Mnohé technické zariadenia, rovnako ako väčšina domácich potrieb, majú závitové spojenia, ktoré ľudstvo používa už od staroveku. Medzi hlavné nástroje, pomocou ktorých sa vyrábajú prvky takýchto spojení, patrí kohútik. Jeho použitie umožňuje rýchlo a bez väčších ťažkostí vyrezať presný a kvalitný závit na vnútornej ploche otvoru.
Dizajnové prvky
Prvé rezné nástroje vnútorný závit sa líšil primitívnym dizajnom a predstavoval štvorstennú tyč, na ktorej pracovnom konci, naostrenom pod jemným kužeľom, boli vyrezané rezacie zuby. Pri použití takéhoto závitníka sa závit vyrezal zaskrutkovaním do vnútra matice alebo do vopred pripraveného otvoru v obrobku. Prirodzene, takýto nástroj mal mnoho nevýhod, z ktorých najvýznamnejšie zahŕňajú absenciu zadnej plochy na reznej časti, ako aj negatívny uhol čela. Postupom času sa dizajn kohútikov stal premyslenejším a dnes umožňujú vytvárať presné a kvalitné vnútorné závity.
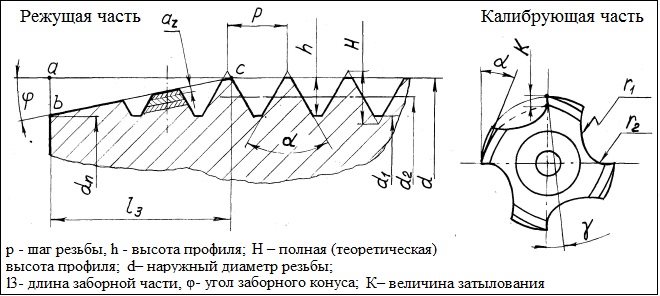
V každom kohútiku na závitovanie na vnútorných povrchoch obrobkov, bez ohľadu na jeho geometrické parametre a účel, existujú tieto prvky:
- bočné drážky (môže ich byť 2 až 6);
- kužeľová sacia časť;
- kalibračnej časti, ktorá má valcový tvar.
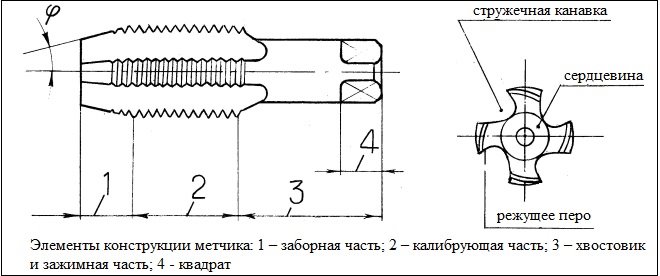
Drážky umiestnené na bočnom povrchu nástroja po celej jeho dĺžke súčasne vykonávajú dve funkcie: zabezpečujú odstraňovanie triesok zo zóny spracovania a uľahčujú prívod reznej kvapaliny (chladiacej kvapaliny) do takejto zóny. Tvar, ktorý má drážka pre závitník v priereze, je určený jej dvoma povrchmi, z ktorých jedna je predná strana rezného zuba nástroja a druhá je jeho zadná strana. Podľa typu profilu sú drážky na triesky nasledujúcich typov:
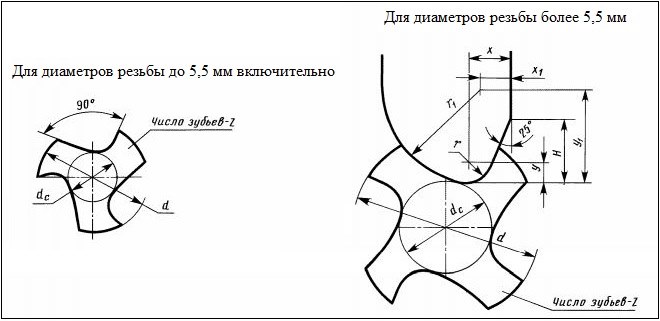
- jednoradiusové (s drážkami tohto tvaru sa vyrábajú hlavne kohútiky typu meradla);
- s rovnými prednými a zadnými plochami (na závitovanie vnútorných matíc sa používajú nástroje s drážkami tohto tvaru);
- s rovnými prednými a polomerovými zadnými plochami (väčšina závitníkov sa vyrába s drážkami na triesky tohto typu).
Drážky môžu byť usporiadané rôznymi spôsobmi: rovné, ako aj špirálové vpravo alebo vľavo. S priamymi drážkami sa vyrábajú kohútiky na všeobecné použitie. So skrutkovitými ľavostrannými drážkami sa vyrábajú závitníky, ktoré sa používajú na závitovanie priechodu. Triesky vytvorené takýmto nástrojom sa pohybujú pred ním pozdĺž obrábaného otvoru, čím sa eliminuje riziko poškodenia už vyrezaného závitu. Pri použití závitníkov so správnym smerom krútenia drážok dochádza k odvádzaniu triesok zo zóny obrábania k stopke nástroja. Z tohto dôvodu sú pravé závitníky ideálne na rezanie slepých otvorov.
Nasávacia časť závitníka, ako je uvedené vyššie, má kužeľovitý tvar, ktorý uľahčuje proces vstupu nástroja do obrábaného otvoru. Konkrétna hodnota uhla sklonu sacej časti, ktorá môže byť v rozsahu 3–20 °, sa volí v závislosti od toho, na aký typ spracovania bude nástroj použitý - hrubovanie, medziľahlé alebo dokončovacie.
Valcová kalibračná časť je vyrobená so spätným podhodnotením až o 0,1 mm, čo je potrebné na zníženie trecích síl, ktoré vznikajú pri procese závitovania. Na zníženie trecej sily medzi pracovnou časťou závitníka a obrábanou plochou umožňuje aj zadná plocha rezných zubov, ktorá je vykonávaná od ich vrcholu o 1/3 ich šírky. Vzniká tak podhodnotenie zadnej plochy rezných zubov, ktorej hodnota pre nástroje s priemerom 12–30 mm je asi 0,1 mm.
Druhy podľa účelu
Moderný priemysel vyrába rôzne druhy vodovodné batérie, ktoré sa navzájom líšia dizajnom a funkčnosť. Takže podľa ich účelu môžu byť kohútiky jedným z nasledujúcich typov.
ZámočníciTieto nástroje sú najčastejšie ručné a používajú sa v spojení so špeciálnym kľúčom, pomocou ktorého sa kohútik otáča. Spravidla sa vyrábajú a používajú v súpravách zložených z dvoch alebo troch nástrojov, z ktorých každý odoberá z ošetrovaného povrchu iba časť prídavku. Rozmery kohútikov zahrnutých v takejto súprave (najmä ich pracovné priemery) sa líšia. Prvý z nástrojov, na ktorého stopke je aplikované označenie vo forme jednej pomlčky, sa používa na hrubovanie, druhý (s dvoma čiarkami na stopke) sa používa na stredné a tretí (resp. tri čiarky) sa používa na dokončenie strihanej nite.

