a) nameraná alebo viacnásobne nameraná dĺžka s toleranciou pre každý rez 5 mm a pozdĺžnou odchýlkou pre celú dĺžku plus 10 mm;
b) nemeraná dĺžka.
Po dohode medzi výrobcom a spotrebiteľom v dávke nemerané vodovodné a plynové potrubia je povolených až 5 % rúr s dĺžkou 1,5 až 4 m.
Pre závit vyrobený vrúbkovaním je na rúre povolené zmenšenie jeho vnútorného priemeru až o 10 % po celej dĺžke závitu. Hmotnosť 1 m vodná fajka vypočítané s hustotou ocele 7,85 g/cm. Pozinkované vodovodné potrubia o 3% ťažšie ako nepozinkové.
Poznámka: Maximálna odchýlka na kladnej strane pozdĺž hrúbky steny je obmedzená maximálnymi odchýlkami hmotnosti vodovodné a plynové potrubia. Vodné a plynové potrubia bežnej výrobnej presnosti sa používajú pre vodovodné potrubia, plynovody a vykurovacie systémy.
Vodovodné a plynové potrubia so zvýšenou výrobnou presnosťou sa používajú na časti konštrukcií vodovodov a plynovodov.
Maximálne odchýlky v hmotnosti rúr by nemali presiahnuť + 8%. Na žiadosť spotrebiteľa by maximálne odchýlky hmotnosti nemali presiahnuť: + 7,5 % - pre dávku; + 10% - pre samostatné potrubie.
Zakrivenie vodovodných a plynových potrubí na 1 m dĺžky by nemalo presiahnuť: 2 mm - s menovitým otvorom do 20 mm vrátane; 1,5 mm - s menovitým otvorom nad 20 mm.
Vodovodné a plynové potrubia s menovitým otvorom 6, 8, 10, 15 a 20 mm sa navíjajú do cievok na požiadanie spotrebiteľa. Príklady symbolov:
Obyčajná rúra, negalvanizovaná, s obvyklou výrobnou presnosťou, náhodná dĺžka, s menovitým otvorom 20 mm, hrúbkou steny 2,8 mm, bez závitu a bez spojky: rúra 20x2,8 GOST 3262-75.
To isté, so spojkou: rúrka M-20x2,8 GOST 3262-75.
Rovnaká, meraná dĺžka, so závitom: rúrka R-20x2, 8-4000 GOST 3262-75.
Pre vodovodné a plynové potrubia na vaľkanie závitov symbol za slovom "potrubie" sa uvádza písmeno H.
Pri vodovodných a plynových potrubiach s dlhým závitom sa za slovom „potrubie“ v symbole uvádza písmeno D.
Pre vodovodné a plynové potrubia so zvýšenou presnosťou výroby je písmeno P uvedené v symbole za veľkosťou podmieneného priechodu.
Parametre vodovodných a plynových potrubí (GOST 3262-75)
| DU Podmienené označenie | Vonkajší priemer, mm | Pľúca | Obyčajný | Vystužené | ||||||
| Hrúbka steny, mm | Hmotnosť 1m, kg | Metrov na tonu | Hrúbka steny, mm | Hmotnosť 1m, kg | Metrov na tonu | Hrúbka steny, mm | Hmotnosť 1m, kg | Metrov na tonu | ||
| 6 | 10,2 | 1,8 | 0,37 | 2681,8 | 2,0 | 0,40 | 2472,5 | 2,5 | 0,47 | 2106,4 |
| 8 | 13,5 | 2,0 | 0,57 | 1763,0 | 2,2 | 0,61 | 1631,1 | 2,8 | 0,74 | 1353,4 |
| 10 | 17,0 | 2,0 | 0,74 | 1351,6 | 2,8 | 0,98 | 1019,8 | 2,8 | 0,98 | 1019,8 |
| 15 | 21,3 | 2,5 | 1,16 | 862,7 | 2,8 | 1,28 | 782,8 | 3,2 | 1,43 | 700,1 |
| 20 | 26,8 | 2,5 | 1,50 | 667,5 | 2,8 | 1,66 | 603,4 | 3,2 | 1,86 | 536,9 |
| 25 | 33,5 | 2,8 | 2,12 | 471,7 | 3,2 | 2,39 | 418,2 | 4,0 | 2,91 | 343,6 |
| 32 | 42,3 | 2,8 | 2,73 | 366,6 | 3,2 | 3,09 | 324,1 | 4,0 | 3,78 | 264,7 |
| 40 | 48,0 | 3,0 | 3,33 | 300,4 | 3,5 | 3,84 | 260,3 | 4,0 | 4,34 | 230,4 |
| 50 | 60,0 | 3,0 | 4,22 | 237,1 | 3,5 | 4,88 | 205,1 | 4,5 | 6,16 | 162,4 |
| 65 | 75,5 | 3,2 | 5,71 | 175,3 | 4,0 | 7,05 | 141,8 | 4,5 | 7,88 | 126,9 |
| 80 | 88,5 | 3,5 | 7,34 | 136,3 | 4,0 | 8,34 | 120,0 | 4,5 | 9,32 | 107,3 |
| 90 | 101,3 | 3,5 | 8,44 | 118,5 | 4,0 | 9,60 | 104,2 | 4,5 | 10,74 | 93,1 |
| 100 | 114,0 | 4,0 | 10,85 | 92,2 | 4,5 | 12,15 | 82,3 | 5,0 | 13,44 | 74,4 |
| 125 | 140,0 | 4,0 | 13,42 | 74,5 | 4,5 | 15,04 | 66,5 | 5,5 | 18,24 | 54,8 |
| 150 | 165,0 | 4,0 | 15,88 | 63,0 | 4,5 | 17,81 | 56,1 | 5,5 | 21,63 | 46,2 |
Oceľové vodovodné a plynové potrubia, pozinkované a negalvanizované (čierne) s rezanými alebo vrúbkovanými valcovými závitmi a bez závitov, sa vyrábajú podľa menovitého vŕtania (DN) a hrúbky steny podľa GOST 3262-75 .
Potrubie sa musí zhodovať GOST 3262-75 .
Dĺžka potrubia je vyrobená:
- meraná dĺžka - od 4 predtým 12 m;
- nemeraná dĺžka, v rámci meranej.
- bežná presnosť;
- zvýšená presnosť.
Rúry kategórie VGP sú skupinou vodovodných a plynových potrubí vyrobených z ocele. Okrem toho existujú pozinkované a negalvanizované možnosti. Rúry sú duté, valcového tvaru s pozdĺžnym zvarovým švom.
Kategória má tri možnosti hrúbky steny – hrubostenná, stredná a tenkostenná. Sortiment tohto charakteru umožňuje použiť rúry vhodné špeciálne pre projekt, v ktorom sú použité.
Parametre produktu
Názov hovorí sám za seba - potrubie tohto typu môže byť použité ako vo vodovodných systémoch, tak aj v plynovodoch. V zásade sa potrubie VGP považuje za univerzálnu možnosť pre mnohé aplikácie.
Štandardné rúry majú dĺžku segmentov od 4 m do 12 m. Navyše je na výber materiál - bez závitu, alebo s valcovým alebo vrúbkovaným závitom na koncoch. Okrem toho môže byť krátky alebo dlhý - všetko závisí od nuancií pri používaní.

Potrubie VGP má zvyčajne tri kategórie pevnosti:
- Obyčajný.
- Pľúca.
