Polietilenske cijevi imaju široku primjenu za rekonstrukciju starih i ugradnju novih cjevovoda. Odlikuju se velikom čvrstoćom i kvalitetom, ali zahtijevaju visokokvalificirano osoblje i poznavanje posebnih tehnologija gradnje.
Pouzdanost sustava uvelike ovisi o načinu međusobnog pričvršćivanja dijelova cijevi. Najčešća metoda je zavarivanje polietilenske cijevi s kraja na kraj Ova metoda osigurava monolitnu vezu plastične cijevi od HDPE.
Cijena sučeonog zavarivanja
| Promjer | Cijena po zglobu | Minimalni trošak rada koji se obavlja u jednoj radnoj smjeni je 15.000 rubalja. | Cijena najma generatora 6kVA/1faza/220V je 4000 rubalja/smjena 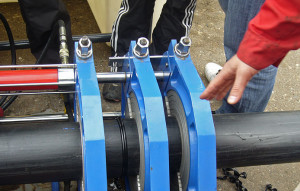 |
||
| 63 | 220 rub. | ||||
| 75 | 280 rub. | ||||
| 90 | 340 rub. | ||||
| 110 | 440 rub. | ||||
| 125 | 660 rub. | ||||
| 140 | 700 rub. | ||||
| 160 | 850 rub. | ||||
| 180 | 1100 rub. | ||||
| 200 | 1250 rub. | ||||
| 225 | 1400 rub. | ||||
| 250 | 1850 rub. | ||||
| 280 | 2200 rub. | ||||
| 315 | 2400 rub. | ||||
| 355 | 3300 rub. | Minimalni trošak rada koji se obavlja u jednoj radnoj smjeni je 18.000 rubalja. | Trošak najma generatora 12kVA/3fazni/380V je 6000 rubalja/smjena  |
||
| 400 | 3700 rub. | ||||
| 450 | 4400 rub. | ||||
| 500 | 5500 rub. | ||||
| 560 | 5800 rub. | ||||
| 630 | 6200 rub. | ||||
| 710 | Po dogovoru |  |
|||
| 800 | |||||
| 900 | |||||
| 1000 | |||||
| 1200 | |||||
| 1400 | |||||
| 1600 | |||||
| Minimalni trošak rada koji se obavlja u jednoj radnoj smjeni uključuje troškove posjeta stručnjaku za zavarivanje s potrebnim skupom opreme | |||||
Usluge sučeonog zavarivanja tvrtke CityWeld LLC
Sve instalacijske radove izvode iskusni stručnjaci tvrtke. Pri zavarivanju sučeonih spojeva cijevi dobivaju se šavovi visoke čvrstoće. U svom radu koristimo specijaliziranu automatsku opremu koja nam omogućuje ugradnju tlačnih cjevovoda i plinovoda, netlačnih sustava i oblikovanih elemenata promjera 40–800 mm uz jamstvo pouzdanosti.
Dizajn aparata za zavarivanje
Oprema za zavarivanje sučeonih šavova sastoji se od sljedećih glavnih komponenti:
- centralizator. Uz njegovu pomoć, segmenti su fiksirani kako bi se spriječilo aksijalno pomicanje u šavu i stvorila sila potrebna za zavarivanje;
- hidraulička jedinica. Isporučuje se zajedno sa strojevima opremljenim hidrauličkim centralizatorom. Stanica stvara pritisak potreban za snažno sučeono zavarivanje cijevi;
- trimer. Koristi se za čišćenje i poravnavanje krajeva cijevi i polietilena oblikovani elementi. Kvalitetna priprema krajevi osiguravaju visokokvalitetne šavove pri sučeonom zavarivanju;
- grijač. Ovaj element se također naziva zrcalo za zavarivanje. Pomoću grijača, krajevi cijevi se rastapaju na spojevima.
Faze sučeonog zavarivanja
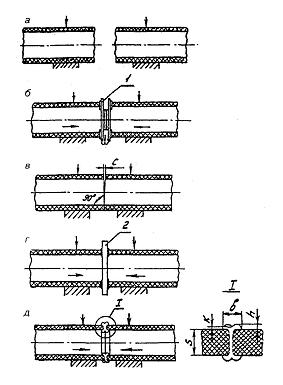
- Topljenje krajeva cijevi. Ovaj Prva razina sučeono zavarivanje, na kojem se formira primarni bljesak.
- Toplina. Specijalist jedva dotiče zrcalom ravninu krajeva cijevi tako da je pritisak na njih minimalan. Polietilen u masi se jednoliko zagrijava i materijal se rastali u području sučeonog zavarivanja cijevi.