Ide o nástroje, ktorými je možné rezať závity ručne aj na strojoch rôznych typov (sústruženie, vŕtanie, kamenivo a pod.). Takéto kohútiky sa od kovoobrábacích líšia len mierne skrátenou sacou časťou a vyššou odolnosťou voči mechanickému namáhaniu.

kľúč
S pomocou takýchto nástrojov, ako to naznačuje ich názov, vykonávajú závitovanie v maticách. Orechy, v ktorých sú závity už narezané takým kohútikom, sa neodkrúcajú z nástroja, ale presúvajú sa na jeho predĺžený chvost. Stopky maticových závitníkov, ktorými sa rezajú závity na vŕtačkách, majú priamočiary tvar. Matice s už navlečenými závitmi, presunuté na takúto stopku, sa po vybratí nástroja zo skľučovadla jednoducho vytrasú. Na rezanie matíc na závitorezných strojoch sa používajú závitníky, ktorých stopky majú zakrivený tvar. Pri tomto spôsobe závitovania sa matice pod vzájomným tlakom tlačia pozdĺž zakrivenej stopky nástroja, dosahujú jeho koncovú časť a padajú do pripravenej nádoby.
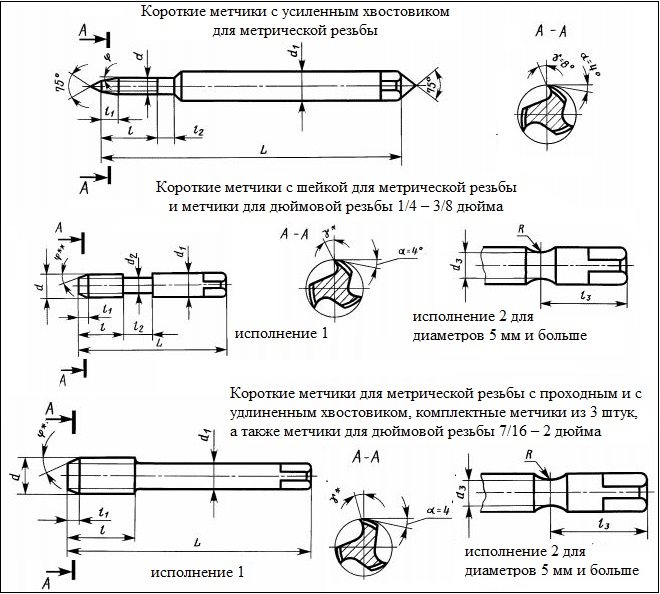
Požiadavky na konštrukciu a rozmery ručných aj strojných závitníkov na rezanie metrických závitov stanovuje GOST 3266-81, ktorý sa nazýva: „Strojové a ručné závitníky. Dizajn a rozmery.
S požiadavkami GOST na ručné a strojové kohútiky sa môžete zoznámiť stiahnutím dokumentu vo formáte pdf z nižšie uvedeného odkazu.
Typy podľa dizajnu
Podľa dizajnu sa kohútiky tiež delia na rôzne typy. V závislosti od tohto parametra sa teda rozlišujú nástroje:
- so skrátenými drážkami, ktoré sa tiež nazývajú bez drážky (konštrukcia takýchto závitníkov je špeciálne navrhnutá na rezanie závitov v častiach vyrobených z tvárnych nízkouhlíkových ocelí, hliníkových zliatin a vysokopevnostných legovaných ocelí);
- s drážkami umiestnenými pozdĺž špirálovej línie (nainštalujte takéto nástroje na obrábacie centrá a použite ich na rezanie slepých závitov);
- s reznými zubami umiestnenými v šachovnicovom vzore (vzhľadom na skutočnosť, že rezné zuby na kalibračnej časti takéhoto nástroja sú prerezané cez jeden, je možné znížiť treciu silu počas spracovania);
- stupňovitý typ s pracovnou časťou rozdelenou na dve časti, z ktorých každá plní svoju funkciu (napríklad existujú stupňovité kohútiky, ktorých prvá časť pracuje podľa obvodu generátora a druhá - podľa profilu; pre iné typy zo stupňovitých nástrojov prvá časť vykonáva funkciu rezania a druhá - vyhladzovanie);
- kombinované (ide vlastne o dva nástroje v jednom: ich rezná časť, vyrobená v jedinom dizajne, začína vŕtačkou a končí závitníkom);
- preťahovacie závitníky používané na rezanie závitov v priechodnom otvore akéhokoľvek priemeru (s ich pomocou sa závity režú na sústruhoch, v ktorých je obrobok upevnený, a v držiaku nástroja - stopka použitého nástroja; pohyb závitník počas závitovania je zabezpečený automatickým posuvom podpery stroja a otáčaním obrobku - otáčaním vretena);
- s vnútornou dutinou, vďaka ktorej sa nástroj počas spracovania chladí (použitie takýchto kohútikov inštalovaných na špecializovaných alebo viacoperačných zariadeniach môže výrazne zvýšiť produktivitu závitovania);
- zvonové závitníky (takéto závitníky sa používajú na rezanie vnútorných závitov s veľkým priemerom (50–400 mm) a majú prefabrikovanú konštrukciu pozostávajúcu z jednotlivých rezných prvkov).
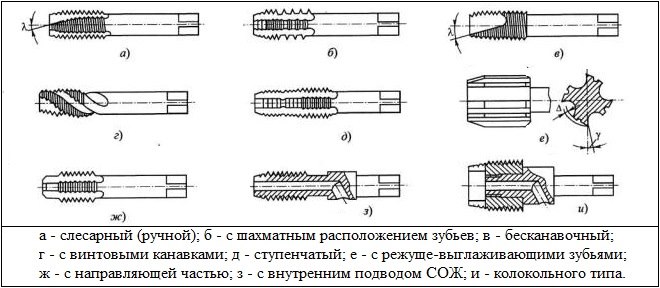
Štrukturálne sú všetky vyššie uvedené kohútiky tak odlišné od seba, že ich od seba môžete rozlíšiť aj podľa fotografie.
Typy závitov
Pomocou závitníkov rôznych kategórií, ako aj rôznych typov matríc je možné vytvárať závity na vnútorných povrchoch dielov rôzne druhy. V závislosti od typu rezaného závitu sú závitníky rozdelené do nasledujúcich kategórií.
MetrickéIde o závitníky, ktorými sa režú metrické závity. Prvok rezu závitu má v takýchto prípadoch tvar rovnoramenného trojuholníka a všetky jeho parametre sa merajú v milimetroch. Označenie takýchto kohútikov obsahuje písmeno "M". Na výber metrických kohútikov a priemeru prípravného otvoru sa používa špeciálna referenčná tabuľka.
InchPracovná časť takýchto kohútikov má kužeľovitý tvar. Priemer palcových nástrojov sa meria v palcoch a stúpanie sa meria v počte závitov na palec (25,4 mm). Sklon priemernej plochy kohútikov tohto typu je 1°47’24”.
