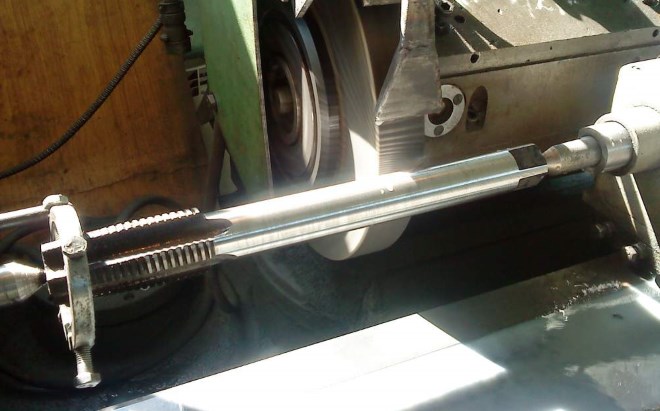
Számos műszaki eszköz, valamint a legtöbb háztartási cikk rendelkezik menetes csatlakozásokkal, amelyeket az emberiség már az ősidők óta használni kezdett. A fő eszközök, amelyekkel az ilyen csatlakozások elemei készülnek, egy csap. Használata lehetővé teszi, hogy gyorsan és különösebb nehézség nélkül precíz és jó minőségű szálakat vághasson a furat belső felületén.
Tervezési jellemzők
Az első szeletelő eszközök belső menet Primitív kialakításuk jellemezte őket, és egy tetraéderes rúdból álltak, amelynek sekély kúpra kihegyezett végén vágófogak voltak kifűrészelve. Ilyen csap használatakor a menetet az anya belsejébe vagy a munkadarabon lévő előre elkészített lyukba csavarva vágták el. Természetesen egy ilyen szerszámnak számos hátránya volt, amelyek közül a legjelentősebb a hátsó felület hiánya a vágórészen, valamint a negatív szög. Az idő múlásával a menetfúrók kialakítása kifinomultabbá vált, és ma már pontos és jó minőségű belső menetek létrehozását teszik lehetővé.
Bármely menetvágás a munkadarabok belső felületén, geometriai paramétereitől és céljától függetlenül, a következő elemeket tartalmazza:
- oldalsó hornyok (2-6 lehet);
- kúpos szívórész;
- kalibráló rész, amely hengeres alakú.
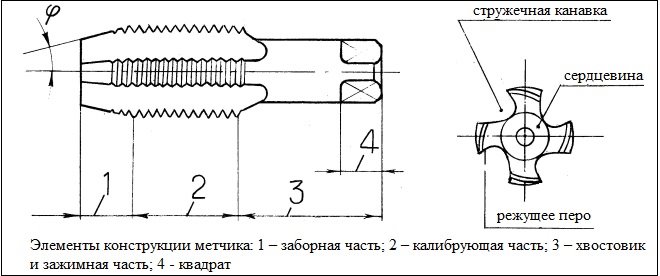
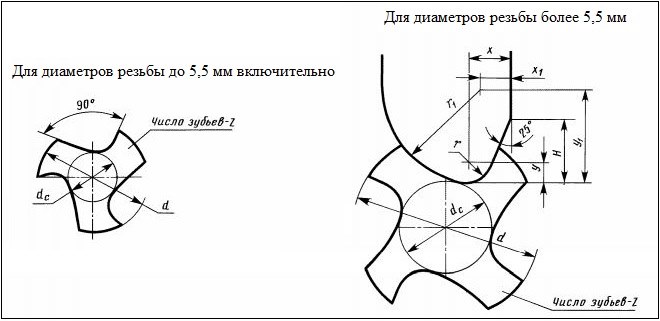
A szerszám teljes hosszában az oldalfelületén található hornyok egyidejűleg két funkciót látnak el: biztosítják a forgácsok eltávolítását a feldolgozási zónából, és megkönnyítik a hűtőfolyadék-kenőanyag (hűtőfolyadék) ellátását egy ilyen zónába. A menetfúró hornyának keresztmetszeti alakját annak két felülete határozza meg, amelyek közül az egyik a szerszám vágófogának elülső éle, a másik pedig a hátulja. A profil típusától függően a forgácshornyok a következő típusúak:
- egysugarú (ilyen alakú hornyokkal főleg kalibrációs típusú menetfúrókat gyártanak);
- egyenes elülső és hátsó felülettel (az ilyen alakú hornyokkal rendelkező szerszámokat az anyák belsejében lévő menetek vágására használják);
- egyenes elülső és rádiuszos hátsó felülettel (a legtöbb menetfúró ilyen típusú fuvolával készül).
A hornyok különböző módon helyezhetők el: vannak egyenes hornyok, valamint spirális jobb vagy bal. Az általános használatra szánt univerzális menetfúrók egyenes hornyokkal készülnek. A spirális balkezes hornyok menetek vágására szolgáló menetfúrókat állítanak elő. Az ilyen szerszám által létrehozott forgácsok a megmunkálás alatt álló furat mentén elõre mozognak, ezáltal kiküszöbölve a már elvágott menet sérülésének veszélyét. A hornyok megfelelő csavarodási irányú menetfúróinak használatakor a forgácsokat a megmunkálási zónából a szerszámszárig távolítják el. Emiatt a jobbos menetfúrók ideálisak a zsákfuratok menetek vágásához.
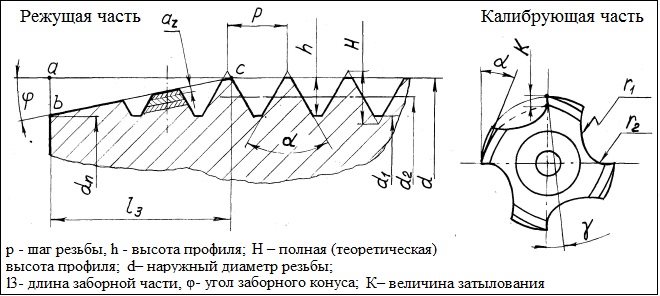
A csap bemeneti része, mint fentebb említettük, kúpos alakú, ami megkönnyíti a szerszámnak a megmunkálás alatti furatba való behelyezését. A szívórész dőlésszögének specifikus értékét, amely 3–20° tartományban lehet, attól függően választják ki, hogy a szerszámot milyen típusú feldolgozáshoz használják - nagyoláshoz, közbenső vagy simításhoz.
A hengeres kalibráló rész legfeljebb 0,1 mm-es fordított redukcióval készül, ami a menetvágási folyamat során fellépő súrlódási erők csökkentése érdekében szükséges. A menetfúró munkarésze és a megmunkált felület közötti súrlódási erő a vágófogak hátsó felületének felülről szélességük 1/3-ára történő megtámasztásával is csökkenthető. Ezáltal a vágófogak hátsó felülete csökken, aminek értéke 12-30 mm átmérőjű szerszámoknál kb. 0,1 mm.