- Izlaz uređaja za grijanje. Ova faza sučeonog zavarivanja mora se izvesti vrlo pažljivo i brzo. Nemojte dopustiti kontaminaciju ili oštećenje krajeva ili kontakt površina sa stranim predmetima. Odmah nakon uklanjanja aparata, cijevi se spajaju kraj na kraj, tvoreći šav.
- Zavarivanje. Dolazi do stvaranja molekularnih veza, a konačni bljesak se formira u zoni zavarivanja sučeonog spoja. Vrijednost tlaka u ovoj fazi jednaka je vrijednostima koje se promatraju tijekom procesa taljenja.
- Hlađenje. Ovo je završna faza sučeonog zavarivanja cijevi. Spoj krajeva se slegne, dok pričvršćivanje dobiva maksimalnu čvrstoću. Polimer ravnomjerno kristalizira i postiže se homogenost polietilena.
Prednosti sučeonog zavarivanja cijevi
Čvrstoća pričvršćivanja. Zavarivanje sučeonih šavova omogućuje vam pouzdano i hermetičko spajanje krajeva cijevi. Što se tiče pokazatelja čvrstoće, točke pričvršćenja neće biti inferiorne u odnosu na glavni dio segmenata.
Pouzdanost. Čeono zavarivanje polietilenskih cijevi provodi se pomoću moderne visokokvalitetne opreme, tako da je rizik od ljudske pogreške sveden na minimum. Svi parametri procesa rada kontroliraju se posebnim softver, koji ne dopušta odstupanja i osigurava visokokvalitetne rezultate.
Izvođenje. Sučeono zavarivanje izvodi se u najkraćem mogućem roku pomoću specijaliziranih strojeva. Oprema vam omogućuje hermetičko i brzo spajanje HDPE cijevi različitih veličina.
Prednosti suradnje s CityWeld doo
- Suvremena tehnološka oprema.Za zavarivanje cijevi koriste se strojevi nove generacije. Osiguravaju stabilnost parametara procesa rada bez obzira na kolebanja napona u mreži i odlikuju se visokim stupnjem sigurnosti.
- Kvalificirano osoblje.Sučeono zavarivanje plastičnih cijevi obavljaju iskusni radnici certificirani po sustavu NAKS.
- Fleksibilna politika cijena.Troškovi rada zavarivanja uvijek ugodno iznenađuju naše kupce. Osim toga, stalno provodimo akcije i osiguravamo povoljne popuste.
- Visoka kvaliteta.Za sučeono zavarivanje cijevi postoji službeno jamstvo.
Spremni smo razgovarati o uvjetima suradnje pojedinačno sa svakim kupcem. Naši menadžeri uvijek pokušavaju zadovoljiti želje klijenta, odabirući obostrano korisne opcije. Da biste pozvali stručnjaka za zavarivanje plastičnih cjevovoda ili postavili pitanja stručnjacima tvrtke CityWeld LLC, kontaktirajte nas na jedan od dolje navedenih načina.
Pouzdanost i pravilan rad plastičnog cjevovoda (osobito ako je tlak) izravno ovisi o načinu spajanja cijevi od kojih se sastoji. Najtrajnija metoda je, naravno, zavarivanje polietilenskih cijevi. Uz njegovu pomoć možete povezati elemente cjevovoda ne samo međusobno, već i sa. O njegovoj tehnologiji raspravljat ćemo u našem članku.
Metode povezivanja
Visokokvalitetni zavareni spoj polietilenskih cijevi omogućuje vam održavanje izvorne fleksibilnosti HDPE cijevi i nema negativan utjecaj na njihovu čvrstoću. Takav cjevovod je monolitna struktura, kao da je jedna cijev impresivne duljine. Zavarivanje se koristi pri instaliranju komunikacija na otvoreni način (na površini zemlje s naknadnom ugradnjom u rovove) i tijekom obnove bez rova.
Mnogi ljudi ne znaju kako spojiti polietilenske cijevi pomoću opreme za zavarivanje. Postoje dva načina zavarivanja tlačnih cijevi od polietilena:
- kundak;
- elektrofuzijom.
Sučeono zavarivanje HDPE cijevi
Značajke metode
Ukratko, ugradnja plastičnog cjevovoda u ovom slučaju počinje zagrijavanjem i postupnim topljenjem spojenih krajeva pomoću grijača jedinice za zavarivanje. Nakon toga slijedi spajanje cijevi s primijenjenim pritiskom.
Imajte na umu da se trebaju koristiti polietilenske cijevi. različite marke, kao i oni koji se razlikuju u promjeru i SDR-u su zabranjeni. Osim toga, debljina stijenke ne smije biti manja od 4,5 mm, a dopuštena temperatura okoline treba biti od -15 0 C do + 45 0 C.
