üçün boş borular.
- GOST 30564-98 Xüsusi xassələri olan karbon və alaşımlı poladlardan hazırlanmış isti deformasiya edilmiş tikişsiz borular.
Tikişsiz soyuq haddelenmiş borular üçün GOST
- GOST 8734-75 Soyuq deformasiya edilmiş tikişsiz polad borular
- GOST 9941-81 Korroziyaya davamlı poladdan soyuq və isti deformasiyaya uğramış tikişsiz borular
- GOST 10498-82 Korroziyaya davamlı poladdan tikişsiz əlavə nazik divarlı borular
- GOST 14162-79 Kiçik ölçülü polad borular (kapilyar)
- GOST 19277-73 Yanacaq və neft boru kəmərləri üçün tikişsiz polad borular
- GOST 9567-75 Dəqiq polad borular
- GOST 24030-80 Energetika üçün korroziyaya davamlı poladdan tikişsiz borular
- GOST 1060-83 Gəmi tikintisi üçün soyuq deformasiya edilmiş tikişsiz polad borular
- GOST 11017-80 Dikişsiz polad borular yüksək təzyiq
- GOST 21729-76 Karbon və alaşımlı poladdan soyuq və isti deformasiyaya uğramış struktur borular
Polad borular üçün milli standartlar
GOST siyahısı polad borular
- GOST R ISO 3183-3-2007 Boru kəmərləri üçün polad borular. Spesifikasiyalar. Hissə 3. C sinfi borular üçün tələblər
- GOST R ISO 3183-2-2007 Boru kəmərləri üçün polad borular. Texniki şərtlər. Hissə 2. B sinfi borular üçün tələblər
- GOST R ISO 3183-2009 Neft və qaz sənayesində boru kəmərləri üçün polad borular. Ümumi texniki şərtlər
- GOST R ISO 3183-1-2007 Boru kəmərləri üçün polad borular. Texniki şərtlər. Hissə 1. A sinfi borular üçün tələblər
- GOST R ISO 10543-99 Dikişsiz və qaynaqlı isti çəkilmiş polad təzyiq boruları. Ultrasonik qalınlığın ölçülməsi üsulu
- GOST R ISO 10332-99 Dikişsiz və qaynaqlı polad təzyiq boruları (sualtı qövs qaynağı ilə istehsal olunan borular istisna olmaqla). Ultrasəs üsulu davamlılığa nəzarət
- GOST R ISO 10124-99 Dikişsiz və qaynaqlı polad təzyiq boruları (sualtı qövs qaynağı ilə istehsal olunan borular istisna olmaqla). Delaminasiyaların monitorinqi üçün ultrasəs üsulu
- GOST 28548-90 Polad borular. Şərtlər və anlayışlar
- GOST 20295-85 Magistral qaz və neft boru kəmərləri üçün qaynaqlı polad borular. Spesifikasiyalar
- GOST 8734-75 Soyuq deformasiya edilmiş tikişsiz polad borular. Çeşid
- GOST 8645-68 Dördbucaqlı polad borular. Çeşid
- GOST 11017-80 Yüksək təzyiqli tikişsiz polad borular. Spesifikasiyalar
- GOST 10706-76 Elektrik qaynaqlı düz tikişli polad borular. Texniki tələblər
- GOST 10704-91 Elektrik qaynaqlı düz tikişli polad borular. Çeşid
- GOST 9567-75 Polad borular dəqiqlik. Çeşid
- GOST 8731-74 İsti deformasiya edilmiş tikişsiz polad borular. Texniki tələblər
- GOST 8646-68 İçi boş qabırğalı polad borular. Çeşid
- GOST 8644-68 Yastı oval polad borular. Çeşid
- GOST 8642-68 Oval polad borular. Çeşid
- GOST 8638-57 Damcı formalı polad borular. Çeşid
- GOST 6856-54 Xüsusi profilli polad borular
- GOST 5654-76 Gəmi tikintisi üçün isti deformasiya edilmiş tikişsiz polad borular. Spesifikasiyalar
- GOST 8639-82 Kvadrat polad borular. Çeşid
- GOST 8467-83 Geoloji kəşfiyyat qazması üçün məmə birləşmələri olan polad qazma boruları. Spesifikasiyalar
- GOST 13663-86 Polad profilli borular. Texniki tələblər
- GOST 30456-97 Metal məmulatları. Haddelenmiş sac və polad borular. Təsir test üsulları
- GOST 12132-66 Motosiklet və velosiped sənayesi üçün elektrik qaynaqlı və tikişsiz polad borular. Spesifikasiyalar
- GOST 11249-80 İki qatlı lehimli haddelenmiş polad borular. Spesifikasiyalar
- GOST 10707-80 Soyuq deformasiya edilmiş elektrik qaynaqlı polad borular. Spesifikasiyalar
- GOST 10692-80 Polad, çuqun borular və onlar üçün birləşdirici hissələr. Qəbul, etiketləmə, qablaşdırma, daşınma və saxlama
- GOST 8733-74 Soyuq deformasiyaya uğramış və istiliklə deformasiyaya uğramış tikişsiz polad borular. Texniki tələblər
- GOST 8732-78 İsti deformasiya edilmiş tikişsiz polad borular. Çeşid
- GOST 8696-74 Ümumi məqsədlər üçün spiral tikişi olan elektrik qaynaqlı polad borular. Spesifikasiyalar
- GOST 5005-82 Kardan valları üçün soyuq deformasiya edilmiş elektrik qaynaqlı polad borular. Spesifikasiyalar
- GOST 3262-75 Polad su və qaz boruları. Spesifikasiyalar
- GOST 1060-83 Gəmi tikintisi üçün soyuq deformasiya edilmiş tikişsiz polad borular. Spesifikasiyalar
- GOST 550-75 Neft emalı və neft-kimya sənayesi üçün tikişsiz polad borular. Spesifikasiyalar
- GOST 19277-73 Neft və yanacaq xətləri üçün tikişsiz polad borular. Spesifikasiyalar
- GOST 10705-80 Elektrik qaynaqlı polad borular. Spesifikasiyalar
- GOST 10692-2014 Polad, çuqun borular və onlar üçün birləşdirici hissələr. Qəbul, etiketləmə, qablaşdırma, daşınma və saxlama
GOST siyahısı mis və mis trubl
- GOST 617-2006 Ümumi məqsədlər üçün dairəvi kəsikli mis və mis borular. Spesifikasiyalar
- GOST 21646-2003 İstilik dəyişdiriciləri üçün mis və mis borular. Spesifikasiyalar
- GOST R 52318-2005 Su və qaz üçün dairəvi mis borular. Spesifikasiyalar
- GOST 16774-78 Düzbucaqlı və kvadrat kəsikli mis borular. Spesifikasiyalar
- GOST 494-90 Pirinç borular. Spesifikasiyalar
Boru - hər bir boru növü üçün GOST
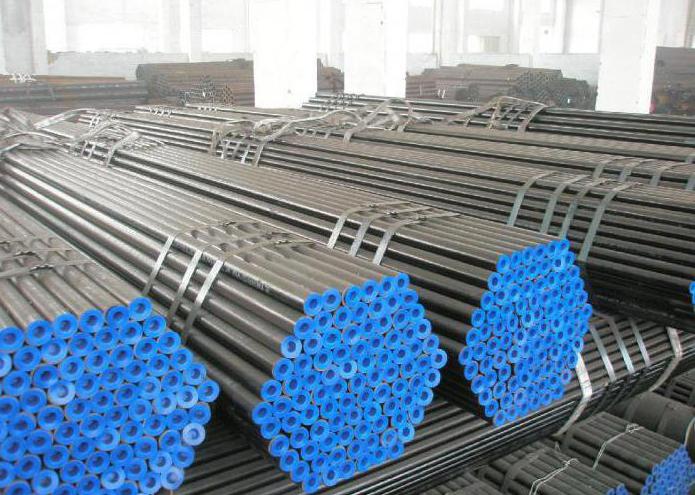
Lador Komplekt MMC-nin mütəxəssisləri həmişə işıqlandırmaqdan məmnundurlar texniki xüsusiyyətlər təklif olunan boru yuvarlanması. Qeyd edək ki, bu məhsulların geniş tətbiq sahəsi var - o cümlədən hasar dirəkləri kimi istifadə olunur, boru kəmərlərinin çəkilməsi və s. İstehsal üsuluna görə, polad borular bir neçə növə bölünür. Birinci növ qüsursuzdur GOST boru 8732-78, QOST 8734-75, QOST 10796-76, QOST 20295-85 (boruların xarici diametri 1-820 mm, xüsusi təyinatlı - 1420 mm). İkinci növ, basaraq və ya yuvarlanaraq külçələrdən və boru blanklarından hazırlanmış bir borudur.
Üçüncü növ qaynaqlanır GOST boru 3262-75, QOST 10705, QOST 10707, QOST 3262, QOST 8639, QOST 8645, QOST 8642 (boruların xarici diametri 8-1620 mm, xüsusi təyinatlı - 2500 mm-ə qədər və ya daha çox) əvvəlcədən formalaşdırılmış təbəqə və zolaqlı poladdan . Bu tip borular xüsusilə tələb olunur.
Şirkətimiz artıq bir neçə ildir ki, daxili metal boru yayma bazarının iştirakçısıdır və bu müddət ərzində əldə etdiyi praktiki təcrübə bir çox oxşar müəssisə və təşkilatlar qarşısında əhəmiyyətli üstünlük təmin edir. Dinamik inkişaf və çevik korporativ siyasət, tapşırığın həlli nə qədər çətin olursa olsun, müştərilərin istəklərini optimal şəkildə təmin etməyə imkan verir və bəzən son tarixlər çox məhdud olur.
Biz sizə tez və düzgün şəkildə kömək edəcəyik düzgün seçim, məsləhətləri ilə sizə kömək edir. Xatırladırıq ki, biz həmçinin elektrik qaynaqlı QOST 13663-86 düzbucaqlı və kvadrat borular və dairəvi elektrik qaynaqlı borular, onun QOST 10705-91 (diametri 10-dan 530 mm-ə qədər) və ya dairəvi borular istehsal edirik. GOST boru 10706-76 (diametri 478-dən 1420 mm-ə qədər). Dördüncü növ boru tökmə maşınlarında istehsal olunan tökmə borulardır (xarici boru diametri 50-1000 mm).
İstənilən tikinti məhsulu müəyyən şərtlərə və standartlara uyğun istehsal olunur. Bir çox material bir GOST-un tələblərinə tabe olsa da, dəyirmi polad boru, onun istehsal texnologiyasından asılı olaraq, müxtəlif standartlara aiddir.
Dəyirmi boruların tətbiqi
Əsas tətbiq polad borular onların qaz və müxtəlif mayelərin nəqli üçün nəzərdə tutulmuş boru kəmərləri kimi istifadə edilməsidir ki, bu da əksər hallarda su və neft məhsullarıdır. Daşınan mühitdən asılı olaraq borular ola bilər:- sinkləmə;
- korroziyaya qarşı boyama;
- polimer örtük;
- izolyasiya materialları ilə emal.
Bundan əlavə, boruların səthi elektrik müalicəsi və ya digər qorunma növlərinə məruz qalır. Polad borular üçün ən "ağrılı" proseslər korroziya prosesləridir. Kənardan onları həddindən artıq nəm, içəridən isə daxili pürüzlülük və butt tikişləri təhrik edir. Korroziya göründükdən sonra tədricən böyüməyə başlayır və bununla da ötürmə qabiliyyətini azaldır və borunun daxili yerini doldurur. Nəticədə, boru kəmərlərinin plandankənar təmirinə və dəyişdirilməsinə səbəb olan qırılmalar və sızmalar baş verir.
Dəyirmi sinklənmiş boruların başqa bir tətbiq sahəsi mebel sənayesidir. Onlar çərçivələrin istehsalında və sürüşmə şkaflarının və ya soyunma otaqlarının daxili doldurulmasında geniş istifadə olunur. Həmçinin, dəyirmi polad borular üçün GOST, metal konstruksiyaları və ya fərdi metal məmulatları yığarkən materialdan istifadə etməyə imkan verir.