Típusok cél szerint
A modern ipar termel különböző fajták csapok, amelyek kialakításukban különböznek egymástól és funkcionalitás. Így a csapok rendeltetésük szerint az alábbi típusok valamelyikébe tartozhatnak.
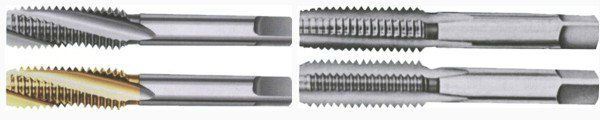
LakatosEzeket a szerszámokat leggyakrabban kézben tartják, és egy speciális hajtókarral együtt használják, amely segítségével a csap forgást biztosít. Általában két vagy három szerszámból álló készletekben állítják elő és használják, amelyek mindegyike csak a ráhagyás egy részét távolítja el a megmunkálandó felületről. A készletben található csapok méretei (különösen a munkaátmérőjük) eltérőek. A szerszámok közül az első, amelynek szárán egy vonal formájában van jelölve, nagyolásra, a második (a száron két vonallal) köztes megmunkálásra, a harmadik pedig (három vonallal) ) a vágott szál befejezésére szolgál.

Ezek olyan szerszámok, amelyekkel kézzel és különféle gépeken (esztergagépeken, fúrókon, aggregátumokon stb.) lehet meneteket vágni. Az ilyen csapok csak abban különböznek a fémipari csapoktól, hogy valamivel rövidebb kerítésrésszel és nagyobb a mechanikai terhelésekkel szembeni ellenállásuk.

Diófélék
Ilyen eszközökkel, ahogy a nevük is sugallja, dióféléket vágnak. Az ilyen csappal már becsavart anyákat nem csavarják ki a szerszámból, hanem a megnyúlt farokrészére helyezik át. Az anyacsavarok szárai, amelyekkel a fúrógépeken meneteket vágnak, egyenes formájúak. Az ilyen szárra mozgatott, már vágott menetű anyákat egyszerűen lerázzuk róla, miután eltávolítjuk a szerszámot a gépi tokmányból. Az anyák vágásához az automata menetvágó gépek olyan menetfúrókat használnak, amelyek szárai ívelt alakúak. Az ilyen módon történő faragásnál az anyák egymás nyomására a szerszám ívelt szárán végignyomódnak, elérik a végét és az előkészített edénybe esnek.
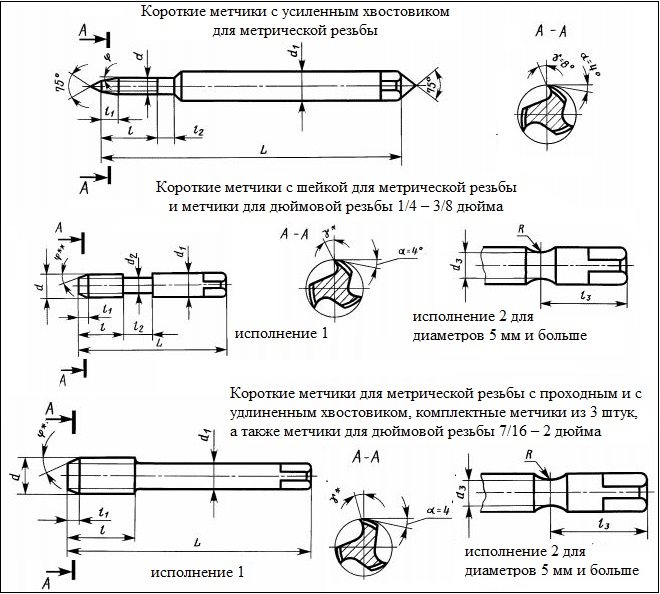
A metrikus menetek vágására szolgáló kézi és gépi menetfúrók kialakítására és méreteire vonatkozó követelményeket a GOST 3266-81 határozza meg, melynek neve: „Gépi és kézi menetfúrók. Kialakítás és méretek."
A kézi és gépi menetfúrók GOST követelményeivel ismerkedhet meg, ha letölti a dokumentumot pdf formátumban az alábbi linkről.
Típusok kialakítás szerint
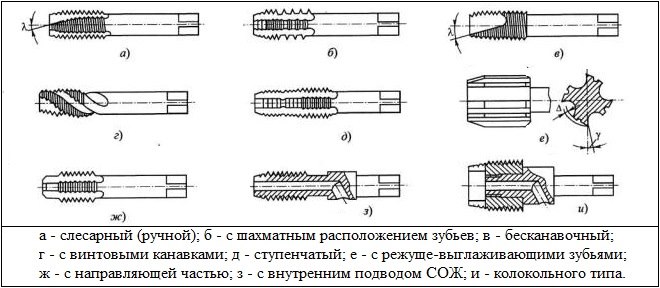
Kialakításuk szerint a csapokat is különféle típusokra osztják. Tehát ettől a paramétertől függően az eszközöket megkülönböztetik:
- rövidített hosszúságú forgácshornyokkal, amelyeket fuvolamentesnek is neveznek (az ilyen menetfúrók kialakítása kifejezetten szívós, alacsony szén-dioxid-tartalmú acélokból, alumíniumötvözetekből és nagy szilárdságú ötvözött acélokból készült alkatrészek menetének vágására szolgál);
- spirális vonal mentén elhelyezkedő hornyokkal (az ilyen szerszámokat megmunkálóközpontokra szerelik fel, és vakmenetek vágására használják);
- sakktábla-mintában elhelyezett vágófogakkal (annak köszönhetően, hogy az ilyen szerszámok kalibráló részének vágófogait egymás után vágják, a feldolgozás során csökkenthető a súrlódási erő);
- lépcsős típus, két részre osztott munkarésszel, amelyek mindegyike saját funkcióját látja el (például vannak lépcsős csapok, amelyek első szakasza generátoráramkör szerint működik, a második pedig profil szerint; lépcsőzeteshez más típusú szerszámok, az első szakasz vágási funkciót végez, a második pedig simítást);
- kombinálva (ez tulajdonképpen két szerszám egyben: egyetlen kivitelben készült vágórészük fúróval kezdődik és csappal végződik);
- menetvágáshoz használt csapok tetszőleges átmérőjű átmenő furatban (segítségükkel esztergagépeken meneteket vágnak, amelyek tokmányában a munkadarab rögzítve van, a szerszámtartóban pedig - a használt szerszám szára; a menetvágási folyamat során a menetfúrást a gépi támasz automatikus előtolása, a munkadarab forgását pedig az orsó forgatásával biztosítja);
- belső üreggel, amelynek köszönhetően a szerszám a feldolgozás során lehűl (az ilyen speciális vagy több műveletet végző berendezésekre szerelt csapok használata jelentősen növelheti a menetvágás termelékenységét);
- harang (az ilyen menetek nagy átmérőjű (50–400 mm) belső menetek vágására szolgálnak, és előre gyártott szerkezettel rendelkeznek, amely egyedi vágóelemekből áll).
