U strojarstvu se koriste tri sustava navoja: metrički, inčni i cijevni.
Metrički navoj(Sl. 145, a) ima trokutasti profil s vrhom od 60 °.
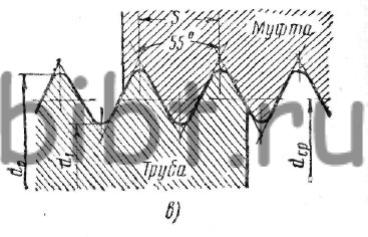
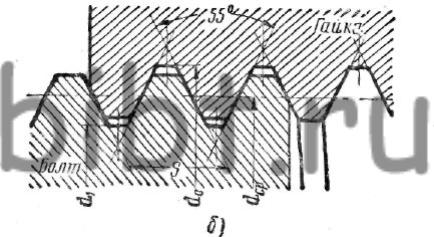
Riža. 145. Sustavi navoja: a - metrički, b - inčni, c - cijev
Postoji šest vrsta metričkih navoja: glavni i sporedni -1; 2; 3; 4. i 5. Mali navoji razlikuju se po veličini koraka za određeni promjer, izraženoj u milimetrima. Metrički navoji označeni su slovom M i brojevima koji karakteriziraju dimenzije vanjskog promjera i koraka. Na primjer, M42X4.5 označava metrički glavni s vanjskim promjerom od 42 mm i korakom od 4,5 mm.
Fini navoji, osim toga, imaju broj u oznaci koji označava broj navoja, na primjer 2M20X1,75 - drugi metrički fini, vanjski promjer 20 mm, korak 1,75 mm.
Inčni navoj(Sl. 145, b) ima kut od 55 ° na vrhu. Inčni navoji se režu u proizvodnji rezervnih dijelova za strojeve s inčnim navojima i ne smiju se rezati na novim proizvodima. Inčni navoj karakterizira broj navoja po inču (1") duljine. Vanjski promjer inčnog navoja mjeri se u inčima.
Cijevni navoj(Sl. 145, c) mjeri se na isti način kao inčni navoj, u inčima i karakterizira ga broj navoja po 1". Profil navoja ima kut od 55°. Za navoje cijevi promjer je konvencionalno uzeti kao promjer otvora cijevi, na vanjska površina kojoj je konac prerezan.
Vrhovi izbočina vijaka i matica s cijevnim navojem izrađuju se ravnim ili zaobljenim rezovima.
Ravno rezani profil je lakši za izradu i koristi se za navoje konvencionalnih spojeva cijevi. Cijevni navoj je označen: 1/4" CIJEV; 1/2" CIJEV. itd. (Tablica 25).
Tablica 25 Označavanje niti na crtežima
| Vrsta niti | Legenda | Notacijski elementi | Primjer oznake navoja vijka i matice |
metrički osnovni |
M | Vanjski promjer navoja (mm) ili vanjski promjer i korak (mm) | M64 ili M64X6 ili 64x6 |
Metrički mali |
1M | 1M 64X4 ili 64X4 | |
| 2M | 2M 64X3 ili 64X3 | ||
| 3m | 3M 64X2 ili 64X2 | ||
| 4M | 4M 64X1,5 ili 64X1,5 | ||
| 5M | 5M 64X1 ili 64X1 | ||
Trapezoidan |
LJESTVE | Vanjski promjer i korak navoja (mm) | LJESTVE. 22x5 |
| GORE | GORE 70X10 | ||
Inch s kutom profila od 55° |
Nazivni promjer navoja u inčima | 1" | |
Cijev cilindrična |
CIJEV PR* CIJEV KR** | Simbol niti u inčima | 3/4" CIJEV OL 3/4" CIJEV KR |
Cijev konusna |
CIJEV KONIK. | 3/4" CIJEV |
* Profil s ravno rezanim vrhovima (ravno). ** Profil je zaobljen.
Navoji mogu biti desni i lijevi; prema broju prolaza - jedan, dva, tri i više prolaza.
Da bi se odredio broj početaka navoja, dovoljno je pogledati kraj vijka ili matice i izbrojati koliko krajeva navoja ima na njemu.