Polad boruların fərqləri və xüsusiyyətləri
Dəyirmi polad boruların əsas təsnifatı onların istehsal üsuluna görə aparılır:
- elektrik qaynaqları iki növdə mövcuddur - düz tikiş və spiral tikiş;
- sorunsuz.
Onların yuvarlanma üsullarında da fərqləri var:
- soyuq qəlibləmə;
- isti qəlibləmə.
Elektrik qaynaqlı dəyirmi polad boru qəlibləmə üsulu ilə polad zolaqlardan və ya yuvarlanmış təbəqələrdən hazırlanır, sonra dikişi ox boyunca və ya spiral şəklində qaynaqlanır. Proses xüsusi avadanlıqların istifadəsini nəzərdə tutur. Spiral tikişli borular düz tikişli borulara nisbətən daha az yayılmışdır və onlar zolağın spiral şəklində qəliblənməsi ilə əldə edilir. Bu halda, birləşmə xüsusi bir tikişdən istifadə edərək eyni vaxtda davamlı rejimdə qaynaqlanır. Məhsulların istehsalında iki növ qaynaq istifadə olunur:
- yüksək tezlikli əlaqə - 10 ilə 530 mm arasında borular üçün;
- elektrik qövsü - 428-dən 1420 mm-ə qədər.