RúraPatria sem valcové a kužeľové závitníky používané na rezanie závitov v potrubných armatúrach.
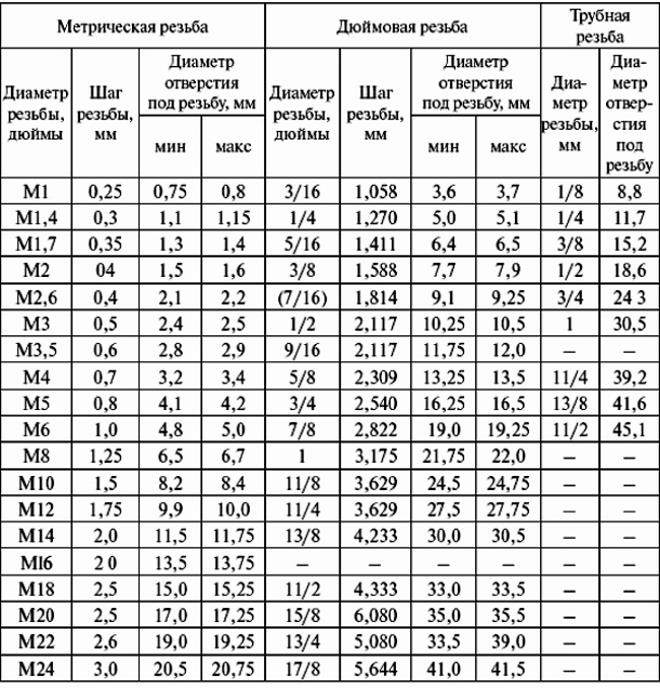
Tabuľka 1. Parametre závitníka a veľkosť otvoru pre závitník
Závitníky je možné použiť na vytváranie otvorov s pravým aj ľavým závitom. Závitníky pre ľavotočivé závity sa pri porovnaní v skutočnosti alebo na fotografii s nástrojmi správneho typu líšia od nich iba v smere skrutkovice ich reznej časti.
Tradičný spôsob artikulácie rôznych častí je mechanický. V prípade rúr to znamená ich spojenie pomocou závitových spojov a vhodných tvaroviek. V zásade sa táto technika používa pri spájaní vzoriek vyrobených z kovov alebo niektorých kompozitných materiálov. Aké nástroje sa používajú na rezanie závitov na potrubiach, ako presne sa to robí, je témou navrhovaného článku.
Podľa nižšie uvedenej tabuľky je ľahké zistiť, ako sa jeden typ vlákna líši od druhého.
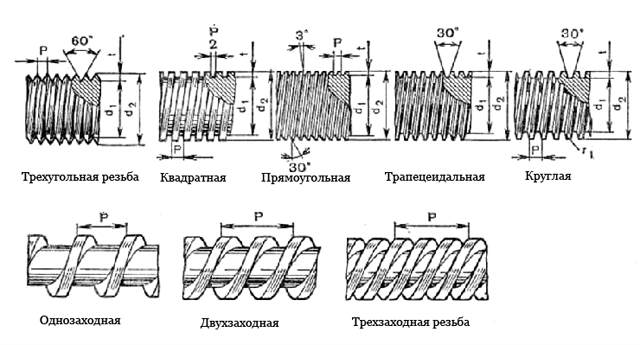
Hlavné parametre závitu - stúpanie, priemery, výška profilu atď. - sú znázornené v diagramoch.
Technológia rezania závitov a potrebné nástroje
Niť je možné získať ručne aj pomocou obrábacích strojov. Nemá zmysel uvažovať o poslednej možnosti, pretože všetky nuansy takejto práce sú odborníkovi dobre známe. Okrem toho je možné závitovanie vykonávať na rôznych modeloch inštalácií pomocou jedného alebo druhého nástroja, v závislosti od typu stroja.
Ale v každodennom živote alebo počas inštalačných prác na objekte sa vlákno odreže, až na zriedkavé výnimky, pomocou najjednoduchších zariadení alebo, ako sa hovorí, vlastnými rukami. To je pre čitateľa zaujímavejšie, takže sa zastavíme pri ručných metódach rezania.
Vonkajší závit
Umiera (lerks). Rozsah týchto produktov je významný. Každá vzorka zodpovedá určitému priemeru potrubia, na ktorom sa vykonáva rezanie.

Zápustky sa líšia kvalitou spracovania kovov a zaraďujú sa na výrobky pre "hrubé" (hrubé) a "presné" (dokončovacie) rezanie. Cena - od 68 rubľov za vzorku.
Držiaky matrice. Dostupné v rôznych modifikáciách - konvenčné, univerzálne, s račňou. Cena - od 139 rubľov.

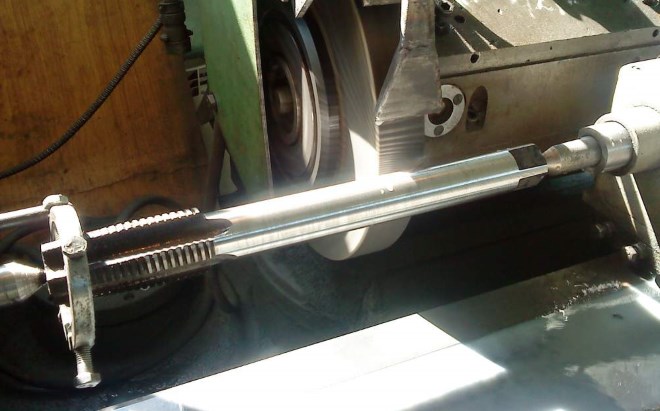
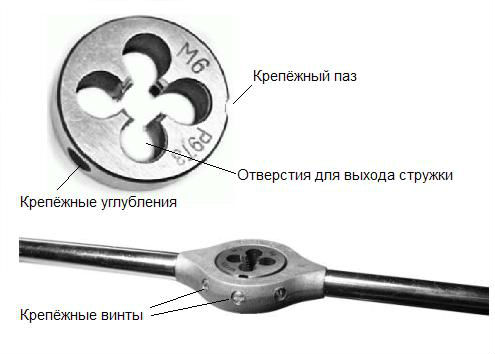
Ako je zariadenie na závitovanie zostavené, je zrejmé z obrázku.
Postup rezania závitu
- Rezanie konca potrubia. Uhol je pravý vzhľadom na pozdĺžnu os. Náradie - rezačka rúr príp.
- Príprava povrchu miesta. Miesto, kde sa má závit rezať, je starostlivo očistené od cudzích usadenín.
- Prvé navliekanie. Na potrubí je namontovaná "hrubá" matrica. Pre lepšie kĺzanie sa na ošetrované miesto nanáša tenká vrstva oleja.
- Druhý prechod. Nástroj "dokončenie" je nainštalovaný. Navíja sa na potrubie postupne, so systematickou zmenou smeru pohybu (pozdĺž, potom proti smeru hodinových ručičiek). Vizuálne sa kontroluje čistota nite a zisťuje sa dostatočnosť určitých úkonov.