U pravilu, svi pričvrsni elementi (vijci, vijci, vijci itd.) imaju jednostruke navoje.
U ovom članku želim ne samo pružiti suhe činjenice o veličinama inčnih navoja cijevi s referencama na standarde i GOST-ove, već čitatelju donijeti zanimljivu činjenicu o značajkama označavanja potonjeg.
Dakle, oni koji su se već susreli s navojima cijevi više su puta bili iznenađeni neslaganjem vanjskog promjera navoja i njegove oznake. Na primjer, navoj od 1/2 inča ima vanjski promjer od 20,95 mm, iako bi logično kod metričkih navoja trebao biti 12,7 mm. Stvar je u tome što inčni navoji zapravo označavaju prolaznu rupu cijevi, a ne vanjski promjer navoja. Istodobno, dodavanjem veličine rupe u stijenci cijevi, dobivamo precijenjeni vanjski promjer na koji smo navikli u označavanju metričkih niti. Konvencionalno, takozvani inč cijevi je 33,249 mm, odnosno 25,4 + 3,92 + 3,92 (gdje je 25,4 prolaz, 3,92 je stijenka cijevi). Zidovi cijevi se uzimaju na temelju radnog tlaka za navoj. Ovisno o promjeru, cijevi se također povećavaju, jer cijev većeg promjera mora imati deblje stijenke od cijevi manjeg promjera za isti radni tlak.
Cijevni navoji se dijele na sljedeće:
Cilindrični cijevni navoj
Ovo je inčni navoj koji se temelji na BSW (britanskom standardu Whitworth) navoju i odgovara BSP (britanskom standardnom cijevnom navoju) navoju, ima četiri vrijednosti koraka od 28,19,14,11 niti po inču. Rezovi na cijevima do veličine 6", cijevi preko 6" su zavareni.
Kut profila na vrhu je 55°, teoretska visina profila je N=0,960491R.
Standardi:
GOST 6357-81 - Osnovni standardi zamjenjivosti.
Cilindrični cijevni navoj. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Simbol: slovo G, brojčana vrijednost nazivnog promjera cijevi u inčima (inčima), klasa točnosti srednjeg promjera (A, B), te slova LH za lijevi navoj. Na primjer, navoj s nazivnim promjerom od 1 1/4", klase točnosti A označen je kao G1 1/4-A. Još jednom vas želimo podsjetiti da treba imati na umu da nazivna veličina navoja odgovara zazoru cijevi u inčima. Vanjski promjer cijevi je u određenom omjeru s ovom veličinom i više u skladu s debljinom stijenki cijevi.
Oznaka veličine cilindričnog navoja cijevi (G), koraka i nazivnih vrijednosti promjera vanjskog, srednjeg i unutarnjeg navoja, mm
| Oznaka veličine navoja | Korak P | Promjeri navoja | |||
|---|---|---|---|---|---|
| Redak 1 | Redak 2 | d=D | d 2 =D 2 | d 1 = D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29.0Z9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼" | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½" | 47,803 | 46,324 | 44,845 | ||
| 1¾" | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼" | 65,710 | 64,231 | 62,762 | ||
| 2½" | 75,184 | 73,705 | 72,226 | ||
| 2¾" | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼" | 93,980 | 92,501 | 91,022 | ||
| 3½" | 100,330 | 98,851 | 97,372 | ||
| 3¾" | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½" | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½" | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
U zapadnoj tehničkoj literaturi pronaći ćete sve mjere u inčima. Ovakvo stanje stvari ima povijesne korijene. Velika Britanija je uvijek prednjačila u tehničkom razvoju, stoga je u svim kolonijama koje je tada posjedovala (a bilo ih je mnogo) korišten upravo ovaj sustav mjerenja. U principu, tehničari slobodno pretvaraju inče u sentiment i obrnuto. Do današnjeg dana, u tim zemljama, sve mjere su u inčima kao standard. Zatim ćemo govoriti o glavnim značajkama i karakteristikama inčnih niti i kako se razlikuju od metričkih niti.
