a) longitud medida o medida múltiple con un margen para cada corte de 5 mm y una desviación longitudinal en toda la longitud más 10 mm;
b) de longitud no medida.
Por acuerdo entre el fabricante y el consumidor, en un lote de sin medir tuberias de agua y gas Se permiten hasta un 5% de tuberías con una longitud de 1,5 a 4 m.
Para roscas realizadas por laminación sobre una tubería, se permite reducir su diámetro interno hasta en un 10% en toda la longitud de la rosca. Peso 1 metro tuberia de agua y gas calculado a una densidad del acero de 7,85 g/cm. Tuberías de agua y gas galvanizadas. más pesado que los no galvanizados en un 3%.
Nota: La desviación máxima en la dirección positiva en el espesor de la pared está limitada por las desviaciones máximas en la masa. tuberias de agua y gas. Para el suministro de agua, tuberías de gas y sistemas de calefacción se utilizan tuberías de agua y gas de precisión de fabricación estándar.
Para partes de estructuras de tuberías de agua y gas se utilizan tuberías de agua y gas con mayor precisión de fabricación.
Las desviaciones máximas en la masa de las tuberías no deben exceder el +8%. A petición del consumidor, las desviaciones máximas de peso no deben exceder: +7,5% - para un lote; + 10% - para una tubería separada.
La curvatura de las tuberías de agua y gas por 1 m de longitud no debe exceder: 2 mm - con un diámetro nominal de hasta 20 mm inclusive; 1,5 mm - con un diámetro nominal superior a 20 mm.
Las tuberías de agua y gas con un diámetro nominal de 6, 8, 10, 15 y 20 mm se enrollan en bobinas a petición del consumidor. Ejemplos de símbolos:
Tubería ordinaria, no galvanizada, de precisión de fabricación normal, de longitud no medida, con un diámetro nominal de 20 mm, un espesor de pared de 2,8 mm, sin rosca y sin acoplamiento: tubería 20x2,8 GOST 3262-75.
Lo mismo, con acoplamiento: tubo M-20x2,8 GOST 3262-75.
Lo mismo, longitud medida, con rosca: tubo R-20x2, 8-4000 GOST 3262-75.
Para tuberías de agua y gas para roscar en símbolo Después de la palabra "tubería" se indica la letra N.
Para tuberías de agua y gas con rosca larga, la letra D se indica en el símbolo después de la palabra "tubería".
Para tuberías de agua y gas con mayor precisión de fabricación, la letra P se indica en el símbolo después del tamaño del diámetro nominal.
Parámetros de tuberías de agua y gas (GOST 3262-75)
| UE Condicional designación | Diámetro exterior, mm | Pulmones | Regular | Reforzado | ||||||
| Espesor de pared, mm | Peso 1m kg | Metros por tonelada | Espesor de pared, mm | Peso 1m kg | Metros por tonelada | Espesor de pared, mm | Peso 1m kg | Metros por tonelada | ||
| 6 | 10,2 | 1,8 | 0,37 | 2681,8 | 2,0 | 0,40 | 2472,5 | 2,5 | 0,47 | 2106,4 |
| 8 | 13,5 | 2,0 | 0,57 | 1763,0 | 2,2 | 0,61 | 1631,1 | 2,8 | 0,74 | 1353,4 |
| 10 | 17,0 | 2,0 | 0,74 | 1351,6 | 2,8 | 0,98 | 1019,8 | 2,8 | 0,98 | 1019,8 |
| 15 | 21,3 | 2,5 | 1,16 | 862,7 | 2,8 | 1,28 | 782,8 | 3,2 | 1,43 | 700,1 |
| 20 | 26,8 | 2,5 | 1,50 | 667,5 | 2,8 | 1,66 | 603,4 | 3,2 | 1,86 | 536,9 |
| 25 | 33,5 | 2,8 | 2,12 | 471,7 | 3,2 | 2,39 | 418,2 | 4,0 | 2,91 | 343,6 |
| 32 | 42,3 | 2,8 | 2,73 | 366,6 | 3,2 | 3,09 | 324,1 | 4,0 | 3,78 | 264,7 |
| 40 | 48,0 | 3,0 | 3,33 | 300,4 | 3,5 | 3,84 | 260,3 | 4,0 | 4,34 | 230,4 |
| 50 | 60,0 | 3,0 | 4,22 | 237,1 | 3,5 | 4,88 | 205,1 | 4,5 | 6,16 | 162,4 |
| 65 | 75,5 | 3,2 | 5,71 | 175,3 | 4,0 | 7,05 | 141,8 | 4,5 | 7,88 | 126,9 |
| 80 | 88,5 | 3,5 | 7,34 | 136,3 | 4,0 | 8,34 | 120,0 | 4,5 | 9,32 | 107,3 |
| 90 | 101,3 | 3,5 | 8,44 | 118,5 | 4,0 | 9,60 | 104,2 | 4,5 | 10,74 | 93,1 |
| 100 | 114,0 | 4,0 | 10,85 | 92,2 | 4,5 | 12,15 | 82,3 | 5,0 | 13,44 | 74,4 |
| 125 | 140,0 | 4,0 | 13,42 | 74,5 | 4,5 | 15,04 | 66,5 | 5,5 | 18,24 | 54,8 |
| 150 | 165,0 | 4,0 | 15,88 | 63,0 | 4,5 | 17,81 | 56,1 | 5,5 | 21,63 | 46,2 |
Las tuberías de agua y gas de acero galvanizado y no galvanizado (negro) con rosca cilíndrica cortada o laminada y sin rosca se fabrican según el diámetro nominal (DN) y espesor de pared según GOST 3262-75 .
La gama de tuberías debe corresponder. GOST 3262-75 .
Según la longitud de la tubería se fabrican:
- longitud medida - desde 4 antes 12m;
- de longitud no medida, dentro de la longitud medida.
- precisión ordinaria;
- mayor precisión.
Las tuberías de la categoría VGP son un grupo de tuberías de agua y gas fabricadas en acero. Además, existen opciones galvanizadas y no galvanizadas. Los tubos son huecos, de forma cilíndrica, con soldadura longitudinal.
La categoría tiene tres opciones de espesor de pared: paredes gruesas, paredes medias y paredes delgadas. Una gama de esta naturaleza permite utilizar tuberías que se adaptan específicamente al proyecto concreto en el que se utilizan.
parametros del producto
El nombre habla por sí solo: una tubería de este tipo se puede utilizar tanto en sistemas de suministro de agua como en tuberías de gas. En principio, la tubería VGP se considera una opción universal para muchas aplicaciones.
Los tubos estándar tienen longitudes de segmento de 4 ma 12 m, además se puede elegir entre materiales: sin rosca o con rosca cilíndrica o moleteada en los extremos. Además, puede ser corto o largo, todo depende de los matices de uso.

