a) sinusukat o maramihang nasusukat na haba na may allowance para sa bawat hiwa na 5 mm at isang longitudinal deviation para sa buong haba at 10 mm;
b) hindi nasusukat na haba.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili sa isang batch ng hindi nasusukat mga tubo ng tubig at gas hanggang 5% ng mga tubo na may haba na 1.5 hanggang 4 m ay pinapayagan.
Para sa isang thread na ginawa sa pamamagitan ng knurling, ang pagbawas sa panloob na diameter nito na hanggang 10% kasama ang buong haba ng thread ay pinapayagan sa pipe. Timbang 1 m tubo ng tubig kinakalkula na may density ng bakal na 7.85 g/cm. Galvanized na mga tubo ng tubig 3% mas mabigat kaysa sa mga hindi yero.
Tandaan: Ang maximum na paglihis sa plus side sa kahabaan ng kapal ng pader ay limitado ng pinakamataas na paglihis sa masa mga tubo ng tubig at gas. Ang mga tubo ng tubig at gas ng ordinaryong katumpakan ng pagmamanupaktura ay ginagamit para sa mga tubo ng tubig, mga pipeline ng gas at mga sistema ng pag-init.
Ang mga tubo ng tubig at gas na may mas mataas na katumpakan ng pagmamanupaktura ay ginagamit para sa mga bahagi ng mga istruktura ng pipeline ng tubig at gas.
Ang maximum na mga paglihis sa masa ng mga tubo ay hindi dapat lumampas sa + 8%. Sa kahilingan ng mamimili, ang maximum na mga paglihis sa masa ay hindi dapat lumampas sa: + 7.5% - para sa batch; + 10% - para sa isang hiwalay na tubo.
Ang kurbada ng mga tubo ng tubig at gas bawat 1 m ng haba ay hindi dapat lumampas sa: 2 mm - na may isang nominal na bore na hanggang 20 mm kasama; 1.5 mm - na may nominal na bore na higit sa 20 mm.
Ang mga tubo ng tubig at gas na may nominal na bore na 6, 8,10,15 at 20 mm ay nasugatan sa mga coils sa kahilingan ng mamimili. Mga halimbawa ng mga simbolo:
Ordinaryong tubo, hindi galvanized, ng karaniwang katumpakan ng pagmamanupaktura, random na haba, na may nominal na bore na 20 mm, isang kapal ng pader na 2.8 mm, walang sinulid at walang pagkabit: pipe 20x2.8 GOST 3262-75.
Ang parehong, na may isang pagkabit: pipe M-20x2.8 GOST 3262-75.
Ang parehong, sinusukat na haba, na may thread: R-20x2 pipe, 8-4000 GOST 3262-75.
Para sa mga tubo ng tubig at gas para sa paggulong ng sinulid simbolo pagkatapos ng salitang "pipe" ang titik H ay ipinahiwatig.
Para sa mga tubo ng tubig at gas na may mahabang sinulid, ang letrang D ay ipinahiwatig pagkatapos ng salitang "pipe" sa simbolo.
Para sa mga tubo ng tubig at gas ng mas mataas na katumpakan ng pagmamanupaktura, ang titik P ay ipinahiwatig sa simbolo pagkatapos ng laki ng kondisyonal na daanan.
Mga parameter ng mga tubo ng tubig at gas (GOST 3262-75)
| DU May kundisyon pagtatalaga | Panlabas na diameter, mm | Mga baga | Ordinaryo | Pinatibay | ||||||
| Kapal ng pader, mm | Timbang 1m, kg | Mga metro kada tonelada | Kapal ng pader, mm | Timbang 1m, kg | Mga metro kada tonelada | Kapal ng pader, mm | Timbang 1m, kg | Mga metro kada tonelada | ||
| 6 | 10,2 | 1,8 | 0,37 | 2681,8 | 2,0 | 0,40 | 2472,5 | 2,5 | 0,47 | 2106,4 |
| 8 | 13,5 | 2,0 | 0,57 | 1763,0 | 2,2 | 0,61 | 1631,1 | 2,8 | 0,74 | 1353,4 |
| 10 | 17,0 | 2,0 | 0,74 | 1351,6 | 2,8 | 0,98 | 1019,8 | 2,8 | 0,98 | 1019,8 |
| 15 | 21,3 | 2,5 | 1,16 | 862,7 | 2,8 | 1,28 | 782,8 | 3,2 | 1,43 | 700,1 |
| 20 | 26,8 | 2,5 | 1,50 | 667,5 | 2,8 | 1,66 | 603,4 | 3,2 | 1,86 | 536,9 |
| 25 | 33,5 | 2,8 | 2,12 | 471,7 | 3,2 | 2,39 | 418,2 | 4,0 | 2,91 | 343,6 |
| 32 | 42,3 | 2,8 | 2,73 | 366,6 | 3,2 | 3,09 | 324,1 | 4,0 | 3,78 | 264,7 |
| 40 | 48,0 | 3,0 | 3,33 | 300,4 | 3,5 | 3,84 | 260,3 | 4,0 | 4,34 | 230,4 |
| 50 | 60,0 | 3,0 | 4,22 | 237,1 | 3,5 | 4,88 | 205,1 | 4,5 | 6,16 | 162,4 |
| 65 | 75,5 | 3,2 | 5,71 | 175,3 | 4,0 | 7,05 | 141,8 | 4,5 | 7,88 | 126,9 |
| 80 | 88,5 | 3,5 | 7,34 | 136,3 | 4,0 | 8,34 | 120,0 | 4,5 | 9,32 | 107,3 |
| 90 | 101,3 | 3,5 | 8,44 | 118,5 | 4,0 | 9,60 | 104,2 | 4,5 | 10,74 | 93,1 |
| 100 | 114,0 | 4,0 | 10,85 | 92,2 | 4,5 | 12,15 | 82,3 | 5,0 | 13,44 | 74,4 |
| 125 | 140,0 | 4,0 | 13,42 | 74,5 | 4,5 | 15,04 | 66,5 | 5,5 | 18,24 | 54,8 |
| 150 | 165,0 | 4,0 | 15,88 | 63,0 | 4,5 | 17,81 | 56,1 | 5,5 | 21,63 | 46,2 |
Ang bakal na tubig at gas pipe, galvanized at non-galvanized (itim) na may hiwa o knurled cylindrical na mga sinulid at walang sinulid, ay ginawa ayon sa nominal bore (DN) at kapal ng pader ayon sa GOST 3262-75 .
Dapat tumugma ang piping GOST 3262-75 .
Ang haba ng tubo ay ginawa:
- sinusukat ang haba - mula 4 dati 12m;
- hindi nasusukat na haba, sa loob ng sinusukat.
- ordinaryong katumpakan;
- nadagdagan ang katumpakan.
Ang mga tubo ng kategoryang VGP ay isang pangkat ng mga tubo ng tubig at gas na gawa sa bakal. Bukod dito, may mga galvanized at non-galvanized na mga opsyon. Ang mga tubo ay guwang, cylindrical ang hugis, na may longitudinal welded seam.
Ang kategorya ay may tatlong mga pagpipilian para sa kapal ng pader - makapal na pader, katamtaman at manipis na pader. Ang isang assortment ng ganitong kalikasan ay ginagawang posible na gumamit ng mga tubo na partikular na angkop para sa proyekto kung saan ginagamit ang mga ito.
Mga parameter ng produkto
Ang pangalan ay nagsasalita para sa sarili nito - ang isang tubo ng ganitong uri ay maaaring magamit kapwa sa mga sistema ng pagtutubero at sa mga pipeline ng gas. Sa prinsipyo, ang VGP pipe ay itinuturing na isang unibersal na opsyon para sa maraming mga aplikasyon.
Ang mga karaniwang tubo ay may haba ng mga segment mula 4 m hanggang 12 m. Bukod dito, mayroong isang pagpipilian ng materyal - walang thread, o may isang cylindrical o knurled thread sa mga dulo. Bukod dito, maaari itong maging maikli o mahaba - ang lahat ay nakasalalay sa mga nuances na ginagamit.

Karaniwan, ang VGP pipe ay may tatlong kategorya ng lakas:
- Ordinaryo.
- Mga baga.
- Pinatibay.