Vizual olaraq, yüksək tezlikli qaynaq zamanı dikiş praktiki olaraq görünməzdir. Elektrik qövs qaynağı texnologiyası birləşmənin güc xüsusiyyətlərini artıran üç tikişin tətbiqini nəzərdə tutur. Birincisi, əsas mərkəzi dikiş qoyulur, sonra əlaqə kənardan qaynaqlanır və içəri məhsullar.
Elektro qaynaqlanmış borular, diametri daxili işə imkan verir, daxili təmizlənir (torpaq), qaynaqdan sonra yaranan pozuntuları və qalınlaşmaları aradan qaldırır. Belə işləri həyata keçirmək mümkün olmadıqda, daxili səth müalicə edilmədən qalır.
Dikişsiz polad borular bir neçə yolla istehsal olunur:
- basmaq;
- rəsm;
- döymə;
- yuvarlanan;
- mərkəzdənqaçma tökmə.
Termoformasiya xüsusi avadanlıqda aparılır. İş parçası yenidən kristallaşma temperaturuna qədər qızdırılır. Bu üsul bizə daxili təzyiq də daxil olmaqla ağır yüklərə tab gətirə bilən yüksək möhkəmlikli məhsullar əldə etməyə imkan verir. Soyuq formalaşdırılmış dəyirmi metal boru bu proses üçün nəzərdə tutulmuş avadanlıqlarda soyuq deformasiya ilə müəyyən edilmiş ölçüləri alır.
Dikişsiz və elektrik qaynaqlı borular arasındakı fərq bir qaynağın olması və ya olmamasıdır. Onların istehsal üsulları texnologiyada əhəmiyyətli fərqlərə malikdir və nəticədə fərqlidirlər spesifikasiyalar.

İstehsalçılar daha bir neçə növ polad boru istehsal edirlər:
- lehimləmə;
- metal və ya qeyri-metal örtüklə;
- xüsusi emal ilə - çevrilmiş, torpaq, cilalanmış.
Bu gün ən çox yayılmış su-qaz boruları (WPG) və uzununa qaynaqlı elektrik qaynaqlı (ESW) borulardır. İcra edərkən şəhər və şəhərətrafı mənzil tikintisində geniş istifadə olunur kommunal şəbəkələr. Daha sadə istehsal texnologiyası və metallurgiyada ən əlçatan olan adi karbon çeliklərinin istifadəsi sayəsində onlar qüsursuz analoqlardan daha ucuzdur.
Kalıp növündən asılı olaraq, BS boruları istehsal edərkən müxtəlif normativ sənədlərə etibar edirlər:
- isti formalaşdırılmış üçün - GOST 8732-78 və QOST 8731-74;
- soyuq formalı üçün - GOST 8734-75 və QOST 8733-74.
Sənədlərin hər biri yuvarlaq bir polad borunun hansı formada istehsal edilməli olduğunu, məhsul çeşidini, tolerantlıqları, quraşdırma qaydaları, qəbul və saxlama və daha çox şeyi göstərir.
GOST 8732-78, divar qalınlığı 2,5 ilə 75 mm arasında olan 20 ilə 550 mm arasında dəyişən tikişsiz isti formalaşdırılmış boruların xarici diametrlərinin ölçülərini müəyyən edir. Həmçinin, cədvəllər xətti metr başına kiloqramda məhsulların kütləsini göstərir. Sənəddə deyilir ki, boruların uzunluğuna görə istehsal edilə bilər:
- ölçülmüş;
- ölçmələrin çoxluğu;
- ölçülməmiş;
- istehlakçı təlimatlarına əsasən təxmini uzunluq.
Tipik uzunluq 4-12,50 metrdir. Amma müştərinin istəyi ilə bu qayda pozulur.
QOST 8731-74 göstərir texniki tələblər isti formalaşdırılmış tikişsiz borulara. Məqbul olanı müəyyən edir:
- polad növləri;
- gəlir məhdudiyyətləri;
- müvəqqəti dartılma gücü;
- nisbi uzanmalar.
Standartlar tələb edir ki, boruların səthində çatlar və qüsurlar olmamalıdır, lakin kiçik çuxurlara və soyulma izlərinə icazə verilir. Məhsulların autogenlər və ya plazma kəsmə istifadə edərək kəsilməsinə icazə verilir, ancaq divar qalınlığı 20 mm və ya daha çox olduqda.
Qalınlığı 20 mm-ə qədər olan tikişsiz polad borular üçün, qaynaq işinin asanlığı üçün istehsal prosesi zamanı paxları kəsmək tövsiyə olunur.

