Menet: Cérnatípusok. Menetvágó eszköz.
Még akkor is, ha ritkán kell szálakat vágnia, akkor is hasznos, ha meg tudja különböztetni a metrikus és a hüvelykes szálakat, valamint a jobbkezes és a balkezes szálakat. Elég sokféle szál létezik, de leggyakrabban háromszög alakú szálakkal van dolgunk - metrikus és hüvelykes. Különbségük nem csak abban rejlik, hogy a metrikus menet minden elemét milliméterben, a hüvelykes menetet pedig hüvelykben mérik.
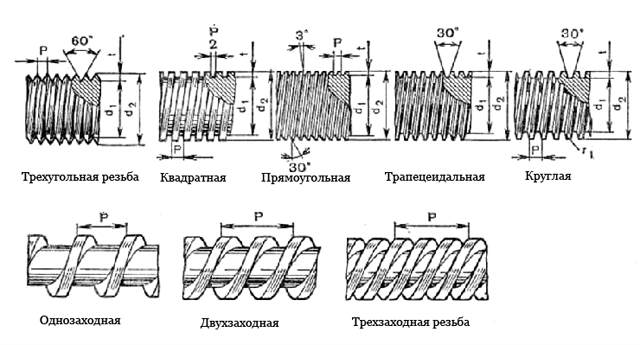
Ezek a szálak profiljukban is különböznek: a metrikus menetnek egyenlő oldalú háromszögprofilja van, a hüvelykesnek pedig egyenlő szárú, amelynek csúcsa 55 fokos szöget zár be. És a szálak hangmagasságban különböznek, és hüvelykes menet a lépcső nagyobb, így a profilja nagyobb, a menet pedig tartósabb.
A hazai gyakorlatban a kötőelemek főként metrikus rendszerben készülnek, a hüvelyk a vízvezetékeknél marad. BAN BEN utóbbi évek nagyon sok importált háztartási gép jelent meg kis méretű hüvelykes rendszerű kötőelemekkel.
A menetvágáshoz speciális vágószerszámokat használnak - menetfúrókat (furatokba csavarás), matricákat, csapokat és csavaros kupakokat (menet az alkatrészen kívül).
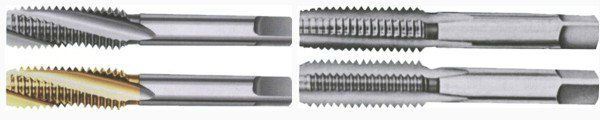
A menetfúró hengeres vágószerszám, amelynek külső felületén menetprofil van hornyokkal a forgácseltávolításhoz. A horony és a menetcsavarok metszéspontja képezi a menetfúró vágóélét, amely eltávolítja a forgácsot a befűzés során.