Kahit na ang mga naturang tubo ay mas mabigat kaysa sa mga di-galvanized, sa pamamagitan ng halos 3%, ang patong ay nagbibigay ng isang mahusay na resulta kapag ang mga likido ay dumaan sa linya. Ang tubo ay hindi kinakalawang, at ang buhay ng serbisyo nito ay pinalawig nang malaki.
Mga kalamangan ng VGP pipe
- Ang mga karaniwang tubo na VGP GOST 3262 75 ay gawa sa mataas na kalidad na bakal.
- Ang tinatawag na "black pipe" ng VGP ay may reinforced welded seam.
- Ang mga tubo ng ganitong uri ay may tatlong kategorya na maginhawa para sa mamimili - liwanag, reinforced at ordinaryong. Ito ay nagpapahintulot sa iyo na pumili ng tamang opsyon para sa perpektong disenyo ng highway.
- Ang thread sa mga dulo ng mga tubo ay maaaring mahaba, maikli, o inilapat, depende sa kagustuhan ng customer, sa nais na bahagi sa kinakailangang mga parameter.
- Ang mga tubo ng kategoryang ito ay ibinibigay alinman sa mayroon o walang mga coupling.
- Ang mga parameter ng pipe ay maaaring ipahiwatig sa pulgada, na itinuturing na pamantayan.
- Ang mga tubo na ibinebenta ay sumasailalim sa mandatoryong hydro-vortex control, kaya ang pagsunod sa mga pamantayan ay maaaring ituring na halos perpekto.
- Ang mababang gastos na may mahusay na kalidad ng produkto ay ang tagagarantiya ng mga itinalagang pamantayan at regulasyon.
- Kagalingan sa maraming bagay sa aplikasyon. Ang mga tubo ng tamang uri ay perpekto para sa pag-install at pagkumpuni ng halos anumang kategorya.
- Isang malaking hanay ng mga uri ng tubo - mula sa hot-rolled seamless hanggang sa cold-rolled at electric-welded na mga opsyon.
- Ang pagkakaroon ng mga bahagi - flanges, couplings, tees, bends, transition at iba pang mga bagay, pati na rin ang posibilidad ng kanilang madaling paggamit sa pag-install ng trabaho.
Tulad ng naiintindihan mo, ang mga karaniwang VGP pipe GOST 3262 75 ay may malawak na hanay ng mga aplikasyon. Ang pagkakaroon ng hindi bababa sa tatlong uri ng ganitong uri ay ginagawang posible na gamitin ang mga ito sa halos lahat ng mga lugar ng mga pipeline. Bukod dito, posible na pumili ng isang kategorya para sa uri ng linya, na may maraming pagpili ng mga uri ng tubo para sa pag-install nito.
/ GOST 3262-75. Mga tubo na bakal na tubig at gas. Mga pagtutukoy.
Na-update: 09.02.2006
UDC 669.14-462:006.354 Pangkat B62
BAKAL NA TUBIG AT GAS PIPES
TEKNIKAL NA KONDISYON
GOST 3262-75
STANDARDS PUBLISHING HOUSE
PAMANTAYAN NG ESTADO NG UNYON NG SSR
GOST STEEL WATER PIPES
Pagtutukoy 3262-75
mga tubo ng bakal na suplay ng tubig at gas
teknikal na kondisyon
OKP 138500, OKP 138501
Petsa ng pagpapakilala 01.01.77
Nalalapat ang pamantayang ito sa mga non-galvanized at galvanized steel welded pipe na may sinulid o knurled na cylindrical na mga thread at walang mga thread na ginagamit para sa mga pipeline ng tubig at gas, mga sistema ng pag-init, gayundin para sa mga bahagi ng mga istruktura ng pipeline ng tubig at gas.
1. ASSORTMENT
1.1. Ang mga tubo ay ginawa ayon sa mga sukat at bigat na ibinigay sa talahanayan. 1.
Sa kahilingan ng mamimili, ang mga light series na tubo na inilaan para sa pag-roll ng thread ay ginawa ayon sa mga sukat at bigat na ibinigay sa Talahanayan. 2.
1.2. Ang haba ng tubo ay ginawa mula 4 hanggang 12 m:
a) sinusukat o maramihang nasusukat na haba na may allowance para sa bawat hiwa na 5 mm at isang maximum na paglihis para sa buong haba at 10 mm;
b) hindi nasusukat na haba.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, hanggang sa 5% ng mga tubo na may haba na 1.5 hanggang 4 m ay pinapayagan sa isang batch ng mga off-gauge na tubo.
Talahanayan 1
| May kondisyong pass | Panlabas na diameter | Kapal ng Pipe Wall | Timbang ng 1 m ng mga tubo, kg |
||||
| baga | karaniwan | pinatibay | baga | karaniwan | pinatibay |
||
| 10,2 | 0,37 | 0,40 | 0,47 |
||||
| 13,5 | 0,57 | 0,61 | 0,74 |
||||
| 17,0 | 0,74 | 0,80 | 0,98 |
||||
| 21,3 | 2,35 | 1,10 | |||||
| 21,3 | 1,16 | 1,28 | 1,43 |
||||
| 26,8 | 2,35 | 1,42 | |||||
| 26,8 | 1,66 | 1,86 |
|||||
| 33,5 | 2,12 | 2,39 | 2,91 |
||||
| 42,3 | 2,73 | 3,09 | 3,78 |
||||
| 48,0 | 3,33 | 3,84 | 4,34 |
||||
| 60,0 | 4,22 | 4,88 | 6,16 |
||||
| 75,5 | 5,71 | 7,05 | 7,88 |
||||
| 88,5 | 7,34 | 8,34 | 9,32 |
||||
| 101,3 | 8,44 | 9,60 | 10,74 |
||||
| 114,0 | 10,85 | 12,15 | 13,44 |
||||
| 140,0 | 13,42 | 15,04 | 18,24 |
||||
| 165,0 | 15,88 | 17,81 | 21,63 |
||||
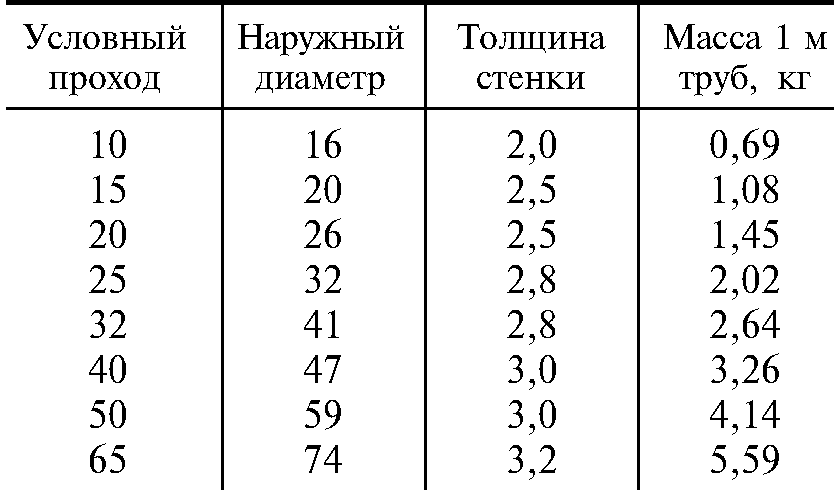
talahanayan 2
| May kondisyong pass | Panlabas na diameter | Kapal ng pader | Timbang ng 1 m ng mga tubo, kg |
| 0,69 |
|||
| 1,08 |
|||
| 1,45 |
|||
| 2,02 |
|||
| 2,64 |
|||
| 3,26 |
|||
| 4,14 |
|||
| 5,59 |
Mga Tala:
1. Para sa isang thread na ginawa sa pamamagitan ng knurling, ang pagbawas sa panloob na diameter nito ng hanggang 10% kasama ang buong haba ng thread ay pinapayagan sa pipe.
2. Ang masa ng 1 m ng mga tubo ay kinakalkula na may density ng bakal na 7.85 g / cm 3. Ang mga galvanized pipe ay 3% na mas mabigat kaysa sa mga non-galvanized.