Spajanje cijevi sučeonim zavarivanjem nije tako lako kao što se može činiti amateru. Samo kvalificirani, iskusni stručnjaci koji koriste profesionalnu opremu za zavarivanje mogu jamčiti visoku kvalitetu zavara. S druge strane, sučeono zavarivanje ima tako važne prednosti kao što su one navedene u nastavku:
- rad se izvodi bez uključivanja teških strojeva i opreme;
- Potrebne su maksimalno dvije osobe;
- niski troškovi energije - ugradnja HDPE cjevovoda je brža i lakša u usporedbi s polaganjem metalnog (čeličnog) analoga. To je osobito istinito kod polaganja dugih cijevi (prodaju se na kolutima ili u kolutima), što može smanjiti potrebu za zavarivanjem za 50-100 puta. Ne samo da se smanjuje trošak ljudskog rada, već i vrijeme instalacije i, sukladno tome, trošak izdanja.
Za izvođenje sučeonog zavarivanja potrebno je pripremiti cijevi i fitinge s identičnim parametrima:
- promjer;
- Debljina zida;
- marka polimera.
Tehnologija sučeonog zavarivanja
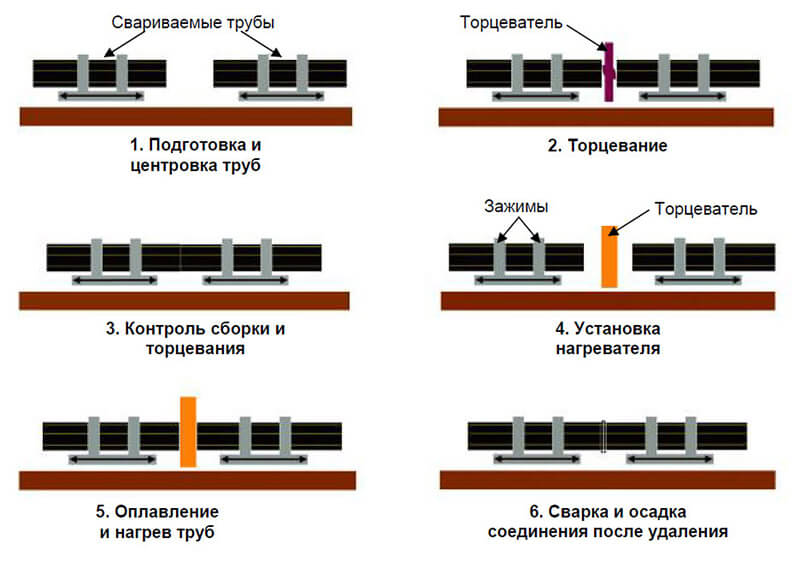
Tehnologija zavarivanja je opisana u nastavku:
- Krajevi cijevi koje se spajaju izravnavaju se, čiste od prljavštine i neravnina kako bi se postigao precizan kontakt između elemenata.
Bolje je ovu operaciju izvesti električnim trimerom, on mehanički reže i poravnava krajeve precizno pod kutom od 90 0 . Podrezivanje se provodi sve dok se ne pojavi ravnomjerna, kontinuirana vrpca čipsa.
- Zatim se aktivira - vrhovi se tope. Na u ovoj fazi nastaje primarni čičak.

- Nakon toga grijač nastavlja djelovati na krajeve cijevi tako da se toplina postupno širi unutar svake cijevi i počinje topljenje polietilena. Temperatura i vrijeme izlaganja odabiru se uzimajući u obzir svojstva materijala odabranog razreda prema tablici zavarivanja kako bi se očuvala fizikalna i kemijska svojstva.
- Kada se održi određeno vrijeme, aparat za zavarivanje se povlači. To se mora učiniti vrlo pažljivo i brzo kako bi se spriječilo oštećenje cijevi i taloženje stranih čestica i onečišćenja.
- Nakon što se grijač ukloni, cijevi se spajaju, tvoreći molekularne veze na spoju i stvarajući konačni neravnine. Imajte na umu da primijenjeni tlak treba biti isti kao tijekom postupka taljenja polietilena.

- Konačna točka je hlađenje zavara, polietilen na spoju se taloži i dobiva najveću moguću čvrstoću. Rezultat je ujednačena, simetrična hrpa. Ako šav nema simetriju, to znači da su napravljene pogreške u instalaciji.