GOST 8734-75, soyuq formalaşdırılmış dəyirmi polad boruların hansı çeşiddə hazırlana biləcəyini müəyyən edir. Onların ölçülən uzunluğu 4,5-9 metr arasında dəyişir, ölçülməmiş uzunluğu isə 1,5-11,5 metr ola bilər. Divar qalınlığına və diametrinə görə bölünürlər:
- əlavə nazik divarlılar üçün - diametri 5-40 mm olan 0,3...0,5 mm; 42-170 mm diametrli 0,3...1,0mm; 180-250mm diametrli 0,3...4mm;
- nazik divarlılar üçün - diametri 5-40 mm olan 0,6...1,5 mm; 42-170 mm diametrli 1,2…3,2 mm; 180-250 mm diametrli 4,5...24 mm;
- qalın divarlılar üçün - diametri 5-40 mm olan 1,6...1,8 mm; 42-170 mm diametrli 3,5...7mm
- həddindən artıq qalın divarlılar üçün - diametri 5-40 mm olan 2,0...24 mm; 7,5…24 mm, diametri 42-170 mm
GOST 8733-74 soyuq və isti deformasiyaya uğramış borular üçün texniki tələbləri tənzimləyir. Xüsusilə, bu istehsal materialına aiddir.
Standart, QOST 8731-74 ilə eyni xüsusiyyətləri, tikişsiz borulara aid olan, həmçinin qəbul və sınaq qaydalarını təsvir edir.
Spiral tikişli polad boruların çeşidi GOST 8696-74-də göstərilmişdir. Standartlar ümumi təyinatlı borulara şamil edilir və neft kəmərlərinə və ya magistral qaz kəmərlərinə şamil edilmir. Onların xarici diametri 159-2520mm diapazonunda, divar qalınlığı isə 3,5...25mm-dir.
Spiral qaynaqlı borular 10 və 12 metr uzunluğunda istehsal olunur, lakin standartlar, həddindən artıq hallarda, ən azı 6 metr qısa məhsulların istehsalına imkan verir. GOST məqbul göstəriciləri də müəyyənləşdirir:
- sapmalar;
- kənar ofsetlər;
- ovallıq;
- əyrilik.
Eyni sənəd məhsulların texniki xüsusiyyətlərini təmin edir.

Düz tikişli elektrik qaynaqlı borular
Bu tip polad boruların çeşidi GOST 10704-91-də təqdim olunur. Ölçməmiş məhsullar 2...5 metr uzunluqda istehsal olunur. Ölçmə borularının ölçüləri 5...12 metr ola bilər. Üstəlik, onların diametri 10-1420 mm, divar qalınlığı 1,0...32 mm-dir. Yayılmalar və dözümlülüklər sənəddə ayrıca və kifayət qədər ətraflı şəkildə müzakirə olunur.
Uzunlamasına qaynaqlanmış polad boruların texniki xüsusiyyətləri iki normativ sənəddə təqdim olunur:
- QOST 10705-80;
- GOST 10706-76.

Onlar müəyyən edir:
- metalın mexaniki xassələri;
- tikişlərin olması və onların yerləşməsinin düzgünlüyü;
- maksimum sapmalar;
- qüsurların olması;
- sınaqların prosesi və növləri;
- qəbul tələbləri.
Polad boruların markalanması
Hər bir polad boru GOST 10692-80 tələbləri nəzərə alınmaqla qeyd olunur. Diametri 159 mm-dən çox olan məhsulların bu prosedura məruz qaldığını vurğulayır. Bu halda divarın qalınlığı 3,5 mm-dən az olmamalıdır. İşarələmə bir neçə yolla aparılır:
- rezin möhür;
- elektrik qələmi;
- elektroqraf;
- brendinq;
- əl ilə silinməz boya.
Daha kiçik boru diametrləri etiketlərlə qeyd olunur, xüsusən məhsullar çantalarda verilir.