(Binagong edisyon, Rev. No. 1, 3)
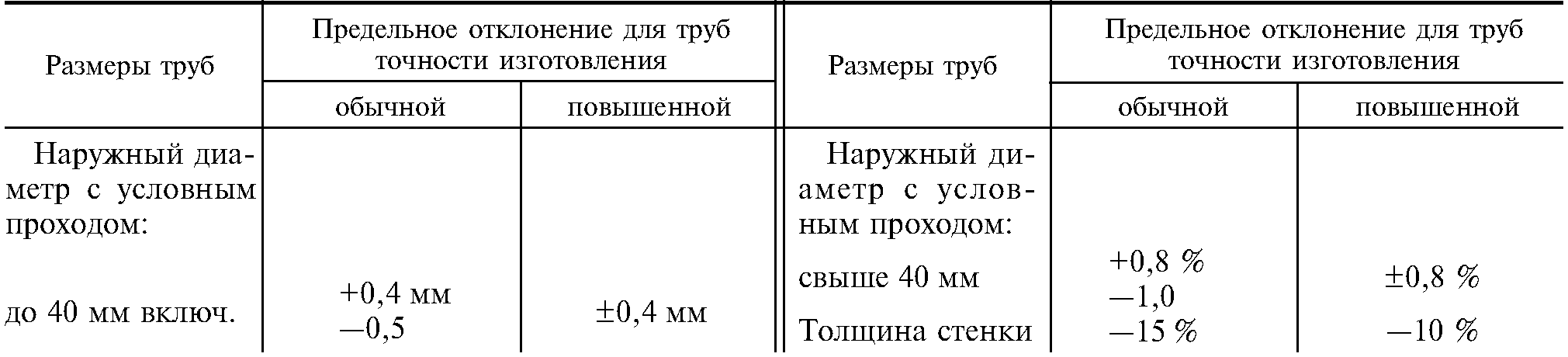
1.3. Limitahan ang mga paglihis sa mga sukat ng tubo ay hindi dapat lumampas sa mga nakasaad sa Talahanayan. 3.
Talahanayan 3
| Mga sukat ng tubo | Limitahan ang mga paglihis para sa paggawa ng mga tubo ng katumpakan |
|
| karaniwan | nakataas |
|
| Panlabas na diameter na may nominal na bore: | ||
| hanggang sa 40 mm kasama. | 0.4mm | 0.4mm |
| 0.5 mm | 0.4mm |
|
| Higit sa 40 mm | 0,8 % | 0,8 % |
| 1,0 % | 0,8 % |
|
| Kapal ng pader | 15 % | 10 % |
Mga Tala:
1. Ang maximum na paglihis sa plus side sa kahabaan ng kapal ng pader ay limitado ng maximum na paglihis sa masa ng mga tubo.
2. Ang mga tubo ng ordinaryong katumpakan ng pagmamanupaktura ay ginagamit para sa mga tubo ng tubig, mga pipeline ng gas at mga sistema ng pag-init. Ang mga tubo ng mas mataas na katumpakan ng pagmamanupaktura ay ginagamit para sa mga bahagi ng mga istruktura ng pipeline ng tubig at gas.
1.4. Ang maximum na mga paglihis sa masa ng mga tubo ay hindi dapat lumampas sa + 8%.
Sa kahilingan ng mamimili, ang maximum na mga paglihis sa masa ay hindi dapat lumampas:
7.5% - para sa partido;
10% - para sa isang solong tubo.
(Binagong edisyon, Rev. No. 2, 5).
1.5. Ang kurbada ng mga tubo bawat 1 m ng haba ay hindi dapat lumampas sa:
2 mm - na may nominal na bore hanggang sa 20 mm kasama;
1.5 mm - na may nominal na bore na higit sa 20 mm.
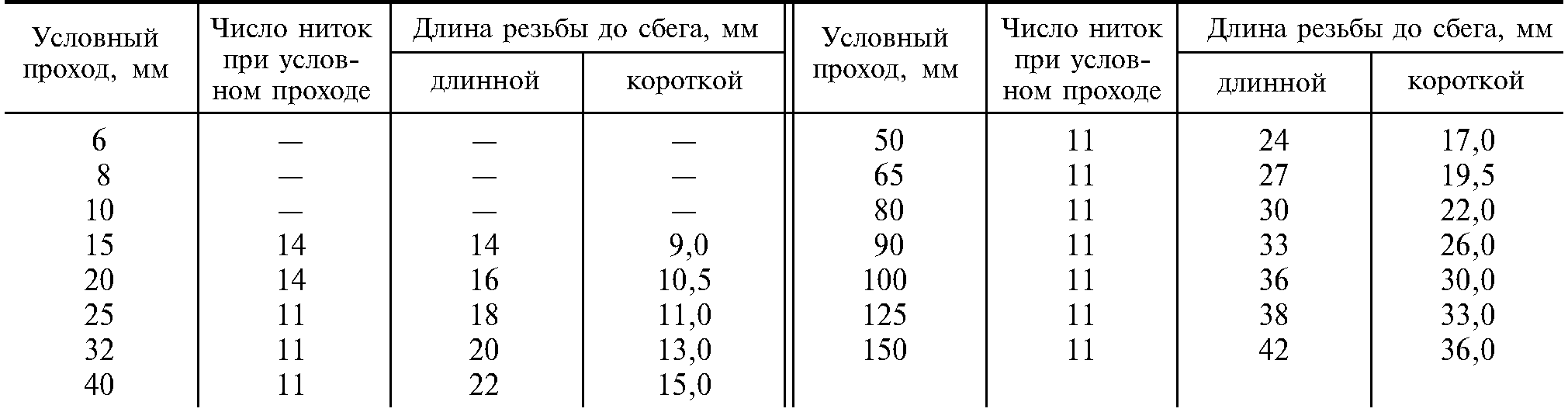
1.6. Maaaring mahaba o maikli ang mga thread ng pipe. Ang mga kinakailangan sa thread ay dapat sumunod sa mga tinukoy sa talahanayan. 4.
Talahanayan 4
| Kondisyong daanan, mm | Haba ng thread bago ang pagtakas | Kondisyong daanan, mm | Ang bilang ng ni-current sa conditional pass | Haba ng thread bago ang pagtakas |
|||
| mahaba | maikli | mahaba | maikli |
||||
| 17,0 |
|||||||
| 19,5 |
|||||||
| 22,0 |
|||||||
| 26,0 |
|||||||
| 10,5 | 30,0 |
||||||
| 11,0 | 33,0 |
||||||
| 13,0 | 36,0 |
||||||
| 15,0 | |||||||
1.7. Ang mga tubo na may nominal na bore na 6, 8, 10, 15 at 20 mm ay nasugatan sa mga coils sa kahilingan ng mamimili.
Mga Halimbawa ng Alamat
Ordinaryong tubo, hindi galvanized, ng karaniwang katumpakan ng pagmamanupaktura, random na haba, na may nominal na bore na 20 mm, isang kapal ng pader na 2.8 mm, walang sinulid at walang kabit:
Pipe 20 2, GOST 3262-75
Ang parehong sa clutch:
Pipe M-20 2, GOST 3262-75
Pareho, sinusukat ang haba, sinulid:
Pipe R-20 2, - 4000 GOST 3262-75
Ang parehong, zinc coated, random na haba, sinulid:
Pipe Ts-R-20 2, GOST 3262-75
Ang parehong, na may zinc coating, sinusukat ang haba, na may sinulid:
Pipe Ts-R-20 2, - 4000 GOST 3262-75
Para sa mga tubo para sa thread rolling, ang letrang H ay ipinahiwatig pagkatapos ng salitang "pipe" sa simbolo.
Para sa mga tubo na may mahabang thread, ang titik D ay ipinahiwatig pagkatapos ng salitang "pipe" sa simbolo.
Para sa mga tubo ng mas mataas na katumpakan ng pagmamanupaktura, ang titik P ay ipinahiwatig sa simbolo pagkatapos ng nominal na laki ng bore.
(Binagong edisyon, Rev. No. 1).
2. MGA TEKNIKAL NA KINAKAILANGAN
2.1. Ang mga tubo ay ginawa alinsunod sa mga kinakailangan ng pamantayang ito at ayon sa mga teknolohikal na regulasyon na naaprubahan sa inireseta na paraan, mula sa mga bakal alinsunod sa GOST 380-88 at GOST 1050-88 nang walang standardisasyon ng mga mekanikal na katangian at komposisyon ng kemikal.
Ang mga tubo para sa mga bahagi ng mga istraktura ng pipeline ng tubig at gas ay gawa sa bakal ayon sa GOST 1050-88.