Normalmente, una tubería VGP tiene tres categorías de resistencia:
- Común.
- Pulmones.
- Reforzado.
Aunque estas tuberías son más pesadas que las no galvanizadas, aproximadamente un 3%, el revestimiento da excelentes resultados cuando pasan líquidos a través de la tubería. La tubería no se oxida y su vida útil se prolonga significativamente.
Ventajas de las tuberías VGP
- Los tubos estándar VGP GOST 3262 75 están fabricados de acero de alta calidad.
- Los llamados “tubos negros” del VGP tienen una soldadura reforzada.
- Las tuberías de este tipo tienen tres categorías convenientes para el consumidor: ligeras, reforzadas y ordinarias. Esto le permite elegir la opción correcta para el diseño ideal de la carretera.
- Las roscas en los extremos de los tubos pueden ser largas, cortas o aplicadas, según los deseos del cliente, en el lado deseado en los parámetros requeridos.
- Los tubos de esta categoría se suministran con o sin acoplamientos.
- Los parámetros de la tubería se pueden indicar en pulgadas, lo que se considera la norma.
- Las tuberías vendidas se someten a un control obligatorio de hidrovortex, por lo que el cumplimiento de las normas puede considerarse casi perfecto.
- El bajo costo con excelente calidad del producto es garantía de los estándares y regulaciones asignados.
- Versatilidad en uso. Las tuberías del tipo requerido son ideales para trabajos de instalación y reparación de casi cualquier categoría.
- Una amplia gama de tipos de tubos, desde opciones laminadas en caliente sin costura hasta opciones laminadas en frío y electrosoldadas.
- Disponibilidad de elementos componentes: bridas, acoplamientos, T, codos, transiciones, etc., así como la posibilidad de su fácil uso en trabajos de instalación.
Como comprenderá, las tuberías VGP estándar GOST 3262 75 tienen una amplia gama de aplicaciones. La presencia de al menos tres tipos de este tipo permite su uso en casi todas las áreas de tuberías. Además, es posible seleccionar una categoría para el tipo de línea principal, con una amplia selección de tipos de tuberías para su instalación.
/ GOST 3262-75. Tuberías de acero para agua y gas. Especificaciones.
Actualizado: 09/02/2006
UDC 669.14-462:006.354 Grupo B62
TUBERÍAS DE ACERO PARA AGUA Y GAS
CONDICIONES TÉCNICAS
GOST 3262-75
EDITORIAL DE NORMAS
NORMA ESTATAL DE LA UNIÓN URSS
TUBERÍAS DE ACERO PARA AGUA Y GASGOST
Especificaciones 3262-75
Tuberías de acero para suministro de agua y gas.
condiciones tecnicas
OKP 138500, OKP 138501
Fecha de introducción 01.01.77
Esta norma se aplica a tuberías soldadas de acero galvanizado y no galvanizado con roscas cilíndricas cortadas o laminadas y sin roscas, utilizadas para tuberías de agua y gas, sistemas de calefacción, así como para partes de estructuras de tuberías de agua y gas.
1. SURTIDO
1.1. Los tubos se fabrican según las dimensiones y el peso indicados en la tabla. 1.
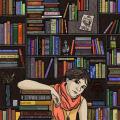
A petición del consumidor, los tubos de serie ligera destinados al laminado de roscas se fabrican según las dimensiones y peso indicados en la tabla. 2.
1.2. La longitud de la tubería se realiza de 4 a 12 m:
a) longitud medida o medida múltiple con un margen para cada corte de 5 mm y una desviación máxima para toda la longitud más 10 mm;
b) de longitud no medida.
Por acuerdo entre el fabricante y el consumidor, se permite hasta un 5% de tuberías con una longitud de 1,5 a 4 m en un lote de tuberías sin medir.
tabla 1
| Pase condicional | Diámetro exterior | Espesor de la pared de la tubería | Peso de 1 m de tubería, kg. |
||||
| pulmones | común | reforzado | pulmones | común | reforzado |
||
| 10,2 | 0,37 | 0,40 | 0,47 |
||||
| 13,5 | 0,57 | 0,61 | 0,74 |
||||
| 17,0 | 0,74 | 0,80 | 0,98 |
||||
| 21,3 | 2,35 | 1,10 | |||||
| 21,3 | 1,16 | 1,28 | 1,43 |
||||
| 26,8 | 2,35 | 1,42 | |||||
| 26,8 | 1,66 | 1,86 |
|||||
| 33,5 | 2,12 | 2,39 | 2,91 |
||||
| 42,3 | 2,73 | 3,09 | 3,78 |
||||
| 48,0 | 3,33 | 3,84 | 4,34 |
||||
| 60,0 | 4,22 | 4,88 | 6,16 |
||||
| 75,5 | 5,71 | 7,05 | 7,88 |
||||
| 88,5 | 7,34 | 8,34 | 9,32 |
||||
| 101,3 | 8,44 | 9,60 | 10,74 |
||||
| 114,0 | 10,85 | 12,15 | 13,44 |
||||
| 140,0 | 13,42 | 15,04 | 18,24 |
||||
| 165,0 | 15,88 | 17,81 | 21,63 |
||||
Tabla 2
| Pase condicional | Diámetro exterior | espesor de pared | Peso de 1 m de tubería, kg. |
| 0,69 |
|||
| 1,08 |
|||
| 1,45 |
|||
| 2,02 |
|||
| 2,64 |
|||
| 3,26 |
|||
| 4,14 |
|||
| 5,59 |
Notas:
1. Para roscas realizadas por laminación sobre una tubería, se permite reducir su diámetro interno hasta en un 10% a lo largo de toda la longitud de la rosca.
2. La masa de 1 m de tubería se calcula con una densidad del acero de 7,85 g/cm 3 . Los tubos galvanizados son un 3% más pesados que los no galvanizados.