Etiketdə qeyd edilməlidir:
- polad dərəcəli;
- Məhsulun adı;
- boru ölçüsü;
- istehsalçının ticarət nişanı.
Bundan əlavə, tikişsiz borular divar qalınlığı və partiya nömrəsi ilə qeyd olunur.
Qablaşdırma və daşınma
Diametri 159 mm-ə qədər olan məhsullar çantalara yığılır və ya taxta qablara və ya qutulara sıx şəkildə yığılır. Bağlama ən azı üç yerdə tel ilə aparılır. 159 mm-dən yuxarı borular yalnız nəqliyyat paketlərində yığılır.
Qeyd etmək lazımdır ki, bağlama telindən bağlama üçün istifadə edilməməlidir. Bu məqsədlə xüsusi sıxaclar təmin edilməlidir.
Dairəvi polad boruların istənilən növ uzun yük daşımaları ilə sahəyə daşınmasına icazə verilir. Saxlama zamanı yığınlar aralayıcılarla ayrılır.
Dəyirmi boru kəmərlərinin müstəsna olaraq geniş istifadəsi onun əsas xüsusiyyəti ilə izah olunur: minimum xarici səth sahəsi ilə məhsul maksimum daxili həcmə malikdir. Maye və qaz məhsullarının hərəkəti üçün daha mükəmməl bir şey tapmaq hələ mümkün olmayıb.
Dəyirmi boru: çeşidlər
Xammalın tərkibində minimal fərqlərlə polad su boru kəmərləri keyfiyyət baxımından nəzərəçarpacaq dərəcədə fərqlənir. Bunun səbəbi istehsal üsuludur. O, həmçinin məhsulun tətbiqini müəyyənləşdirir.
Elektrik qaynaqlı boru kəməri
Bütün haddelenmiş metal növləri arasında ən aşağı güc xüsusiyyətlərinə malikdir. Ancaq eyni zamanda, polad məmulatlarında bu keyfiyyətlər o qədər yüksəkdir ki, su və qaz kəmərlərinin böyük əksəriyyəti elektrik qaynaq variantlarından tikilir.
İstehsal üsuluna bir şeridin - lentin kəsilməsi, boşluğa yuvarlanması və dikiş boyunca qaynaq daxildir. Dikişin yerindən asılı olaraq yuvarlaq polad borular 2 növə bölünür.
- Düz uzununa tikişi olan məhsul - GOST 10704-91 ilə tənzimlənir, bütün növ təzyiq və təzyiqsiz təchizatı sistemləri üçün istifadə olunur. Dikiş onun zəif nöqtəsi hesab olunur. Boru kəmərləri diametri 10 ilə 1420 mm, divar qalınlığı 1 ilə 32 mm arasında istehsal olunur.

Bu, yayılmış metalın ən populyar növüdür, onun çeşidinə ən çox standart ölçülər daxildir.
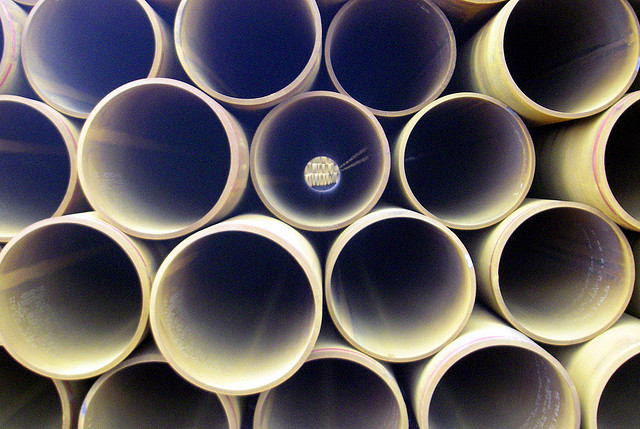
- Bir spiral dikişi olan məhsullar - bu halda, lent bir spiral şəklində yuvarlanır və müvafiq olaraq, bir spiral ilə qaynaqlanır. Bu seçimin güc xüsusiyyətləri daha yüksəkdir və dəyəri bərk haddelenmiş boru kəmərindən nəzərəçarpacaq dərəcədə aşağıdır. Spiral tikişli dəyirmi boruların çeşidinə böyük diametrli məhsullar daxildir - 150 ilə 2520 mm arasında divar qalınlığı 3,5 ilə 25 mm arasında. Fotoda nümunələri görə bilərsiniz.
"Qaynar" kirayə
Bu növ məhsul tikişsiz boru kəməri kateqoriyasına aiddir və daxili və xarici təzyiqə yüksək davamlıdır.

Buradakı boşluq möhkəm bir metal çubuqdur. Bir pirsinq dəyirmanından çəkilir, burada içi boş silindrə çevrilir. Formalaşma istiliklə müşayiət olunur. İsti kütük rulonlara verilir, orada dartılır və göstərilən ölçülərə qədər sıxılır.
Bu vəziyyətdə heç bir tikiş yoxdur. Məhsul korroziyaya daha davamlıdır.
Dəyirmi borular üçün GOST - 8732-78, ölçüləri tənzimləyir və kimyəvi birləşmə məhsullar. Çeşiddə diametri 29 ilə 550 mm arasında və divar qalınlığı 2,5 ilə 75 mm arasında olan məhsullar daxildir.

Soyuq formada borular
İstehsal prosesi isti haddelenmiş formalaşdırmadan az fərqlənir. Bununla belə, bütün təsvir edilən hərəkətlər istilik olmadan həyata keçirilir. Lakin soyuq deformasiya məhsulların səthində stressin yaranmasına kömək etdiyindən, qəlibləndikdən sonra hazır boru kəməri istilik müalicəsinə məruz qalır. Bu üsul məhsullara qeyri-adi yüksək güc və dəqiqlik verir. Təyyarə və alət istehsalı üçün, məsələn, yalnız soyuq haddelenmiş məhsullar istifadə olunur.

Məhsullar GOST 8734-75 ilə tənzimlənir. Dəyirmi polad boruların çeşidinə 5 ilə 250 mm diametrli və divar qalınlığı 0,3 ilə 24 mm arasında olan məhsullar daxildir.
Əlavə maddələr
Hər hansı bir sistemi quraşdırarkən, əsas elementlərə əlavə olaraq əlavələr də tələb olunur. Bu detallar tamamilə zəruri və ya əksinə, isteğe bağlı ola bilər, lakin onların istifadəsi quraşdırmanı asanlaşdırır və daha estetik görünüş verir.