Szerkezetileg az összes fent felsorolt csap annyira különbözik egymástól, hogy akár egy fényképről is meg lehet őket különböztetni.
A vágandó szálak típusai
Különböző kategóriájú menetfúrókkal, valamint különböző típusú matricákkal meneteket alakíthat ki az alkatrészek belső felületén különféle típusok. A vágott menet típusától függően a menetfúrók a következő kategóriákba sorolhatók.
MetrikusEzek olyan menetfúrók, amelyeket metrikus menetek vágására használnak. A vágott menetelem ilyen esetekben egyenlő szárú háromszög alakú, és minden paraméterét milliméterben mérik. Az ilyen csapok jelölése „M” betűt tartalmaz. A metrikus csapok és az előkészítő furat átmérőjének kiválasztásához egy speciális referenciatáblázatot használnak.
HüvelykAz ilyen csapok munkarésze kúpos alakú. A hüvelykes szerszámok átmérőjét hüvelykben, a menetemelkedést pedig a hüvelykenkénti menetek számában (25,4 mm) mérik. Az ilyen típusú csapok átlagos felületének lejtése 1°47’24”.
CsőIde tartoznak a csőszerelvények menetének vágására használt hengeres és kúpos menetfúrók.
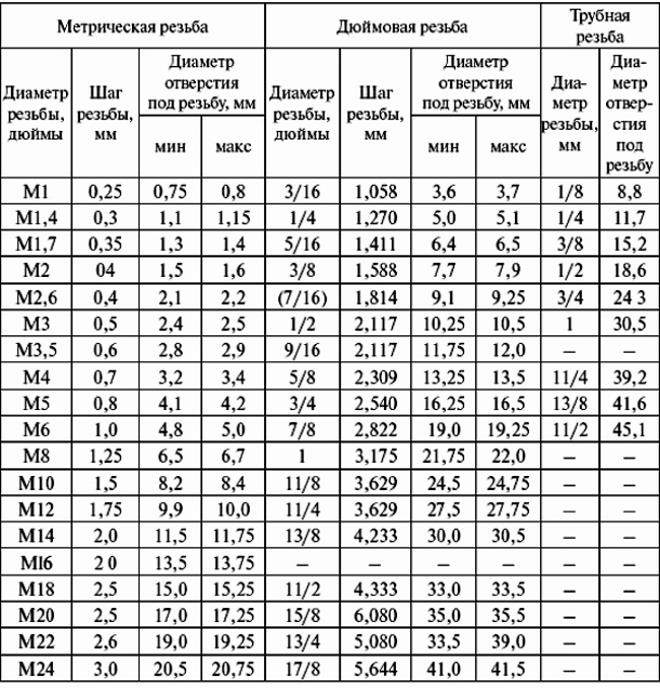
1. táblázat Menetparaméterek és menetfurat mérete
A menetfúrókkal jobb- és balmenetes lyukakat is lehet készíteni. A bal oldali menetek menetfúrói a valóságban vagy a jobbkezes szerszámokkal készült fényképeken összehasonlítva csak a vágórészük csavarvonalának emelkedésének irányában különböznek az utóbbiaktól.
A különböző alkatrészek összekapcsolásának hagyományos módja mechanikus. A csövek esetében ez azt jelenti, hogy menetes csatlakozásokkal és megfelelő idomokkal összeillesztik őket. Ezt a technikát főleg fémből vagy egyes kompozit anyagokból készült minták összeillesztésekor alkalmazzák. Ennek a cikknek a témája, hogy milyen eszközöket használnak a csövek menetének vágásához, és hogyan történik ez pontosan.
Az alábbi táblázat segítségével könnyen kitalálható, miben különbözik az egyik száltípus a másiktól.
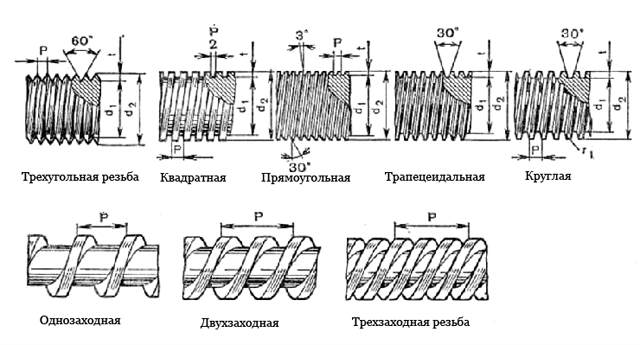
A menet fő paraméterei - menetemelkedés, átmérők, profilmagasság stb. - az ábrákon láthatók.
Menetvágási technológia és szükséges szerszámok
A szálak kézzel vagy szerszámgépekkel is előállíthatók. Nincs értelme az utolsó lehetőséget fontolóra venni, mivel az ilyen munka minden árnyalata jól ismert a szakember számára. Ezen túlmenően, a menetvágást különféle beépítési modelleken lehet elvégezni, egy vagy másik szerszám használatával, a gép típusától függően.
De a mindennapi életben vagy a helyszíni szerelési munkák során a szálakat ritka kivételektől eltekintve a legegyszerűbb eszközökkel vágják le, vagy ahogy mondják, saját kezűleg. Ez érdekesebb az olvasó számára, ezért a kézi vágási módszerekre összpontosítunk.
Külső menet
Meghal (edények). Ezeknek a termékeknek a választéka jelentős. Minden minta megfelel annak a csőnek egy bizonyos átmérőjének, amelyen a vágást végzik.

A matricák a fémfeldolgozás minőségét tekintve eltérőek, és „durva” (nagyoló) és „finom” (simító) vágásra szánt termékekre oszthatók. Ár - 68 rubeltől mintánként.
Die-tartók. Különféle változatokban kapható - normál, univerzális, racsnis. Ár - 139 rubeltől.

A menetvágó berendezés összeszerelése az ábrán látható.
Menetvágási eljárás
- A cső végének levágása. A szög egyenes a hossztengelyhez képest. Szerszámok – csővágó ill.
- A helyszín felületének előkészítése. A befűzési területet alaposan meg kell tisztítani az idegen lerakódásoktól.
- Első szál behatolás. A csőre egy „durva” szerszámot helyeznek. A jobb siklás érdekében vékony olajréteget kell felvinni a kezelt területre.
- Második menet. A befejező szerszám telepítve van. Fokozatosan, a mozgási irány szisztematikus változtatásával (az óramutató járásával megegyezően, majd az óramutató járásával ellentétes irányban) tekerjük fel a csőre. A szál tisztaságát vizuálisan ellenőrzik, és meghatározzák bizonyos műveletek elegendőségét.
- Minőség ellenőrzés. A vágás helyességének (hiba, hajlítás, stb. hiánya) megállapítása érdekében a csőre bármilyen terméket (megfelelő menetparaméterekkel) fel lehet szerelni, amely adott átmérőre felcsavarozható - hajlítás, tengelykapcsoló, egy dió. Ha a minta könnyen áthalad a teljes területen, akkor a munka befejezettnek tekinthető.