(Edición modificada, Enmienda No. 1, 3)
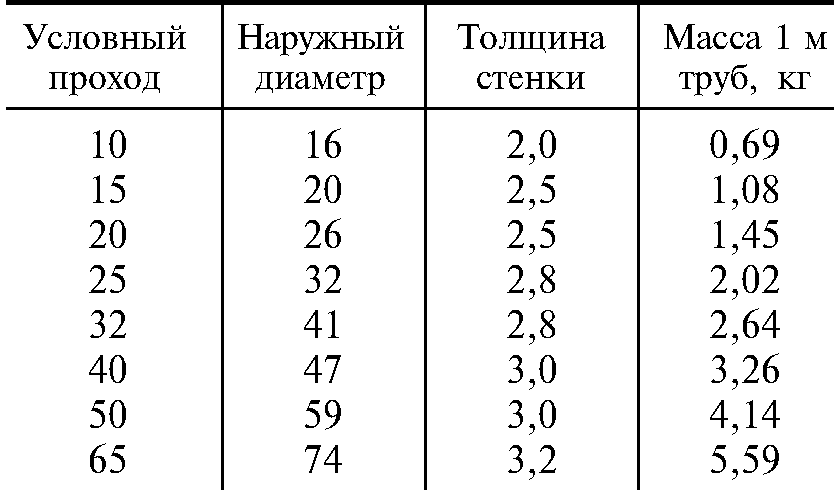
1.3. Las desviaciones máximas en los tamaños de las tuberías no deben exceder las indicadas en la tabla. 3.
Tabla 3
| Tamaños de tubería | Limitar las desviaciones en la fabricación de tubos de precisión. |
|
| común | aumentó |
|
| Diámetro exterior con agujero nominal: | ||
| hasta 40 mm incl. | 0,4 milímetros | 0,4 milímetros |
| 0,5 milímetros | 0,4 milímetros |
|
| Más de 40 mm | 0,8 % | 0,8 % |
| 1,0 % | 0,8 % |
|
| espesor de pared | 15 % | 10 % |
Notas:
1. La desviación máxima en dirección positiva para el espesor de la pared está limitada por las desviaciones máximas para la masa de las tuberías.
2. Las tuberías de precisión de fabricación estándar se utilizan para el suministro de agua, tuberías de gas y sistemas de calefacción. Para partes de estructuras de tuberías de agua y gas se utilizan tuberías con mayor precisión de fabricación.
1.4. Las desviaciones máximas en la masa de las tuberías no deben exceder el + 8%.
A petición del consumidor, las desviaciones máximas de masa no deben exceder:
7,5% - por el partido;
10% - para una tubería separada.
(Edición modificada, Enmienda No. 2, 5).
1.5. La curvatura de las tuberías por 1 m de longitud no debe exceder:
2 mm - con diámetro nominal de hasta 20 mm inclusive;
1,5 mm - con un diámetro nominal superior a 20 mm.
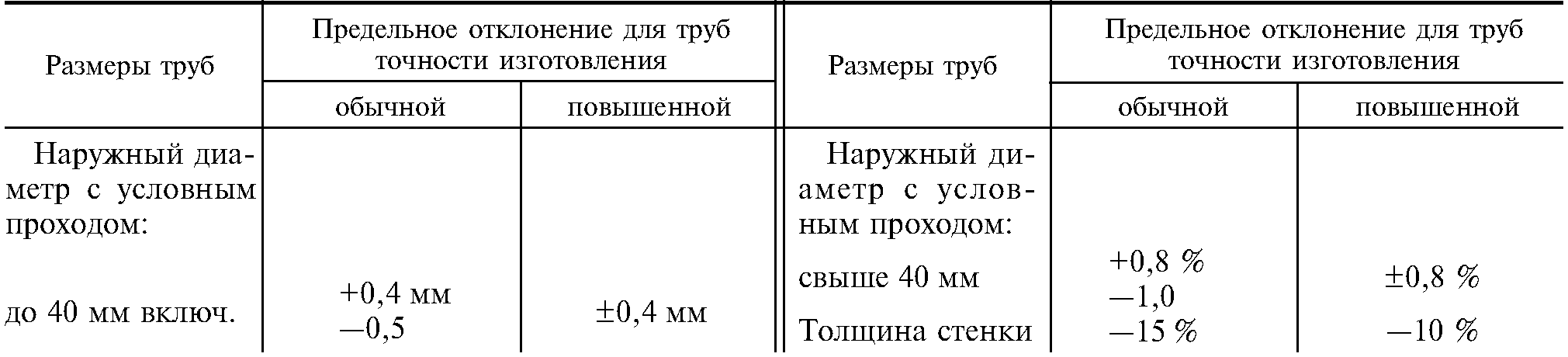
1.6. Las roscas de las tuberías pueden ser largas o cortas. Los requisitos de hilo deben corresponder a los indicados en la tabla. 4.
Tabla 4
| Diámetro condicional, mm | Longitud de la rosca antes de huir | Diámetro condicional, mm | Número de corrientes a flujo nominal | Longitud de la rosca antes de huir |
|||
| largo | corto | largo | corto |
||||
| 17,0 |
|||||||
| 19,5 |
|||||||
| 22,0 |
|||||||
| 26,0 |
|||||||
| 10,5 | 30,0 |
||||||
| 11,0 | 33,0 |
||||||
| 13,0 | 36,0 |
||||||
| 15,0 | |||||||
1.7. Los tubos con un diámetro nominal de 6, 8, 10, 15 y 20 mm se enrollan en bobinas a petición del consumidor.
Ejemplos de símbolos
Un tubo ordinario, no galvanizado, de precisión normal de fabricación, de longitud no medida, con un diámetro nominal de 20 mm, un espesor de pared de 2,8 mm, sin roscas y sin acoplamiento:
Tubería 20 2, GOST 3262-75
Lo mismo con el acoplamiento:
Tubería M-20 2, GOST 3262-75
Lo mismo, largo medido, con hilo:
Tubería R-20 2, - 4000 GOST 3262-75
Iguales, cincados, de longitud no medida, con rosca:
Tubo TS-R-20 2, GOST 3262-75
Idem, con zincado, largo a medida, con rosca:
Tubo TS-R-20 2, - 4000 GOST 3262-75
Para tubos para roscar, la letra N se indica en el símbolo después de la palabra "tubo".
Para tuberías con roscas largas, la letra D se indica después de la palabra "tubería" en el símbolo.
Para tuberías con mayor precisión de fabricación, la letra P se indica en el símbolo después del tamaño del orificio nominal.
(Edición modificada, Enmienda No. 1).
2. REQUISITOS TÉCNICOS
2.1. Las tuberías se fabrican de acuerdo con los requisitos de esta norma y de acuerdo con las regulaciones tecnológicas aprobadas de la manera prescrita, a partir de aceros de acuerdo con GOST 380-88 y GOST 1050-88 sin estandarización de propiedades mecánicas y composición química.
Las tuberías para partes de estructuras de tuberías de agua y gas están hechas de acero de acuerdo con GOST 1050-88.
2.2. A petición del consumidor, los extremos de los tubos a soldar, con un espesor de pared de 5 mm o más, deben biselarse en un ángulo de 35-40° con respecto al extremo del tubo. En este caso se debe dejar un anillo terminal de 1 - 3 mm de ancho.
A petición del consumidor, en tuberías ordinarias y reforzadas con un diámetro nominal superior a 10 mm, se aplican roscas en ambos extremos de la tubería.
2.1; 2.2. (Edición modificada, Enmienda No. 3, 4).