Inčni navoj. Mogućnosti
Ako govorimo o običnom mjerenju, onda čak ni u umu nije teško pretvoriti jednu vrijednost u drugu i obrnuto. Ali što se rezbarenja tiče, morate znati jednostavan, ali važne nijanse. Činjenica je da postoji veliko preklapanje između metričke i imperijalne metrike za mjerenje duljina. Razlika je u broju zavoja na koraku navoja. Osim toga, ova se rezbarija ističe drugačijim kutom nagiba na vrhu, koji iznosi 55°, ako govorimo o stilu Whitworth. To se smatra normom u Engleskoj ili, kako se također kaže, "britanskim kutkom". Ako za osnovu uzmemo UNC i UNF standard koji se smatra standardom u Americi, onda je kut ovdje 60°.
Metrički standard i inčni navoj. Najosnovnije razlike
Vrste inčnih navoja:
- Vanjski;
- Stožast;
- Cilindričan;
- Interni.
1 inč = 25,4 mm. Ovo je glavna razlika. U dokumentima to ima posebnu oznaku - 1´ (s crtom).
Ako govorimo o američkim standardima, oni imaju podjelu na navoje s velikim korakom, koji označavaju kao UNC, i s finim korakom, UNF. Također, za kanonske inčne navoje oznaka je NPT, a za cijevne navoje - NPSM.
Kakav konac postoji i gdje se koristi?
Vrste navoja koji se koriste u proizvodnji, konstrukciji i dizajnu, ovisno o dijelu, dijele se na unutarnje, vanjske i konusne.
- Vanjski se koristi za vijke, vijke, igle i klinove.
- Unutarnji se koristi u proizvodnji čepova ili matica. Izrezan je u rupe kada trebate organizirati vezu na određenom mjestu.
- Za stvaranje čvrste veze, kao i za zaključavanje bez dodatnih dijelova, izrađuje se konusni inčni navoj.
Njihovo označavanje slijedi standard. d (D) je vanjski promjer vijka ili unutarnji promjer matice (d je promjer vijka prije urezivanja). Unutarnji promjer navoja označen je d1 (D1). Postoji i oznaka za prosječni promjer d2 (D2). Ova veličina ovisi o nazivnom koraku, označenom slovom P.
Slovo α se koristi za označavanje kuta profila navoja. Indikator α = 55° značit će da je kut na vrhu jednakostraničnog trokuta zupca navoja 55° i odgovara britanskom standardu BSW inčnog navoja. UTS inčni navoj, široko korišten u Kanadi i SAD-u, ima α = 60°.
Gdje se koriste inčni navoji?
α = 55° -inčni navoj koji se koristi u industriji za pričvršćivanje mehaničkih komponenti i dijelova pomoću navojnih spojeva. Posebno je čest u procesu popravka uvozne opreme i strojeva, kao i rabljenih automobila. Metalni proizvodi s inčnim navojem također se proizvode u našoj zemlji. Tijekom rada ponekad postoji potreba za pretvaranjem metričkih niti u inčne niti i obrnuto. To se može učiniti brzo i jednostavno pomoću posebne referentne knjige.
Navoji prema sustavu mjera dijele se na metričke i inčne. Metrički i inčni navoji koriste se u navojnim spojevima i vijčanim pogonima. Navojni spojevi su rastavljivi spojevi napravljeni korištenjem navojnih spojnica - vijaka, vijaka, matica, klinova ili navoja izravno postavljenih na dijelove koji se spajaju.
Metrički navoj (Sl. 1)
U profilu ima izgled jednakostraničnog trokuta s kutom pri vrhu od 60°. Vrhovi izbočina spojnog vijka i matice su odrezani. Metrički navoj karakteriziraju promjer vijka u milimetrima i korak navoja u milimetrima. Metrički navoji izrađuju se s velikim i malim usponom. Kao glavni navoj uzima se navoj s velikim korakom. Fini navoji služe za podešavanje i spajanje tankostijenih i dinamički opterećenih dijelova. Metrički navoji s velikim koracima označavaju se slovom M i brojem koji izražava nazivni promjer u milimetrima, na primjer M20. Za male metrički navoj dodatno označite korak, na primjer M20x1,5.