- Vystužené.
Aj keď sú takéto rúry ťažšie ako negalvanizované, asi o 3%, povlak poskytuje vynikajúci výsledok pri prechode kvapalín cez vedenie. Rúrka nehrdzavie a jej životnosť sa výrazne predlžuje.
Výhody rúr VGP
- Štandardné rúry VGP GOST 3262 75 sú vyrobené z vysoko kvalitnej ocele.
- Takzvané "čierne rúry" VGP majú zosilnený zvarový šev.
- Rúry tohto typu majú tri kategórie vhodné pre spotrebiteľa - ľahké, vystužené a obyčajné. To vám umožní vybrať si správnu možnosť pre dokonalý dizajn diaľnice.
- Závit na koncoch rúr môže byť dlhý, krátky alebo podľa želania zákazníka aplikovaný na požadovanú stranu v požadovaných parametroch.
- Rúry tejto kategórie sa dodávajú buď so spojkami alebo bez nich.
- Parametre potrubia môžu byť uvedené v palcoch, čo sa považuje za normu.
- Predávané potrubia podliehajú povinnej hydro-vírovej kontrole, takže dodržiavanie noriem možno považovať za takmer dokonalé.
- Nízka cena s vynikajúcou kvalitou výrobkov je garantom pridelených noriem a predpisov.
- Všestrannosť v aplikácii. Rúry správneho typu sú ideálne pre inštalačné a opravárenské práce takmer akejkoľvek kategórie.
- Obrovská škála druhov rúr - od bezšvíkových valcovaných za tepla až po možnosti valcované za studena a elektricky zvárané.
- Prítomnosť komponentov - príruby, spojky, T-kusy, ohyby, prechody a iné veci, ako aj možnosť ich jednoduchého použitia pri inštalačných prácach.
Ako viete, štandardné rúry VGP GOST 3262 75 majú širokú škálu aplikácií. Prítomnosť najmenej troch typov tohto typu umožňuje ich použitie takmer vo všetkých oblastiach potrubí. Okrem toho je možné zvoliť kategóriu pre typ vedenia s bohatým výberom typov rúr pre jeho inštaláciu.
/ GOST 3262-75. Oceľové rozvody vody a plynu. technické údaje.
Aktualizované: 09.02.2006
MDT 669.14-462:006.354 Skupina B62
OCEĽOVÉ VODNÉ A PLYNOVÉ POTRUBIE
TECHNICKÉ PODMIENKY
GOST 3262-75
ŠTANDARDNÉ VYDAVATEĽSTVO
ŠTÁTNY ŠTANDARD Zväzu SSR
OCEĽOVÉ VODNÉ RÚRY GOST
Špecifikácia 3262-75
vodovodné a plynové oceľové rúry
technické podmienky
OKP 138500, OKP 138501
Dátum uvedenia 01.01.77
Táto norma platí pre oceľové zvárané rúry negalvanizované a pozinkované so závitovými alebo vrúbkovanými valcovými závitmi a bez závitov používané pre vodovodné a plynové potrubia, vykurovacie systémy, ako aj pre časti konštrukcií vodovodov a plynovodov.
1. SORTIMENT
1.1. Rúry sa vyrábajú podľa rozmerov a hmotnosti uvedených v tabuľke. 1.
Rúry ľahkého radu určené na valcovanie závitov sa na žiadosť spotrebiteľa vyrábajú podľa rozmerov a hmotnosti uvedených v tabuľke. 2.
1.2. Dĺžka potrubia sa vyrába od 4 do 12 m:
a) nameraná alebo viacnásobne nameraná dĺžka s toleranciou pre každý rez 5 mm a maximálnou odchýlkou pre celú dĺžku plus 10 mm;
b) nemeraná dĺžka.
Po dohode medzi výrobcom a spotrebiteľom je povolených až 5 % rúr s dĺžkou 1,5 až 4 m v sérii rúr mimo rozchod.
stôl 1
| Podmienečné povolenie | Vonkajší priemer | Hrúbka steny potrubia | Hmotnosť 1 m rúr, kg |
||||
| pľúca | obyčajný | vystužené | pľúca | obyčajný | vystužené |
||
| 10,2 | 0,37 | 0,40 | 0,47 |
||||
| 13,5 | 0,57 | 0,61 | 0,74 |
||||
| 17,0 | 0,74 | 0,80 | 0,98 |
||||
| 21,3 | 2,35 | 1,10 | |||||
| 21,3 | 1,16 | 1,28 | 1,43 |
||||
| 26,8 | 2,35 | 1,42 | |||||
| 26,8 | 1,66 | 1,86 |
|||||
| 33,5 | 2,12 | 2,39 | 2,91 |
||||
| 42,3 | 2,73 | 3,09 | 3,78 |
||||
| 48,0 | 3,33 | 3,84 | 4,34 |
||||
| 60,0 | 4,22 | 4,88 | 6,16 |
||||
| 75,5 | 5,71 | 7,05 | 7,88 |
||||
| 88,5 | 7,34 | 8,34 | 9,32 |
||||
| 101,3 | 8,44 | 9,60 | 10,74 |
||||
| 114,0 | 10,85 | 12,15 | 13,44 |
||||
| 140,0 | 13,42 | 15,04 | 18,24 |
||||
| 165,0 | 15,88 | 17,81 | 21,63 |
||||
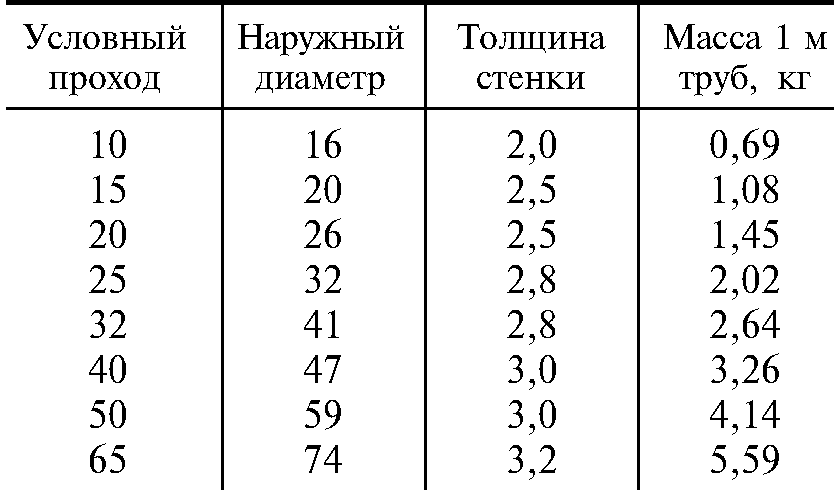
tabuľka 2
| Podmienečné povolenie | Vonkajší priemer | hrúbka steny | Hmotnosť 1 m rúr, kg |
| 0,69 |
|||
| 1,08 |
|||
| 1,45 |
|||
| 2,02 |
|||
| 2,64 |
|||
| 3,26 |
|||
| 4,14 |
|||
| 5,59 |
Poznámky:
1. Pre závit vyrobený vrúbkovaním je na rúre povolené zmenšenie jeho vnútorného priemeru až o 10 % po celej dĺžke závitu.