Dəyirmi borular üçün tıxaclar dekorativ və funksional bölünə bilər.
- Birincisinə toplar və ya hətta rəqəmlər şəklində hazırlanmış metal elementlər daxildir. Boru kəmərini nəmdən və ya zibildən içəri daxil olmaqdan qoruyurlar. Onların tipik istifadəsi hasar qapaqları kimidir. Polimer və rezin olanlar daha az estetik cəhətdən xoşdur: onların rolu yalnız qorunma ilə azalır.
- Funksional olanlar sistemin işləməsini təmin etmək üçün nəzərdə tutulmuşdur. Qismən sökülmə və ya təmir zamanı kəsilmiş filialın yerinə bir fiş quraşdırılır. Fövqəladə hallarda, magistral xətt kəsildikdə, tələskənliyin nəticələri bu şəkildə minimuma endirilir. Bir neçə növ tıxac istifadə olunur.
- Yivli - ip daxili və ya xarici ola bilər, fişin özü dəyirmi üzlü və ya yivlidir və hətta olduqca dekorativdir. Onun köməyi ilə ölçüsü 50 mm-dən çox olmayan su kəmərləri sıxışdırılır.
- Flanş, sızdırmazlığı təmin etmək üçün müvafiq conta ilə boltlar ilə bərkidilmiş deşiksiz bir flanşdır. Diametri 50 mm-dən çox olan məhsullarda istifadə olunur.
- Rezin pnevmatik tıxac - fövqəladə hallarda istifadə olunur.

Polad borular müxtəlif sənaye sahələrində geniş istifadə olunur. Onlar maşınqayırmada, neft-qaz sənayesində, kommunal təsərrüfatlarda və s. istifadə olunur. Bir neçə növ polad var. Onlar istehsal üsuluna, istehsal üçün istifadə olunan materialın ölçüsünə və növünə görə fərqlənə bilər. Polad boru diapazonu fərqli növlər GOST tərəfindən müəyyən edilir.
Sorunsuz məhsullar
Əsasən, bütün müasir polad borular iki böyük qrupa bölünür: isti haddelenmiş və qaynaqlı. Birinci növ daha bahalıdır. Buna görə də, bu cür məhsullar qaynaqdan daha az istifadə olunur. Polad çeşidi GOST 8732-78 ilə müəyyən edilir. Belə boruların ölçüsü ilə onların çəkisi arasındakı əlaqə xüsusi cədvəllərdə verilmişdir. Parametrlər, məsələn, aşağıdakı kimi ola bilər.
Ölçü | Çəki 1 m |
Elektrik qaynaqlı və soba qaynaqlı polad boruların çeşidi aşağıda müzakirə olunacaq. Onların parametrləri də GOST-lər tərəfindən dəqiq müəyyən edilir.
Diksiz borular necə hazırlanır?
Bu çeşiddə məhsullar davamlı dəyirmanda 35 və 45 markalı poladdan istehsal olunur. Bu vəziyyətdə, sözdə qara boşluqlar istifadə olunur. Sonuncular bir yayma dəyirmanına tikilir və sonra borunun ucunu kəsmək üçün dairəvi testereyə göndərilir. Sonra hazır məhsul kəsiyi düzəltmək və ovallığını azaltmaq üçün kəsik dəyirmanına göndərilir.
Qaynaqlanmış borular: populyarlığın səbəbləri
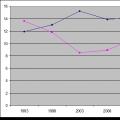
Bu tip məhsullar, artıq qeyd edildiyi kimi, qüsursuz olanlardan daha populyardır. Belə borular uzun müddətdir ki, xalq təsərrüfatında istifadə olunur. Bununla belə, in son illər onların populyarlığı xeyli artmışdır. Bu, ilk növbədə, ən etibarlı və davamlı məhsullar əldə etməyə imkan verən yeni, daha mükəmməl qaynaq üsullarının inkişafı ilə bağlıdır. Beləliklə, məsələn, 1941-ci ildə qaynaqlanmış boruların yalnız 38,8% -i istehsal edilmişdir. Qalanları problemsizdi. Eyni zamanda, elektrik qaynaqlarının payı cəmi 0,8% təşkil edib. 1965-ci ilə qədər bu rəqəmlər müvafiq olaraq 50% və 35% -ə qədər artdı.
Qaynaqlanmış boruların istifadə dairəsi
Bu gün belə məhsullar hər yerdə istifadə olunur. Çox vaxt onlar neft, qaz, su və s. vurulması üçün nəzərdə tutulmuş müxtəlif növ boru kəmərlərinin çəkilməsi üçün istifadə olunur. Həmçinin, bu tip boru adətən kommunal xidmətlərdə istifadə olunur. Bu halda, onlar su borularının və kanalizasiya sistemlərinin çəkilməsi üçün istifadə olunur. Qaynaqlanmış borular həm də yerüstü qaz kəmərlərinin yığılması üçün istifadə olunur, drenaj sistemləri və s.
Maşınqayırma, qaynaqlı borulardan istifadə edən başqa bir sahədir. Onlar həmçinin müxtəlif növ memarlıq elementlərinin istehsalı üçün istifadə olunur: girişlər üzərində kanoplar, tenteler, uşaq yelləncəkləri, üfüqi barlar və s. Kənd təsərrüfatı Onlardan istifadə etməklə suvarma sistemləri yığılır.