2.2. Sa kahilingan ng mamimili, ang mga dulo ng mga tubo na hinangin, na may kapal ng dingding na 5 mm o higit pa, ay dapat na i-chamfer sa isang anggulo ng 35-40 ° hanggang sa dulo ng tubo. Sa kasong ito, dapat na iwan ang isang dulong singsing na may lapad na 1 - 3 mm.
Sa kahilingan ng mamimili, sa ordinaryong at reinforced pipe na may nominal na bore na higit sa 10 mm, ang thread ay inilapat sa magkabilang dulo ng pipe.
2.1; 2.2. (Binagong edisyon, Rev. No. 3, 4).
2.3. Sa kahilingan ng mamimili, ang mga tubo ay nilagyan ng mga coupling na ginawa alinsunod sa GOST 8944-75, GOST 8954-75, GOST 8965-75 at GOST 8966-75 sa rate ng isang pagkabit para sa bawat pipe.
(Binagong edisyon, Rev. No. 3).
2.4. Ang mga bitak, pagkabihag, pamamaga at paglubog ng araw ay hindi pinapayagan sa ibabaw ng mga tubo.
Sa mga dulo ng mga tubo, hindi pinapayagan ang delamination.
Ang mga indibidwal na dents, ripples, gasgas, stripping marks at iba pang mga depekto dahil sa paraan ng produksyon ay pinapayagan, kung hindi nila lalampas ang kapal ng pader pinakamababang sukat, pati na rin ang isang layer ng sukat na hindi nakakasagabal sa inspeksyon.
Sa mga tubo na ginawa ng furnace welding, pinapayagan na bawasan ang panlabas na diameter sa 0.5 mm sa weld site kung mayroong banayad na pampalapot ng panloob na diameter na hindi hihigit sa 1.0 mm sa lugar na ito.
(Binagong edisyon, Rev. No. 3, 4).
2.5. Sa kahilingan ng mamimili, sa mga tubo na may nominal na bore na 20 mm o higit pa, sa panloob na ibabaw ng pipe seam, ang burr ay dapat putulin o patagin, habang ang taas ng burr o mga bakas nito ay hindi dapat lumampas sa 0.5 mm .
Sa kahilingan ng mamimili, sa mga tubo na may nominal na bore na higit sa 15 mm, na ginawa ng welding ng hurno at mainit na pagbawas, ang isang banayad na pampalapot ng taas na hindi hihigit sa 0.5 mm ay pinapayagan sa panloob na ibabaw ng mga tubo sa weld zone.
(Binagong edisyon, Rev. No. 2, 3, 4, 5, 6).
2.6. Ang mga dulo ng pipe ay dapat i-cut square. Ang halaga ng bevel ng dulo ay pinapayagan nang hindi hihigit sa 2 °. Ang mga residu ng burr ay hindi dapat lumampas sa 0.5 mm. Kapag nag-aalis ng mga burr, pinapayagan ang pagbuo ng blunting (pag-ikot) ng mga dulo. Pinapayagan ang pagputol ng mga tubo sa linya ng gilingan.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, ang mga burr hanggang sa 1 mm ay pinapayagan sa mga tubo na may nominal na bore na 6-25 mm, na ginawa ng furnace welding.
(Binagong edisyon, Rev. No. 4, 6).
2.7. Ang mga galvanized pipe ay dapat na may tuluy-tuloy na zinc coating sa buong ibabaw na may kapal na hindi bababa sa 30 microns. Ang kawalan ng zinc coating sa mga dulo at mga thread ng mga tubo ay pinapayagan.
Sa ibabaw ng galvanized pipe, blistering at foreign inclusions (hardzinc, oxides, sintered charge), hindi pinapayagan ang pagbabalat ng patong mula sa base metal.
Ang mga hiwalay na flux spot at bakas ng mga tubo na nahuhuli ng mga lifting device, ang pagkamagaspang at bahagyang lokal na deposito ng zinc ay pinapayagan.
Pinapayagan na itama ang mga indibidwal na hindi galvanized na seksyon ng 0.5% panlabas na ibabaw mga tubo ayon sa GOST 9.307-89.
(Binagong edisyon, Rev. No. 3, 4).
2.8. Ang mga tubo ay dapat makatiis ng haydroliko na presyon:
2.4 MPa (25 kgf / cm 2) - mga tubo, karaniwan at magaan;
3.1 MPa (32 kgf / cm 2) - reinforced pipe.
Sa kahilingan ng mamimili, ang mga tubo ay dapat makatiis ng haydroliko na presyon ng 4.9 MPa (50 kgf / cm 2)
(Binagong edisyon, Rev. No. 2, 3, 5).
2.9. Ang mga tubo na may nominal na bore hanggang sa 40 mm inclusive ay dapat makatiis sa isang bend test sa paligid ng isang mandrel na may radius na katumbas ng 2.5 ng panlabas na diameter, at may nominal na bore na 50 mm - sa isang mandrel na may radius na katumbas ng 3.5 ng panlabas na diameter. diameter.
Sa kahilingan ng mamimili, ang mga tubo ay dapat makatiis sa pagsubok sa pagpapalawak:
para sa mga tubo na may nominal bore mula 15 hanggang 50 mm - hindi bababa sa 7%;
para sa mga tubo na may nominal bore na 65 o higit pa - hindi bababa sa 4%.
Sa kahilingan ng mamimili, ang mga tubo ay dapat makatiis sa pagsubok sa pagyupi hanggang sa isang distansya sa pagitan ng mga patag na ibabaw na katumbas ng 2/3 ng panlabas na diameter ng mga tubo.
(Binagong edisyon, Rev. No. 2, 3, 5).
2.10. Sa kahilingan ng mamimili, ang mga mekanikal na katangian ng mga tubo para sa mga bahagi ng mga istraktura ng pipeline ng tubig at gas ay dapat sumunod sa GOST 1050-88.
2.11. Ang pipe thread ay dapat na malinis, walang mga depekto at burr, at sumunod sa GOST 6357-81, accuracy class B.
Ang mga tubo na may mga cylindrical na mga thread ay ginagamit kapag nag-assemble na may mga seal.
2.10; 2.11. (Binagong edisyon, Rev. No. 3, 4).
2.12. Sa lugar ng tahi, pinahihintulutan ang itim sa mga thread ng thread, kung ang pagbaba sa normal na taas ng profile ng thread ay hindi lalampas sa 15%, at sa kahilingan ng consumer ay hindi hihigit sa 10%.
Ang mga thread na may sirang (para sa hiwa) o hindi kumpleto (para sa knurled) na mga thread ay pinapayagan sa mga thread, sa kondisyon na ang kanilang kabuuang haba ay hindi lalampas sa 10% ng kinakailangang haba ng thread, at sa kahilingan ng mamimili ay hindi lalampas sa 5%.
(Binagong edisyon, Rev. No. 2, 3, 5).
2.13. Pinapayagan sa thread na bawasan ang kapaki-pakinabang na haba ng thread (nang walang run-off) hanggang 15% kumpara sa nakasaad sa Talahanayan. 4, at sa kahilingan ng mamimili hanggang sa 10%.
(Binagong edisyon, Rev. No. 2, 3, 5).
2.14. Ang pag-thread sa mga galvanized pipe ay isinasagawa pagkatapos ng galvanizing.
2.15. (Tinanggal, Rev. No. 3).
2.16. Sa kahilingan ng mamimili, ang mga welded seams ng mga tubo ay napapailalim sa kontrol ng mga hindi mapanirang pamamaraan.
(Binagong edisyon, Rev. No. 5).
3. MGA TUNTUNIN SA PAGTANGGAP
3.1. Ang mga tubo ay tinatanggap sa mga batch. Ang batch ay dapat na binubuo ng mga tubo ng parehong laki, ang parehong tatak at sinamahan ng isang kalidad na dokumento alinsunod sa GOST 10692-80 na may karagdagan para sa mga tubo na nilayon para sa paggawa ng mga bahagi para sa mga istruktura ng pipeline ng tubig at gas, na gawa sa bakal sa alinsunod sa GOST 1050-88: komposisyong kemikal at mekanikal na mga katangian ng bakal alinsunod sa dokumento sa kalidad ng blangko na tagagawa.
Ang masa ng partido ay hindi hihigit sa 60 tonelada.
(Binagong edisyon, Rev. No. 3, 4).
3.2. Ang ibabaw, mga sukat at kurbada ay sinusuri para sa bawat tubo ng batch.
Pinapayagan na mag-aplay ng mga pamamaraan ng pagkontrol sa istatistika alinsunod sa GOST 18242-72 na may normal na antas. Ang mga control plan ay itinatag sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili.