- Kontrola kvality. Aby sa určila správnosť rezania (neprítomnosť chýb, zakrivenie atď.), Na potrubie sa inštaluje akýkoľvek výrobok (s príslušnými parametrami závitu), ktorý je možné naskrutkovať na daný priemer - pohon, spojka, matica. Ak vzorka ľahko prešla celou plochou, dielo možno považovať za ukončené.
Existuje ďalší nástroj na rezanie vonkajších závitov - klupp. Nie je to tak dávno na trhu a nie všetci zámočníci, dokonca aj so skúsenosťami, sa môžu pochváliť tým, že s ním spolupracovali. Zariadenie je celkom jednoduché.

Základ je prevzatý zo známeho plechu. Ale rezné hrany sú zásuvné. V skutočnosti ide o montáž, zatiaľ čo lerka je monolitický výrobok. Kluppy sa delia na manuálne vzorky a elektrické modely. Preto, aby sa zvýšila produktivita v domácich podmienkach, stroj nebude musieť byť zakúpený (prenajatý). Cena klupps je od 479 rubľov. Predávajú sa aj v setoch, takže je na výber.

Náklady na súpravy sú od 14 570 rubľov (mechanické) a od 32 800 rubľov (elektrické). Výrobcovia tiež dodávajú vzorky s vymeniteľnými frézami, vďaka čomu sú pohodlnejšie na použitie (od 798 rubľov / kus). Existujú produkty, na ktoré nie sú potrebné žiadne držiaky. Ľahko sa otáčajú pomocou otvoreného (plynového) kľúča.

Vnútorný závit
Kohútiky. Rovnako ako pri matriciach, každý priemer má svoj vlastný nástroj.
Cena - od 412 rubľov.
Držiaky na kohútiky.Účel je jasný. Druhý používaný názov je golier. Cena - od 170 rubľov.

- Orezanie konca a čistenie (ale v tomto prípade - zvnútra potrubia).
- Mazanie pracovnej oblasti.
- Primárne a sekundárne závitovanie.
- Kontrola kvality zaskrutkovaním vhodnej skrutky.

Vlastnosti závitovania na kompozitných materiáloch
Platí to najmä pre rúry zo sklenených vlákien, pretože výrobky vyrobené z PP, PE, kov-plast sú spojené úplne odlišnými spôsobmi. Technológia závitovania pomocou nástroja sa trochu líši od podobnej operácie vykonávanej na kovových výrobkoch. Takéto spojenie nemá vysokú pevnosť, ale pre sklolaminát sa považuje za hlavné a používa sa oveľa častejšie ako metódy nalievania zmesi, lisovania, vytvárania profilu a mnohých ďalších.
Čo sa berie do úvahy pri rezaní závitu?
- Schéma vystuženia sklolaminátom. Na základe toho sa určí smer spracovania vzorky.
- Nízka tepelná vodivosť kompozitu. Aby nedošlo k prehriatiu nástroja, je potrebné zabezpečiť účinný odvod tepla. Spôsob chladenia špeciálnou kvapalinou pri práci s takýmito materiálmi nie je použiteľný z dôvodu zvýšenej absorpcie vlhkosti mnohých z nich.
- Nízka presnosť rezania závitu. V prvom rade kvôli elasticite sklolaminátu a jeho špecifickej štruktúre. Ak sú požiadavky na tento parameter vysoké, zvolí sa iná metóda spracovania.
- Vrstvená štruktúra materiálu. Je to zrejmé najmä pri zvýšenom opotrebovaní rezného nástroja. V každom prípade sa po navlečení vyčistí pracovná plocha.
- Špeciálne požiadavky na TBC. Po prvé - kvôli zvýšenej tvorbe prachu.
Samotná technológia rezania akéhokoľvek vlákna nie je nič zložité. Všetky operácie sú jednoduché. Správna voľba nástroje, súlad s algoritmom akcií a zohľadnenie vlastností spracovaného hardvéru zaručujú vynikajúci výsledok.
Skratka http://bibt.ru
Nástroje na rezanie vnútorných a vonkajších závitov. Kohútiky. Zomrie.
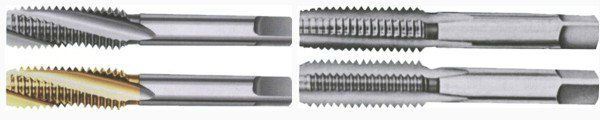
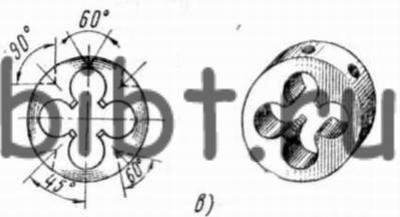
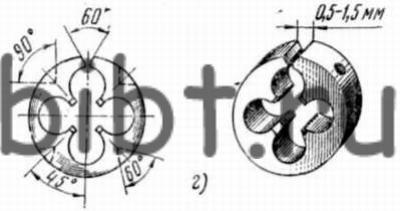
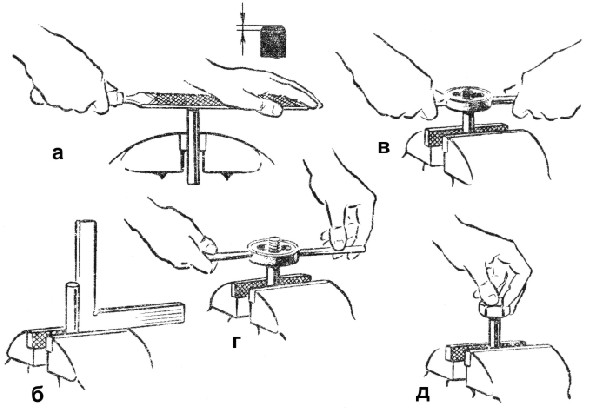
Vnútorné závity sú rezané kohútikom (obr. 36, a) a vonkajšie závity - s okrúhlymi matricami (obr. 36, c, d).
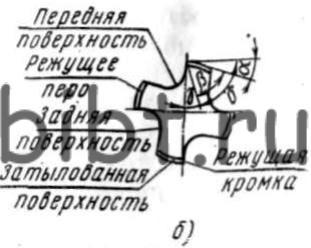
Ryža. 36. Nástroje na závitovanie:
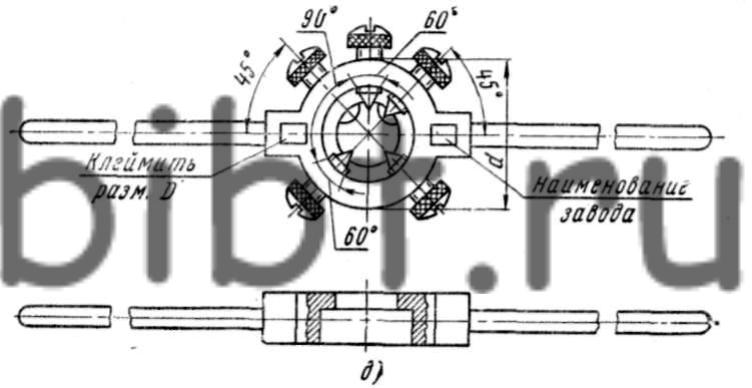
a - závitník a jeho prvky, b - uhly ostrenia závitníka: α - zadný, γ - predný, β - hroty, δ - uhol rezu, c - plná kruhová matrica, d - delená matrica, d - kľúč na kruhové matrice
Kohútiky vyrobené vo forme skrutky s rovnými alebo špirálovitými drážkami. Drážky tvoria rezné hrany. Závitník pozostáva z pracovnej časti a stopky. Na konci drieku je štvorhran na upevnenie závitníka v skľučovadle alebo v objímke. Pracovná časť kohútika pozostáva zo sacej (kužeľovej) a kalibračnej časti. Nasávacia časť reže závit, kalibračná časť slúži na vedenie rezu a na čistenie a kalibráciu závitového otvoru.