Van egy másik eszköz a külső menetek vágására - egy matrica. Nem sokáig van a piacon, és nem minden lakatos, még tapasztalattal sem büszkélkedhet azzal, hogy dolgozott vele. A készülék meglehetősen egyszerű.

Az alap egy jól ismert szerszámból származik. De a vágóélek beilleszthetők. Lényegében ez egy összeállítás, míg a polc egy monolit termék. A cluppokat kézi mintákra osztják és elektromos modellek. Ezért az otthoni termelékenység növeléséhez nincs szükség gép vásárlására (bérlésére). A csomók ára 479 rubeltől van. Szettben is árulják, így van választék.

A készletek ára 14 570 rubel (mechanikus) és 32 800 rubel (elektromos). A gyártók cserélhető vágószerszámokkal is szállítják a mintákat, ami kényelmesebbé teszi a használatát (798 rubel/db-tól). Vannak olyan termékek, amelyekhez nem kell tartó. Nyíltvégű (gáz)kulccsal könnyen forgathatók.

Belső menet
Csapok. A matricákhoz hasonlóan minden átmérőhöz más-más szerszám tartozik.
Ár - 412 rubeltől.
Csaptartók. A cél egyértelmű. A második használt név a gomb. Ár - 170 rubeltől.

- A vég levágása és csupaszítás (de ebben az esetben a cső belsejéből).
- A munkaterület kenése.
- Elsődleges és másodlagos menet behatolás.
- Minőségellenőrzés megfelelő csavar becsavarásával.

A menetvágás jellemzői kompozit anyagokon
Ez elsősorban az üvegszálas csövekre vonatkozik, mivel a PP-ből, PE-ből és fém-műanyagból készült termékek teljesen eltérő módon kapcsolódnak egymáshoz. A szálak szerszámmal történő vágásának technológiája némileg eltér a fémtermékeken végzett hasonló műveletektől. Az ilyen csatlakozásnak nincs nagy szilárdsága, de az üvegszálas műanyagok fő kapcsolatának tekintik, és sokkal gyakrabban használják, mint a vegyület öntésének, préselésének, profilképzésének és számos más módszerét.
Mit kell figyelembe venni a szálak vágásakor?
- Üvegszálas megerősítés sémája. Ez alapján határozzák meg a mintafeldolgozás irányát.
- A kompozit alacsony hővezető képessége. A szerszám túlmelegedésének elkerülése érdekében gondoskodni kell a hatékony hőelvezetésről. Az ilyen anyagokkal végzett munka során a speciális folyadékkal történő hűtés módszere nem alkalmazható, mivel sok közülük megnövekedett nedvességfelvétel.
- Alacsony menetvágási pontosság. Elsősorban az üvegszál rugalmassága és sajátos szerkezete miatt. Ha ennek a paraméternek a követelményei magasak, akkor más feldolgozási módszer kerül kiválasztásra.
- Az anyag réteges szerkezete. Ez különösen nyilvánvaló a vágószerszám fokozott kopása esetén. Mindenesetre a szál elvágása után a munkaterületet megtisztítják.
- A TB speciális követelményei. Először is a fokozott porképződés miatt.
Maga a szál vágásának technológiája nem valami bonyolult. Minden művelet egyszerű. Jó választás eszköz, a cselekvési algoritmus betartása és a feldolgozott hardver jellemzőinek figyelembevétele kiváló eredményt garantál.
Rövid útvonal http://bibt.ru
Szerszámok belső és külső menetek vágásához. Csapok. Meghal.
A belső meneteket menetfúróval vágjuk (36. ábra, a), a külső meneteket pedig kerek matricákkal (36. ábra, c, d).
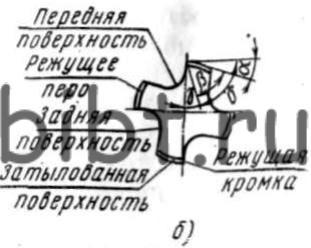
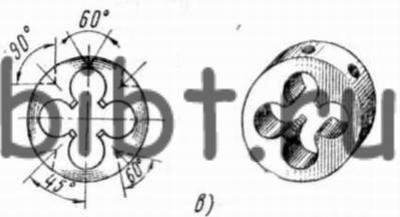
Rizs. 36. Menetvágó eszközök:
a - menetfúró és elemei, b - a menetfúró élezési szögei: α - hátul, γ - elöl, β - pontok, δ - vágási szög, c - tömör kerek matrica, d - hasított matrica, d - kerek vágószerszám gomb
Csapok egyenes vagy spirális hornyokkal ellátott csavar formájában készül. A hornyok alkotják a vágóéleket. A csap egy működő részből és egy szárból áll. A szár végén van egy négyzet a csap rögzítésére a tokmányban vagy a meghajtóban. A csap munkarésze egy beömlőből (kúpos) és egy kalibráló részből áll. A bemeneti rész elvágja a menetet, a kalibráló rész a vágás közbeni vezetésre és a menetes furat tisztítására, kalibrálására szolgál.
A szálat kézzel vágják le egy két vagy három menetből álló készlettel: durva, közepes és simító. Először durván, majd közepesen vágjuk. A zárócsapot a menet végső vágására és kalibrálására használják. A csapokat a száron lévő jelek száma különbözteti meg.
A kézi csapok mellett léteznek gépi csapok, amelyek munkarészük alakjában különböznek a kézi csapoktól.
A menetfúrók jobbos és balos menettel is kaphatók. Jobb oldali menet vágásakor a menetfúró az óramutató járásával megegyező irányba, bal oldali menet vágásakor pedig az óramutató járásával ellentétes irányban forog.
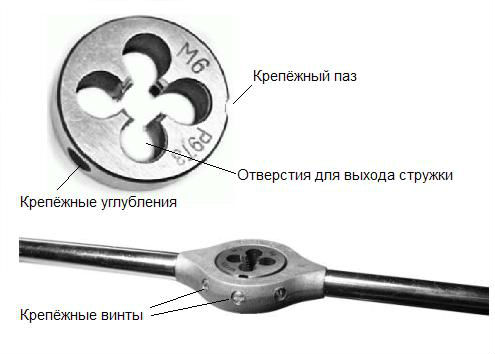
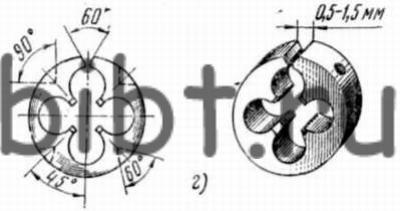
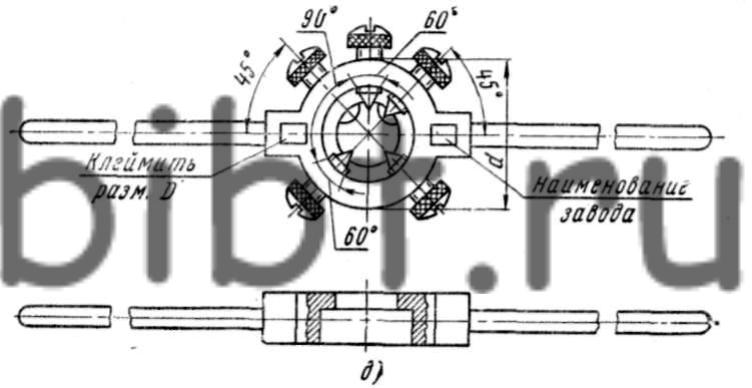
Meghal(lásd: 36. ábra, c) mind kézi, mind gépi menetvágáskor használatosak. A matricán van egy horony, aminek köszönhetően állítható, azaz a menet átmérője 0,1-0,25 mm-en belül enyhén megnő vagy csökken. A matrica beállítása három gombos csavarral történik (lásd 36. ábra, d): az egyik beleillik a résbe, és becsavarva kissé kitágíthatja a szerszámot, a másik kettő pedig összenyomhatja.