2.3. A petición del consumidor, las tuberías están equipadas con acoplamientos fabricados de acuerdo con GOST 8944-75, GOST 8954-75, GOST 8965-75 y GOST 8966-75 a razón de un acoplamiento por cada tubería.
(Edición modificada, Enmienda No. 3).
2.4. No se permiten grietas, manchas, hinchazones y declives en la superficie de las tuberías.
No se permite la delaminación en los extremos de las tuberías.
Se permiten abolladuras individuales, ondulaciones, rayones, rastros de decapado y otros defectos causados por el método de producción si no exceden el espesor de la pared. dimensiones mínimas, así como una capa de incrustaciones que no interfiere con la inspección.
En tuberías fabricadas mediante soldadura en horno, se permite reducir el diámetro exterior a 0,5 mm en la costura si hay un engrosamiento suave en este lugar a lo largo del diámetro interior de no más de 1,0 mm.
(Edición modificada, Enmienda No. 3, 4).
2.5. A petición del consumidor, en tuberías con un diámetro nominal de 20 mm o más, la rebaba en la superficie interior de la costura de la tubería debe cortarse o aplanarse, y la altura de la rebaba o sus huellas no debe exceder los 0,5 mm. .
A petición del consumidor, en tuberías con un diámetro nominal superior a 15 mm, fabricadas mediante soldadura en horno y reducción en caliente, se permite un suave engrosamiento con una altura no superior a 0,5 mm en la superficie interior de las tuberías en el zona de soldadura.
(Edición modificada, Enmienda No. 2, 3, 4, 5, 6).
2.6. Los extremos de los tubos deben cortarse en ángulo recto. El bisel final permitido no supera los 2°. Las rebabas restantes no deben exceder los 0,5 mm. Al eliminar las rebabas, se permite la formación de extremos romos (redondeados). Está permitido cortar tuberías en la línea del molino.
Por acuerdo entre el fabricante y el consumidor, se permiten rebabas de hasta 1 mm en tuberías con un diámetro nominal de 6 a 25 mm, fabricadas mediante soldadura en horno.
(Edición modificada, Enmienda No. 4, 6).
2.7. Las tuberías galvanizadas deben tener un recubrimiento continuo de zinc en toda su superficie con un espesor mínimo de 30 micras. Se permite la ausencia de recubrimiento de zinc en los extremos y roscas de las tuberías.
En la superficie de las tuberías galvanizadas, no se permiten burbujas e inclusiones extrañas (zinc duro, óxidos, mezcla sinterizada) ni el desprendimiento del revestimiento del metal base.
Se permiten puntos de flujo individuales y rastros de tuberías atrapadas por dispositivos de elevación, asperezas y pequeños depósitos locales de zinc.
Se permite corregir áreas individuales no galvanizadas en un 0,5%. Superficie exterior Tuberías según GOST 9.307-89.
(Edición modificada, Enmienda No. 3, 4).
2.8. Las tuberías deben soportar la presión hidráulica:
2,4 MPa (25 kgf/cm 2) - tuberías, ordinarias y ligeras;
3,1 MPa (32 kgf/cm 2) - tubos reforzados.
A petición del consumidor, las tuberías deben soportar una presión hidráulica de 4,9 MPa (50 kgf/cm2)
(Edición modificada, Enmienda No. 2, 3, 5).
2.9. Los tubos con un diámetro nominal de hasta 40 mm inclusive deben resistir la prueba de flexión alrededor de un mandril con un radio igual a 2,5 diámetros exteriores, y con un diámetro nominal de 50 mm, en un mandril con un radio igual a 3,5 diámetros exteriores.
A petición del consumidor, las tuberías deberán resistir la prueba de distribución:
para tuberías con un diámetro nominal de 15 a 50 mm: al menos el 7%;
para tuberías con un diámetro nominal de 65 o más, al menos el 4%.
A petición del consumidor, las tuberías deberán resistir la prueba de aplanamiento hasta una distancia entre las superficies aplanadas igual a 2/3 del diámetro exterior de las tuberías.
(Edición modificada, Enmienda No. 2, 3, 5).
2.10. A petición del consumidor, las propiedades mecánicas de las tuberías para partes de estructuras de tuberías de agua y gas deben cumplir con GOST 1050-88.
2.11. Las roscas de las tuberías deben estar limpias, sin defectos ni rebabas y cumplir con GOST 6357-81, clase de precisión B.
Al ensamblar con sellos se utilizan tubos con rosca cilíndrica.
2.10; 2.11. (Edición modificada, Enmienda No. 3, 4).
2.12. En la costura se permite el ennegrecimiento de los hilos si la reducción de la altura normal del perfil del hilo no supera el 15%, y a petición del consumidor no supera el 10%.
Se permiten hilos con hilos rasgados (para cortes) o incompletos (para enrollados), siempre que su longitud total no exceda el 10% de la longitud requerida del hilo y, a petición del consumidor, no exceda el 5%.
(Edición modificada, Enmienda No. 2, 3, 5).
2.13. Sobre un hilo se permite reducir la longitud útil del hilo (sin correr) hasta un 15% respecto a lo indicado en la tabla. 4, y a petición del consumidor hasta el 10%.
(Edición modificada, Enmienda No. 2, 3, 5).
2.14. El roscado de tubos galvanizados se realiza después del galvanizado.
2.15. (Eliminado, Enmienda No. 3).
2.16. A petición del consumidor, las soldaduras de tuberías se someten a pruebas utilizando métodos no destructivos.
(Edición modificada, Enmienda No. 5).
3. NORMAS DE ACEPTACIÓN
3.1. Las tuberías se aceptan en lotes. El lote debe consistir en tuberías del mismo tamaño, de la misma marca y estar acompañado de un documento de calidad de acuerdo con GOST 10692-80 con la adición de tuberías destinadas a la fabricación de piezas para estructuras de tuberías de agua y gas, hechas de acero. de acuerdo con GOST 1050-88: composición química y propiedades mecánicas del acero de acuerdo con el documento sobre la calidad del fabricante de la pieza.
El peso del lote no supera las 60 toneladas.
(Edición modificada, Enmienda No. 3, 4).
3.2. Cada tubería del lote se somete a inspección de superficie, dimensiones y curvatura.
Está permitido utilizar métodos de control estadístico de acuerdo con GOST 18242-72 c nivel normal. Los planes de control se establecen mediante acuerdo entre el fabricante y el consumidor.
El diámetro exterior de las tuberías se comprueba a una distancia de al menos 15 mm del extremo de la tubería.
(Edición modificada, Enmienda No. 3, 4, 5).
3.3. Para controlar los parámetros de la rosca, comprobar la dilatación, el aplanamiento, la flexión, la altura de la rebaba interna, los restos de rebaba, el ángulo recto y el ángulo del chaflán (para tubos con bordes biselados), propiedades mecánicas, no más de Se seleccionan del 1%, pero no menos de dos tubos del lote, y para los tubos fabricados mediante soldadura continua en horno, dos tubos por lote.