Zavarivanje elektrofuzijom
Druga poznata metoda zavarivanja polietilenskih cijevi je instalacija pomoću električnih spojnica (također se naziva termistorsko zavarivanje). Glavne pozitivne karakteristike elektrofuzijskog zavarivanja su visokokvalitetno spajanje elemenata cjevovoda i jednostavan, brz postupak ugradnje. Uz njegovu pomoć, za razliku od sučeonog zavarivanja, možete spojiti cijevi s debljinom stijenke od 4 mm ili manje.
Upute za zavarivanje pomoću električnih spojnica uključuju sljedeće korake:
- Čišćenje krajeva od prašine i prljavštine za duljinu? duljina spojnice ili čak i više vrši se mehanički.
- Odmašćivanje površina, uklanjanje oksidnog sloja.

Gore navedene točke su obvezne pripremne aktivnosti. Na njima se temelji kvaliteta buduće veze, pa ih se ne može zanemariti.
- Ugradnja spojnice na cijev, centriranje.
- Spajanje spojnice i kraja cijevi za zavarivanje, koristi se stroj za zavarivanje polietilenskih cijevi.
- Dolazi do hlađenja veze prirodno, ne bi trebalo biti vanjskog utjecaja na šav.
Lemljenje polietilenskih cijevi i fitinga može se izvesti strojevima za zavarivanje s različitim stupnjevima automatizacije. Ovisno o integritetu određenog proizvođača, kvaliteta izrade same opreme i njezina sposobnost rada u različitim uvjetima mogu se razlikovati.

Aparat za zavarivanje rukavca vrlo je jednostavan za korištenje, opremljen je skenerom koji očitava informacije iz bar koda koji se nalazi na armaturi (vrijeme zavarivanja, napon, temperatura itd.). Na temelju dobivenih podataka uređaj sam postavlja parametre zavarivanja, automatski izvršava zadatak, kontrolira sve faze i u slučaju greške obavještava operatera prikazom svoje digitalne oznake na ekranu.
HDPE cijevi naširoko se koriste u postavljanju podzemnih komunikacija - tlaka i gravitacijski cjevovodi. HDPE cijevi dostojni su konkurenti cijevima od lijevanog željeza, betona i metala. Vijek trajanja polietilenskih cijevi prelazi 50 godina. Ovako dug životni vijek posljedica je mnogih čimbenika - HDPE cijevi ne reagiraju s agresivnim tekućinama i vodom, stoga nisu osjetljive na koroziju, imaju visoku gustoću, otpornost na habanje i mogu izdržati velika opterećenja tla, pritisak, pa čak i potrese. Polietilenske cijevi su 3-4 puta lakše od cijevi od drugih materijala, što ih čini lakšim za transport i montažu.
Gradilište. Zavarivanje HDPE cijevi.
HDPE cijevi imaju visoke performanse - elastičnost, nedostupna drugim vrstama cijevi, na temperaturama ispod nule, voda zamrznuta iznutra ne deformira HDPE cijev, netoksični su i imaju visoku bakteriološku otpornost. Velika prednost HDPE cijevi je jednostavnost postavljanja, postavljanja i održavanja.
Sučeono zavarivanje cijevi koristi se za cijevi pod pritiskom tijekom rada. Metoda sučeonog zavarivanja je pouzdanija i izdržljivija od metode elektrofuzije.
Jednodijelni način spajanja polietilenskih cijevi niski pritisak(sučeono zavarivanje) izvodi se za cijevi promjera preko 50 mm. Tehnologija zavarivanja HDPE cijevi ima mnogo nijansi; zavarivanje se izvodi posebnim strojem za zavarivanje polietilenskih cijevi; krajevi cijevi prvo se čiste od prljavštine i hrapavosti za čvršći i bolji spoj. Krajevi cijevi se zagrijavaju i spajaju pod pritiskom.
Vrijeme izlaganja, kao i temperatura zavarivanja, odabiru se u tablici zavarivanja prema marki materijala i njegovim svojstvima. Kada se rastaljena plastika ohladi, formira pouzdan monolitni spoj. Šav nakon zavarivanja treba biti gladak i simetričan, što je znak ispravno obavljenog posla i jamstvo kvalitete.
U konačnici, struktura zavarena na ovaj način nije samo jaka, nego je ponekad čak i bolja od pune cijevi. Za zajamčeni rezultat i visokokvalitetne zavare, potrebno je da se takvi parametri zavarenih cijevi kao što su promjer, debljina stjenke i stupanj polimera potpuno podudaraju.
Čeono zavarivanje HDPE cijevi ima niz prednosti, tehnologija zavarivanja HDPE cijevi eliminira upotrebu teških strojeva i opreme, montaža cjevovoda od HDPE cijevi lakša je i brža u usporedbi sa sličnim cjevovodom od cijevi od drugih materijala, vrijeme utrošeno na zavarivanje je nekoliko puta manje nego kod zavarivanja metalnih i betonskih cijevi.