2. Hmotnosť 1 m rúrok bola vypočítaná s hustotou ocele 7,85 g / cm 3. Pozinkované rúry sú o 3 % ťažšie ako nepozinkové.
(Zmenené vydanie, Rev. č. 1, 3)
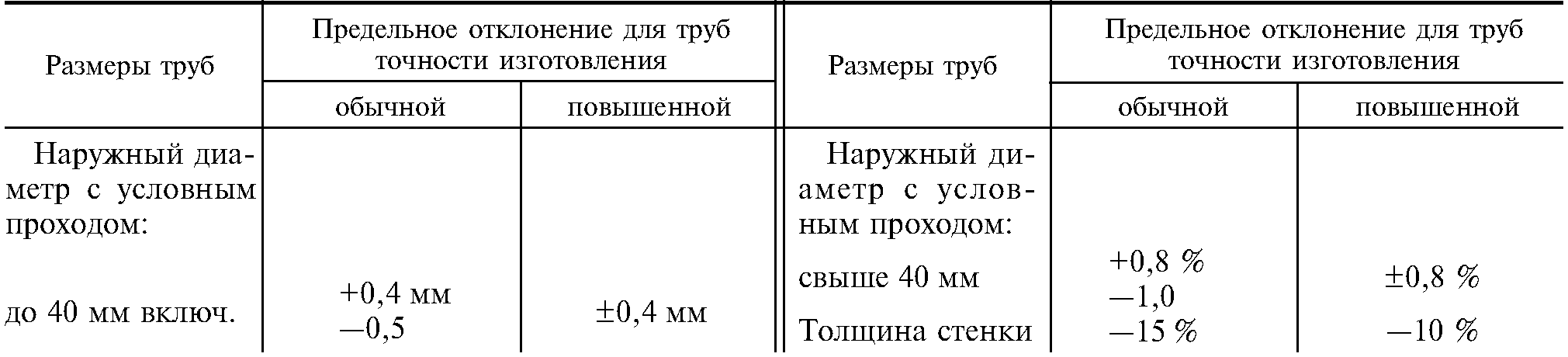
1.3. Limitné odchýlky v rozmeroch potrubia by nemali presiahnuť hodnoty uvedené v tabuľke. 3.
Tabuľka 3
| Rozmery potrubia | Limitné odchýlky pre výrobu presných rúr |
|
| obyčajný | zvýšené |
|
| Vonkajší priemer s menovitým otvorom: | ||
| do 40 mm vr. | 0,4 mm | 0,4 mm |
| 0,5 mm | 0,4 mm |
|
| Viac ako 40 mm | 0,8 % | 0,8 % |
| 1,0 % | 0,8 % |
|
| hrúbka steny | 15 % | 10 % |
Poznámky:
1. Maximálna odchýlka na plusovej strane pozdĺž hrúbky steny je obmedzená maximálnymi odchýlkami v hmotnosti rúr.
2. Rúry bežnej výrobnej presnosti sa používajú pre vodovodné potrubia, plynovody a vykurovacie systémy. Rúry so zvýšenou presnosťou výroby sa používajú na časti konštrukcií vodovodov a plynovodov.
1.4. Maximálne odchýlky v hmotnosti rúr by nemali presiahnuť + 8%.
Na žiadosť spotrebiteľa by maximálne odchýlky hmotnosti nemali prekročiť:
7,5 % - pre stranu;
10% - pre jedno potrubie.
(Zmenené vydanie, Rev. č. 2, 5).
1.5. Zakrivenie rúr na 1 m dĺžky by nemalo presiahnuť:
2 mm - s menovitým otvorom do 20 mm vrátane;
1,5 mm - s menovitým otvorom nad 20 mm.
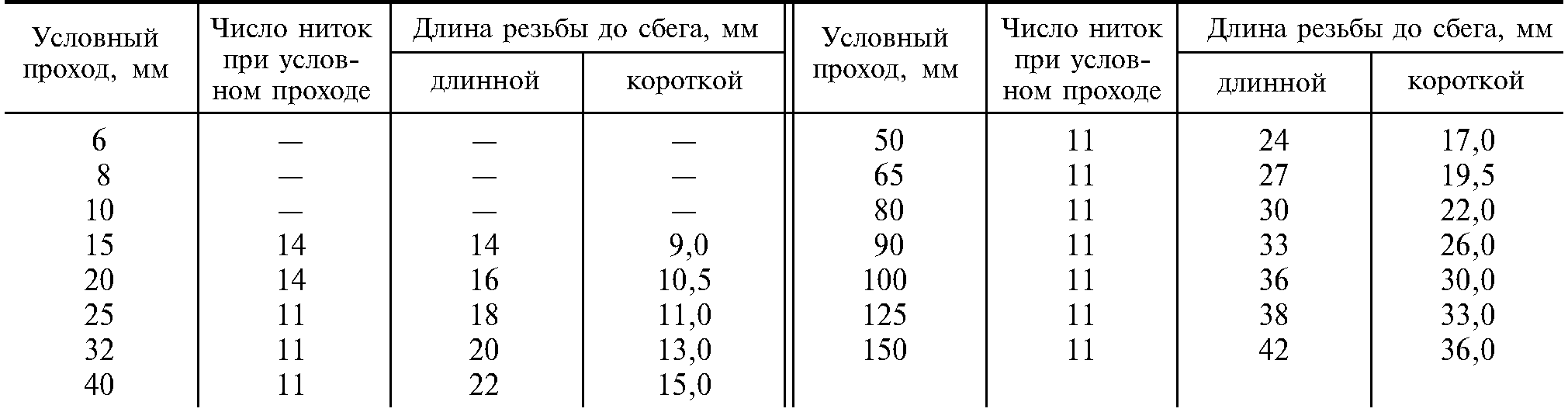
1.6. Rúrkové závity môžu byť dlhé alebo krátke. Požiadavky na závit musia zodpovedať požiadavkám uvedeným v tabuľke. 4.
Tabuľka 4
| Podmienený prechod, mm | Dĺžka závitu pred útekom | Podmienený prechod, mm | Počet ni-prúdu pri podmienenom prechode | Dĺžka závitu pred útekom |
|||
| dlhý | krátky | dlhý | krátky |
||||
| 17,0 |
|||||||
| 19,5 |
|||||||
| 22,0 |
|||||||
| 26,0 |
|||||||
| 10,5 | 30,0 |
||||||
| 11,0 | 33,0 |
||||||
| 13,0 | 36,0 |
||||||
| 15,0 | |||||||
1.7. Rúry s menovitým priemerom 6, 8, 10, 15 a 20 mm sa navíjajú do zvitkov na žiadosť spotrebiteľa.
Príklady legendy
Obyčajná rúra, negalvanizovaná, bežnej výrobnej presnosti, náhodná dĺžka, s menovitým otvorom 20 mm, hrúbkou steny 2,8 mm, bez závitu a bez spojky:
Potrubie 20 2, GOST 3262-75
To isté so spojkou:
Rúrka M-20 2, GOST 3262-75
Rovnaká, meraná dĺžka, závit:
Rúrka R-20 2, - 4000 GOST 3262-75
Rovnaký, pozinkovaný, náhodná dĺžka, závit:
Potrubie Ts-R-20 2, GOST 3262-75
To isté, so zinkovým povlakom, meraná dĺžka, so závitom:
Potrubie Ts-R-20 2, - 4000 GOST 3262-75
Pri rúrach na valcovanie závitov sa za slovom „rúrka“ v symbole uvádza písmeno H.
Pri rúrach s dlhým závitom sa za slovom „rúrka“ v symbole uvádza písmeno D.