(Edición modificada, Enmienda No. 3, 4).
3.4. Todas las tuberías están sujetas a control de peso.
(Edición modificada, Enmienda No. 3).
3.5. Cada tubería se somete a pruebas de presión hidráulica. Con un control de calidad del 100% de la soldadura mediante métodos no destructivos, no se podrán realizar pruebas de presión hidráulica. Al mismo tiempo, se garantiza la capacidad de las tuberías para resistir la presión hidráulica de prueba.
(Edición modificada, Enmienda No. 6).
3.6. Para comprobar el espesor del recubrimiento de zinc en la superficie exterior y en lugares accesibles de la superficie interior, se seleccionan dos tubos del lote.
(Edición modificada, Enmienda No. 2).
3.7. Si se obtienen resultados insatisfactorios para al menos uno de los indicadores, se repite la prueba con una muestra doble.
Los resultados de las pruebas repetidas se aplican a todo el lote.
4. MÉTODOS DE PRUEBA
4.1. Para el control de calidad, se corta una muestra de cada tubería seleccionada para cada tipo de prueba.
La prueba de tracción se realiza según GOST 10006-80. En lugar de ensayos de tracción, se permite controlar las propiedades mecánicas mediante métodos no destructivos.
4.2. La superficie de las tuberías se inspecciona visualmente.
4.3. Prueba hidráulica llevado a cabo de acuerdo con GOST 3845-75 con exposición bajo presión de prueba durante al menos 5 s.
4.4. La prueba de flexión se realiza según GOST 3728-78. Los tubos galvanizados se prueban antes del recubrimiento.
(Edición modificada, Enmienda No. 3).
4.4a. La prueba de expansión se realiza según GOST 8694-75 en un mandril cónico con un ángulo de cono de 6°.
Se permite realizar pruebas en un mandril con un ángulo cónico de 30°.
(Edición modificada, Enmienda No. 3, 4).
4.4b. La prueba de aplanamiento se realiza según GOST 8695-75.
(Edición modificada, Enmienda No. 3).
4,4v. La inspección de soldadura se realiza mediante métodos no destructivos de acuerdo con la documentación técnica y reglamentaria.
(Introducida adicionalmente, Enmienda No. 3).
4.5. El espesor del recubrimiento de zinc en la superficie exterior y en lugares accesibles en la superficie interior se controla de acuerdo con GOST 9.301-86 y GOST 9.302-88, así como con dispositivos del tipo MT-41NT, MTZON o Impulse según el documentación normativa y técnica.
4.6. La rosca se verifica utilizando calibres de anillo de rosca de acuerdo con GOST 2533-88 (tercera clase de precisión).
En este caso, el atornillado del calibre anular no pasa a la rosca no debe realizarse más de tres vueltas.
(Edición modificada, Enmienda No. 3, 4).
4.7. La curvatura de las tuberías se controla mediante una regla según GOST 8026-92 y un juego de sondas según TU 2-034-225-87.
(Edición modificada, Enmienda No. 3, 5).
4.8. El ángulo recto de los extremos de las tuberías se controla con un cuadrado de 90° de 160x100 mm, clase 3 GOST 3749-77, un juego de sondas de placa 4 TU 2-034-225-87 o un inclinómetro GOST 5378-88. El ángulo de bisel del chaflán se controla con un transportador según GOST 5378-88.
(Edición modificada, Enmienda No. 3, 6).
4.9. El diámetro exterior se verifica utilizando micrómetros lisos de acuerdo con GOST 6507-90, calibres de abrazadera de acuerdo con GOST 2216-84 o GOST 18362-73.
El espesor de la pared, la altura de las rebabas internas y la altura de las rebabas se miden con un micrómetro según GOST 6507-90 o un medidor de pared según GOST 11358-89 en ambos extremos de la tubería.
La longitud de las tuberías se mide con una cinta métrica según GOST 7502-89. Los hilos se controlan con calibres de acuerdo con GOST 2533-88.
La masa de un lote de tuberías se controla en escalas de no más de 10 toneladas con un valor de división de no más de 20 kg.
(Edición modificada, Enmienda No. 3, 4, 5, 6).
4.10. La inspección de soldaduras se realiza mediante métodos no destructivos según la documentación técnica.
(Introducida adicionalmente, Enmienda No. 4).
5. ETIQUETADO, EMBALAJE, TRANSPORTE Y ALMACENAMIENTO
5.1. El etiquetado, embalaje, transporte y almacenamiento se realizan de acuerdo con GOST 10692-80 además.
5.1.1. Las roscas de las tuberías deben protegerse contra daños mecánicos y corrosión mediante lubricante de acuerdo con la documentación técnica y reglamentaria.
Segundo. 5. (Edición modificada, Enmienda No. 3).