Zavarivanje HDPE cijevi ne zahtijeva izolaciju niti elektrode. Vrijeme instalacije i broj uključenih ljudskih resursa su smanjeni. A same cijevi se mogu koristiti neograničen broj puta, odnosno cjevovod izrađen od HDPE cijevi može se lako rastaviti i transportirati na daljnju ponovnu ugradnju. Po potrebi se rabljene cijevi mogu jednostavno zbrinuti, a mogu se i reciklirati. Korištenje cijevi od polietilena niske gustoće je ekonomski isplativo u svakom pogledu.
S poštovanjem, tim tvrtke "TD Leader Stroy" LLC
16. prosinca 2015 Aleksej
Izum polimera uvelike je pojednostavio procese povezane s polaganjem cjevovoda. Proizvodi izrađeni od njih karakteriziraju visoka duktilnost, čvrstoća i mala težina.
Ali među raznim vrstama ovog materijala, polietilen niske gustoće stekao je posebnu popularnost. Od njega se proizvodi najširi asortiman cijevi.
Koriste se za prijenos raznih medija i vrlo su traženi među stručnjacima i javnošću. Takvi su proizvodi postali široko rasprostranjeni ne samo zbog svoje Tehničke specifikacije, ali i jednostavna montaža. Svatko može zavariti cijevi vlastitim rukama. Izuzetno je jednostavan i ne zahtijeva složenu posebnu opremu.
Značajke cijevi i njihov opseg primjene
Za izradu ove sanitarne keramike koristi se gusti polietilen. Stoga su cijevi izrađene od njega vrlo izdržljive i fleksibilne. Budući da su male težine, lako ih je montirati i transportirati, bez potrebe za posebnom opremom za obavljanje operacija utovara i istovara. Održavanje takvih cijevi jedno je od najjednostavnijih.
Zbog svojih izvrsnih tehničkih karakteristika, ovi proizvodi imaju široku primjenu u različitim područjima ljudske djelatnosti.
Najčešće se koriste:
- U kanalizacijskim sustavima;
- Opskrba vodom;
- Električne mreže.
Ali osim toga, HDPE cijevi su također relevantne u poljoprivreda, kao i tijekom izgradnje bunara. Ograničenja uporabe odnose se samo na sustave grijanja i opskrbe toplom vodom, budući da proizvodi od polietilena omekšavaju na 80°C.
Razni načini spajanja
Jednostavna ugradnja polietilenskih proizvoda glavni je razlog njihove popularnosti. Štoviše, HDPE cijevi se mogu spojiti na dva glavna načina:
- Jedan komad;
- Odvojivi.
Prvi od njih uključuje upotrebu stroja za zavarivanje HDPE cijevi i koristi se u područjima s visokim tlakom; pogodan je za proizvode promjera 50 mm. Drugi se izvodi pomoću spojnih dijelova. Ali najbolji rezultat još uvijek dolazi metodom iz jednog komada. Šavovi dobiveni tijekom zavarivanja HDPE cijevi smatraju se najtrajnijim i apsolutno nepropusnim.

Postoje dvije vrste takvog rada:
- stražnjica;
- Elektrofuzija.
Svaki od njih može se izvesti samostalno bez uključivanja stručnjaka. Pogledajmo značajke svakog od njih i koji su alati potrebni za to.
DIY sučeono zavarivanje
Ova metoda se provodi pomoću posebnog aparata za zavarivanje cjevovoda. Sam proces je sljedeći. Krajevi elemenata se čiste od prljavštine i brišu sredstvom za odmašćivanje. Zatim se zagrijavaju posebnim grijaćim elementom do viskoznog stanja i spajaju pod pritiskom. Nakon toga, šav se mora prirodno ohladiti i tek tada možete početi s radom cjevovoda.
Međutim, pri izvođenju sučeonog zavarivanja trebali biste pratiti parametre kao što su:
- Vrijeme zagrijavanja;
- Visina krajnjeg taljenja;
- Pritisak na površine koje se spajaju;
- Temperatura.
Ako se poštuju svi preporučeni parametri, šav bi trebao biti gladak s jednakim izbočenjem po cijeloj površini. Čeono zavarivanje smatra se glavnom metodom stvaranja cjevovoda od polietilenskih komponenti.
Zavarivanje elektrofuzijom
Ova metoda uključuje korištenje oblikovane polietilenske spojke. Unutar njega nalaze se električne spirale kroz koje prolazi struja, što dovodi do zagrijavanja dijela do potrebne temperature.