Ručné závity sú rezané súpravou pozostávajúcou z dvoch alebo troch závitníkov: hrubý, stredný a jemný. Najprv nakrájajte na hrubé a potom - stredné. Jemný závitník sa používa na konečné navliekanie závitov a klíženie. Závitníky sa vyznačujú počtom zárezov na stopke.
Okrem ručných závitníkov existujú strojné závitníky, ktoré sa od ručných závitníkov líšia tvarom pracovnej časti.
Závitníky sa dodávajú s pravým a ľavým závitom. Pri rezaní pravého závitu sa závitník otáča v smere hodinových ručičiek a pri rezaní ľavého závitu proti smeru hodinových ručičiek.
Zomrie(pozri obr. 36, c) sa používajú pri ručnom navliekaní aj na strojoch. Matrica má štrbinu, vďaka ktorej sa reguluje, t.j. priemer závitu sa mierne zväčší alebo zmenší v rozmedzí 0,1-0,25 mm. Doska sa nastavuje tromi skrutkami gombíka (pozri obr. 36, d): jedna sa zasunie do štrbiny a po zaskrutkovaní môže dosku mierne roztiahnuť a ďalšie dve ju môžu stlačiť.
Na rezanie vonkajších závitov používa sa špeciálny nástroj - matrice. Konštrukcia ich rezacieho zariadenia je v zásade podobná konštrukcii závitníka na rezanie vnútorných závitov. Ak je však závitník skrutka s drážkami vyrezanými pozdĺž nej, potom je matrica matica s vyrezanými drážkami, ktoré tvoria rezné hrany nástroja.
Zomrie a lekká
Pracovná časť matrice(Obr. 3.94) pozostáva z dvoch častí – sacej a kalibračnej. Nasávacia časť je kužeľová s uhlom 40 ... 60 °, je umiestnená na oboch stranách matrice a jej dĺžka je 1,5 ... 2 otáčky. Kalibračná časť zvyčajne pozostáva z 3 ... 5 otáčok.
Pri zámočníckom (ručnom) rezaní vonkajších závitov používajú sa matrice rôznych prevedení: okrúhle, ktoré sa niekedy nazývajú pece, posuvné (klupps) a špeciálne, na rezanie rúr.
Okrúhle matrice (lerks)(pozri obr. 3.94) sú závitový krúžok s niekoľkými drážkami na vytváranie rezných hrán a odvod triesok pri závitovaní. Okrúhle raznice sú pevné a štiepané, pružné. Závit na tyčiach pomocou matríc sa reže ručne pomocou gombíkov alebo na vŕtačkách a sústruhoch pomocou špeciálnych tŕňov. Delené matrice vďaka svojim pružným vlastnostiam umožňujú nastaviť hodnotu stredného priemeru závitu.
Lerks robia z nástrojových legovaných ocelí akosti 9XC a HVSG alebo z rýchloreznej ocele.
Štvorcová (posuvná) matrica(obr. 3.95) pozostáva z dvoch polovíc, upevnených v špeciálnom ráme s rukoväťami - kluppe, ktorých uhlové výčnelky vstupujú do drážok matrice a držia jej polovice. Jedna z polovíc matrice sa môže pohybovať, aby sa matrica nastavila na požadovaný stredný priemer závitu. Doska je upevnená skrutkami. V súčasnosti je závitovanie pomocou takýchto matríc veľmi zriedkavé, pretože neposkytujú dostatočnú presnosť závitovania.
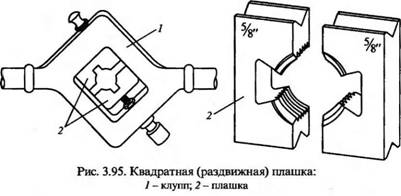
Doska je upevnená skrutkami. V súčasnosti je závitovanie pomocou takýchto matríc veľmi zriedkavé, pretože neposkytujú dostatočnú presnosť závitovania.
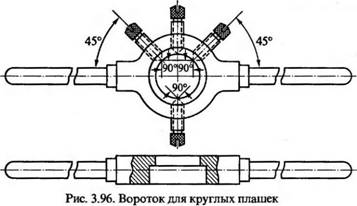
Obojky pre kruhové raznice (obr. 3.96) sú okrúhly rám s vybraním, v ktorého otvore je umiestnená okrúhla raznica. Zápustka v otvore sa bráni otáčaniu pomocou troch poistných skrutiek, ktorých kužeľové drieky vstupujú do vybraní vytvorených na tvoriacej priamke tela matrice. Štvrtá skrutka umožňuje nastaviť priemerný priemer závitu.
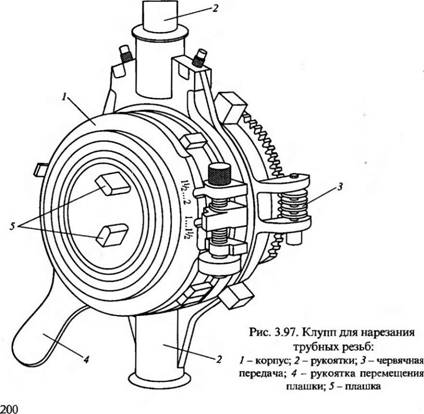
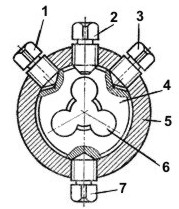
Nástroj a postup na rezanie vonkajších rúrkových závitov (obr. 3.97). Vonkajšie závity na potrubiach sa najčastejšie režú pomocou posuvných matríc. Klupp je vybavený sadou matric na rezanie rúrkových závitov s priemerom 1/2 ...% palca, 1 ... 1 '/4 palca a 1 '/2 ..2 palca a je navrhnutý tak, že štyri matrice 5 pohybujúce sa v jej tele 1 sa môžu súčasne priblížiť k stredu alebo od neho. Pohyb matrice zabezpečuje špeciálne otočné zariadenie matrice - čelná doska, poháňaná rukoväťou 4. Presné nastavenie matrice na veľkosť strihanej nite sa vykonáva podľa číselníka na tele matrice a inštalačné pohyby sa uskutočňujú pomocou závitovkového prevodu 3. Po inštalácii matríc na danú veľkosť závitu sa poloha zafixuje stlačením špeciálneho dorazu - "psov". Po narezaní závitu sa závitovková matrica neodskrutkuje z obrábaného obrobku, ale matrice sa otáčaním rukoväte 4 závitovkovej matrice odsunú od seba a odstránia z obrábaného obrobku. Skrutkovač má okrem rezacích matríc tri vodiace matrice (hladké, bez závitu). Poskytujú stabilnú polohu matrice na potrubí počas spracovania; ich inštalácia sa vykonáva otáčaním závitovkovej skrutky ozubeného kolesa 3. Na rúrkach s priemerom palca alebo menším sa závity ručne režú špeciálnymi okrúhlymi matricami.