Külső menetek vágásához speciális szerszámot használnak - meghal. Alapvetően vágóberendezésük kialakítása hasonló a belső menetek vágására szolgáló menetfúró kialakításához. Ha azonban a csap egy csavar, amelyen hornyok vannak kivágva, akkor a matrica egy anya, amelynek vágott hornyai a szerszám vágóéleit képezik.
Halványok és kemencék
A szerszám működő része(3.94. ábra) két részből áll - beszívásból és kalibrálásból. A szívórész 40...60°-os szögű kúpos, a matrica két oldalán helyezkedik el, hossza 1,5...2 fordulat. A kalibráló rész általában 3...5 fordulatból áll.
Külső menetek fémmegmunkálásához (kézi) vágásához különböző kivitelű szerszámokat használnak: kerek, amelyeket néha lerksnek, csúszónak (clupps) és speciálisnak neveznek, csövek vágására.
Kerek matricák (lerks)(lásd a 3.94. ábrát) egy menetes gyűrű több hornygal, amelyek vágóéleket képeznek, és eltávolítják a forgácsot a menetvágás során. A kerek matricák szilárdak és hasadtak, rugalmasak. A rudakon lévő meneteket a szerszámmal kézzel vágják hajtókarokkal, vagy fúró- és esztergagépeken speciális tüskék segítségével. Rugós tulajdonságaiknak köszönhetően a hasítószerszámok lehetővé teszik az átlagos menetátmérő beállítását.
Lerki készül 9ХС és ХВСГ minőségű szerszámötvözött acélokból vagy gyorsacélból.
Négyzet alakú (csúszó) matrica(3.95. ábra) két félből áll, amelyek egy speciális keretbe vannak rögzítve fogantyúkkal - egy bilincs, amelynek szögletes kiemelkedései rendre illeszkednek a szerszám hornyaiba, megtartva a felét. A matrica egyik fele mozgatható, hogy a szerszámot a kívánt átlagos menetátmérőre állítsa be. A szerszám csavarokkal van rögzítve. Jelenleg az ilyen szerszámokkal történő menetvágást nagyon ritkán végzik, mivel nem biztosítanak kellő menetpontosságot.
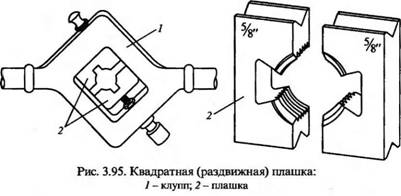
A szerszám csavarokkal van rögzítve. Jelenleg az ilyen szerszámokkal történő menetvágást nagyon ritkán végzik, mivel nem biztosítanak kellő menetpontosságot.
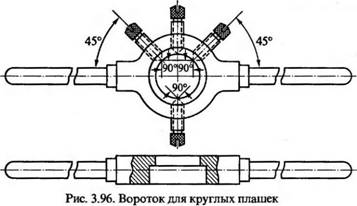
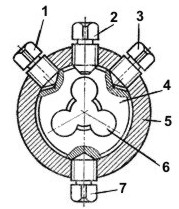
A kerek matricák nyakörvei (3.96. ábra) egy bemélyedéssel ellátott kerek keret, melynek furatába egy kerek matrica kerül. A furatban lévő matricát három rögzítőcsavar akadályozza meg az elfordulástól, amelyek kúpos szárai a szerszámtest generatrix felületén kialakított mélyedésekbe illeszkednek. A negyedik csavar lehetővé teszi a menet átlagos átmérőjének beállítását.
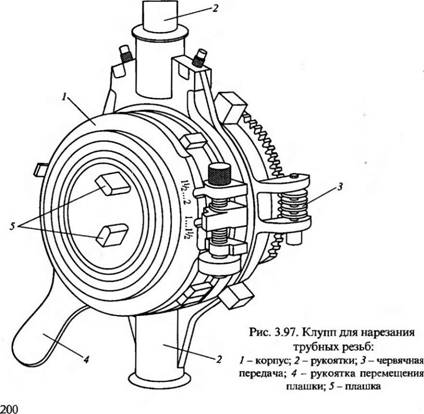
Szerszám és eljárás külső csőmenetek vágásához (3.97. ábra). Leggyakrabban a csövek külső meneteit csúszó szerszámokkal ellátott szerszámokkal vágják le. A szerszám 1/2...% hüvelyk, 1...1 '/4 hüvelyk és 1 '/2 ..2 hüvelyk átmérőjű csőmenetek vágására szolgáló szerszámkészlettel van felszerelve, és ilyen kialakítású úgy, hogy a testében 1 mozgó négy matrica 5 egyszerre közelítheti meg a középpontot, vagy térhet el onnan. A matricák mozgását a szerszám speciális forgatószerkezete - egy fogantyúval hajtott előlap 4 - biztosítja. A matricák pontos beszerelése a vágandó menet méretéhez a matrica testén elhelyezett tárcsa segítségével történik. szerszámmal, és a beszerelési mozgások csigakerék segítségével történnek 3. A szerszámok meghatározott menetméretre történő beszerelése után a pozíciót egy speciális ütköző - „kilincs” megnyomásával rögzítjük. A menet elvágása után a szerszámot nem csavarják le a megmunkált munkadarabról, hanem a matricákat a szerszám fogantyújának 4 elfordításával szétválasztják és eltávolítják a megmunkált munkadarabból. A vágószerszámokon kívül a szerszámnak három vezetőszerszáma is van (sima, menet nélkül). Biztosítják a szerszám stabil helyzetét a csövön a feldolgozás során; beszerelésüket a 3. csigakerekes csavar elforgatásával végezzük. Az egy hüvelyk vagy annál kisebb átmérőjű csöveknél a meneteket speciális kerek csőszerszámokkal kézzel vágják el.