DATOS DE INFORMACIÓN
1. DESARROLLADO E INTRODUCIDO por el Ministerio de Metalurgia Ferrosa de la URSS
DESARROLLADORES
V. I. Struzhok, Doctor. tecnología. ciencias, V. M. Vorona, Doctor. tecnología. ciencias, Yu.M. Mirónov, Doctor. tecnología. rincón, A. I. Postolova
2. APROBADO Y ENTRADO EN VIGOR por Resolución del Comité Estatal de Normas de la URSS de fecha 09.11.75 No. 2379
3. Frecuencia de inspección 5 años
4. EN LUGAR DE GOST 3262-62
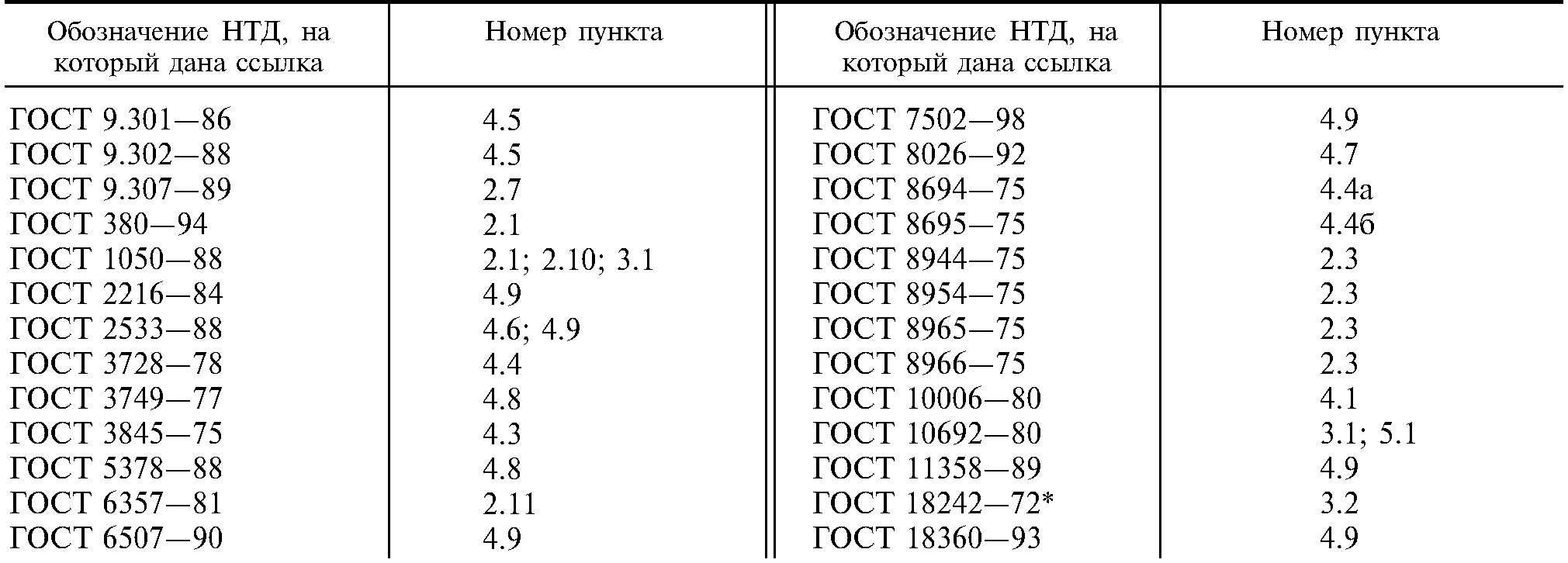
5. DOCUMENTOS REGLAMENTARIOS Y TÉCNICOS DE REFERENCIA
| Número de artículo |
|
| GOST 9.301-86 | |
| GOST 9.302-88 | |
| GOST 9.307-89 | |
| GOST 380-88 | |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | |
| GOST 8954-75 | |
| GOST 8965-75 | |
| GOST 8966-75 | |
| GOST 10006-80 | |
| GOST 10692-80 | |
| GOST 11358-89 | |
| GOST 18242-72 | |
| GOST 18363-73 | |
| TU 2-034-225-88 | 4.7, 4.8 |
6. Reedición (mayo de 1994) con las Enmiendas No. 1, 2, 3, 4, 5, 6, aprobadas en noviembre de 1977, diciembre de 1978, enero de 1987, mayo de 1988, noviembre de 1989, noviembre de 1991 (IUS 1-78, 2 -79, 4-87, 8-88, 2-90, 2-92)
Tuberías de acero para abastecimiento de agua y gas. Especificaciones
GOST 3262-75
OKP 13 8500, OKP 13 8501
Fecha de introducción 01/01/77
Esta norma se aplica a tuberías soldadas de acero galvanizado y no galvanizado con roscas cilíndricas cortadas o laminadas y sin roscas, utilizadas para tuberías de agua y gas, sistemas de calefacción, así como para partes de estructuras de tuberías de agua y gas.
(Edición modificada, Enmienda No. 2, 3, 5).
1. SURTIDO
1.1. Los tubos se fabrican según las dimensiones y el peso indicados en la tabla. 1.
A petición del consumidor, los tubos de serie ligera destinados al laminado de roscas se fabrican según las dimensiones y peso indicados en la tabla. 2.
(Edición modificada, Enmienda No. 1, 3).
1.2. La longitud de la tubería se realiza de 4 a 12 m:
longitud medida o medida múltiple con un margen para cada corte de 5 mm y una desviación longitudinal en toda la longitud más 10 mm;
de longitud no medida.
Por acuerdo entre el fabricante y el consumidor, se permite hasta un 5% de tuberías con una longitud de 1,5 a 4 m en un lote de tuberías sin medir.
tabla 1
Tabla 2
Notas:
1. Para roscas realizadas por laminación sobre una tubería, se permite reducir su diámetro interno hasta en un 10% en toda la longitud de la rosca.
2. La masa de 1 m de tubería se calcula con una densidad del acero de 7,85 g/cm 3 . Las tuberías galvanizadas son un 3% más pesadas que las no galvanizadas.
1.3. Las desviaciones máximas en los tamaños de las tuberías no deben exceder las indicadas en la tabla. 3.
Tabla 3
Notas:
1. La desviación máxima en dirección positiva para el espesor de la pared está limitada por las desviaciones máximas para la masa de las tuberías.
2. Las tuberías de precisión de fabricación estándar se utilizan para el suministro de agua, tuberías de gas y sistemas de calefacción. Para partes de estructuras de tuberías de agua y gas se utilizan tuberías con mayor precisión de fabricación.
1.4. Las desviaciones máximas en la masa de las tuberías no deben exceder el +8%.
A petición del consumidor, las desviaciones máximas de masa no deben exceder:
7,5% - por el partido;
10% - para una tubería separada.
(Edición modificada, Enmienda No. 2, 5).
1.5. La curvatura de las tuberías por 1 m de longitud no debe exceder:
2 mm - con diámetro nominal de hasta 20 mm inclusive;
1,5 mm - con un diámetro nominal superior a 20 mm.
1.6. Las roscas de las tuberías pueden ser largas o cortas. Los requisitos de hilo deben corresponder a los indicados en la tabla. 4.
Tabla 4
1.7. Los tubos con un diámetro nominal de 6, 8, 10, 15 y 20 mm se enrollan en bobinas a petición del consumidor.
EJEMPLOS DE NOTACIONES CONDICIONALES
Un tubo ordinario, no galvanizado, de precisión normal de fabricación, de longitud no medida, con un diámetro nominal de 20 mm, un espesor de pared de 2,8 mm, sin roscas y sin acoplamiento:
Tubería 20 -2,8 TOST 3262-75
Lo mismo con el acoplamiento:
Tubo M-20 -2,8 TOST 3262-75
Lo mismo, largo medido, con hilo:
Tubería R-20 2.8-4000 TOST 3262-75
Iguales, cincados, de longitud no medida, con rosca:
Tubo Ts-R-20 -2.8 TOST 3262-75
Idem, con zincado, largo a medida, con rosca:
Tubería Ts-R-20 -2.8-4000 TOST 3262-75
Para tubos para roscar, la letra N se indica en el símbolo después de la palabra "tubo".
Para tuberías con roscas largas, la letra D se indica después de la palabra "tubería" en el símbolo.
Para tuberías con mayor precisión de fabricación, la letra P se indica en el símbolo después del tamaño del orificio nominal.
(Edición modificada, Enmienda No. 1).