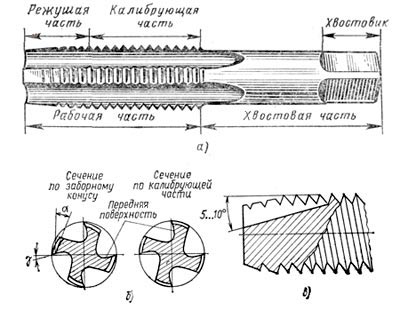
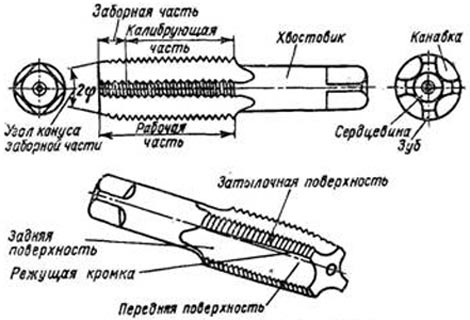
A menetfúrókat furatokban lévő menetek vágására vagy kalibrálására tervezték. Különböztesse meg a kézi, a gépi, az anyacsavarokat (menetek vágásához anyákban) és a hengereket (a menetvágáshoz a szerszámokban). A kézi csapokat 2-3 csapból álló készletben szállítjuk; a durva menetfúrók alulméretezettek, a befejező menetfúrók pedig a teljes menetprofil méretei. Az anyacsavarok rövid, hosszú és ívelt szárral készülnek. Az L csap munkarésze L 1 beömlőből és L 2 kalibráló részből áll. Kézi durva menetfúrók beszívó (vágó) részének hossza 4 fordulat, kézi simítócsapok 1,5-2 fordulat. A gépi csapok szívórészének hossza furatvágáskor 5-6 fordulat, zsákfuratok vágásakor 2 fordulat. Anyacsapoknál a szívórész hossza 11-12 fordulat. Az L 2 kalibráló rész a menet megtisztítására és kalibrálására, valamint a helyes irány biztosítására szolgál. A súrlódás csökkentése érdekében a kalibráló rész enyhe fordított kúppal rendelkezik. Az L 3 csap farka egy rúd; a kézi (és néha gépi) csapok L 4 szárának vége négyzet alakú. A menetfúró horonyprofilja befolyásolja a menetvágási folyamatot, és megkönnyíti a forgács eltávolítását. A három és öt furulyás csapokat széles körben használják. A menetfúró hajlásszöge acél megmunkálásánál γ=5-10 fok, öntöttvas megmunkálásánál γ=0-5 fok, színesfémek és ötvözeteik megmunkálásánál γ=10-25 fok. Hátsó csapszög α=4-12 fok. A menetfúrók általában egyenes hornyokkal készülnek, de egyes esetekben a horonyszög γ=8-15°, ami javítja a forgácseltávolítási feltételeket.
A menetfúrók céltól függően víz-, gépi-, csúszó- és számos speciális, de otthon általában egyszerű vízvezeték-csapokat használunk a kézi menetvágáshoz. A lakatos menetfúrók viszont hengeresek és kúposak - a hengeres menetfúrók egy készletben 3 db azonos méretű, különböző külső átmérőjű menettel rendelkeznek, teljes menetprofilt pedig csak finom menetfúrással lehet elérni, míg a kúpos menetfúróknál a A készlet külső átmérője megegyezik, de különbözik a beömlő hossza.
A kézi menetvágáshoz használt menetfúró-készlet általában három (ritkán két) szerszámból áll - nagyoláshoz, közbenső és simításhoz. Ezek a menetfúrók a menetjelölés melletti jelölésekben különböznek - ezek vagy az I, II és III számok vagy a vízszintes kockázatok (egy, kettő vagy három).
A szerszámgépek menetfúróinak menetfúróit gépi menetfúrónak nevezik, és teltebb profillal, eltérő horony- és vágóélprofillal, valamint a gépre való felszereléshez eltérő szár alakúak.
A menet lehet jobb - ha az anyát a csavarra csavarják az óramutató járásával megegyező irányba - és balra - az anyát az óramutató járásával ellentétes irányú forgatással csavarják fel. Ennek megfelelően a menetvágó szerszám jobb vagy bal oldali metrikus vagy hüvelykes menetek vágására szolgál.
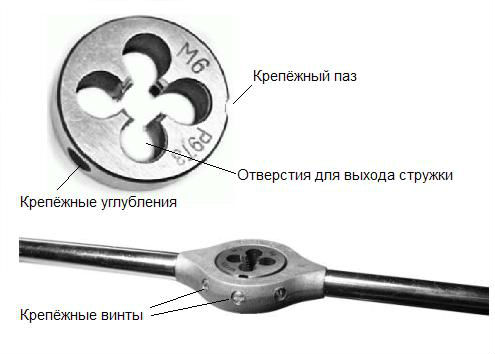
Meghal. A csavarmenetek csavarmeneteinek gyártásához szerszámokat használnak, amelyek keményen edzett acél anyának tekinthetők, vágóéleket képező hornyokkal.