Pre rúry so zvýšenou presnosťou výroby je v symbole za menovitým rozmerom otvoru uvedené písmeno P.
(Upravené vydanie, Rev. č. 1).
2. TECHNICKÉ POŽIADAVKY
2.1. Rúry sa vyrábajú v súlade s požiadavkami tejto normy a podľa predpísaným spôsobom schválených technologických predpisov, z ocelí v súlade s GOST 380-88 a GOST 1050-88 bez normalizácie mechanických vlastností a chemického zloženia.
Rúry pre časti konštrukcií vodovodov a plynovodov sú vyrobené z ocele podľa GOST 1050-88.
2.2. Na žiadosť spotrebiteľa musia byť konce rúr, ktoré sa majú zvárať, s hrúbkou steny 5 mm alebo viac, skosené pod uhlom 35-40 ° ku koncu rúry. V tomto prípade by mal byť ponechaný koncový krúžok so šírkou 1 - 3 mm.
Na žiadosť spotrebiteľa sa na obyčajných a vystužených rúrach s menovitým otvorom väčším ako 10 mm aplikuje závit na oba konce rúry.
2.1; 2.2. (Zmenené vydanie, Rev. č. 3, 4).
2.3. Na žiadosť spotrebiteľa sú rúry vybavené spojkami vyrobenými v súlade s GOST 8944-75, GOST 8954-75, GOST 8965-75 a GOST 8966-75 v pomere jednej spojky pre každú rúru.
(Upravené vydanie, Rev. č. 3).
2.4. Trhliny, zajatie, opuchy a západy slnka nie sú povolené na povrchu rúr.
Na koncoch rúr nie je povolená delaminácia.
Jednotlivé preliačiny, vlnky, škrabance, odlupovacie stopy a iné chyby spôsobené výrobnou metódou sú povolené, ak nepresahujú hrúbku steny minimálne rozmery, ako aj vrstvu vodného kameňa, ktorá neprekáža pri kontrole.
Na rúrach vyrobených zváraním v peci je dovolené v mieste zvaru zmenšiť vonkajší priemer na 0,5 mm, ak v tomto mieste dôjde k jemnému zhrubnutiu vnútorného priemeru nie viac ako 1,0 mm.
(Zmenené vydanie, Rev. č. 3, 4).
2.5. Na žiadosť spotrebiteľa musí byť na rúrach s menovitým otvorom 20 mm alebo viac na vnútornom povrchu spoja rúry vyrezaný alebo sploštený, pričom výška ostrapu alebo jeho stôp by nemala presiahnuť 0,5 mm. .
Na žiadosť spotrebiteľa je na rúrach s menovitým otvorom väčším ako 15 mm, vyrobených zváraním v peci a redukciou za tepla, povolené jemné zhrubnutie do výšky najviac 0,5 mm na vnútornom povrchu rúr v zvarová zóna.
(Zmenené vydanie, Rev. č. 2, 3, 4, 5, 6).
2.6. Konce rúr musia byť zrezané do štvorca. Hodnota skosenia konca nie je povolená viac ako 2 °. Zvyšky otrepov by nemali presiahnuť 0,5 mm. Pri odstraňovaní otrepov je povolená tvorba otupenia (zaobľovania) koncov. V mlynskej linke je povolené rezať rúry.
Po dohode medzi výrobcom a spotrebiteľom sú povolené otrepy do 1 mm na rúrach s menovitým otvorom 6-25 mm, vyrobených zváraním v peci.
(Zmenené vydanie, Rev. č. 4, 6).
2.7. Pozinkované rúry musia mať súvislý zinkový povlak po celej ploche s hrúbkou minimálne 30 mikrónov. Neprítomnosť zinkového povlaku na koncoch a závitoch rúr je povolená.
Na povrchu pozinkovaných rúr nie sú povolené pľuzgiere a cudzie inklúzie (hardzinok, oxidy, sintrovaná vsádzka), odlupovanie povlaku od základného kovu.
Oddelené miesta toku a stopy rúr zachytených zdvíhacími zariadeniami, drsnosť a mierne lokálne usadeniny zinku sú povolené.
Je povolené korigovať jednotlivé nepozinkované profily o 0,5% vonkajší povrch potrubia podľa GOST 9.307-89.
(Zmenené vydanie, Rev. č. 3, 4).
2.8. Rúry musia odolať hydraulickému tlaku:
2,4 MPa (25 kgf / cm 2) - rúry, obyčajné a ľahké;
3,1 MPa (32 kgf / cm 2) - vystužené rúry.
Na žiadosť spotrebiteľa musia rúry odolať hydraulickému tlaku 4,9 MPa (50 kgf / cm 2)
(Zmenené vydanie, Rev. č. 2, 3, 5).
2.9. Rúry s menovitým vŕtaním do 40 mm vrátane musia vydržať skúšku ohybom okolo tŕňa s polomerom rovnajúcim sa 2,5 vonkajšieho priemeru a s menovitým vŕtaním 50 mm - na tŕni s polomerom rovnajúcim sa 3,5 vonkajšieho priemeru priemer.
Na žiadosť spotrebiteľa musia rúry vydržať skúšku rozťažnosti:
pre rúry s menovitým otvorom od 15 do 50 mm - nie menej ako 7%;
pre rúry s menovitým vŕtaním 65 alebo viac - najmenej 4%.
Na žiadosť spotrebiteľa musia rúry vydržať skúšku sploštenia až do vzdialenosti medzi sploštenými plochami rovnajúcej sa 2/3 vonkajšieho priemeru rúr.
(Zmenené vydanie, Rev. č. 2, 3, 5).
2.10. Na žiadosť spotrebiteľa musia mechanické vlastnosti rúr pre časti konštrukcií vodovodov a plynovodov zodpovedať GOST 1050-88.
2.11. Rúrkový závit musí byť čistý, bez chýb a otrepov a musí zodpovedať GOST 6357-81, trieda presnosti B.
Pri montáži s tesnením sa používajú rúry s valcovými závitmi.
2.10; 2.11. (Zmenené vydanie, Rev. č. 3, 4).
2.12. V mieste švu je povolená čerň na závitoch závitu, ak zníženie normálnej výšky profilu závitu nepresiahne 15% a na žiadosť spotrebiteľa nepresiahne 10%.
Na závitoch sú povolené nite s pretrhnutými (pre rezané) alebo neúplné (pre vrúbkované) závity, ak ich celková dĺžka nepresahuje 10 % požadovanej dĺžky závitu a na žiadosť spotrebiteľa nepresahuje 5 %.
(Zmenené vydanie, Rev. č. 2, 3, 5).
2.13. Na závite je povolené skrátiť užitočnú dĺžku závitu (bez odtoku) až o 15 % v porovnaní s údajmi v tabuľke. 4, a na žiadosť spotrebiteľa až do výšky 10 %.
(Zmenené vydanie, Rev. č. 2, 3, 5).
2.14. Závitovanie na pozinkovaných rúrach sa vykonáva po pozinkovaní.
2.15. (Vymazané, Rev. č. 3).
2.16. Na žiadosť spotrebiteľa sú zvárané švy rúr podrobené kontrole nedeštruktívnymi metódami.
(Upravené vydanie, Rev. č. 5).