2. REQUISITOS TÉCNICOS
2.1. Las tuberías se fabrican de acuerdo con los requisitos de esta norma y de acuerdo con las regulaciones tecnológicas aprobadas de la manera prescrita, a partir de aceros de acuerdo con GOST 380 y GOST 1050 sin estandarización de propiedades mecánicas y composición química.
Las tuberías para partes de estructuras de tuberías de agua y gas están hechas de acero de acuerdo con GOST 1050.
2.2. A petición del consumidor, los extremos de los tubos a soldar con un espesor de pared de 5 mm o más deben biselarse en un ángulo de 35-40° con respecto al extremo del tubo. En este caso se debe dejar un anillo terminal de 1-3 mm de ancho.
A petición del consumidor, en tuberías ordinarias y reforzadas con un diámetro nominal superior a 10 mm, se aplican roscas en ambos extremos de la tubería.
2.1, 2.2. (Edición modificada, Enmienda No. 3, 4).
2.3. A petición del consumidor, las tuberías están equipadas con acoplamientos fabricados de acuerdo con GOST 8944, GOST 8954, GOST 8965 y GOST 8966, a razón de un acoplamiento por cada tubería.
(Edición modificada, Enmienda No. 3).
2.4. No se permiten grietas, manchas, hinchazones y declives en la superficie de las tuberías.
No se permite la delaminación en los extremos de las tuberías.
Se permiten abolladuras individuales, ondulaciones, rayones, rastros de decapado y otros defectos causados por el método de producción, si no llevan el espesor de la pared más allá de las dimensiones mínimas, así como una capa de incrustaciones que no interfiera con la inspección.
En tuberías fabricadas mediante soldadura en horno, se permite reducir el diámetro exterior a 0,5 mm en la costura si hay un engrosamiento suave en este lugar a lo largo del diámetro interior de no más de 1,0 mm.
(Edición modificada, Enmienda No. 3, 4).
2.5. A petición del consumidor, en tuberías con un diámetro nominal de 20 mm o más, la rebaba en la superficie interior de la costura de la tubería debe cortarse o aplanarse, y la altura de la rebaba o su rastro no debe exceder los 0,5 mm. .
A petición del consumidor, en tuberías con un diámetro nominal superior a 15 mm, fabricadas mediante soldadura en horno y reducción en caliente, se permite un suave engrosamiento con una altura no superior a 0,5 mm en la superficie interior de las tuberías en el zona de soldadura.
(Edición modificada, Enmienda No. 2, 3, 4, 5, 6).
2.6. Los extremos de los tubos deben cortarse en ángulo recto. Se permite un bisel final de más de 2°. Las rebabas restantes no deben exceder los 0,5 mm. Al eliminar las rebabas, se permite despuntar (redondear) los extremos. Está permitido cortar tuberías en la línea del molino.
Por acuerdo entre el fabricante y el consumidor, se permiten rebabas de hasta 1 mm en tuberías con un diámetro nominal de 6 a 25 mm, fabricadas mediante soldadura en horno.
(Edición modificada, Enmienda No. 4, 6).
2.7. Las tuberías galvanizadas deben tener un recubrimiento continuo de zinc en toda su superficie con un espesor mínimo de 30 micras. Se permite la ausencia de recubrimiento de zinc en los extremos y roscas de las tuberías.
En la superficie de las tuberías galvanizadas, no se permiten burbujas e inclusiones extrañas (zinc duro, óxidos, mezcla sinterizada) ni el desprendimiento del revestimiento del metal base.
Se permiten puntos de flujo individuales y rastros de tuberías atrapadas por dispositivos de elevación, asperezas y pequeños depósitos locales de zinc.
Está permitido corregir áreas individuales no galvanizadas en el 0,5% de la superficie exterior de la tubería de acuerdo con GOST 9.307.
(Edición modificada, Enmienda No. 3, 4).
2.8. Las tuberías deben soportar la presión hidráulica:
2,4 MPa (25 kgf/cm 2) - tuberías ordinarias y ligeras;
3,1 MPa (32 kgf/cm 2) - tubos reforzados.
A petición del consumidor, las tuberías deben soportar una presión hidráulica de 4,9 MPa (50 kgf/cm2).
2.9. Los tubos con un diámetro nominal de hasta 40 mm inclusive deben resistir la prueba de flexión alrededor de un mandril con un radio igual a 2,5 diámetros exteriores, y con un diámetro nominal de 50 mm, en un mandril con un radio igual a 3,5 diámetros exteriores.
A petición del consumidor, las tuberías deberán resistir la prueba de distribución:
para tuberías con un diámetro nominal de 15 a 50 mm: al menos el 7%;
para tuberías con un diámetro nominal de 65 mm o más, al menos el 4%.
A petición del consumidor, las tuberías deberán resistir la prueba de aplanamiento a una distancia entre superficies aplanadas igual a 2/3 del diámetro exterior de las tuberías.
2.8, 2.9. (Edición modificada, Enmienda No. 2, 3, 5).
2.10. A petición del consumidor, las propiedades mecánicas de las tuberías para partes de estructuras de tuberías de agua y gas deben cumplir con GOST 1050.
2.11. Las roscas de las tuberías deben estar limpias, sin defectos ni rebabas y cumplir con GOST 6357, clase de precisión B.
Al ensamblar con sellos se utilizan tubos con rosca cilíndrica.
2.10, 2.11. (Edición modificada, Enmienda No. 3, 4).
2.12. En la costura se permite el ennegrecimiento de los hilos si la reducción de la altura normal del perfil del hilo no supera el 15%, y a petición del consumidor no supera el 10%.
Se permiten hilos con hilos rotos (para cortes) o incompletos (para enrollados), siempre que su longitud total no exceda el 10% de la longitud requerida del hilo y, según los requisitos del consumidor, no exceda el 5%.
2.13. Sobre un hilo se permite reducir la longitud útil del hilo (sin correr) hasta un 15% respecto a lo indicado en la tabla. 4, y a petición del consumidor, hasta el 10%.
2.12, 2.13. (Edición modificada, Enmienda No. 2, 3, 5).
2.14. El roscado de tubos galvanizados se realiza después del galvanizado.
2.15. (Eliminado, Enmienda No. 3).
2.16. A petición del consumidor, las soldaduras de tuberías se someten a pruebas utilizando métodos no destructivos.
(Edición modificada, Enmienda No. 5).
3. NORMAS DE ACEPTACIÓN
3.1. Las tuberías se aceptan en lotes. El lote debe constar de tuberías del mismo tamaño, del mismo grado de acero y estar acompañado de un documento de calidad de acuerdo con GOST 10692 con la adición de tuberías destinadas a la fabricación de piezas para estructuras de tuberías de agua y gas, hechas de acero. de acuerdo con GOST 1050; composición química y propiedades mecánicas del acero, de acuerdo con el documento sobre la calidad del fabricante de la pieza de trabajo.