A szerszámokat külső menetek egy menetben történő vágására vagy kalibrálására tervezték. A legszélesebb körben használt szerszámok legfeljebb 52 mm átmérőjű menetek vágására szolgálnak. A matrica egy edzett anya axiális furatokkal, amelyek vágóéleket képeznek. Általában 3-6 forgácsfuratot készítenek a matricákon a forgács eltávolításához. A szerszám vastagsága 8-10 fordulat. A szerszám vágó része belső kúp formájában készül. A szívórész hossza 2-3 fordulat. Szög 2φ=40-60 fok a menetek átvágásánál és 2φ=90 fok menetvágásnál. A standard matricák elülső szöge γ=15-20 fok. Hátsó szöge α=6-8 fok, és csak a szívó (vágó) részen hajtják végre.



Jó, teljes menet csak akkor érhető el, ha a rúd vagy fúró átmérőjét megfelelően választják meg a furat előkészítéséhez. Megállapítást nyert, hogy a rúdon lévő kiváló minőségű menet eléréséhez az átmérőjének 0,3-0,4 mm-rel kisebbnek kell lennie, mint a menet külső átmérője. Az alábbi 1. táblázat felsorolja a szerszámmal vágott metrikus menetek ajánlott szárátmérőit.
Menet átmérő mm-ben |
A szár átmérője mm-ben |
|
legkevésbé |
legnagyobb |
|
A rúd végét letöréssel kell előkészíteni - a szélét enyhén lecsiszolni.
A vágás így történik. Szoríts satuba egy megfelelő átmérőjű és hosszúságú, levágott végű rudat. Aztán rátesznek egy matricás klupp-ot vagy egy lerkát, és némi nyomással rácsavarják; ebben az esetben a matricák spirális hornyot vágnak a rúd felületén. Többször áthaladnak a rúdon, fokozatosan összenyomják a matricákat, amíg jó, teljes szálat nem kapnak. A Klupp-ot és a csavaros táblát óvatosan kell forgatni. Lehetetlen azonnal megkísérelni a teljes vágást, mivel a keményre edzett matricák vagy a csavarlemez a túlzott erőfeszítéstől szétrepedhet. Forgassa el a vágószerszámot egy-másfél fordulattal előre, majd fordítsa hátra a forgácsok eltávolításához és a kenés biztosításához. A matricákat és a csapokat forralt olajjal kenik (használhat gépolajat és szappanos vizet).
A lyukvágás általában két vagy három csappal történik. Először egy részleges vágással (1) ellátott csapot veszünk, amelyben a menetet kúposan vágják. Ez a csap egy sekély szalagszerű bevágást ejt a furatban, amelyet egy teltebb csappal (2) mélyítenek, és néha egy harmadikat (3) is átengednek, ami majdnem hengeres. A csapok négyoldalú fejjel rendelkeznek, amelyet a megfelelő lyukakkal vagy gombbal a fogantyúba helyeznek.
A menetvágás előtt fúrjon egy lyukat, amely valamivel kisebb, mint a csap átmérője.
A 2. táblázat mutatja a fémben lévő furatok átmérőjét metrikus meneteknél, finom meneteknél (finomabb menetemelkedésnél) a furatok átmérője kisebb lesz.
2. táblázat. Furatok a metrikus menetekhez.
|
Kijelölés |
Átmérő, |
A 3. táblázat a hüvelykes menetek furatátmérőit mutatja.
A menetfúrókhoz hasonlóan a külső menetek vágására szolgáló matricák és kemencék sem rendelkeznek folyamatos vágófelülettel, a menetvágás szektorokban történik. Az első tekercselés megkezdéséhez a szerszám szélén egy hiányos profil található. A matricák tömörek és hasadtak - a tömör szerszám egy menetben egy teljes menetprofilt vág el, nagyobb átmérőjű menet esetén pedig nehéz egy menetben eltávolítani a forgácsot, a szerszám pedig hasított és préselődik, ahogy működik. A matricákat a szerszámtartókba helyezik, ahol szorítócsavarokkal rögzítik a szerszámtesten lévő kúpos mélyedések mentén.
Lerka, ill csavaros tábla, menetvágó foglalatok készlete egy szerszámban (egy betétben). Mind a matrica, mind a kemencében lévő lyuk csak egy menetméret vágására szolgál, de csavaros kupakok segítségével különböző átmérőjű, de azonos menetemelkedésű részeken is lehet menetet vágni.