Prije početka elektrofuzijskog zavarivanja HDPE cijevi, krajevi proizvoda moraju se također temeljito očistiti i odmastiti. Ova tehnologija se najčešće koristi kod izrade spojeva u postojeći sustav, kod popravka koljena iu drugim slučajevima.
Posebnost ove metode je potreba da elementi ostanu nepomični tijekom izvođenja i dok se ne ohladi.
Potrebna oprema za spajanje
Svaki način povezivanja zahtijeva poseban alat:
- Lemilica;
- Oblikovani dijelovi s električnim spiralama.
Prilikom odabira lemilice za zavarivanje, treba imati na umu da se oni dijele ovisno o obliku radnog tijela na:
- Štap;
- Ensiform.
Uređaji prvog tipa obično se koriste za sučeono zavarivanje cijevi na teško dostupnim mjestima. Bez obzira na odabir željeza za lemljenje, potrebno je uzeti u obzir i njegovu snagu. Ovaj parametar je odabran na sljedeći način. Promjer cijevi u mm pomnožen je s 10. Ako namjeravate spojiti elemente promjera 50 mm, trebali biste kupiti lemilo snage 500 W.
Modernu opremu za zavarivanje HDPE cijevi teško je zamisliti bez elektroničkog punjenja. Također je dostupan u lemilima. Većina modela opremljena je elektroničkom kontrolom koja vam omogućuje točno postavljanje temperature grijanja.
Za zavarivanje HDPE cijevi trebat će vam i dodaci za lemljenje. Dostupni su s dvije vrste premaza:
- Teflonov;
- Metalizirano.
Štoviše, potonji ima najveće karakteristike čvrstoće. Prilikom odabira alata za zavarivanje HDPE cijevi vlastitim rukama, morate zapamtiti da se visokokvalitetni šav može dobiti samo korištenjem visokokvalitetne opreme.
Odvojivi spoj i okovi za njega
Instalacija cijevi pomoću spojnica nije uvijek vrlo pouzdana, ali se još uvijek koristi prilično često.
Ova metoda ima svoje prednosti:
- Prvo, ne zahtijeva posebne alate, možda će vam trebati samo ključ, i to samo kada radite s cijevima velikog promjera.
- Drugo, odvojiva veza može se napraviti na mjestima gdje zavarivanje nije moguće, na primjer, pod vodom.
- Treće, ova metoda je dizajnirana za brzu montažu cjevovoda.
Za takav spoj mogu se koristiti mjedeni ili HDPE zavareni kompresijski spojevi, zajedno s čepovima i fleksibilnim brtvama. Postupak pripreme sličan je onom koji se izvodi tijekom zavarivanja.
Nakon rezanja cijevi na komade potrebne duljine, njihovi krajevi se čiste od prljavštine. Jedini uvjet je da moraju biti strogo okomiti na tijelo.
Sljedeći korak je priprema okova. Da biste to učinili, odvrnite spojnu maticu nekoliko okretaja i snažno umetnite cijev u brtvu. Zatim stavite steznu čauru s elastičnim prstenom i zategnite maticu.
Postoje dva načina za izradu odvojive veze:
- U obliku zvona, koristeći gumene brtve;
- Prirubnica s elementima za montažu.
Montaža cijevi sa spojnicama
Ova metoda je vrlo pouzdana, a osim toga, jednostavna je za izvođenje i ne zahtijeva velike financijske troškove. HDPE zavarene spojke izrađene su od polietilena, stoga su niske cijene, ali istovremeno otporne na mehanička naprezanja i promjene temperature.
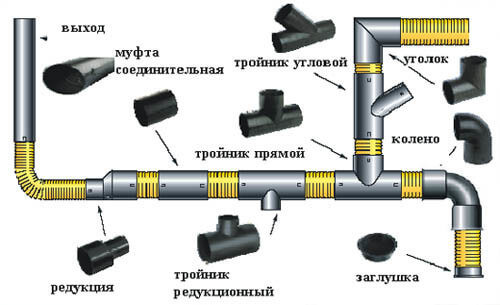
Različite sheme spajanja i vrste spojnica
Još jedna prednost korištenja takvih spojnih elemenata je njihova svestranost. Mogu se koristiti za sastavljanje raznih cjevovoda. Osim toga, za ugradnju HDPE i metalne cijevi proizvode se posebne prijelazne spojnice.
Koje pogreške trebate izbjegavati?
Da biste sami postavili HDPE cijevi, morate imati osnovno znanje o vodovodu. To će pomoći u izbjegavanju pogrešaka pri sklapanju. Jedna od najvažnijih točaka je linearna ekspanzija cjevovoda. Bez toga dolazi do visokog napona u cijevima, što dovodi do smanjenja vijeka trajanja sustava.