3. PRAVIDLÁ PRIJÍMANIA
3.1. Rúry sa prijímajú v dávkach. Dávka musí pozostávať z rúr rovnakej veľkosti, rovnakej značky a musí k nej byť priložený jeden dokument kvality v súlade s GOST 10692-80 s prídavkom pre rúry určené na výrobu dielov pre konštrukcie vodovodných a plynovodných potrubí, vyrobené z ocele v v súlade s GOST 1050-88: chemické zloženie a mechanické vlastnosti ocele v súlade s dokumentom o kvalite od výrobcu prírezu.
Hmotnosť strany nie je väčšia ako 60 ton.
(Zmenené vydanie, Rev. č. 3, 4).
3.2. Povrch, rozmery a zakrivenie sa kontroluje pre každú rúru z dávky.
Je povolené používať štatistické metódy kontroly v súlade s GOST 18242-72 normálna úroveň. Kontrolné plány sa stanovujú dohodou medzi výrobcom a spotrebiteľom.
Kontrola vonkajšieho priemeru rúrok sa vykonáva vo vzdialenosti najmenej 15 mm od konca rúry.
(Zmenené vydanie, Rev. č. 3, 4, 5).
3.3. Na kontrolu parametrov závitu, na testovanie rozťažnosti, sploštenia, ohybu, výšky vnútorného otrepu, zvyškov otrepov, pravého uhla a uhla skosenia (pre rúry so skosenými hranami), mechanických vlastností, nie viac ako 1 %, ale vyberú sa najmenej dve rúry zo série a pre rúry vyrobené kontinuálnym zváraním v peci dve rúry na dávku.
(Zmenené vydanie, Rev. č. 3, 4).
3.4. Všetky rúry podliehajú kontrole hmotnosti.
(Upravené vydanie, Rev. č. 3).
3.5. Každé potrubie je podrobené hydraulickej tlakovej skúške. Pri 100% kontrole kvality zvaru nedeštruktívnymi metódami nie je možné vykonávať hydraulické tlakové skúšky. Zároveň je zaručená schopnosť rúr odolať skúšobnému hydraulickému tlaku.
(Upravené vydanie, Rev. č. 6).
3.6. Na kontrolu hrúbky zinkového povlaku na vonkajšom povrchu a na prístupných miestach na vnútornom povrchu sa z dávky odoberajú dve rúry.
(Upravené vydanie, Rev. č. 2).
3.7. Ak sa dosiahnu neuspokojivé výsledky testu aspoň pre jeden z indikátorov, vykoná sa druhý test na dvojitej vzorke.
Výsledky opakovaného testu sa vzťahujú na celú šaržu.
4. SKÚŠOBNÉ METÓDY
4.1. Na kontrolu kvality sa z každej vybranej rúry pre každý typ testu odreže jedna vzorka.
Skúška ťahom sa vykonáva podľa GOST 10006-80. Namiesto skúšania ťahom je dovolené kontrolovať mechanické vlastnosti nedeštruktívnymi metódami.
4.2. Kontrola povrchu rúr sa vykonáva vizuálne.
4.3. Hydraulická skúška vykonávané podľa GOST 3845-75 s vystavením skúšobnému tlaku po dobu najmenej 5 s.
4.4. Skúška ohybom sa vykonáva podľa GOST 3728-78. Pozinkované rúry sa testujú pred náterom.
(Upravené vydanie, Rev. č. 3).
4.4a. Skúška rozťažnosti sa vykonáva podľa GOST 8694-75 na kužeľovom tŕni s uhlom kužeľa 6°.
Skúšku je možné vykonať na tŕni s uhlom skosenia 30°.
(Zmenené vydanie, Rev. č. 3, 4).
4.4b. Skúška sploštenia sa vykonáva podľa GOST 8695-75.
(Upravené vydanie, Rev. č. 3).
4.4c. Kontrola zvaru sa vykonáva nedeštruktívnymi metódami podľa normatívnej a technickej dokumentácie.
(Zavedené dodatočne, Rev. č. 3).
4.5. Hrúbka zinkového povlaku na vonkajšom povrchu a na prístupných miestach na vnútornom povrchu je kontrolovaná v súlade s GOST 9.301-86 a GOST 9.302-88, ako aj so zariadeniami typu MT-41NTs, MTZON alebo Impulse podľa regulačnej a technickej dokumentácie.
4.6. Závit sa kontroluje pomocou závitových prstencových kalibrov podľa GOST 2533-88 (tretia trieda presnosti).
V tomto prípade by naskrutkovanie meracieho krúžku na závite nemalo byť väčšie ako tri otáčky.
(Zmenené vydanie, Rev. č. 3, 4).
4.7. Zakrivenie rúr je riadené pravítkom podľa GOST 8026-92 a sadou sond podľa TU 2-034-225-87.
(Zmenené vydanie, Rev. č. 3, 5).
4.8. Pravý uhol koncov rúrok je riadený 90 ° štvorcom s veľkosťou 160x100 mm triedy 3 GOST 3749-77, doskovými sondami sady 4 TU 2-034-225-87 alebo goniometrom GOST 5378-88. Uhol skosenia skosenia je riadený goniometrom podľa GOST 5378-88.
(Zmenené vydanie, Rev. č. 3, 6).
4.9. Kontrola vonkajšieho priemeru sa vykonáva pomocou hladkých mikrometrov v súlade s GOST 6507-90, so svorkami v súlade s GOST 2216-84 alebo GOST 18362-73.
Hrúbka steny, výška vnútorného otrepu a výška otrepov sa meria mikrometrom podľa GOST 6507-90 alebo stenovou mierou podľa GOST 11358-89 z oboch koncov rúry.
Dĺžka rúrok sa meria páskou podľa GOST 7502-89. Závit je riadený meradlami podľa GOST 2533-88.
Kontrola hmotnosti šarže rúr sa vykonáva na váhe nie väčšej ako 10 ton s hodnotou delenia nie väčšou ako 20 kg.
(Zmenené vydanie, Rev. č. 3, 4, 5, 6).
4.10. Kontrola zvaru sa vykonáva nedeštruktívnymi metódami podľa technickej dokumentácie.
(Zavedené dodatočne, Rev. č. 4).
5. OZNAČENIE, BALENIE, DOPRAVA A SKLADOVANIE
5.1. Označovanie, balenie, preprava a skladovanie sa vykonávajú v súlade s GOST 10692-80 s prídavkom.
5.1.1. Potrubné závity musia byť chránené pred mechanickým poškodením a koróziou mazivom v súlade s regulačnou a technickou dokumentáciou.
Sek. 5. (Upravené vydanie, Rev. č. 3).