A Klupp ugyanaz a matrica (lerka), csak drága, nem működő alkatrészek nélkül. Olcsó tartó és erős marók – ez a menetvágó szerszám.

Mint tudják, az egész szerszám drága szerszámacélból készül, míg különleges szilárdság csak a vágókhoz szükséges, amelyek valójában a fő feladatot végzik - elvágják a menetet. A vágószerszámok közvetlenül a tartóba vannak szerelve, amely egyben vezetőként is szolgál.

Kézi csavaros racsnis

elektromos klupp
Szerény, néhány száz wattos teljesítménnyel az elektromos csőcsavarok óriási erőt fejlesztenek ki a sebességváltón lévő nagy áttétel miatt.

Klupp univerzális menetvágáshoz 1/2 "2-ig". Formákkészlet 1/2", 3/4", 1,1/4", 1,1/2", 1,3/4", 2".

Mint minden üzletben, a Klupp használatában is vannak finomságok.
- A befűzéshez a csövet kissé meg kell hengerelni, hívjon. Ebben a klupp nem különbözik a matricától.
Sokféleképpen lehet a cső végét kicsit vékonyabbá tenni: járókerék, reszelő; végül egyszerűen enyhén lapíthatja körbe egy kalapáccsal bármely üllőn, vagy összenyomhatja egy gázkulccsal; - Ha menetfűzés előtt egy kevés zsírt, orsót vagy akár szoláriumot kenünk a csőre, a cérna nem szakad el, sokkal könnyebben vágható, és a marók tovább bírják;
- Új vágógép vásárlásakor ugyanazt a gyártót válassza, amelyik a tartót készítette. Ellenkező esetben fennáll a veszélye annak, hogy hülye problémába ütközik - a metszőfogak nem fognak ostobán a helyükre mászni;
- Ha egy régi vízellátás részét képező csövön kell menetet elvágni, mindenképpen gázkulccsal fogja meg, és a rá ható erőnek kompenzálnia kell a csavarozáskor jelentkező nyomatékot.
Tépd le a rohadt acélcső a felszállóból sokkal könnyebb, mint amilyennek kívülről tűnhet.
Munkavégzés kézi csavarral
Munkavégzés elektromos csavarral
A különböző alkatrészek csuklósításának hagyományos módja mechanikus. A csövek tekintetében ez azt jelenti, hogy össze kell őket toldani menetes csatlakozásokés a kapcsolódó szerelvények. Alapvetően ezt a technikát fémből vagy egyes kompozit anyagokból készült minták összeillesztésekor alkalmazzák. A javasolt cikk témája, hogy milyen eszközöket használnak a csövek menetének vágásához, hogyan történik ez pontosan.
Az alábbi táblázat alapján könnyen kitalálható, hogy az egyik száltípus miben tér el a másiktól.
A fő menetparaméterek - menetemelkedés, átmérők, profilmagasság stb. - az ábrákon láthatók.
Menetvágási technológia és szükséges szerszámok
A menet manuálisan és szerszámgépekkel is beszerezhető. Nincs értelme az utóbbi lehetőséget fontolóra venni, mivel az ilyen munka minden árnyalata jól ismert a szakember számára. Ezen túlmenően, a menetfúrás különféle beépítési modelleken végezhető el, egyik vagy másik szerszámmal, a gép típusától függően.
De a mindennapi életben vagy egy tárgyon végzett szerelési munkák során a szálat ritka kivételekkel a legegyszerűbb eszközökkel vágják le, vagy ahogy mondják, saját kezűleg. Ez érdekesebb az olvasó számára, ezért a kézi vágási módszereknél megállunk.
Külső menet
Meghal (lerks). Ezeknek a termékeknek a választéka jelentős. Minden minta megfelel a cső egy bizonyos átmérőjének, amelyen a vágást végezzük.