Riža. 1 Metrički navoj
Inčni navoj (Sl. 2)
Inčni navoj (slika 2) ima isti profil kao metrički navoj, ali njegov vršni kut iznosi 55° (Whitworthov navoj - britanski standard BSW (Ww) i BSF), vršni kut je 60° (američki standard UNC i UNF ). Vanjski promjer navoja mjeri se u inčima (1" = 25,4 mm) - crtice (") označavaju inče. Ovu nit karakterizira broj niti po inču. Američki inčni navoji izrađuju se s grubim (UNC) i finim (UNF) korakom.
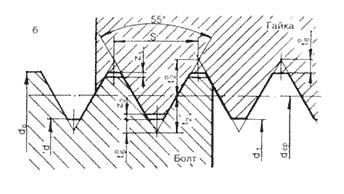
Riža. Navoj od 2 inča
Tablica veličina pričvršćivača za UNC strojne navoje američkog inča s grubim korakom (kut profila od 60 stupnjeva)
| Veličina u inčima | Veličina u mm | Korak navoja/inč |
| UNC br. 1 | 1.854 | 64 |
| UNC br. 2 | 2.184 | 56 |
| UNC br. 3 | 2.515 | 48 |
| UNC br. 4 | 2.845 | 40 |
| UNC br. 5 | 3.175 | 40 |
| UNC br. 6 | 3.505 | 32 |
| UNC br. 8 | 4.166 | 32 |
| UNC br. 10 | 4.826 | 24 |
| UNC br. 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1" | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2" | 50.8 | 4 1/2 |
Nit
Navoj može biti unutarnji i vanjski.
- Vanjski navoji su izrezani na vijcima, klinovima, vijcima, klinovima i raznim drugim cilindričnim dijelovima;
- Unutarnji navoji se režu u spojnicama, maticama, prirubnicama, čepovima, dijelovima strojeva i metalnim konstrukcijama.
Riža. 3 Elementi navoja
Osnovni, temeljni elementi niti prikazani su na sl. 3 Oni uključuju sljedeće elemente:
- korak navoja- udaljenost između vrhova ili baza dvaju susjednih zavoja;
- dubina navoja- udaljenost od vrha niti do njegove baze;
- kut navoja- kut između stranica profila u ravnini osi;
- vanjski promjer- najveći promjer navoja vijka, mjeren duž vrha navoja okomito na os navoja;
- unutarnji promjer- udaljenost jednaka promjeru cilindra na koji je navoj navijen.
Više o inčnim spojnicama:
Inčni navoji koriste se samo za izradu zavoja metalne cijevi. Inčni navoji također se koriste u proizvodnji sklopivih okova od metala i plastike.
Razlike između inčnih i metričkih navoja
Poslano navojna veza ima vlastitu standardizaciju temeljenu na GOST 6357-81, koja regulira parametre niti kao što su korak i promjer.
Dimenzije navojnih spojeva ovise o razmaku između nasuprotno postavljenih gornjih točaka koje se nalaze na kraju cijevi.
Navoj cijevi i njegove dimenzije izravno će ovisiti o vrijednosti unutarnjeg ili vanjskog promjera proizvoda. Trenutno se razlikuju sljedeće vrste niti:
- Metrički;
- Inch;
- trapezoidan;
- Cilindričan;
- Uporan;
- Stožast.
Osim, različite vrste niti imaju svoju oznaku. Tako je, na primjer, oznaka lijevog tipa navoja označena slovima LH. Za detaljnije informacije, navojna veza je označena na crtežima dodatnim slovima, gdje:
- M - označava nazivni promjer zavoja;
- Ph – udarna vrijednost;
- P – vrijednost koraka.
Metrički navoji, kao i inčni navoji, imaju standardni promjer od 1 do 180 mm. Govoreći o razlikama između ove dvije vrste, vrijedi napomenuti da leže u obliku spiralnog profila grebena.
Inčni profil vizualno izgleda oštrije. To je zbog kuta gornjeg "izvornog trokuta", koji iznosi 55°.

Također, metrički cijevni navoji razlikuju se od inčnih navoja u izračunu koraka i promjera. To je zbog činjenice da se metrički zavoji stvaraju na temelju milimetara.