INFORMAČNÉ ÚDAJE
1. VYVINUTÉ A ZAVEDENÉ Ministerstvom hutníctva železa ZSSR
VÝVOJÁRI
V. I. Strzhok, kand. tech. vedy, V. M. Vorona, kand. tech. vedy, Yu. M. Mironov, kand. tech. kútik, A. I. Poštolovej
2. SCHVÁLENÉ A ZAVEDENÉ vyhláškou Štátneho výboru pre normy ZSSR č. 2379 z 11. septembra 1975
3. Periodicita kontroly 5 rokov
4. VYMEŇTE GOST 3262-62
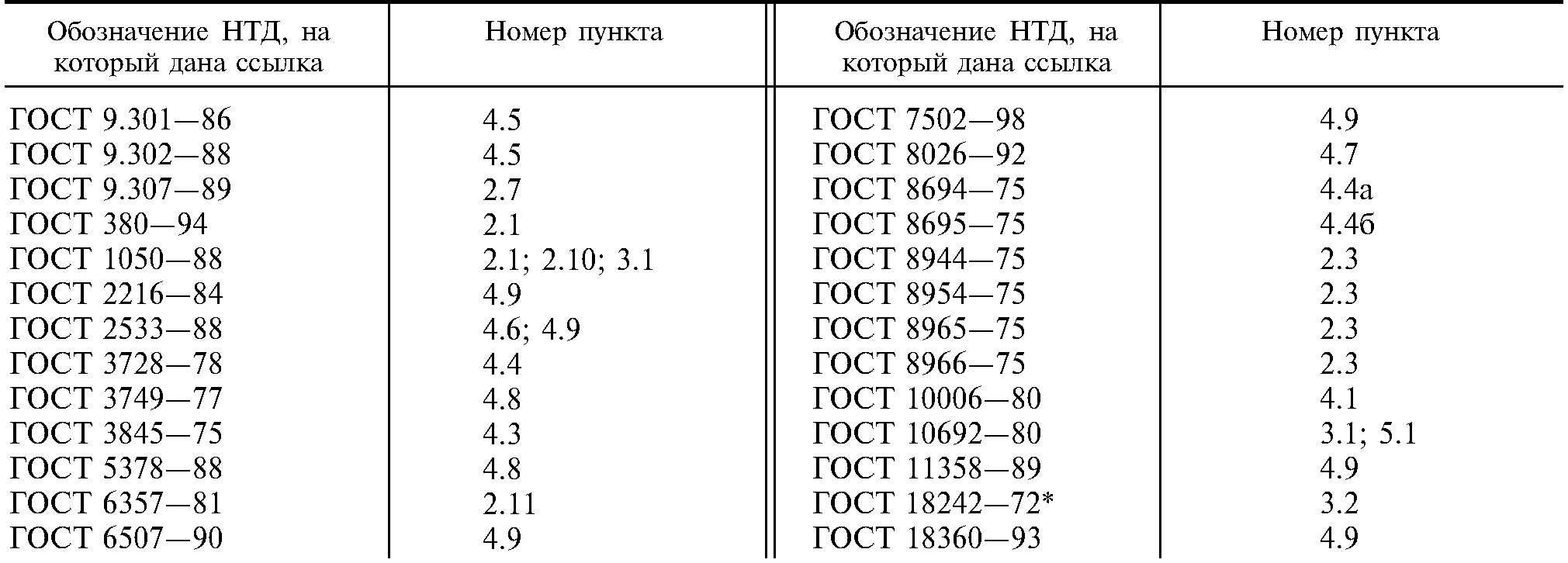
5. REFERENČNÉ PREDPISY A TECHNICKÉ DOKUMENTY
| Číslo položky |
|
| GOST 9.301-86 | |
| GOST 9.302-88 | |
| GOST 9.307-89 | |
| GOST 380-88 | |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | |
| GOST 8954-75 | |
| GOST 8965-75 | |
| GOST 8966-75 | |
| GOST 10006-80 | |
| GOST 10692-80 | |
| GOST 11358-89 | |
| GOST 18242-72 | |
| GOST 18363-73 | |
| TU 2-034-225-88 | 4.7, 4.8 |
6. Opätovné vydanie (máj 1994) s dodatkami č. 1, 2, 3, 4, 5, 6, schválené v novembri 1977, december 1978, január 1987, máj 1988, november 1989, november 1991 (IUS 1-78, 2- 79, 4-87, 8-88, 2-90, 2-92)
Oceľové potrubia pre vodovod a plyn. technické údaje
GOST 3262-75
OKP 13 8500, OKP 13 8501
Dátum predstavenia 01.01.77
Táto norma platí pre oceľové zvárané rúry negalvanizované a pozinkované so závitovými alebo vrúbkovanými valcovými závitmi a bez závitov používané pre vodovodné a plynové potrubia, vykurovacie systémy, ako aj pre časti konštrukcií vodovodov a plynovodov.
(Zmenené vydanie, Rev. č. 2, 3, 5).
1. SORTIMENT
1.1. Rúry sa vyrábajú podľa rozmerov a hmotnosti uvedených v tabuľke. 1.
Rúry ľahkého radu určené na valcovanie závitov sa na žiadosť spotrebiteľa vyrábajú podľa rozmerov a hmotnosti uvedených v tabuľke. 2.
(Zmenené vydanie, Rev. č. 1, 3).
1.2. Dĺžka potrubia sa vyrába od 4 do 12 m:
nameraná alebo viacnásobne nameraná dĺžka s toleranciou pre každý rez 5 mm a pozdĺžnou odchýlkou pre celú dĺžku plus 10 mm;
nemeraná dĺžka.
Po dohode medzi výrobcom a spotrebiteľom je povolených až 5 % rúr s dĺžkou 1,5 až 4 m v sérii rúr mimo rozchod.
stôl 1
Tabuľka 2
N e j e:
1. Pre závit vyrobený vrúbkovaním je na rúre povolené zmenšenie jeho vnútorného priemeru až o 10 % po celej dĺžke závitu.
2. Hmotnosť 1 m rúrok sa počíta s hustotou ocele 7,85 g / cm3. Pozinkované rúry sú o 3 % ťažšie ako nepozinkové.
1.3. Limitné odchýlky v rozmeroch potrubia by nemali presiahnuť hodnoty uvedené v tabuľke. 3.
Tabuľka 3
N e j e:
1. Maximálna odchýlka na plusovej strane pozdĺž hrúbky steny je obmedzená maximálnymi odchýlkami v hmotnosti rúr.
2. Rúry bežnej výrobnej presnosti sa používajú pre vodovodné potrubia, plynovody a vykurovacie systémy. Rúry so zvýšenou presnosťou výroby sa používajú na časti konštrukcií vodovodov a plynovodov.
1.4. Maximálne odchýlky v hmotnosti rúr by nemali presiahnuť +8%.
Na žiadosť spotrebiteľa by maximálne odchýlky hmotnosti nemali prekročiť:
7,5 % - pre stranu;
10% - pre jedno potrubie.
(Zmenené vydanie, Rev. č. 2, 5).
1.5. Zakrivenie rúr na 1 m dĺžky by nemalo presiahnuť:
2 mm - s menovitým otvorom do 20 mm vrátane;
1,5 mm - s menovitým otvorom nad 20 mm.
1.6. Rúrkové závity môžu byť dlhé alebo krátke. Požiadavky na závit musia zodpovedať požiadavkám uvedeným v tabuľke. 4.
Tabuľka 4
1.7. Rúry s menovitým vŕtaním 6, 8, 10, 15 a 20 mm sa navíjajú do zvitkov na žiadosť spotrebiteľa.
PRÍKLADY DOHOVODOV
Obyčajná rúra, negalvanizovaná, bežnej výrobnej presnosti, náhodná dĺžka, s menovitým otvorom 20 mm, hrúbkou steny 2,8 mm, bez závitu a bez spojky:
Rúra 20 -2,8 TOAST 3262-75
To isté so spojkou:
Rúrka M-20 -2,8 TOST 3262-75
Rovnaká, meraná dĺžka, závit:
Rúrka R-20 2,8-4000 TOST 3262-75
Rovnaký, pozinkovaný, náhodná dĺžka, závit:
Rúrka Ts-R-20 -2,8 TOST 3262-75
To isté, so zinkovým povlakom, meraná dĺžka, so závitom:
Potrubie Ts-R-20 -2,8-4000 TOST 3262-75
Pri rúrach na valcovanie závitov sa za slovom „rúrka“ v symbole uvádza písmeno H.