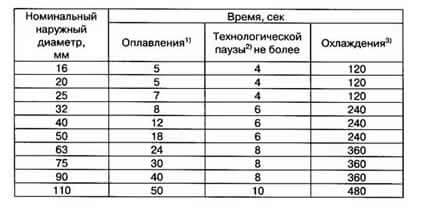
Tablica tehnološke pauze
Ako je predviđena skrivena ugradnja, tada je prije početka cementiranja potrebno omotati cijevi izolacijskim materijalom. Isto se radi pri postavljanju vodovodnog sustava, čime se izbjegava stvaranje kondenzacije na površini. Prilikom zavarivanja HDPE cijevi morate slijediti određena pravila. Jedan od njih je umjereno zatezanje adaptera kako bi se izbjeglo ugrožavanje integriteta sustava.
Još jedan važna točka je točan izračun udaljenosti između pričvrsnih elemenata. Ako je vrlo velik, s vremenom će cjevovod popustiti, što će negativno utjecati na njegov radni vijek.
Uzimajući u obzir sve gore navedene nijanse, možete sami instalirati HDPE cijevi, bez pribjegavanja uslugama stručnjaka.
Tvrtka Teploognezashchita ima veliko iskustvo za projektiranje i postavljanje komunalija varit će niskotlačne polietilenske cijevi. Polietilenske cijevi (HDPE) su materijal koji se široko koristi u građevinarstvu. Koriste se za montažu tlačnih i netlačnih cjevovoda. Cijevi su lake za obradu i male su težine. Ako trebate visokokvalitetno zavarivanje HDPE cijevi Kontaktirajte nas! Naši stručnjaci znaju, vole i žele raditi! Surađujemo s vodećim proizvođačima bez posrednika!
je postupak u kojem se postiže trajni spoj zagrijavanjem, taljenjem krajeva dviju presječenih polietilenskih cijevi, spojnica ili fitinga, pod utjecajem određene visoke temperature i točno odmjerenog vremena, te spajanjem pod tlakom ili međusobnim prožimanjem i daljnjim hlađenjem na odmor.
U usporedbi s metalom i polipropilenske cijevi HDPE cijevi imaju niz značajnih prednosti: otpornost na oksidaciju, uništavanje mikroorganizmima, mehanička opterećenja, na promjene temperature, malu težinu, ekonomičnost, ekološku prihvatljivost. HDPE cijevi proizvedene u skladu s GOST 16338-85 sigurne su za okoliš i ljude.
Isječak iz GOST 16338-85 klauzula 2.9. :
Osnovne vrste i sastavi polietilena odobreni od strane Ministarstva zdravstva SSSR-a za proizvodnju proizvoda koji dolaze u dodir s hranom, piti vodu, kozmetički i lijekovi, kao i za proizvodnju igračaka, navedeni su u Dodatku 2. U ove svrhe koriste se polietilenski sastavi plinske faze najvišeg i prvog razreda, suspenzijski sastavi prvog i drugog razreda, miris i okus vodenih ekstrakata. od kojih prema GOST 22648-77 ne prelaze jednu točku.
Isječak iz GOST 16338-85 klauzula 3.2. :
Polietilen osnovnih vrsta i sastava na sobnoj temperaturi ne emitira okoliš otrovne tvari i nema nikakav učinak na ljudski organizam pri izravnom kontaktu. Rad s njim ne zahtijeva posebne mjere opreza.
HDPE cijevi se koriste za polaganje vodovoda i sustava za navodnjavanje, postavljanje kanalizacijskih sustava, zaštitu snopova kabela pri polaganju električnih mreža. Zbog činjenice da polietilen ima prilično nisku točku taljenja, 80 stupnjeva, HDPE cijevi se ne mogu koristiti za transport tvari s temperaturama višim od 40 stupnjeva.
Kako do savršenog cjevovoda?
Najbolji cjevovod je čvrsta cijev, bez rubova, hrapavosti i savijanja, kako bi čovjek pri pogledu na cijev pomislio da je napravljena posebno za ovu lokaciju, a cijev je upravo takva isporučena iz tvornice. Ali u praksi, zbog složenosti cjevovoda i ograničene duljine cijevi, potrebno je napraviti mnogo spojeva cijevi. Razvoj znanosti i tehnologije sada je omogućio proizvodnju nove opreme koja omogućuje sučeono zavarivanje HDPE cijevi bez upotrebe dodatnih spojnica; ova metoda vam omogućuje da ne kupujete dodatne materijale, već samo naručite uslugu
Postoje dva načina spajanja HDPE cijevi:
- odvojivi spojevi pomoću posebnih plastičnih spojnica. Obično se koriste za privremeno spajanje cjevovoda u područjima gdje cijevi nisu izložene visokotlačni.