Ang kontrol ng panlabas na diameter ng mga tubo ay isinasagawa sa layo na hindi bababa sa 15 mm mula sa dulo ng tubo.
(Binagong edisyon, Rev. No. 3, 4, 5).
3.3. Upang makontrol ang mga parameter ng thread, upang subukan para sa pagpapalawak, pagyupi, baluktot, ang taas ng panloob na burr, mga residu ng burr, tamang anggulo at anggulo ng chamfer (para sa mga tubo na may mga beveled na gilid), mga mekanikal na katangian, hindi hihigit sa 1%, ngunit hindi kukulangin sa dalawang tubo mula sa lote ang napili, at para sa mga tubo na ginawa ng tuluy-tuloy na hinang ng hurno, dalawang tubo bawat lote.
(Binagong edisyon, Rev. No. 3, 4).
3.4. Ang lahat ng mga tubo ay sumasailalim sa kontrol ng timbang.
(Binagong edisyon, Rev. No. 3).
3.5. Ang bawat tubo ay sumasailalim sa pagsubok ng haydroliko na presyon. Sa 100% na kontrol sa kalidad ng hinang sa pamamagitan ng mga hindi mapanirang pamamaraan, ang pagsusuri sa presyon ng haydroliko ay maaaring hindi isagawa. Kasabay nito, ang kakayahan ng mga tubo na makatiis sa pagsubok na haydroliko na presyon ay ginagarantiyahan.
(Binagong edisyon, Rev. No. 6).
3.6. Upang suriin ang kapal ng zinc coating sa panlabas na ibabaw at sa mga naa-access na lugar sa panloob na ibabaw, dalawang tubo ang kinuha mula sa lote.
(Binagong edisyon, Rev. No. 2).
3.7. Kung ang hindi kasiya-siyang resulta ng pagsusulit ay nakuha para sa hindi bababa sa isa sa mga tagapagpahiwatig, ang pangalawang pagsubok ay isinasagawa dito sa isang dobleng sample.
Ang mga resulta ng muling pagsusuri ay nalalapat sa buong lote.
4. MGA PARAAN NG PAGSUBOK
4.1. Para sa kontrol sa kalidad, isang sample ang pinutol mula sa bawat napiling tubo para sa bawat uri ng pagsubok.
Ang tensile test ay isinasagawa ayon sa GOST 10006-80. Sa halip na pagsubok ng makunat, pinapayagan itong kontrolin ang mga mekanikal na katangian sa pamamagitan ng mga hindi mapanirang pamamaraan.
4.2. Ang inspeksyon ng ibabaw ng mga tubo ay isinasagawa nang biswal.
4.3. Pagsusuri ng haydroliko isinasagawa ayon sa GOST 3845-75 na may pagkakalantad sa ilalim ng presyon ng pagsubok nang hindi bababa sa 5 s.
4.4. Ang pagsubok ng liko ay isinasagawa ayon sa GOST 3728-78. Ang mga galvanized pipe ay nasubok bago patong.
(Binagong edisyon, Rev. No. 3).
4.4a. Ang pagsusulit sa pagpapalawak ay isinasagawa ayon sa GOST 8694-75 sa isang conical mandrel na may taper angle na 6°.
Ang pagsubok ay maaaring isagawa sa isang mandrel na may taper anggulo na 30°.
(Binagong edisyon, Rev. No. 3, 4).
4.4b. Ang pagsubok sa pagyupi ay isinasagawa ayon sa GOST 8695-75.
(Binagong edisyon, Rev. No. 3).
4.4c. Ang kontrol ng weld ay isinasagawa ng mga di-mapanirang pamamaraan ayon sa normatibo at teknikal na dokumentasyon.
(Ipinakilala bilang karagdagan, Rev. No. 3).
4.5. Ang kapal ng zinc coating sa panlabas na ibabaw at sa mga naa-access na lugar sa panloob na ibabaw ay kinokontrol alinsunod sa GOST 9.301-86 at GOST 9.302-88, pati na rin sa mga device ng MT-41NTs, MTZON o mga uri ng Impulse ayon sa ang regulasyon at teknikal na dokumentasyon.
4.6. Sinusuri ang thread gamit ang sinulid na mga gauge ng singsing ayon sa GOST 2533-88 (ikatlong klase ng katumpakan).
Sa kasong ito, ang screwing ng non-going gauge-ring sa thread ay dapat na hindi hihigit sa tatlong liko.
(Binagong edisyon, Rev. No. 3, 4).
4.7. Ang curvature ng mga tubo ay kinokontrol ng isang straightedge ayon sa GOST 8026-92 at isang hanay ng mga probes ayon sa TU 2-034-225-87.
(Binagong edisyon, Rev. No. 3, 5).
4.8. Ang tamang anggulo ng mga dulo ng mga tubo ay kinokontrol ng isang 90 ° square na may sukat na 160x100 mm ng klase 3 GOST 3749-77, plate probes ng set 4 TU 2-034-225-87 o goniometer GOST 5378-88. Ang anggulo ng bevel ng chamfer ay kinokontrol ng isang goniometer ayon sa GOST 5378-88.
(Binagong edisyon, Rev. No. 3, 6).
4.9. Ang kontrol ng panlabas na diameter ay isinasagawa gamit ang makinis na micrometer alinsunod sa GOST 6507-90, na may mga staple gauge alinsunod sa GOST 2216-84 o GOST 18362-73.
Ang kapal ng pader, ang taas ng panloob na burr at ang taas ng burr ay sinusukat gamit ang isang micrometer ayon sa GOST 6507-90 o isang wall gauge ayon sa GOST 11358-89 mula sa magkabilang dulo ng pipe.
Ang haba ng mga tubo ay sinusukat gamit ang tape measure ayon sa GOST 7502-89. Ang thread ay kinokontrol ng mga gauge ayon sa GOST 2533-88.
Ang kontrol ng masa ng isang batch ng mga tubo ay isinasagawa sa mga kaliskis na hindi hihigit sa 10 tonelada na may halaga ng paghahati na hindi hihigit sa 20 kg.
(Binagong edisyon, Rev. No. 3, 4, 5, 6).
4.10. Ang kontrol ng weld seam ay isinasagawa ng mga hindi mapanirang pamamaraan ayon sa teknikal na dokumentasyon.
(Ipinakilala bilang karagdagan, Rev. No. 4).
5. PAGMAMARKA, PAGPAPACKAGING, TRANSPORTA AT PAG-IMPORYA
5.1. Ang pagmamarka, packaging, transportasyon at imbakan ay isinasagawa alinsunod sa GOST 10692-80 na may karagdagan.
5.1.1. Ang mga thread ng pipe ay dapat na protektado mula sa mekanikal na pinsala at kaagnasan na may grasa alinsunod sa regulasyon at teknikal na dokumentasyon.
Sinabi ni Sec. 5. (Binagong edisyon, Rev. No. 3).