Pri rúrach s dlhým závitom sa za slovom „rúrka“ v symbole uvádza písmeno D.
Pre rúry so zvýšenou presnosťou výroby je v symbole za menovitým rozmerom otvoru uvedené písmeno P.
(Upravené vydanie, Rev. č. 1).
2. TECHNICKÉ POŽIADAVKY
2.1. Rúry sa vyrábajú v súlade s požiadavkami tejto normy a podľa predpísaným spôsobom schválených technologických predpisov z ocelí podľa GOST 380 a GOST 1050 bez normalizácie mechanických vlastností a chemického zloženia.
Rúry pre časti konštrukcií vodovodov a plynovodov sú vyrobené z ocele podľa GOST 1050.
2.2. Na žiadosť spotrebiteľa musia byť konce rúr, ktoré sa majú zvárať s hrúbkou steny 5 mm alebo viac, skosené pod uhlom 35-40 ° ku koncu rúry. V tomto prípade by mal byť ponechaný koncový krúžok so šírkou 1-3 mm.
Na žiadosť spotrebiteľa sa na obyčajných a vystužených rúrach s menovitým otvorom väčším ako 10 mm aplikuje závit na oba konce rúry.
2.1, 2.2. (Zmenené vydanie, Rev. č. 3, 4).
2.3. Na žiadosť spotrebiteľa sú rúry vybavené spojkami vyrobenými v súlade s GOST 8944, GOST 8954, GOST 8965 a GOST 8966 v pomere jednej spojky pre každú rúru.
(Upravené vydanie, Rev. č. 3).
2.4. Trhliny, zajatie, opuchy a západy slnka nie sú povolené na povrchu rúr.
Na koncoch rúr nie je povolená delaminácia.
Samostatné priehlbiny, vlnky, riziká, stopy po odizolovaní a iné chyby spôsobené výrobnou metódou sú povolené, ak nepresahujú hrúbku steny nad minimálne rozmery, ako aj vrstvu vodného kameňa, ktorá neprekáža kontrole.
Na rúrach vyrobených zváraním v peci je dovolené v mieste zvaru zmenšiť vonkajší priemer na 0,5 mm, ak v tomto mieste dôjde k jemnému zhrubnutiu vnútorného priemeru nie viac ako 1,0 mm.
(Zmenené vydanie, Rev. č. 3, 4).
2.5. Na žiadosť spotrebiteľa na rúrach s menovitým otvorom 20 mm alebo viac, na vnútornom povrchu spoja rúry, musí byť otrep vyrezaný alebo vyrovnaný, pričom výška otrepu alebo jeho stopy nesmie presiahnuť 0,5 mm .
Na žiadosť spotrebiteľa je na rúrach s menovitým otvorom väčším ako 15 mm, vyrobených zváraním v peci a redukciou za tepla, povolené jemné zhrubnutie do výšky najviac 0,5 mm na vnútornom povrchu rúr v zvarová zóna.
(Zmenené vydanie, Rev. č. 2, 3, 4, 5, 6).
2.6. Konce rúr musia byť zrezané do štvorca. Hodnota skosenia čelnej plochy nie je väčšia ako 2°. Zvyšky otrepov by nemali presiahnuť 0,5 mm. Pri odstraňovaní otrepov je povolená tvorba otupenia (zaobľovania) koncov. V mlynskej linke je povolené rezať rúry.
Po dohode medzi výrobcom a spotrebiteľom sú povolené otrepy do 1 mm na rúrach s menovitým otvorom 6-25 mm, vyrobených zváraním v peci.
(Zmenené vydanie, Rev. č. 4, 6).
2.7. Pozinkované rúry musia mať súvislý zinkový povlak po celej ploche s hrúbkou minimálne 30 mikrónov. Neprítomnosť zinkového povlaku na koncoch a závitoch rúr je povolená.
Na povrchu pozinkovaných rúr nie sú povolené pľuzgiere a cudzie inklúzie (hardzinok, oxidy, sintrovaná vsádzka), odlupovanie povlaku od základného kovu.
Oddelené miesta toku a stopy rúr zachytených zdvíhacími zariadeniami, drsnosť a mierne lokálne usadeniny zinku sú povolené.
Je povolené opraviť jednotlivé negalvanizované časti o 0,5% vonkajšieho povrchu potrubia v súlade s GOST 9.307.
(Zmenené vydanie, Rev. č. 3, 4).
2.8. Rúry musia odolať hydraulickému tlaku:
2,4 MPa (25 kgf / cm 2) - obyčajné a ľahké rúry;
3,1 MPa (32 kgf / cm 2) - vystužené rúry.
Na žiadosť spotrebiteľa musia rúry odolať hydraulickému tlaku 4,9 MPa (50 kgf / cm 2).
2.9. Rúry s menovitým vŕtaním do 40 mm vrátane musia vydržať skúšku ohybom okolo tŕňa s polomerom rovnajúcim sa 2,5 vonkajšieho priemeru a s menovitým vŕtaním 50 mm - na tŕni s polomerom rovnajúcim sa 3,5 vonkajšieho priemeru priemer.
Na žiadosť spotrebiteľa musia rúry vydržať skúšku rozťažnosti:
pre rúry s menovitým otvorom od 15 do 50 mm - nie menej ako 7%;
pre rúry s menovitým otvorom 65 mm alebo viac - najmenej 4%.
Na žiadosť spotrebiteľa musia rúry vydržať skúšku sploštenia až do vzdialenosti medzi sploštenými povrchmi rovnajúcej sa 2/3 vonkajšieho priemeru rúr.
2,8, 2,9. (Zmenené vydanie, Rev. č. 2, 3, 5).
2.10. Na žiadosť spotrebiteľa musia mechanické vlastnosti rúr pre časti vodovodných a plynovodných konštrukcií zodpovedať GOST 1050.
2.11. Rúrkový závit musí byť čistý, bez chýb a otrepov a musí zodpovedať GOST 6357, trieda presnosti B.
Pri montáži s tesnením sa používajú rúry s valcovými závitmi.
2.10, 2.11. (Zmenené vydanie, Rev. č. 3, 4).
2.12. V mieste švu je povolená čerň na závitoch závitu, ak zníženie normálnej výšky profilu závitu nepresiahne 15% a na žiadosť spotrebiteľa nepresiahne 10%.
Závity s odizolovanými (pre rezané) alebo neúplnými (pre vrúbkovanými) závitmi sú povolené na závitoch za predpokladu, že ich celková dĺžka nepresahuje 10 % požadovanej dĺžky závitu a na žiadosť spotrebiteľa nepresahuje 5 %.
2.13. Na závite je povolené skrátiť užitočnú dĺžku závitu (bez odtoku) až o 15 % v porovnaní s údajmi v tabuľke. 4 a na žiadosť spotrebiteľa - až 10%.
2.12, 2.13. (Zmenené vydanie, Rev. č. 2, 3, 5).
2.14. Závitovanie na pozinkovaných rúrach sa vykonáva po pozinkovaní.
2.15. (Vymazané, Rev. č. 3).
2.16. Na žiadosť spotrebiteľa sa zvary rúr podrobia kontrole nedeštruktívnymi metódami.
(Upravené vydanie, Rev. č. 5).