Peso del lote: no más de 60 toneladas.
(Edición modificada, Enmienda No. 3, 4).
3.2. Cada tubería del lote se somete a inspección de superficie, dimensiones y curvatura.
Está permitido utilizar métodos de control estadístico de acuerdo con GOST 18242 con un nivel normal. Los planes de control se establecen mediante acuerdo entre el fabricante y el consumidor.
El diámetro exterior de las tuberías se comprueba a una distancia de al menos 15 mm del extremo de la tubería.
(Edición modificada, Enmienda No. 3, 4, 5).
3.3. Para controlar los parámetros de la rosca, comprobar la dilatación, el aplanamiento, la flexión, la altura de la rebaba interna, los restos de rebaba, el ángulo recto y el ángulo del chaflán (para tubos con bordes biselados), propiedades mecánicas, no más de Se selecciona el 1%, pero no menos de dos tubos del lote, y para los tubos fabricados mediante soldadura continua en horno, dos tubos por lote.
(Edición modificada, Enmienda No. 3, 4).
3.4. Todas las tuberías están sujetas a control de peso.
(Edición modificada, Enmienda No. 3).
3.5. Cada tubería se somete a pruebas de presión hidráulica. Con un control de calidad del 100% de la soldadura mediante métodos no destructivos, no se podrán realizar pruebas de presión hidráulica. Al mismo tiempo, se garantiza la capacidad de las tuberías para resistir la presión hidráulica de prueba.
(Edición modificada, Enmienda No. 6).
3.6. Para comprobar el espesor del recubrimiento de zinc en la superficie exterior y en lugares accesibles de la superficie interior, se seleccionan dos tubos del lote.
(Edición modificada, Enmienda No. 2).
3.7. Si se obtienen resultados insatisfactorios en al menos uno de los indicadores, se realizan pruebas repetidas en una muestra doble.
Los resultados de las pruebas repetidas se aplican a todo el lote.
4. MÉTODOS DE PRUEBA
4.1. Para el control de calidad, se corta una muestra de cada tubería seleccionada para cada tipo de prueba.
La prueba de tracción se lleva a cabo de acuerdo con GOST 10006. En lugar de la prueba de tracción, se permite controlar las propiedades mecánicas mediante métodos no destructivos.
4.2. La inspección de la superficie de la tubería se realiza visualmente.
4.3. Las pruebas hidráulicas se llevan a cabo de acuerdo con GOST 3845 con exposición a presión de prueba durante al menos 5 s.
4.4. La prueba de flexión se realiza de acuerdo con GOST 3728. Los tubos galvanizados se prueban antes del recubrimiento.
(Edición modificada, Enmienda No. 3).
4.4a. La prueba de expansión se realiza según GOST 8694 en un mandril cónico con un ángulo de cono de 6°.
Se permiten pruebas en un mandril con un ángulo cónico de 30°.
(Edición modificada, Enmienda No. 3, 4).
4.46. La prueba de aplanamiento se realiza según GOST 8695.
(Edición modificada, Enmienda No. 3).
4,4v. La inspección de soldadura se lleva a cabo mediante métodos no destructivos de acuerdo con la documentación reglamentaria.
(Introducida adicionalmente, Enmienda No. 3).
4.5. El espesor del recubrimiento de zinc en la superficie exterior y en lugares accesibles en la superficie interior se controla de acuerdo con GOST 9.301 y GOST 9.302, así como con dispositivos de tipo MT-41NT, MTZON o Impulse de acuerdo con la documentación reglamentaria.
4.6. La rosca se verifica utilizando calibres de anillo de rosca de acuerdo con GOST 2533 (tercera clase de precisión).
En este caso, el atornillado del calibre anular no pasa a la rosca no debe realizarse más de tres vueltas.
(Edición modificada, Enmienda No. 3, 4).
4.7. La curvatura de las tuberías se controla mediante una regla según GOST 8026 y un juego de palpadores según ND.
(Edición modificada, Enmienda No. 3, 5).
4.8. El ángulo recto de los extremos de los tubos se controla con un cuadrado de 90° de 160-100 mm de clase 3 según GOST 3749, un juego de sondas de placa 4 según ND o un transportador según GOST 5378. El ángulo de bisel se controla con un transportador según GOST 5378.
(Edición modificada, Enmienda No. 3, 6).
4.9. El diámetro exterior se verifica utilizando micrómetros lisos de acuerdo con GOST 6507, calibres de abrazadera de acuerdo con GOST 2216 o GOST 18360.
El espesor de la pared, la altura de las rebabas internas y la altura de las rebabas se miden con un micrómetro según GOST 6507 o un medidor de pared según GOST 11358 en ambos extremos de la tubería.
La longitud de las tuberías se mide con una cinta métrica de acuerdo con GOST 7502. Las roscas se controlan con calibres de acuerdo con GOST 2533.
La masa de un lote de tuberías se controla en escalas de no más de 10 toneladas con un valor de división de no más de 20 kg.
(Edición modificada, Enmienda No. 3, 4, 5, 6).
4.10. La inspección de soldaduras se realiza mediante métodos no destructivos según la documentación técnica.
(Introducida adicionalmente, Enmienda No. 4).
5. ETIQUETADO, EMBALAJE, TRANSPORTE Y ALMACENAMIENTO
5.1. El etiquetado, embalaje, transporte y almacenamiento se realizan de acuerdo con GOST 10692 además.
5.1.1. Las roscas de las tuberías deben protegerse contra daños mecánicos y corrosión mediante lubricante de acuerdo con la documentación reglamentaria.
Segundo. 5. (Edición modificada, Enmienda No. 3).
DATOS DE INFORMACIÓN
1. DESARROLLADO E INTRODUCIDO por el Ministerio de Metalurgia Ferrosa de la URSSDESARROLLADORES
V. I. Struzhok, Ph.D. tecnología. ciencias; VM Vorona, Ph.D. tecnología. ciencias; Yu.M. Mironov, Ph.D. tecnología. ciencias; A. I. Postolova
2. APROBADO Y ENTRADO EN VIGOR por Resolución del Comité Estatal de Normas de la URSS de 11 de septiembre de 1975 No. 2379
3. Frecuencia de inspección: 5 años.
4. EN LUGAR DE GOST 3262-62
5. DOCUMENTOS REGLAMENTARIOS Y TÉCNICOS DE REFERENCIA
6. Las restricciones de validez fueron eliminadas por el Decreto Gosstandart N° 1726 del 12 de noviembre de 1991.
7. EDICIÓN con Enmiendas No. 1, 2, 3, 4, 5, 6, aprobadas en enero de 1987, mayo de 1988, noviembre de 1989, noviembre de 1991 2-90, 2-92)
En el territorio Federación Rusa GOST R 50779.71-99 es válido.