DATA NG IMPORMASYON
1. BINUO AT IPINAGPILALA ng Ministri ng Ferrous Metallurgy ng USSR
MGA DEVELOPERS
V. I. Strzhok, cand. tech. Agham, V. M. Vorona, cand. tech. Agham, Yu. M. Mironov, cand. tech. sulok, A. I. Postolova
2. INAPRUBAHAN AT IPINAGPILALA NG Decree of the USSR State Committee for Standards No. 2379 ng Setyembre 11, 1975
3. Periodicity ng inspeksyon 5 taon
4. PALITAN GOST 3262-62
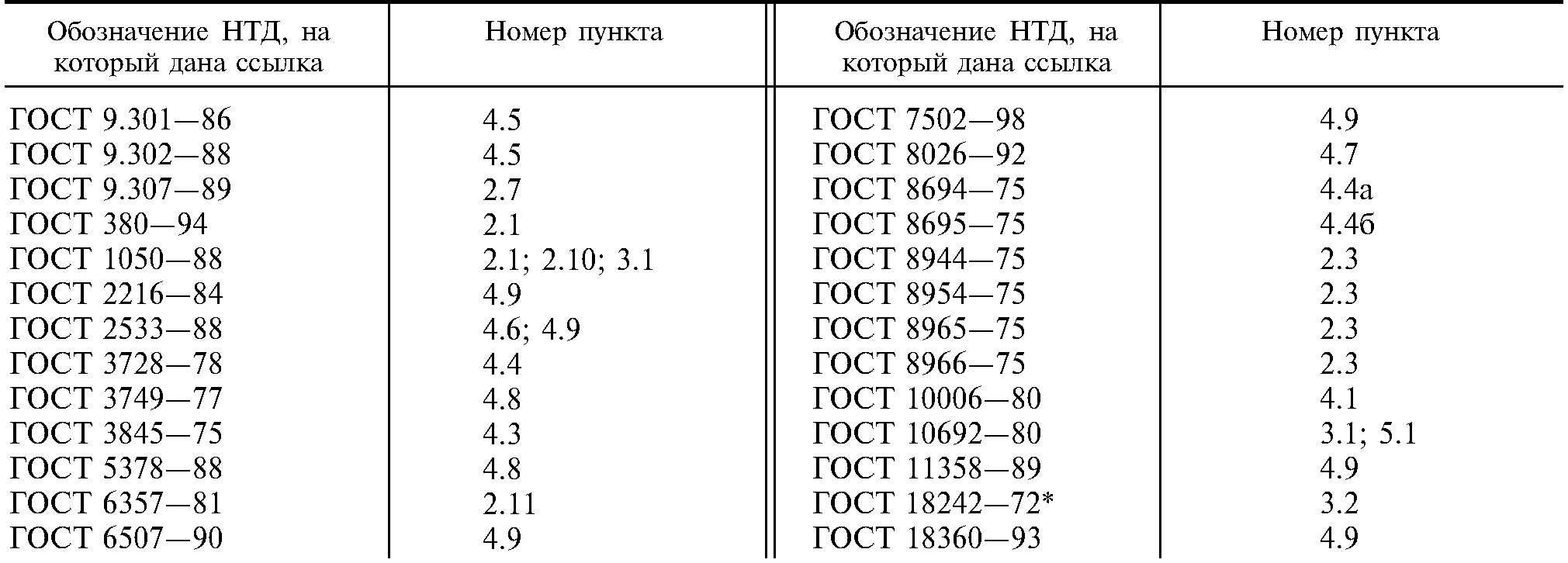
5. MGA REGULASYON NG SANGGUNIAN AT MGA DOKUMENTONG TEKNIKAL
| Bilang |
|
| GOST 9.301-86 | |
| GOST 9.302-88 | |
| GOST 9.307-89 | |
| GOST 380-88 | |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | |
| GOST 8954-75 | |
| GOST 8965-75 | |
| GOST 8966-75 | |
| GOST 10006-80 | |
| GOST 10692-80 | |
| GOST 11358-89 | |
| GOST 18242-72 | |
| GOST 18363-73 | |
| TU 2-034-225-88 | 4.7, 4.8 |
6. Muling pag-isyu (Mayo 1994) na may mga Susog Blg. 1, 2, 3, 4, 5, 6, na inaprubahan noong Nobyembre 1977, Disyembre 1978, Enero 1987, Mayo 1988, Nobyembre 1989 , Nobyembre 1991 (IUS 1-78, 2- 79, 4-87, 8-88, 2-90, 2-92)
Tubig-supply at gas-supply bakal pipe. Mga pagtutukoy
GOST 3262-75
OKP 13 8500, OKP 13 8501
Petsa ng pagpapakilala 01.01.77
Nalalapat ang pamantayang ito sa mga non-galvanized at galvanized steel welded pipe na may sinulid o knurled na cylindrical na mga thread at walang mga thread na ginagamit para sa mga pipeline ng tubig at gas, mga sistema ng pag-init, gayundin para sa mga bahagi ng mga istruktura ng pipeline ng tubig at gas.
(Binagong edisyon, Rev. No. 2, 3, 5).
1. ASSORTMENT
1.1. Ang mga tubo ay ginawa ayon sa mga sukat at bigat na ibinigay sa talahanayan. 1.
Sa kahilingan ng mamimili, ang mga light series na tubo na inilaan para sa pag-roll ng thread ay ginawa ayon sa mga sukat at bigat na ibinigay sa Talahanayan. 2.
(Binagong edisyon, Rev. No. 1, 3).
1.2. Ang haba ng tubo ay ginawa mula 4 hanggang 12 m:
sinusukat o maramihang nasusukat na haba na may allowance para sa bawat hiwa na 5 mm at isang longitudinal deviation para sa buong haba plus 10 mm;
hindi nasusukat na haba.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, hanggang sa 5% ng mga tubo na may haba na 1.5 hanggang 4 m ay pinapayagan sa isang batch ng mga off-gauge na tubo.
Talahanayan 1
Talahanayan 2
hindi:
1. Para sa isang thread na ginawa sa pamamagitan ng knurling, ang pagbawas sa panloob na diameter nito ng hanggang 10% kasama ang buong haba ng thread ay pinapayagan sa pipe.
2. Ang masa ng 1 m ng mga tubo ay kinakalkula na may density ng bakal na 7.85 g / cm 3. Ang mga galvanized pipe ay 3% na mas mabigat kaysa sa mga non-galvanized.
1.3. Limitahan ang mga paglihis sa mga sukat ng tubo ay hindi dapat lumampas sa mga nakasaad sa Talahanayan. 3.
Talahanayan 3
hindi:
1. Ang maximum na paglihis sa plus side sa kahabaan ng kapal ng pader ay limitado ng maximum na paglihis sa masa ng mga tubo.
2. Ang mga tubo ng ordinaryong katumpakan ng pagmamanupaktura ay ginagamit para sa mga tubo ng tubig, mga pipeline ng gas at mga sistema ng pag-init. Ang mga tubo ng mas mataas na katumpakan ng pagmamanupaktura ay ginagamit para sa mga bahagi ng mga istruktura ng pipeline ng tubig at gas.
1.4. Ang maximum na mga paglihis sa masa ng mga tubo ay hindi dapat lumampas sa +8%.
Sa kahilingan ng mamimili, ang maximum na mga paglihis sa masa ay hindi dapat lumampas:
7.5% - para sa partido;
10% - para sa isang solong tubo.
(Binagong edisyon, Rev. No. 2, 5).
1.5. Ang kurbada ng mga tubo bawat 1 m ng haba ay hindi dapat lumampas sa:
2 mm - na may nominal na bore hanggang sa 20 mm kasama;
1.5 mm - na may nominal na bore na higit sa 20 mm.
1.6. Maaaring mahaba o maikli ang mga thread ng pipe. Ang mga kinakailangan sa thread ay dapat sumunod sa mga tinukoy sa talahanayan. 4.
Talahanayan 4
1.7. Ang mga tubo na may nominal na bore na 6, 8, 10, 15 at 20 mm ay nasugatan sa mga coils sa kahilingan ng mamimili.
MGA HALIMBAWA NG MGA KONVENSYON
Ordinaryong tubo, hindi galvanized, ng karaniwang katumpakan ng pagmamanupaktura, random na haba, na may nominal na bore na 20 mm, isang kapal ng pader na 2.8 mm, walang sinulid at walang kabit:
Pipe 20 -2.8 TOAST 3262-75
Ang parehong sa clutch:
Pipe M-20 -2.8 TOST 3262-75
Pareho, sinusukat ang haba, sinulid:
Pipe R-20 2.8-4000 TOST 3262-75
Ang parehong, zinc coated, random na haba, sinulid:
Pipe Ts-R-20 -2.8 TOST 3262-75
Ang parehong, na may zinc coating, sinusukat ang haba, na may sinulid:
Pipe Ts-R-20 -2.8-4000 TOST 3262-75
Para sa mga tubo para sa thread rolling, ang letrang H ay ipinahiwatig pagkatapos ng salitang "pipe" sa simbolo.
Para sa mga tubo na may mahabang thread, ang titik D ay ipinahiwatig pagkatapos ng salitang "pipe" sa simbolo.
Para sa mga tubo ng mas mataas na katumpakan ng pagmamanupaktura, ang titik P ay ipinahiwatig sa simbolo pagkatapos ng nominal na laki ng bore.
(Binagong edisyon, Rev. No. 1).
2. MGA TEKNIKAL NA KINAKAILANGAN
2.1. Ang mga tubo ay ginawa alinsunod sa mga kinakailangan ng pamantayang ito at ayon sa mga teknolohikal na regulasyon na naaprubahan sa inireseta na paraan, mula sa mga bakal ayon sa GOST 380 at GOST 1050 nang walang standardisasyon ng mga mekanikal na katangian at komposisyon ng kemikal.