- Zavarivanje HDPE cijevi Sučeono zavarivanje može se izvesti pomoću različitih uređaja: sučeono zavarivanje mehaničkim ili hidrauličkim sabijanjem, kao i ručnim strojevima za zavarivanje cijevi malog promjera.
Kada se izvrši Zavarivanje HDPE cijevi Između očišćenih krajeva cijevi postavlja se grijaći element koji omekšava polietilen. Kada se ova operacija pravilno izvede, šav je jači od zidova cijevi. Ovakva kvaliteta šava sprječava mogućnost proboja cjevovoda na spojevima.
Elektrofuzija HDPE zavarivanje također zahtijeva odgovarajuću opremu. Ovom metodom spajanja cijevi nisu zavarene jedna na drugu, već su zavarene na spojnicu. Najčešće se elektrofuzijsko zavarivanje koristi za popravak i proširenje starih cjevovoda.
Što regulira zavarivanje HDPE cijevi?
- SNiP 3.05.04-85:
- SP 62.13330.2011:
3.58 Spajanje cijevi izrađenih od polietilena visoke gustoće (HDPE) i polietilena niske gustoće (LDPE) međusobno i s priključcima treba izvesti zagrijanim alatom metodom sučeonog ili utičničnog zavarivanja. Zavarivanje cijevi i fitinga od polietilena različite vrste(HDPE i PVD) nisu dopušteni.
3.61 Zavarivanje cijevi od LDPE i HDPE može se izvoditi pri vanjskoj temperaturi zraka od najmanje minus 10°C. Pri nižim vanjskim temperaturama zavarivanje treba izvoditi u izoliranim prostorijama.
4.1 Izgradnja plinskih distribucijskih mreža i rekonstrukcija dotrajalih čelični plinovodi treba izvesti: korištenjem pretežno polimernih cijevi i spojnih dijelova (na primjer, izrađenih od polietilena i njegovih modifikacija, poliamida).
10.4.1 Zavarivanje polietilenskih plinovoda sa spojnim dijelovima s brtvom mora se izvoditi uređajima koji bilježe rezultate zavarivanja s njihovim naknadnim izdavanjem u obliku tiskanog protokola.
Tehnologija zavarivanja HDPE cijevi
Izvodi se u sljedećem nizu radnji:
- Provjera kvalitete cijevi za zavarivanje. Prilikom zavarivanja HDPE cijevi kontrolira se ovalnost, ujednačenost debljine stijenke i usklađenost debljine stijenke s oznakama navedenim na cijevi.
- Ugradnja krajeva cijevi u centralizator, koji poravnava njihov međusobni položaj.
- Mehaničko čišćenje vanjskih i unutarnjih dijelova cijevi.
- Podešavanje potisnog tlaka (za pneumatske uređaje).
- Podrezivanje. Tanki sloj polietilena uklanja se s vanjske površine oba kraja cijevi tako da je dobiveni šav uredan i izdržljiv.
- Uklanjanje čipsa.
- Provjera veličine razmaka na krajevima cijevi.
- Odmašćivanje krajeva sredstvom koje sadrži alkohol za poboljšanje kvalitete zavarivanja.
- Ugradnja grijaćeg elementa - ravna metalna ploča.
- Podešavanje radnog tlaka (za pneumatske uređaje).
- Formiranje primarne oštrice.
- Dodatno zagrijavanje krajeva cijevi.
- Uklanjanje grijača.
- Zajednička nagodba.
- Hlađenje šava.
- Provjera kvalitete veze. Visokokvalitetni šav je jednolika prstenasta kuglica koja strši 2,5 - 5 mm iznad površine cijevi. U ovom slučaju, pomak cijevi ne smije biti veći od 0,1 debljine stijenke
Prednosti rada s IC "Teploognezashchita"
- Zavarivanje HDPE cijevi obavljaju stručnjaci certificirani od NAKS-a.
- Tvrtka koristi vlastitu visokokvalitetnu opremu.
- Mogućnost kvalitetnog zavarivanja HDPE cijevi velikog promjera.
- Pružanje usluga stanovnicima regija.
- Brzo izvršenje hitnih narudžbi.
- Prilika da dobijete popust na zavarivanje HDPE cijevi velikog promjera.
Ako želite naručiti uslugu - zavarivanje HDPE cijevi, obratite se IC "Teploognezashchita".



{kind=link}