Qaynaqlanmış boruların əsas növləri
Bu növ məhsullar fərqli ola bilər:
Məqalədən necə, hansı normativ sənədlərə əsasən və nə üçün polad boruların istehsal edildiyini öyrənəcəyik.
Boruların təsnifatı
Borular necə fərqlənir?
- Xətti ölçülər. Borunun uzunluğu, diametri və divar qalınlığı sadə alətlərlə ölçülə bilər; Çeşidlərə müvafiq standartda baxmaq olar.
Nəyə uyğundur? Borunun istehsal olunduğu üsul. Beləliklə, növbəti nöqtə. - İstehsal üsulu. Qaynaqlanmış spiral və düz tikişli borular var; tikişsiz isti deformasiyalı və dikişsiz soyuq haddelenmiş;
- Korroziyaya qarşı örtükün olması. Bu adətən borunun daxili və xarici səthlərinə tətbiq olunan sink təbəqəsidir.
Standartlar
Hansı GOST-a görə dəyirmi polad borular istehsal edilə bilər?
Elektrik qaynaqlı borular
QOST 10704 91-ə uyğun olaraq, elektrik qaynaqlı polad borular düz tikişlə istehsal olunur.
Standart başqa nə deyir?
- Borular ölçülməmiş uzunluqlarda istehsal edilə bilər (diametri 30 mm-ə qədər olanlar üçün 2 metrdən, diametri 30-70 mm-ə qədər olanlar üçün 3 metrdən, diametri 70-152 mm-ə qədər olanlar üçün 4 metrdən və 5 metrə qədər olan borular üçün diametri 152 millimetrdən çox);
- Ölçülmüş uzunluqda (5-9 metr diametrdə 70 mm-ə qədər, 6-9 metr diametrdə 70 mm-dən 219 mm-ə qədər və 10-12 metr diametrdə 219 mm-dən 426 mm-ə qədər) borular istehsal etmək mümkündür. ). Diametri 426 mm-dən çox olan borular yalnız ölçülməmiş ölçülərdə istehsal olunur;
- Borular həmçinin ölçülən uzunluğun qatları olan uzunluqlarla istehsal edilə bilər. Bu halda, çoxsaylı ölçü ən azı 250 mm olmalıdır və hər kəsik üçün ehtiyat 5 millimetr olmalıdır (digər parametrlər müştəri ilə razılaşdırılmadıqda);
- Göstərilən diametrdən kiçik sapmalar məqbuldur; Dözümlülükləri əlavədəki müvafiq cədvəldə görmək olar.
GOST 10704 91 polad borularının ola biləcəyi ölçülərin tam siyahısı məqalənin əlavəsində də tapıla bilər.
Nəzərə alın: bu QOST spiral qaynaqlı polad borulara şamil edilmir; onların diapazonu, məsələn, GOST 20295-85 və GOST 8696-74-də göstərilmişdir.
İsti formalaşdırılmış tikişsiz borular
İsti deformasiya edilmiş borular GOST 8732 - 78 uyğun olaraq istehsal olunur. Tam çeşidi məqalənin əlavəsində tapa bilərsiniz.
Diametrə, xüsusi çəkiyə və divar qalınlığına əlavə olaraq, isti formalaşdırılmış polad borular üçün GOST aşağıdakıları söyləyir:
- Borular 4 metrdən 12,5 metrə qədər ölçülməmiş uzunluqlarda və ya eyni hədlərdə ölçülmüş uzunluqlarda istehsal edilə bilər;
- Ölçülmüş uzunluğun qatına bərabər uzunluqlu borular istehsal etmək mümkündür, hər kəsik üçün beş millimetrə bərabərdir;
- Maksimum uzunluq sapmaları uzunluğu 6 metrə qədər olan borular üçün +10 millimetrdən və uzunluğu 6 metrdən çox olan və ya diametri 152 millimetrdən çox olan borular üçün +15 millimetrdən çox olmamalıdır;
- Borunun diametrinin və divar qalınlığının maksimum sapmaları əlavədə yenidən tapıla bilən cədvəllərlə tənzimlənir;
- Nə divar qalınlığında fərq, nə də boruların ovallığı onları diametri və ya divar qalınlığında maksimum sapmalardan kənara çıxarmamalıdır;
- Borunun istənilən ixtiyari hissəsinin əyriliyi divar qalınlığı 20 millimetrdən az olan borular üçün 1,5 mm/1 metr uzunluqla, 20-30 millimetr qalınlığında olan divarlar üçün 2 millimetr və divarlar üçün 4 mm ilə məhdudlaşdırılır. qalınlığı 30 mm və ya daha çox.

Soyuq formada tikişsiz borular
Onların istehsalı GOST 8734-75 standartına tabedir.
Bu borular haqqında nə bilmək faydalıdır?
- Onlar əlavə nazik divarlı, nazik divarlı, qalın divarlı və həddindən artıq qalın divarlılara bölünür. Kriteriya borunun xarici diametrinin onun divarlarının qalınlığına nisbətidir; İncə divarlı və əlavə nazik divarlı borular üçün divar qalınlığının mütləq dəyəri də vacibdir.
Həddindən artıq nazik divarlı boruların diametri 40-dan çox və ya 20 mm-ə qədər diametrli 0,5 mm-dən daha nazik divar; nazik divarlı - 12,5-dən 40-a qədər və ya diametri 20 mm-ə qədər olan 1,5 millimetrlik bir divar; qalın divarlı borular 6-12,5 diametrdə diametrdən divara nisbətə malikdir; əlavə qalın divarlı - altıdan azdır.
- Borular ölçülən uzunluqda 4,5 - 9 metr diapazonda maksimum uzunluq sapması +10 millimetr və ya ölçülməmiş uzunluqlarda 1,5 metrdən 11,5-ə qədər istehsal edilə bilər;
- Uzunluğu ölçülmüş uzunluğun qatına bərabər olan borular istehsal etmək də mümkündür. Boruların uzunluğu 1,5 ilə 9 metr arasında ola bilər, hər kəsmə üçün 5 millimetr icazə verilir.
- GOST-a görə, soyuq formada olan polad borular əlavədə göstərilən göstərilən ölçülərdən maksimum sapmalara malik ola bilər.