Ang mga tubo para sa mga bahagi ng mga istruktura ng pipeline ng tubig at gas ay gawa sa bakal ayon sa GOST 1050.
2.2. Sa kahilingan ng mamimili, ang mga dulo ng mga tubo na hinangin na may kapal ng dingding na 5 mm o higit pa ay dapat na i-chamfer sa isang anggulo ng 35-40 ° hanggang sa dulo ng tubo. Sa kasong ito, ang isang dulong singsing na may lapad na 1-3 mm ay dapat na iwan.
Sa kahilingan ng mamimili, sa ordinaryong at reinforced pipe na may nominal na bore na higit sa 10 mm, ang thread ay inilapat sa magkabilang dulo ng pipe.
2.1, 2.2. (Binagong edisyon, Rev. No. 3, 4).
2.3. Sa kahilingan ng mamimili, ang mga tubo ay nilagyan ng mga coupling na ginawa alinsunod sa GOST 8944, GOST 8954, GOST 8965 at GOST 8966, sa rate ng isang pagkabit para sa bawat tubo.
(Binagong edisyon, Rev. No. 3).
2.4. Ang mga bitak, pagkabihag, pamamaga at paglubog ng araw ay hindi pinapayagan sa ibabaw ng mga tubo.
Sa mga dulo ng mga tubo, hindi pinapayagan ang delamination.
Ang mga hiwalay na dents, ripples, mga panganib, mga bakas ng pagtatalop at iba pang mga depekto dahil sa paraan ng produksyon ay pinapayagan, kung hindi nila kukunin ang kapal ng pader na lampas sa pinakamababang sukat, pati na rin ang isang scale layer na hindi makagambala sa inspeksyon.
Sa mga tubo na ginawa ng furnace welding, pinapayagan na bawasan ang panlabas na diameter sa 0.5 mm sa weld site kung mayroong banayad na pampalapot ng panloob na diameter na hindi hihigit sa 1.0 mm sa lugar na ito.
(Binagong edisyon, Rev. No. 3, 4).
2.5. Sa kahilingan ng mamimili, sa mga tubo na may nominal na bore na 20 mm o higit pa, sa panloob na ibabaw ng pipe seam, ang burr ay dapat putulin o patagin, habang ang taas ng burr o bakas nito ay hindi dapat lumampas sa 0.5 mm .
Sa kahilingan ng mamimili, sa mga tubo na may nominal na bore na higit sa 15 mm, na ginawa ng welding ng hurno at mainit na pagbawas, ang isang banayad na pampalapot ng taas na hindi hihigit sa 0.5 mm ay pinapayagan sa panloob na ibabaw ng mga tubo sa weld zone.
(Binagong edisyon, Rev. No. 2, 3, 4, 5, 6).
2.6. Ang mga dulo ng pipe ay dapat i-cut square. Ang halaga ng bevel ng dulong mukha ay hindi hihigit sa 2°. Ang mga residu ng burr ay hindi dapat lumampas sa 0.5 mm. Kapag nag-aalis ng mga burr, pinapayagan ang pagbuo ng blunting (pag-ikot) ng mga dulo. Pinapayagan ang pagputol ng mga tubo sa linya ng gilingan.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, ang mga burr hanggang sa 1 mm ay pinapayagan sa mga tubo na may nominal na bore na 6-25 mm, na ginawa ng furnace welding.
(Binagong edisyon, Rev. No. 4, 6).
2.7. Ang mga galvanized pipe ay dapat na may tuluy-tuloy na zinc coating sa buong ibabaw na may kapal na hindi bababa sa 30 microns. Ang kawalan ng zinc coating sa mga dulo at mga thread ng mga tubo ay pinapayagan.
Sa ibabaw ng galvanized pipe, blistering at foreign inclusions (hardzinc, oxides, sintered charge), hindi pinapayagan ang pagbabalat ng patong mula sa base metal.
Ang mga hiwalay na flux spot at bakas ng mga tubo na nahuhuli ng mga lifting device, ang pagkamagaspang at bahagyang lokal na deposito ng zinc ay pinapayagan.
Pinapayagan na iwasto ang mga indibidwal na di-galvanized na mga seksyon ng 0.5% ng panlabas na ibabaw ng tubo alinsunod sa GOST 9.307.
(Binagong edisyon, Rev. No. 3, 4).
2.8. Ang mga tubo ay dapat makatiis ng haydroliko na presyon:
2.4 MPa (25 kgf / cm 2) - ordinaryong at magaan na tubo;
3.1 MPa (32 kgf / cm 2) - reinforced pipe.
Sa kahilingan ng mamimili, ang mga tubo ay dapat makatiis ng haydroliko na presyon ng 4.9 MPa (50 kgf / cm 2).
2.9. Ang mga tubo na may nominal na bore hanggang sa 40 mm inclusive ay dapat makatiis sa isang bend test sa paligid ng isang mandrel na may radius na katumbas ng 2.5 ng panlabas na diameter, at may nominal na bore na 50 mm - sa isang mandrel na may radius na katumbas ng 3.5 ng panlabas na diameter. diameter.
Sa kahilingan ng mamimili, ang mga tubo ay dapat makatiis sa pagsubok sa pagpapalawak:
para sa mga tubo na may nominal bore mula 15 hanggang 50 mm - hindi bababa sa 7%;
para sa mga tubo na may nominal bore na 65 mm o higit pa - hindi bababa sa 4%.
Sa kahilingan ng mamimili, ang mga tubo ay dapat makatiis sa pagsubok sa pagyupi hanggang sa isang distansya sa pagitan ng mga patag na ibabaw na katumbas ng 2/3 ng panlabas na diameter ng mga tubo.
2.8, 2.9. (Binagong edisyon, Rev. No. 2, 3, 5).
2.10. Sa kahilingan ng mamimili, ang mga mekanikal na katangian ng mga tubo para sa mga bahagi ng supply ng tubig at mga istruktura ng pipeline ng gas ay dapat sumunod sa GOST 1050.
2.11. Ang pipe thread ay dapat na malinis, walang mga depekto at burr, at sumunod sa GOST 6357, accuracy class B.
Ang mga tubo na may mga cylindrical na mga thread ay ginagamit kapag nag-assemble na may mga seal.
2.10, 2.11. (Binagong edisyon, Rev. No. 3, 4).
2.12. Sa lugar ng tahi, pinahihintulutan ang itim sa mga thread ng thread, kung ang pagbaba sa normal na taas ng profile ng thread ay hindi lalampas sa 15%, at sa kahilingan ng consumer ay hindi hihigit sa 10%.
Ang mga thread na may stripped (para sa hiwa) o hindi kumpleto (para sa knurled) na mga thread ay pinapayagan sa mga thread, sa kondisyon na ang kabuuang haba ng mga ito ay hindi lalampas sa 10% ng kinakailangang haba ng thread, at sa kahilingan ng consumer ay hindi lalampas sa 5%.
2.13. Pinapayagan sa thread na bawasan ang kapaki-pakinabang na haba ng thread (nang walang run-off) hanggang 15% kumpara sa nakasaad sa Talahanayan. 4, at sa kahilingan ng mamimili - hanggang sa 10%.
2.12, 2.13. (Binagong edisyon, Rev. No. 2, 3, 5).
2.14. Ang pag-thread sa mga galvanized pipe ay isinasagawa pagkatapos ng galvanizing.
2.15. (Tinanggal, Rev. No. 3).
2.16. Sa kahilingan ng mamimili, ang mga weld ng tubo ay napapailalim sa kontrol sa pamamagitan ng mga hindi mapanirang pamamaraan.
(Binagong edisyon, Rev. No. 5).
3. MGA TUNTUNIN SA PAGTANGGAP
3.1. Ang mga tubo ay tinatanggap sa mga batch. Ang batch ay dapat na binubuo ng mga tubo na may parehong laki, isang tatak na bakal at sinamahan ng isang kalidad na dokumento alinsunod sa GOST 10692 na may karagdagan para sa mga tubo na nilayon para sa paggawa ng mga bahagi para sa mga istruktura ng pipeline ng tubig at gas, na gawa sa bakal alinsunod sa GOST 1050; ang kemikal na komposisyon at mekanikal na katangian ng bakal - alinsunod sa dokumento sa kalidad ng negosyo - ang tagagawa ng workpiece.