Pri rezaní závitov na rúrkach mala by sa brať do úvahy povaha ich spojenia v potrubí. Pri závitovaní pre trvalé pripojenie potrubia by mala byť dĺžka závitovej časti potrubia 1/2 dĺžky spojky mínus dĺžka závitu na 1 ... 1,5 závitu závitu. Pri závitovaní pre skladacie potrubné spoje („na ostrohu“) sa na jednej rúre odreže závit ako pri jednodielnych prípojkách a na druhom konci rúry by mala byť dĺžka závitovej časti súčtom dĺžka spojky, poistná matica mínus 1 ... 1,5 dĺžky závitu pre daný závit.
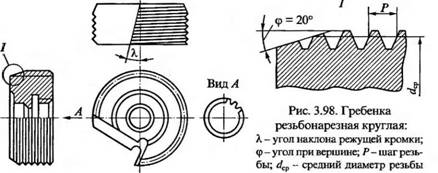
(obr. 3.98) sa používajú na rezanie rúrkových závitov na kovoobrábacích strojoch (sústruženie a vŕtanie) pomocou špeciálnych skľučovadiel. Hrebene sa vyrábajú v sadách po štyroch kusoch; závit každého hrebeňa súpravy je posunutý voči predchádzajúcemu o 1/4 stúpania závitu.
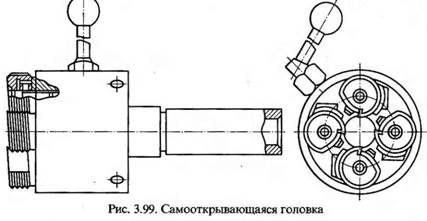
Pre závitovanie hrebeňmi sú určené špeciálne samootváracie skrutkovacie rezacie hlavy (obr. 3.99), do ktorých sú osadené všetky štyri hlavy súpravy.
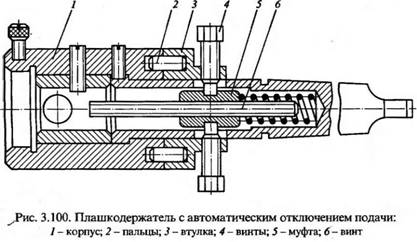
Pri rezaní vonkajších závitov na vŕtacích a sústružníckych strojoch sa používa špeciálne zariadenie - držiak tash s automatickým vypínaním posuvu (obr. 3.100). Zariadenie pozostáva z drieku, na ktorom je namontované puzdro s vtlačenými čapmi 2. Do puzdra sú zaskrutkované skrutky 4, ktorých konce môžu zasahovať do otvorov spojky 5. Nastavovacia skrutka 6 je umiestnená vo vnútri spojky. vŕtanie vretena vŕtačka, alebo v otvore brka koníka sústruh. Počas spracovania vychádza koniec spracovávanej tyče z matrice a dosadá na koniec skrutky 6, čo spôsobuje jej pohyb vo vnútri drieku. Na skrutku je naskrutkovaná spojka 5, ktorá pohybom spolu so skrutkou b stláča pružinu. Pohyb spojky 5 cez skrutky 4 sa prenáša na objímku 3, ktorá sa pohybuje pozdĺž vonkajší povrch driek, kým prsty 2 nevyjdú z telesných otvorov. V okamihu, keď prsty 2 opustia teleso 1, začne sa spolu s doskou v ňom inštalovanou otáčať. Prepnutím otáčania stroja do spätného chodu zabezpečujú odstránenie matrice zo zóny rezu. Nastavením výstupku skrutky zo spojky možno rezať závity rôznych dĺžok.
Mazacie-chladiace kvapaliny (chladiace kvapaliny) pri závitovaní slúžia na uľahčenie pracovných podmienok nástroja, zníženie drsnosti obrobeného povrchu a následne na zlepšenie kvality závitu získaného pri závitovaní. Výber chladiacej kvapaliny závisí od materiálu obrábaného obrobku. Takže napríklad na chladenie ocele (konštrukčnej, nástrojovej a legovanej), liatiny, medi a hliníka sa najčastejšie používa emulzia. Okrem toho sa petrolej používa na chladenie liatiny a hliníka.
Závity do medi, mosadze a bronzu je možné vykonávať bez chladenia.
Rezanie vonkajších závitov
Niť predstavuje špirálová drážka vytvorená na rotačných častiach. Široko sa používa na vzájomné spojenie dielov (upevnenie) a na prenos pohybu (ako napr. vodiaca skrutka sústruhu alebo zveráka).
Používa sa v závitových spojoch skrutky, sponky do vlasov A skrutky. Bolt - valcová tyč s hlavou na jednom konci a so závitom na druhom (pozri obrázok vpravo A). Vlásenka - valcová tyč so závitom na oboch koncoch. Jeden koniec čapu sa zaskrutkuje do jednej z častí, ktoré sa majú spojiť, a časť, ktorá sa má upevniť, sa namontuje na druhý koniec a naskrutkuje sa matica ( b). Skrutka - valcová tyč so závitom na zaskrutkovanie do jedného zo spojených dielov a hlavica rôznych tvarov ( V).
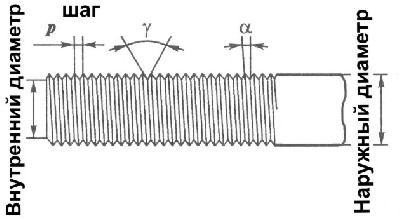
Základné závitové prvky
: uhol skrutkovice A,
stúpanie závitu R, profilový uhol pri, vonkajší a vnútorný priemer(obr. vľavo). V závislosti od destinácie závitové spojenie uplatniť odlišné typy vlákna

Autor: smer zákrut rezbárstvo sa deje správny A vľavo(obr. vpravo). Najčastejšie odrežte správnu niť.
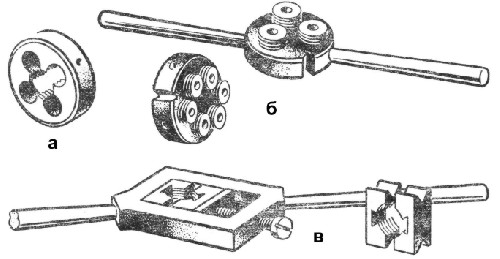
Na rezanie vonkajších upevňovacích závitov sa používa špeciálny nástroj - zomrie. Oni sú okrúhly(obr. vľavo A), valcovanie závitov(b) A posuvné(V).