Menetvágáskor a csöveken figyelembe kell venni a csővezetékben való csatlakozásuk jellegét. Állandó csőcsatlakozáshoz menetek vágásakor a cső menetes részének hossza a tengelykapcsoló hosszának 1/2-e legyen mínusz a menethossz 1...1,5 menetfordulatonként. Az összecsukható csőcsatlakozások menetének vágásakor („illesztéshez”) az egyik csövön menetet kell vágni, mint az állandó csatlakozásoknál, a cső másik végén pedig a vágott rész hosszának a cső hosszának összegével kell megegyezni. a tengelykapcsoló, ellenanya mínusz 1... 1,5 fordulathossz adott meneteknél.
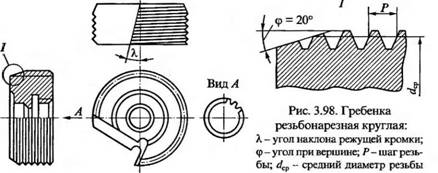
(3.98. ábra) csőmenetek vágására szolgálnak fémvágó gépeken (esztergák és fúrók) speciális tokmányok segítségével. A fésűket négyes készletekben gyártják; a készlet minden fésűjének menete a menetemelkedés 1/4-ével el van tolva az előzőhöz képest.
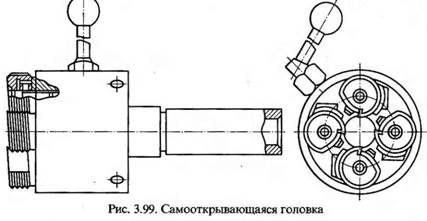
A fésűk segítségével történő menetvágáshoz speciális önnyíló csavaros vágófejeket terveztek (3.99. ábra), amelyekbe a készlet mind a négy fejét beépítik.
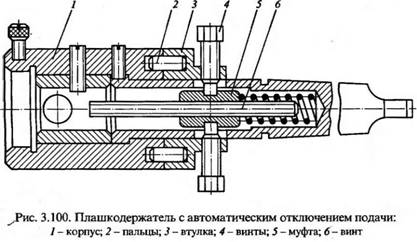
Külső menetek fúráson és esztergagépeken történő vágásakor egy speciális eszközt használnak - egy billenő tartót automatikus előtoláslezárással (3.100. ábra). A készülék egy szárból áll, amelyre egy persely van felszerelve, amelybe 2 csapok vannak nyomva. A szerszám csavarral van rögzítve a ház foglalatában 1. A készüléket vagy az orsó furatába kell beszerelni fúrógép, vagy a farokszár tollnyílásába esztergapad. A feldolgozás során a feldolgozott rúd vége kijön a szerszámból, és a 6 csavar végéhez támaszkodik, ami a száron belüli mozgást okozza. A csavarra egy 5 tengelykapcsoló van felcsavarva, amely a b csavarral együtt mozogva összenyomja a rugót. Az 5 tengelykapcsoló mozgása a 4 csavarokon keresztül a 3 hüvelyre továbbítódik, amely elmozdul külső felület szárat addig, amíg az ujjak 2 ki nem jönnek a ház furataiból. Abban a pillanatban, amikor a 2 ujjak elhagyják az 1 házat, az a belehelyezett szerszámmal együtt forogni kezd. A gép forgásának hátramenetbe kapcsolásával a szerszám kikerül a vágási zónából. A csavar tengelykapcsolóból való kiemelkedésének beállításával különböző hosszúságú menetek vághatók.
A menetvágás során a kenő- és hűtőfolyadékok (hűtőfolyadékok) a szerszám munkakörülményeinek megkönnyítését, a megmunkált felület érdességének csökkentését, következésképpen a menetvágás során nyert menet minőségének javítását szolgálják. A hűtőfolyadék kiválasztása a megmunkálandó munkadarab anyagától függ. Például az emulziót leggyakrabban acél (szerkezeti, szerszám- és ötvözet), öntöttvas, réz és alumínium hűtésére használják. Ezenkívül kerozint használnak öntöttvas és alumínium hűtésére.
A réz, sárgaréz és bronz befűzése hűtés nélkül is elvégezhető.
Külső menetvágás
cérna képviseli forgó részeken kialakított spirális horony. Széles körben használják alkatrészek egymáshoz csatlakoztatására (rögzítésre) és mozgás átvitelére (például eszterga vezérorsójában vagy satuban).
Menetes csatlakozásoknál használatos csavarok, hajtűkÉs csavarok. Csavar – egy hengeres rúd, melynek egyik végén fej, a másik végén menet van (lásd a jobb oldali ábrát). A). Hajtű - hengeres rúd mindkét végén menetes. A csap egyik végét becsavarjuk az egyik összeillesztendő alkatrészbe, a másik végére pedig a rögzítendő részt rögzítjük és egy anyát csavarunk rá ( b). Csavar - hengeres rúd menettel az egyik csatlakoztatandó részbe csavarozható, és különböző formájú fej ( V).
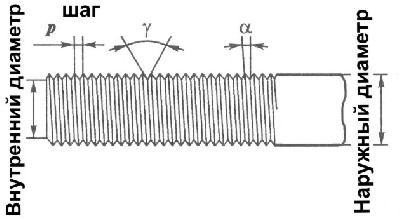
Alap menetelemek
: spirálszög A,
menetemelkedés R, profilszög nál nél, külső és belső átmérők(bal oldali kép). A céltól függően menetes csatlakozás alkalmaz különböző típusok szálak

Által fordulatok iránya faragás történik jobbÉs bal(jobb oldali kép). Leggyakrabban a jobb oldali szálakat vágják.
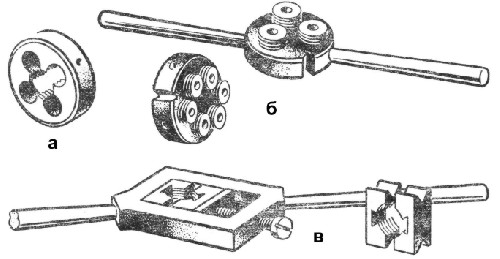
A külső rögzítőmenetek vágásához használjon speciális szerszámot - meghal. Ők kerek(balra kép A), cérnagördülés(b) És csúszó(V).
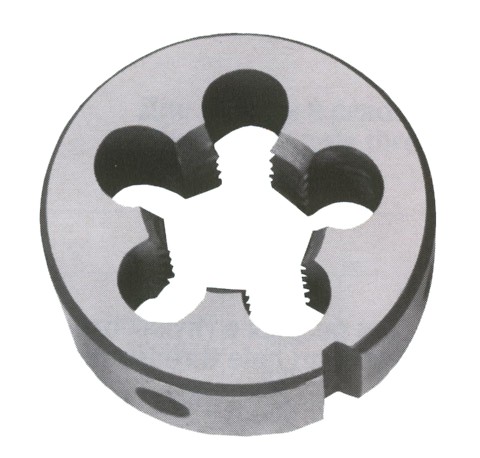
Kerek matrica (ábra a jobb oldalon) edzett acélból készült anya formájában készül. A szerszám menetét hosszanti furatok keresztezik. Az így létrejövő ék alakú vágóélek és hornyok biztosítják a munkadarab vágását és egyidejű forgácsleadást. Annak érdekében, hogy a rúd (munkadarab) vége a végoldalakról jobban illeszkedjen a szerszámba, menete kisebb profilmagasságú. Ez az úgynevezett kerítés rész. A szabványnak megfelelő kerek szerszámok 1-76 mm átmérőjű metrikus menetek vágására szolgálnak. Fészekbe helyezik kockatartó és rögzítse ott csapokkal (vagy csavarokkal) csavarhúzó nyílással.