Inč cijevi jednak je 3,33 cm.U oba slučaja, parametar nagiba zavoja cijevi mjeri se ne u milimetrima, već u nitima.
Navoji su ovdje točan broj utora koji su prisutni u dijelu cijevi od 1 inča. Tako npr. standardni vodovodi imaju oznake navoja u samo dvije varijante - 11 navoja (metrički korak 2,31 mm) i 14 navoja (metrički korak 1,8 mm).
Trapezni navoji koriste se u proizvodnji svih vrsta vijaka. Tu spadaju vodeći vijci za strojeve za rezanje, vijci za hidrauličke preše, uređaji za podizanje i pužni prijenosnici.
Takve zavojnice vizualno se značajno razlikuju od drugih vrsta - izrađene su u obliku jednakokračnog trapeza. Kut profila može biti 15, 24, 30 i 40°.
Kako odrediti korak i promjer?
Prilikom određivanja takvih značajnih karakteristika, alat kao što je:
- Kalibar;
- Češalj;
- čeljusti;
- Mikrometar.
U nekim slučajevima, funkciju kalibra može izvršiti spojka ili spojnica s unaprijed primijenjenim unutarnjim ili vanjskim zavojima koji odgovaraju unaprijed određenim parametrima.
Prilikom mjerenja nagiba koristi se vijak; ako se pojavi značajan otpor pri uvrtanju u zavojnice, tada se ponovno postavljaju.
Ako se proces odvija bez poteškoća i vijak je čvrsto postavljen u cijev, korak se smatra ispravno dovršenim.
Prilikom ponovnog stvaranja zavojnica, proces je usmjeren na stvaranje većeg kalibra. Mjerač konca vrlo je jednostavan za korištenje. Opremljen je mjernim pločama koje se umeću u navojne spojeve koji još nisu spojeni.
Ploče nalikuju malim datotekama, a ako se, kada se nanose na zavojnice, profil ploča podudara s zavojnicama izrezanim na unutarnjoj ili vanjskoj površini, tada odgovaraju postavljenoj vrijednosti.
Ova vrijednost je označena na pločici alata. Pomoću čeljusti se može mjeriti samo vanjski promjer zavojnica; mikrometar također ima istu funkciju. Stručnjaci preporučuju mjerenje najprikladnijim alatima za tu svrhu - kalibrima.
Rezanje vanjskih navoja cijevi (video)
Metode rezanja
I metrički i cijevni (inčni) analozi zavojnice mogu se izraditi na unutarnjim i vanjskim površinama.
To se radi pomoću dvije metode: mehaničke i ručne. Pri provedbi ručne metode koriste se uređaji poput mačeva i matrica.
Navoj može stvoriti unutarnje zavoje, a matrica može stvoriti vanjske zavoje. Proces počinje tako da se komad čvrsto drži u škripcu i mačevalac se umetne u ovratnik.
Kada koristite matricu, držač matrice obavlja funkciju vortoka. Nakon toga, matrica se stavlja na proizvod, a kada se koristi slavina, umeće se izravno u otvor cijevi.
Ako je potrebno, sve se radnje ponavljaju, a zavoji će se postupno stvarati u tijelu proizvoda, na dubini koja će biti jednaka visini profila.
Unutarnji i vanjski zavoji ne režu se istovremeno, već uzastopnim redoslijedom. Međutim, u većini slučajeva stvaraju se površine samo s vanjskim ili unutarnjim utorima.
Stvaranje zavoja mehanički uključuje korištenje posebnog rezača koji je pričvršćen na nosač stroja.

Prije početka rada, nosač se pomiče do ruba obratka, nakon čega se visina profila postavlja pomoću poprečnog dodavanja.
Na mehanički Može se koristiti i matrica - alat s pločama češljastog profila.
Pomoću instalirane glave možete izraditi 2-5 standardnih veličina utora vanjskog tipa. Nakon što su ploče ugrađene u glavu matrice, cijev se steže stegom ili pomoću ključa.
Kraj proizvoda je izrezan pod pravim kutom. Nakon pokretanja alata, glava stvara utore na dijelu u trenutku rotacije.