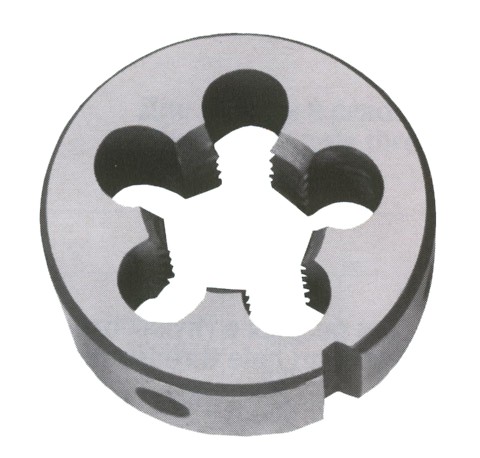
Okrúhla matrica (obr. vpravo) je vyrobený vo forme kalenej oceľovej matice. Závit matrice je prekrížený pozdĺžnymi otvormi. Vytvarované rezné hrany v tvare klinu a drážky zaisťujú rezanie obrobku a súčasný výstup triesky. Aby koniec tyče (prírez) lepšie vstupoval do matrice z koncových strán, jej závit má nižšiu výšku profilu. Ide o takzvanú plotovú časť. Na rezanie metrických závitov s priemerom 1 až 76 mm sú určené okrúhle matrice v súlade s normou. Sú umiestnené v hniezdach držiak matrice a upevnite tam čapmi (alebo skrutkami) s drážkou pre skrutkovač.
zomrieť 4 (obr. vľavo) s špeciálne výrezy 6 upevnený v držiak matrice 5 alebo v kľuka tri alebo štyri skrutky, v závislosti od jeho veľkosti a prevádzkových podmienok. Jeden resp dve skrutky 7 slúžiť na zabezpečenie skrutky 1 A 3 - na upevnenie a stlačenie matrice pri nastavovaní jej veľkosti po prerezaní prepojky. Doska je uvoľnená s skrutky 2 .
V prípade závitová valcovacia matrica (ryža. b vyššie) inštalované valcovanie závitové nastaviteľné valčeky. Kov obrobku nie je rezaný, ale vytláčaný. Vďaka tomu je povrch závitu čistejší a samotný závit je lepší a presnejší.
 Posuvné hranolové matrice
(ryža. V vyššie) pozostávajú z dvoch posuvných a zasúvacích poldoštičiek.
Posuvné hranolové matrice
(ryža. V vyššie) pozostávajú z dvoch posuvných a zasúvacích poldoštičiek.
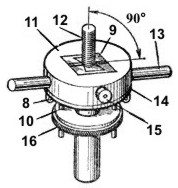
Obzvlášť zaujímavý je gombík na inštaláciu a upevnenie matrice (obr. vpravo) s prídavným vodiacim krúžkom 16
ktorý pomáha udržiavať smer na valcových obrobkoch 12
(tyče, posúvače a skrutky foriem, sťahováky matrice). V bežných obojkoch je možné použiť prídavné zariadenie.
Vo vnútornej časti klietky 1
gombík má opracované štvorcové okienko s vloženými prizmatickými matricami. Na boku klietky je nainštalovaná skrutka 15
, lisovanie matríc 9
počas prevádzky a zo strán klipu do tela 11
priskrutkované dve rukoväte 13
na uchopenie rukou. V spodnej časti klietky je nainštalovaná podložka 14
upevnené skrutkami 8
a dva vodiace kolíky 10
po ktorej sa krúžok pohybuje 16
.
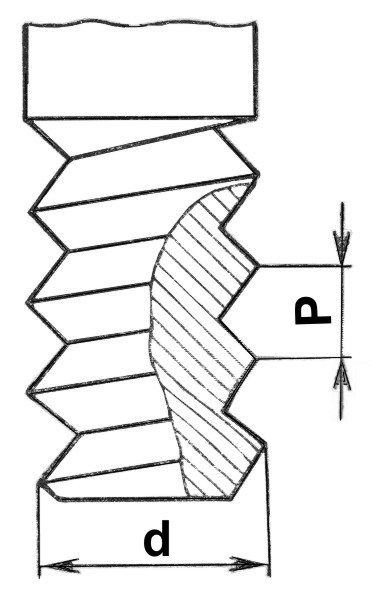
Aby ste mohli odrezať závit pomocou matrice na tyči, musíte to najskôr zistiť vonkajší priemer závitu d a jej krok R(pozri obr. vľavo). Tieto údaje sú uvedené na štítku. Potom podľa tabuľky (pozri tabuľku nižšie) určite priemer tyče pre tento závit a vyberte obrobok.
| Priemer závitu | Krok(R) | Priemer tyče | |
| Najmenej | najväčší | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Zároveň je potrebné vziať do úvahy, že pri rezaní nite sa kov, najmä meď, mäkká oceľ, „naťahuje“. V dôsledku toho sa priemer tyče mierne zväčšuje a tlak na závitový povrch matrice sa zvyšuje. Zahreje sa, triesky sa prilepia na rezné hrany a niť sa „roztrhne“. To všetko znižuje jeho kvalitu. Preto priemer tyče musí byť menší ako vonkajší priemer závitu o 0,1 ... 0,3 mm, v závislosti od veľkosti závitu. Ak je priemer tyče menší ako 0,4 ... 0,5 mm vonkajšieho priemeru závitu, potom je profil závitu neúplný.
 Vybraný obrobok je potrebné narovnať, označiť, odrezať podľa označenia a po upevnení vo zveráku zraziť pilníkom (obr. vpravo A), aby sacia časť matrice ľahšie zachytávala kov. Kvalita matrice by sa mala skontrolovať vonkajšou kontrolou a naskrutkovaním na skrutku alebo čap s neporušeným závitom. Je tiež potrebné dôkladne skontrolovať kvalitu upevnenia matrice v držiaku matrice, aby sa vylúčilo jej možné skreslenie a skĺznutie v objímke.
Vybraný obrobok je potrebné narovnať, označiť, odrezať podľa označenia a po upevnení vo zveráku zraziť pilníkom (obr. vpravo A), aby sacia časť matrice ľahšie zachytávala kov. Kvalita matrice by sa mala skontrolovať vonkajšou kontrolou a naskrutkovaním na skrutku alebo čap s neporušeným závitom. Je tiež potrebné dôkladne skontrolovať kvalitu upevnenia matrice v držiaku matrice, aby sa vylúčilo jej možné skreslenie a skĺznutie v objímke.