Meghal 4 (ábra balra) -val speciális kivágások 6 csatolt kockatartó 5 vagy be gallér három vagy négy csavar, méretétől és működési körülményeitől függően. Egy ill két csavar 7 biztosítására szolgálnak csavarok 1 És 3 - a szerszám rögzítéséhez és összenyomásához, amikor a jumper levágása után a méretét módosítja. A matrica segítségével bővül csavar 2 .
Az épületben menethengerlő szerszám (rizs. b fent) telepített gördülő állítható menetes görgők. A munkadarab fémét nem vágják, hanem extrudálják. Ennek köszönhetően a szál felülete tisztább, maga a cérna pedig jobb minőségű és pontosabb.
 Csúszó prizmás matricák
(rizs. V fent) két csúszó és visszahúzható féllemezből áll.
Csúszó prizmás matricák
(rizs. V fent) két csúszó és visszahúzható féllemezből áll.
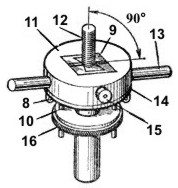
Különösen érdekes a szerszámok beszerelésére és rögzítésére szolgáló gomb (jobb oldali ábra) egy további vezetőgyűrűvel 16
, amely segít megőrizni az irányt a hengeres munkadarabokon 12
(rudak, formanyomók és csavarok, szerszámhúzók). A kiegészítő berendezés hagyományos kapukban használható.
A klip belső részében 1
A gallér megmunkált négyzet alakú ablakkal rendelkezik, behelyezett prizma alakú szerszámmal. A tartó oldalára csavar van felszerelve 15
, a szerszámok megnyomásával 9
működés közben, és a kapocs oldalairól a testbe 11
két fogantyú becsavarva 13
kézfogáshoz. A ketrec aljára alátét van felszerelve 14
, csavarokkal rögzítve 8
, és két vezetőcsap 10
, amely mentén a gyűrű mozog 16
.
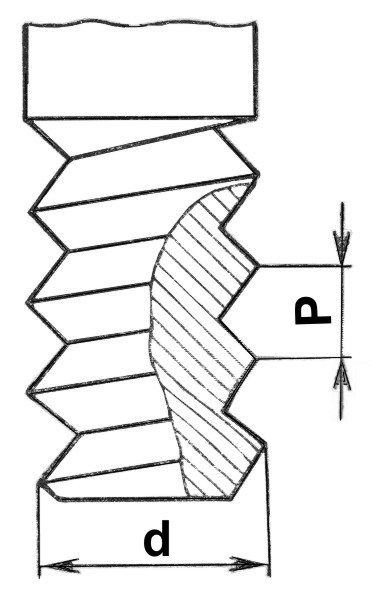
Ahhoz, hogy egy szálat vágjon el egy rúdon lévő matricával, először tudnia kell a menet külső átmérője dés ő lépés R(lásd a bal oldali képet). Ezek az adatok a táblán vannak feltüntetve. Ezután a táblázat segítségével (lásd az alábbi táblázatot) határozza meg a rúd átmérőjét ehhez a menethez, és válassza ki a munkadarabot.
| Menet átmérő | Lépés(R ) | Rúd átmérője | |
| Legkevésbé | Legnagyobb | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Ugyanakkor figyelembe kell venni, hogy a menet elvágása során a fém, különösen a réz és a lágyacél „megnyúlik”. Ennek eredményeként a rúd átmérője kissé megnő, és a szerszám menetes felületére nehezedő nyomás megnő. Felmelegszik, forgácsok tapadnak a vágóélekhez, és a cérna „rongyossá válik”. Mindez rontja a minőségét. Ezért a rúd átmérője a menet méretétől függően 0,1...0,3 mm-rel legyen kisebb a menet külső átmérőjénél. Ha a rúd átmérője 0,4...0,5 mm-rel kisebb, mint a menet külső átmérője, akkor a menetprofil hiányos.
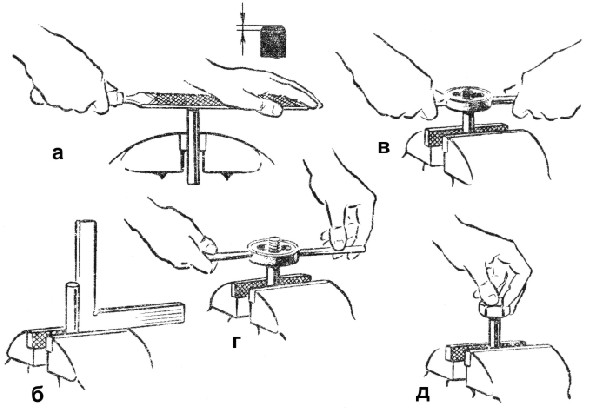 A kiválasztott munkadarabot ki kell egyenesíteni, meg kell jelölni, a jelöléseknek megfelelően le kell vágni és satuba rögzítve reszelővel le kell élni (jobb oldali ábra). A), hogy a szerszám beszívó része könnyebben befogja a fémet. A szerszám minőségét külső vizsgálattal és ép menetes csavarra vagy csapra csavarva kell ellenőrizni. Gondosan ellenőrizni kell a matrica rögzítésének minőségét is a matricatartóban, hogy kizárja az esetleges torzulást és elcsúszást a foglalatban.
A kiválasztott munkadarabot ki kell egyenesíteni, meg kell jelölni, a jelöléseknek megfelelően le kell vágni és satuba rögzítve reszelővel le kell élni (jobb oldali ábra). A), hogy a szerszám beszívó része könnyebben befogja a fémet. A szerszám minőségét külső vizsgálattal és ép menetes csavarra vagy csapra csavarva kell ellenőrizni. Gondosan ellenőrizni kell a matrica rögzítésének minőségét is a matricatartóban, hogy kizárja az esetleges torzulást és elcsúszást a foglalatban.
A menet elvágása előtt a rúdon megjelöljük a hosszát, a rudat satuban rögzítjük úgy, hogy a pofák felső síkja fölé kiálló vége 20...25 mm-rel nagyobb legyen, mint a vágandó rész. A rudat a pofák felső síkjaihoz képest 90°-os szögben a négyzetre kell helyezni (ábra). b). A matricatartóba rögzített matricát a rúd felső végére helyezzük, és enyhe nyomással, megakadályozva a szerszám elferdülését, forgassa el (ábra). V). 1-2 menet elvágása után még egyszer ellenőrizze a szerszám és a rúd forgástengelyének egybeesését.