Timbang ng partido - hindi hihigit sa 60 tonelada.
(Binagong edisyon, Rev. No. 3, 4).
3.2. Ang ibabaw, mga sukat at kurbada ay sinusuri para sa bawat tubo ng batch.
Pinapayagan na mag-aplay ng mga pamamaraan ng pagkontrol sa istatistika ayon sa GOST 18242 na may normal na antas. Ang mga control plan ay itinatag sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili.
Ang kontrol ng panlabas na diameter ng mga tubo ay isinasagawa sa layo na hindi bababa sa 15 mm mula sa dulo ng tubo.
(Binagong edisyon, Rev. No. 3, 4, 5).
3.3. Upang makontrol ang mga parameter ng thread, upang subukan para sa pagpapalawak, pagyupi, baluktot, ang taas ng panloob na burr, mga residu ng burr, tamang anggulo at anggulo ng chamfer (para sa mga tubo na may mga bevelled na gilid), mga mekanikal na katangian, hindi hihigit sa 1%, ngunit hindi kukulangin sa dalawang tubo mula sa batch, ay pinili, at para sa mga tubo na ginawa ng tuluy-tuloy na hinang ng hurno - dalawang tubo mula sa batch.
(Binagong edisyon, Rev. No. 3, 4).
3.4. Ang lahat ng mga tubo ay sumasailalim sa kontrol ng timbang.
(Binagong edisyon, Rev. No. 3).
3.5. Ang bawat tubo ay sumasailalim sa pagsubok ng haydroliko na presyon. Sa 100% na kontrol sa kalidad ng hinang sa pamamagitan ng mga hindi mapanirang pamamaraan, ang pagsusuri sa presyon ng haydroliko ay maaaring hindi isagawa. Kasabay nito, ang kakayahan ng mga tubo na makatiis sa pagsubok na haydroliko na presyon ay ginagarantiyahan.
(Binagong edisyon, Rev. No. 6).
3.6. Upang suriin ang kapal ng zinc coating sa panlabas na ibabaw at sa mga naa-access na lugar sa panloob na ibabaw, dalawang tubo ang kinuha mula sa batch.
(Binagong edisyon, Rev. No. 2).
3.7. Sa pagtanggap ng hindi kasiya-siyang resulta ng pagsubok para sa hindi bababa sa isa sa mga tagapagpahiwatig, ito ay paulit-ulit na mga pagsubok sa isang dobleng sample.
Ang mga resulta ng muling pagsusuri ay nalalapat sa buong lote.
4. MGA PARAAN NG PAGSUBOK
4.1. Para sa kontrol sa kalidad, isang sample ang pinutol mula sa bawat napiling tubo para sa bawat uri ng pagsubok.
Ang makunat na pagsubok ay isinasagawa alinsunod sa GOST 10006. Sa halip na ang makunat na pagsubok, pinapayagan itong kontrolin ang mga mekanikal na katangian sa pamamagitan ng mga di-mapanirang pamamaraan.
4.2. Ang inspeksyon ng ibabaw ng mga tubo ay isinasagawa nang biswal.
4.3. Ang pagsusuri sa haydroliko ay isinasagawa alinsunod sa GOST 3845 na may pagkakalantad sa ilalim ng presyon ng pagsubok nang hindi bababa sa 5 s.
4.4. Ang pagsubok ng liko ay isinasagawa ayon sa GOST 3728. Ang mga galvanized na tubo ay nasubok bago ang patong.
(Binagong edisyon, Rev. No. 3).
4.4a. Ang pagsusulit sa pagpapalawak ay isinasagawa ayon sa GOST 8694 sa isang conical mandrel na may taper angle na 6°.
Ang pagsubok ay maaaring isagawa sa isang mandrel na may taper anggulo na 30°.
(Binagong edisyon, Rev. No. 3, 4).
4.46. Ang pagsubok sa pagyupi ay isinasagawa ayon sa GOST 8695.
(Binagong edisyon, Rev. No. 3).
4.4c. Ang kontrol ng weld seam ay isinasagawa ng mga hindi mapanirang pamamaraan ayon sa normatibong dokumentasyon.
(Ipinakilala bilang karagdagan, Rev. No. 3).
4.5. Ang kapal ng zinc coating sa panlabas na ibabaw at sa mga naa-access na lugar sa panloob na ibabaw ay kinokontrol alinsunod sa GOST 9.301 at GOST 9.302, pati na rin sa mga device ng MT-41NTs, mga uri ng MTZON o uri ng Impulse ayon sa dokumentasyon ng regulasyon. .
4.6. Sinusuri ang thread gamit ang sinulid na mga gauge ng singsing ayon sa GOST 2533 (ikatlong klase ng katumpakan).
Sa kasong ito, ang screwing ng non-going gauge-ring sa thread ay dapat na hindi hihigit sa tatlong liko.
(Binagong edisyon, Rev. No. 3, 4).
4.7. Ang curvature ng mga tubo ay kinokontrol ng isang straightedge alinsunod sa GOST 8026 at isang hanay ng mga probes ayon sa ND.
(Binagong edisyon, Rev. No. 3, 5).
4.8. Ang tamang anggulo ng mga dulo ng mga tubo ay kinokontrol ng isang 90 ° square na may sukat na 160 100 mm ng klase 3 ayon sa GOST 3749, plate probes ng set 4 ayon sa ND o isang goniometer ayon sa GOST 5378. Ang bevel angle ay kinokontrol ng isang goniometer ayon sa GOST 5378.
(Binagong edisyon, Rev. No. 3, 6).
4.9. Ang kontrol ng panlabas na diameter ay isinasagawa gamit ang makinis na micrometer alinsunod sa GOST 6507, na may mga staple gauge alinsunod sa GOST 2216 o GOST 18360.
Ang kapal ng pader, ang taas ng panloob na burr at ang taas ng mga burr ay sinusukat gamit ang isang micrometer ayon sa GOST 6507 o isang wall gauge ayon sa GOST 11358 mula sa magkabilang dulo ng pipe.
Ang haba ng mga tubo ay sinusukat gamit ang tape measure alinsunod sa GOST 7502. Ang thread ay kinokontrol ng mga gauge alinsunod sa GOST 2533.
Ang kontrol ng masa ng isang batch ng mga tubo ay isinasagawa sa mga kaliskis na hindi hihigit sa 10 tonelada na may halaga ng paghahati na hindi hihigit sa 20 kg.
(Binagong edisyon, Rev. No. 3, 4, 5, 6).
4.10. Ang kontrol ng weld seam ay isinasagawa ng mga hindi mapanirang pamamaraan ayon sa teknikal na dokumentasyon.
(Ipinakilala bilang karagdagan, Rev. No. 4).
5. PAGMAMARKA, PAGPAPACKAGING, TRANSPORTA AT PAG-IMPORYA
5.1. Ang pagmamarka, packaging, transportasyon at imbakan ay isinasagawa alinsunod sa GOST 10692 na may karagdagan.
5.1.1. Ang mga thread ng pipe ay dapat protektahan mula sa mekanikal na pinsala at kaagnasan ng pampadulas ayon sa normatibong dokumentasyon.
Sinabi ni Sec. 5. (Binago ang edisyon, Rev. No. 3).
DATA NG IMPORMASYON
1. BINUO AT IPINAGPILALA ng Ministry of Ferrous Metallurgy ng USSR DEVELOPERS
V. I. Strizhok, Ph.D. tech. agham; V. M. Vorona, Ph.D. tech. agham; Yu. M. Mironov, Ph.D. tech. agham; A. I. Postolova
2. INAPRUBAHAN AT IPINAGPILALA NG Decree ng USSR State Committee for Standards na may petsang 11.09.75 No. 2379
3. Periodicity ng inspeksyon - 5 taon
4. PALITAN GOST 3262-62
5. MGA REGULASYON NG SANGGUNIAN AT MGA DOKUMENTONG TEKNIKAL
6. Ang panahon ng bisa ay inalis ng Decree of the State Standard ng Nobyembre 12, 1991 No. 1726
7. EDITION na may mga Susog Blg. 1, 2, 3, 4, 5, 6, naaprubahan Enero 1987, Mayo 1988, Nobyembre 1989, Nobyembre 1991 2-90, 2-92)
Sa teritoryo Pederasyon ng Russia Nalalapat ang GOST R 50779.71-99.