Qalın divarlı borular, hər halda, tikişsiz borulardır
Su və qaz boruları
Su və qaz borusu polad QOST 3262 75 ayrı bir standarta ayrılır, baxmayaraq ki, istehsal baxımından elektrik qaynaqlıdır. Lakin su və qaz kəmərləri üçün nəzərdə tutulmuşdur (əlavədə verilmişdir).
Bundan başqa:
- Borular (ölçülmüş və ölçülməmiş uzunluqlar) 4 ilə 12 metr aralığında istehsal olunur;
- Onlar ipsiz və ya kəsilmiş və ya yuvarlanmış boru ipləri ilə təchiz edilə bilər;
- Boru yuvarlanan saplarla təchiz edərkən, ipin bütün uzunluğu boyunca borunun daxili diametrini 10 faizə qədər azaltmağa icazə verilir;
- Borunun əyriliyi 20 millimetrə qədər olan nominal çuxur üçün 2 mm/metr uzunluğunda və 20 mm-dən çox nominal çuxur üçün 1,5 mm-dən çox olmamalıdır.
Əhəmiyyətli: sinklənmiş borular üçün ayrıca standart və ya sıra yoxdur.
Bununla belə, bu GOST-a görə, sinklənmiş polad borular istehsal olunur.
Bundan əlavə, düz tikişli elektrik qaynaqlı borular üçün sinklənmə təmin edilir.
Bununla belə, hansı texnologiyadan istifadə olunduğundan asılı olmayaraq, heç bir boru tamamilə sinklənməyə mane olmur.

İstehsal
Qaynaqlanmış borular
Hər hansı bir qaynaqlı boru üçün xammal düz bir polad təbəqədir; lakin, çox vaxt o, rulon halına salınmış metallurgiya zavodundan gətirilir.
- Vərəq dar uzununa zolaqlara kəsilir;
- Şeritlər sonsuz dar bir zolağa qaynaqlanır;
- Bant rulonlar tərəfindən açıq bir tikişlə yuvarlaq bir parçaya yuvarlanır;
- Bundan sonra tikiş qaynadılır;
- Boru növbəti rulonlarda kalibrlənir;
- Dikiş sızma üçün yoxlanılır. Eddy cari qüsur aşkarlanması ən çox istifadə olunur, lakin ultrasəs qüsur detektorları da mövcuddur;
- Boru lazımi uzunluqda parçalara kəsilir və anbara göndərilir.
Əhəmiyyətli: TIG ilə qaynaqlanan borular - inert qaz mühitində volfram elektrodu - ən davamlı hesab olunur.
Bununla belə, yüksək tezlikli cərəyanlarla induksiya qaynağından istifadə etməklə hazırlanmış HF qaynaqlı borular nəzərəçarpacaq dərəcədə ucuzdur. Səbəb qaynaq sürətinin TIG ilə müqayisədə təxminən 20 dəfə yüksək olmasıdır.

Xəttin bir ucunda dar bir polad təbəqə görə bilərsiniz. Digər tərəfdən bitmiş qaynaqlı borular. Bir insanın varlığı yalnız nəzarət üçün lazımdır
Diksiz borular
İsti deformasiya edilmiş borunun istehsalı ümumi kontur belə görünür:
- Monolitik silindrik boşluq - bir çubuq - sobada qızdırılır poladın yenidən kristallaşma nöqtəsindən yuxarı bir temperatura; bu halda metal plastik olur;
- Pirsinq dəyirmanında iş parçası içi boş silindrə çevrilir. Xarici olaraq, o, artıq bir borudur, lakin daha çox qeyri-müntəzəm formalı və ölçüləri hədəfdən uzaqdır;
- Bundan sonra iş parçasının rulonlarda faktiki yuvarlanması başlayır- onun isti deformasiyası. Gələcək boru lazımi diametr və divar qalınlığını əldə edir, sonra soyudulur və kalibrlənir;
- Hazır boru lazımi uzunluqda parçalara kəsilir və saxlanılır.

Soyuq deformasiyaya uğramış tikişsiz borunun istehsalı yalnız iki aspektdə fərqlənir:
- Pirsinq dəyirmanından sonra iş parçası (buna qol adlanır) su ilə soyudulur və bütün sonrakı əməliyyatlar soyuq şəkildə aparılır;
- Son kalibrləmədən əvvəl məcburi istehsal mərhələsi yumşalmadır - yenidən kristallaşma temperaturuna qədər qızdırma və soyutma. Bu halda deformasiya zamanı yığılan daxili gərginliklər metalı tərk edir; əlavə olaraq, daha viskoz olur.
Diqqət edin: qalın divarlı polad borular qüsursuz istehsal olunur.
İsti deformasiyaya uğramış borunun divarları 75 millimetr qalınlığa, soyuq deformasiya edilmiş borunun isə 24 mm qalınlığına çata bilər.
Lazım gələrsə, standartlardan kənarda həddindən artıq qalın divarlı borular istehsal etmək mümkündür. Kalibrlənmiş bir iş parçasının qazılması ilə həyata keçirilir.
Sinklənmə
Korroziyaya qarşı örtüklü bir boru təmin etmək lazımdırsa, sözdə sinkləmə istifadə olunur.
Bir boruyu sink təbəqəsi ilə örtməyin bir neçə yolu var; sənaye miqyasında, lakin boruların istehsalında yalnız iki üsul istifadə olunur:
- İsti sinkləmə. Boru ərimiş sinkə batırılır. Poladdan xeyli aşağı ərimə nöqtəsinə malikdir; soyuduqdan sonra borunun səthində nazik, vahid bir film meydana gəlir;
- Galvanik sinkləmə. Turşu məhlulu mühitində sink elektrodu ilə boru arasında əhəmiyyətli potensial fərq yaranır; elektrod əriyir və sink borunun səthinə çökür.
Metodun əsas çatışmazlığı sink duzları olan zəhərli elektrolitin atılması ehtiyacıdır.