3. PRAVIDLÁ PRIJÍMANIA
3.1. Rúry sa prijímajú v dávkach. Dávka musí pozostávať z rúr rovnakej veľkosti, jednej značkovej ocele a musí k nej byť priložený jeden dokument kvality v súlade s GOST 10692 s prídavkom pre rúry určené na výrobu dielov pre konštrukcie vodovodných a plynovodných potrubí, vyrobené z ocele v súlade s GOST 1050; chemické zloženie a mechanické vlastnosti ocele - v súlade s dokumentom o kvalite podniku - výrobcu obrobku.
Hmotnosť strany - nie viac ako 60 ton.
(Zmenené vydanie, Rev. č. 3, 4).
3.2. Povrch, rozmery a zakrivenie sa kontroluje pre každú rúru z dávky.
Je povolené aplikovať štatistické metódy kontroly podľa GOST 18242 s normálnou úrovňou. Kontrolné plány sa stanovujú dohodou medzi výrobcom a spotrebiteľom.
Kontrola vonkajšieho priemeru rúrok sa vykonáva vo vzdialenosti najmenej 15 mm od konca rúry.
(Zmenené vydanie, Rev. č. 3, 4, 5).
3.3. Na kontrolu parametrov závitu, na testovanie rozťažnosti, sploštenia, ohybu, výšky vnútorného otrepu, zvyškov otrepov, pravého uhla a uhla skosenia (pre rúry so skosenými hranami), mechanických vlastností, nie viac ako 1 %, ale vyberú sa nie menej ako dve rúry z dávky a pre rúry vyrobené kontinuálnym zváraním v peci - dve rúry z dávky.
(Zmenené vydanie, Rev. č. 3, 4).
3.4. Všetky rúry podliehajú kontrole hmotnosti.
(Upravené vydanie, Rev. č. 3).
3.5. Každé potrubie je podrobené hydraulickej tlakovej skúške. Pri 100% kontrole kvality zvaru nedeštruktívnymi metódami nie je možné vykonávať hydraulické tlakové skúšky. Zároveň je zaručená schopnosť rúr odolať skúšobnému hydraulickému tlaku.
(Upravené vydanie, Rev. č. 6).
3.6. Na kontrolu hrúbky zinkového povlaku na vonkajšom povrchu a na prístupných miestach na vnútornom povrchu sa z dávky odoberajú dve rúry.
(Upravené vydanie, Rev. č. 2).
3.7. Po prijatí nevyhovujúcich výsledkov testu aspoň jedného z ukazovateľov sa testy opakujú na dvojitej vzorke.
Výsledky opakovaného testu sa vzťahujú na celú šaržu.
4. SKÚŠOBNÉ METÓDY
4.1. Na kontrolu kvality sa z každej vybranej rúry pre každý typ testu odreže jedna vzorka.
Skúška ťahom sa vykonáva v súlade s GOST 10006. Namiesto skúšky ťahom je dovolené kontrolovať mechanické vlastnosti nedeštruktívnymi metódami.
4.2. Kontrola povrchu rúr sa vykonáva vizuálne.
4.3. Hydraulické skúšky sa vykonávajú v súlade s GOST 3845 s vystavením skúšobnému tlaku po dobu najmenej 5 s.
4.4. Skúška ohybom sa vykonáva podľa GOST 3728. Pozinkované rúry sa skúšajú pred potiahnutím.
(Upravené vydanie, Rev. č. 3).
4.4a. Skúška rozťažnosti sa vykonáva podľa GOST 8694 na kužeľovom tŕni s uhlom kužeľa 6°.
Skúšku je možné vykonať na tŕni s uhlom skosenia 30°.
(Zmenené vydanie, Rev. č. 3, 4).
4.46. Skúška sploštenia sa vykonáva podľa GOST 8695.
(Upravené vydanie, Rev. č. 3).
4.4c. Kontrola zvarového švu sa vykonáva nedeštruktívnymi metódami podľa normatívnej dokumentácie.
(Zavedené dodatočne, Rev. č. 3).
4.5. Hrúbka zinkového povlaku na vonkajšom povrchu a na prístupných miestach na vnútornom povrchu je kontrolovaná v súlade s GOST 9.301 a GOST 9.302, ako aj so zariadeniami typu MT-41NT, MTZON alebo typu Impulse podľa regulačnej dokumentácie. .
4.6. Závit sa kontroluje pomocou závitových krúžkových kalibrov podľa GOST 2533 (tretia trieda presnosti).
V tomto prípade by naskrutkovanie meracieho krúžku na závite nemalo byť väčšie ako tri otáčky.
(Zmenené vydanie, Rev. č. 3, 4).
4.7. Zakrivenie rúr je riadené pravítkom podľa GOST 8026 a sadou sond podľa ND.
(Zmenené vydanie, Rev. č. 3, 5).
4.8. Pravý uhol koncov rúr je riadený štvorcom 90° s veľkosťou 160 100 mm triedy 3 podľa GOST 3749, doskovými sondami sady 4 podľa ND alebo goniometrom podľa GOST 5378. Uhol skosenia je riadený goniometrom podľa GOST 5378.
(Zmenené vydanie, Rev. č. 3, 6).
4.9. Kontrola vonkajšieho priemeru sa vykonáva pomocou hladkých mikrometrov v súlade s GOST 6507, so svorkami v súlade s GOST 2216 alebo GOST 18360.
Hrúbka steny, výška vnútorného otrepu a výška otrepov sa meria mikrometrom podľa GOST 6507 alebo stenovou mierou podľa GOST 11358 z oboch koncov rúry.
Dĺžka rúrok sa meria páskou v súlade s GOST 7502. Závit je kontrolovaný meradlami v súlade s GOST 2533.
Kontrola hmotnosti šarže rúr sa vykonáva na váhe nie väčšej ako 10 ton s hodnotou delenia nie väčšou ako 20 kg.
(Zmenené vydanie, Rev. č. 3, 4, 5, 6).
4.10. Kontrola zvaru sa vykonáva nedeštruktívnymi metódami podľa technickej dokumentácie.
(Zavedené dodatočne, Rev. č. 4).
5. OZNAČENIE, BALENIE, DOPRAVA A SKLADOVANIE
5.1. Označovanie, balenie, preprava a skladovanie sa vykonávajú v súlade s GOST 10692 s prídavkom.
5.1.1. Potrubné závity je potrebné chrániť pred mechanickým poškodením a koróziou mazivom podľa normatívnej dokumentácie.
Sek. 5. (Zmenené vydanie, Rev. č. 3).
INFORMAČNÉ ÚDAJE
1. VYVINUTÉ A ZAVEDENÉ Ministerstvom hutníctva železa ZSSR VÝVOJOVIA
V. I. Strizhok, Ph.D. tech. vedy; V. M. Vorona, PhD. tech. vedy; Yu. M. Mironov, Ph.D. tech. vedy; A. I. Poštolovej
2. SCHVÁLENÉ A ZAVEDENÉ vyhláškou Štátneho výboru pre normy ZSSR zo dňa 11.09.75 č.2379
3. Periodicita kontroly - 5 rokov
4. VYMEŇTE GOST 3262-62
5. REFERENČNÉ PREDPISY A TECHNICKÉ DOKUMENTY
6. Doba platnosti bola zrušená vyhláškou Štátnej normy z 12. novembra 1991 č. 1726
7. VYDANIE s dodatkami č. 1, 2, 3, 4, 5, 6, schválené január 1987, máj 1988, november 1989, november 1991 2-90, 2-92)
Na území Ruská federácia Platí GOST R 50779.71-99.