Azt követően kenje be olajjal a rúd menetes részét, vágja el a matricát és forgassa a szerszámot, egyenletesen nyomja meg a szerszámtartó mindkét fogantyúját (ábra). G). A forgás legyen oda-vissza: egy-két fordulat jobbra és fél fordulat balra. Ebben az esetben a forgács eltörik, és a hosszanti lyukon keresztül távozik. Ez megkönnyíti a szálvágást és javítja a szál minőségét. 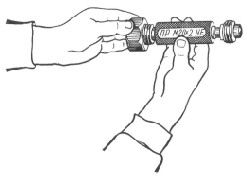
A vágott szálak minőségét gyártási körülmények között ellenőrzik menetes mikrométerek, menetmérők-gyűrűk és csavaros dugók(lásd a bal oldali képet). Iskolai környezetben megengedett a szálak anyával történő ellenőrzése.
A munka befejezése után a szerszámot eltávolítják a szerszámtartóból, kefével alaposan megtisztítják a forgácsoktól, ronggyal letörlik és olajjal megkenik.
A menetvágás szerszámmal esztergagépen is elvégezhető.
A menetvágáskor a szerszámot biztonságosan rögzíteni kell a szerszámtartóban.
Munka közben ügyeljen arra, hogy a keze ne kerüljön a szerszámtartó fogantyúja és a támasz közé.
Használjon ecsetet vagy olajos kannát a kenéshez.
Ne fújja le a forgácsot a szerszámról, hanem használjon seprűkefét.
Ne engedje, hogy az olaj a ruhákra vagy a kezére kerüljön.
A gyárak edzett csavarokat használnak, amelyeket lyukasztott lyukakon keresztül hajtanak meg két vagy több fémlemez darabon az összeillesztéshez. Csavarok, menetek lyukakba vágása, kösse össze ezeket az alkatrészeket. Ez a menetes csatlakozási mód gazdaságos és felgyorsítja az összeszerelési folyamatot. Sok vállalkozás ma már keményített önextrudálás csavarok acél és öntöttvas alkatrészekhez, amelyek keménysége kisebb, mint a csavarok keménysége.
Kis átmérőjű csavarokon és csapokon menetek készülnek automata esztergagépek maguknak a csavaroknak a gyártásával egyidejűleg. Csavarok és csavarok is bélyeges a préseken.
Széles körben használják tömeggyártásban külső menet hengerlés. A görgők közötti áthaladás után a rúdon menet alakul ki. Egyes menetvágó gépek hengerek helyett keményfém lemezeket használnak.
Az alábbiakban ismertetjük azokat az alapvető fogalmakat, fogalmakat, amelyek az anyag elsajátításához szükségesek.
Fő menetelemek:
Külső menet átmérő- ez egy képzeletbeli henger átmérője, amelynek felülete egybeesik a külső menet csúcsaival és a belső menet völgyeivel.
Belső menet átmérő- a henger átmérője, amelynek felülete egybeesik a belső menet csúcsaival és a külső menet völgyeivel.
Átlagos menet átmérő- a menettel koaxiális képzeletbeli henger átmérője, amelynek generatrixa metszi a menetprofilt azon a ponton, ahol a horony szélessége megegyezik a menetemelkedés felével.
Profilszög- a profil oldalai közötti szög axiális metszetben mérve.
Profil teteje- a kiemelkedés oldalait összekötő profilszakasz.
Profil üreg- a horony oldalait összekötő profilszakasz.
A menetemelkedés az azonos nevű szomszédos profiloldalak közötti távolság a menet tengelyével párhuzamos irányban.
Menetszög- az a szög, amelyet a csavarvonal érintője a menet átlagos átmérőjén fekvő ponthoz, valamint a menet tengelyére merőleges síkhoz zár.
Profilszög- a menet oldalai közötti szög, a menet tengelyén átmenő síkban mérve.
Menetrendszer
Az iparban a következő szálakat használják:
Metrikus menet- háromszög alakú profillal rendelkezik, és elsősorban az alkatrészek összekapcsolására szolgál.
A metrikus szálak két csoportra oszthatók: metrikus szál nagy lépésselÉs metrikus finommenetű menet 0,25-600 mm átmérőhöz.
Kúpos csőmenet- ugyanaz a célja, mint a hengeresnek. A szükséges csatlakozási sűrűséget a kúpos csőmenet meneteinek deformálásával érik el.
Kúpos hüvelykes menet 60 fokos profilszöggel. Kúpos hüvelykes meneteket használnak a szoros csatlakozásokhoz.
Hüvelykes menet
- gépalkatrészek csavarokkal, csavarokkal és csapokkal történő rögzítésére szolgál.
Trapézmenetek- főleg szerszámgépek és egyéb erőátviteli eszközök ólomcsavarjaihoz használják.
Trapézmenetek részre vannak osztva nagy, normál és kicsi.
Nyomószálak- nagy, normál és kicsi - elsősorban futó- és teherhordó (nagy teherbírású) csavarokhoz használatos, egyoldalúan ható terheléssel. Ritka esetekben rögzítőelemként használják őket.
Téglalap alakú szál- rakományhoz és ólomcsavarokhoz használják. A szálakat nehéz gyártani, és vannak hátrányai, amelyek korlátozzák a használatukat.
Hengeres csőmenet- hengeres csőmeneteket használnak üreges vékonyfalú alkatrészek csatlakozásainál, amikor a csatlakozásnak különösen szorosnak kell lennie.
Moduláris menet- férgek ellen használják.
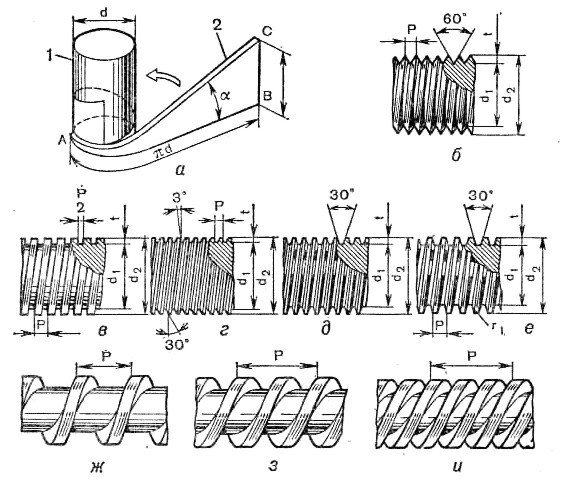
Helix diagram: A- helix vonal fejlesztése; b- hengeres háromszög menet; V- hengeres négyzet alakú menet; G- hengeres téglalap alakú menet; d- hengeres
trapézmenet; e- hengeres körmenet; és- egyszeres indítású menet; h- kettős menet; és - három kezdő szál.

A menetemelkedés meghatározásához speciális mérőeszközöket használnak (lásd a jobb oldali ábrát).