Pred navlečením je na tyči vyznačená jeho dĺžka, tyč je upevnená vo zveráku tak, aby koniec vyčnievajúci nad hornou rovinou čeľustí bol o 20 ... 25 mm väčší ako odrezaná časť. Tyč je umiestnená pozdĺž štvorca pod uhlom 90 ° k horným rovinám čeľustí (obr. b). Matrica upevnená v držiaku matrice sa umiestni na horný koniec tyče a miernym tlakom, bez toho, aby sa matrica mohla zošikmiť, ňou otáčajte (obr. V). Po vyrezaní 1-2 závitov závitu sa znova skontroluje zhoda osí otáčania matrice a tyče.
Potom namažte závitovú časť tyče olejom, rezanie matrice a otáčanie matrice rovnomerným stlačením oboch rukovätí držiaka matrice (obr. G). Rotácia by mala byť vratná: jedna alebo dve otáčky doprava a pol otáčky doľava. V tomto prípade sa trieska zlomí a vystúpi pozdĺžnym otvorom. To uľahčuje navliekanie a zlepšuje kvalitu nite. 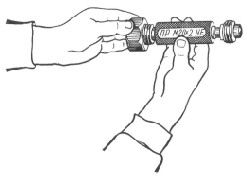
Kontroluje sa kvalita vyrezanej nite vo výrobných podmienkach závitové mikrometre, závitové meradlá-krúžky a skrutkovacie zátky(pozri obr. vľavo). V školských podmienkach je dovolené kontrolovať závit maticami.
Po ukončení práce sa matrica vyberie z držiaka matrice, dôkladne sa očistí kefou od triesok, utrie sa handrou a namaže sa olejom.
Závitovanie pomocou matrice je možné vykonávať aj na sústruhu.
Pri rezaní závitov by mala byť matrica bezpečne upevnená v držiaku matrice.
Pri práci dávajte pozor, aby ste sa nedostali rukou medzi rukoväť držiaka matrice a podperu.
Na mazanie použite kefu alebo olejček.
Neodfukujte triesky z matrice, ale použite zametaciu kefu.
Nedovoľte, aby sa olej dostal do kontaktu s odevom alebo rukami.
V továrňach sa používajú tvrdené skrutky, ktoré sa pretláčajú cez vyrazené otvory v dvoch alebo viacerých plechových častiach, ktoré sa majú spojiť. Skrutky, rezacie závity v otvoroch, spájajú tieto časti. Tento spôsob závitového spojenia je ekonomický a urýchľuje proces montáže. Mnoho podnikov teraz používa tvrdené samovytláčanie skrutky pre oceľové a liatinové diely, ktorých tvrdosť je menšia ako tvrdosť skrutiek.
Závity na skrutkách a svorníkoch malého priemeru sú vyrobené na automatické sústruhy súčasne s výrobou samotných skrutiek. Tiež skrutky a skrutky chrliť sa na lisoch.
Rozšírené v hromadnej výrobe valcovanie vonkajších závitov. Po prechode medzi valcami sa na tyči vytvorí závit. Niektorí závitorezníci používajú karbidové doštičky namiesto valčekov.
Hlavné pojmy a pojmy, ktoré sú potrebné na zvládnutie materiálu, sú popísané nižšie.
Hlavné prvky vlákna:
Vonkajší priemer závitu- je to priemer pomyselného valca, ktorého povrch sa zhoduje s vrcholmi vonkajšieho závitu a žliabkami vnútorného závitu.
Vnútorný priemer závitu- priemer valca, ktorého povrch sa zhoduje s vrcholmi vnútorného závitu a žliabkami vonkajšieho závitu.
Priemerný priemer závitu- priemer pomyselného koaxiálneho valca so závitom, ktorého tvoriaca čiara pretína profil závitu v mieste, kde sa šírka drážky rovná polovici stúpania závitu.
Uhol profilu- uhol medzi stranami profilu, meraný v axiálnom reze.
Vrch profilu- úsek profilu spájajúci strany výstupku.
profilová dutina- úsek profilu spájajúci strany drážky.
Stúpanie závitu - vzdialenosť medzi susednými bokmi profilu s rovnakým názvom v smere rovnobežnom s osou závitu.
Uhol závitu- uhol, ktorý zviera dotyčnica skrutkovice k bodu ležiacemu na strednom priemere závitu a rovina kolmá na os závitu.
Uhol profilu- uhol medzi stranami cievky, meraný v rovine prechádzajúcej osou závitu.
Systém závitov.
V priemysle sa používajú tieto vlákna:
Metrický závit- má trojuholníkový profil a slúži hlavne na vzájomné spojenie dielov.
Metrické vlákna sú rozdelené do dvoch skupín: metrický závit s veľkým krokom A metrický závit s jemným stúpaním pre priemery 0,25-600 mm.
Kužeľový závit potrubia- má rovnaký účel ako valcový. Požadovaná tesnosť spoja je dosiahnutá deformáciou kužeľových rúrkových závitov.
Kónický palcový závit s uhlom profilu 60 stupňov. Kónický palcový závit sa používa na získanie tesných spojení.
Palcový závit
- používa sa na upevnenie častí strojov pomocou svorníkov, skrutiek a čapov.
Trapézové závity- používajú sa hlavne na vodiace skrutky obrábacích strojov a iné prenosy sily.
Trapézové závity rozdelené na veľké, normálne a malé.
Prítlačné nite- veľké, normálne a malé - používajú sa najmä pre chod a nákladné (s veľkým zaťažením) vrtule s jednostranne pôsobiacim zaťažením. V zriedkavých prípadoch sa používajú ako spojovacie prvky.
Obdĺžnikový závit- používa sa na nákladné a vodiace skrutky. Niť je náročná na výrobu a má nevýhody, ktoré obmedzujú jej použitie.
Rúrkový závit valcový- valcový rúrkový závit sa používa pri spojoch dutých tenkostenných dielov, kedy spoj musí byť obzvlášť tesný.
Modulárny závit- používa sa na červy.
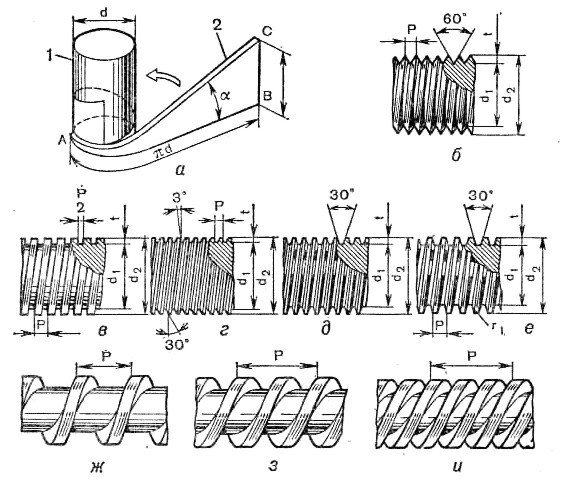
Schéma špirálových čiar: A- rozvinutie špirály; b- valcový trojuholníkový závit; V- valcový štvorcový závit; G- valcový obdĺžnikový závit; d- valcový
trapézový závit; e- valcový okrúhly závit; a- jednoduchý závit; h- dvojchodový závit; a - trojchodový závit.

Na zistenie stúpania závitu sa používajú špeciálne meradlá (pozri obrázok vpravo).