A matricák különböznek a fémfeldolgozás minőségétől, és "durva" (durva) és "precíz" (kidolgozó) vágásra szánt termékekre oszthatók. Ár - 68 rubeltől mintánként.
Die-tartók. Különféle változatokban kapható - hagyományos, univerzális, racsnis. Ár - 139 rubeltől.

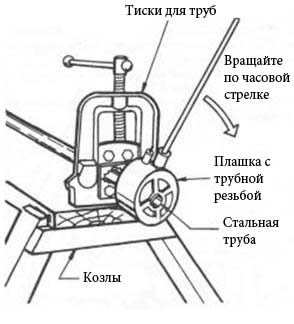
Az ábrán jól látható, hogyan kell összeszerelni a menetvágó eszközt.
Menetvágási eljárás
- A cső végének levágása. A szög egyenes a hossztengelyhez képest. Szerszámok - csővágó ill.
- A helyszín felületének előkészítése. A területet, ahol a szálat el kell vágni, gondosan meg kell tisztítani az idegen lerakódásoktól.
- Első befűzés. A csőre egy "durva" szerszám van felszerelve. A jobb siklás érdekében vékony olajréteget kell felvinni a kezelt területre.
- Második menet. A "befejező" eszköz telepítve van. Fokozatosan, szisztematikus mozgásirány-változtatással tekerjük fel a csőre (mentén, majd az óramutató járásával ellentétes irányban). A szál tisztaságát vizuálisan ellenőrzik, és bizonyos műveletek elegendőségét meghatározzák.
- Minőség ellenőrzés. A vágás helyességének (hiba hiánya, görbület stb. hiánya) megállapítása érdekében bármilyen terméket (megfelelő menetparaméterekkel) szerelnek fel a csőre, amely adott átmérőre csavarozható - meghajtó, egy tengelykapcsoló, anya. Ha a minta könnyen áthaladt a teljes területen, akkor a munka befejezettnek tekinthető.
Van egy másik eszköz a külső menetek vágására - klupp. Nem is olyan régen volt a piacon, és nem minden lakatos, még tapasztalattal sem büszkélkedhet azzal, hogy dolgozott vele. A készülék meglehetősen egyszerű.

Az alap egy jól ismert tányérról van levéve. De a vágóélek plug-in. Valójában ez egy szerelvény, míg a lerka egy monolit termék. A Kluppokat kézi mintákra osztják és elektromos modellek. Ezért a termelékenység növelése érdekében hazai körülmények között a gépet nem kell megvásárolni (bérelni). A klupps ára 479 rubeltől származik. Szettben is árulják, így van választék.

A készletek ára 14 570 rubel (mechanikus) és 32 800 rubel (elektromos). A gyártók cserélhető vágószerszámokkal is szállítanak mintákat, ami kényelmesebbé teszi a használatát (798 rubel / darabtól). Vannak termékek, amelyekhez nincs szükség tartóra. Nyíltvégű (gáz)kulccsal könnyen forgathatók.

Belső menet
Csapok. A szerszámokhoz hasonlóan minden átmérőnek saját szerszáma van.
Ár - 412 rubeltől.
Csaptartók. A cél egyértelmű. A második használt név a gallér. Ár - 170 rubeltől.

- A vég levágása és tisztítása (de ebben az esetben - a cső belsejéből).
- A munkaterület kenése.
- Elsődleges és másodlagos menetezés.
- Minőségellenőrzés megfelelő csavar becsavarásával.

A kompozit anyagokon történő menetvágás jellemzői
Ez elsősorban az üvegszálas csövekre vonatkozik, mivel a PP, PE, fém-műanyag termékek teljesen eltérő módon vannak csatlakoztatva. A szerszámmal történő menetvágás technológiája némileg eltér a fémtermékeken végzett hasonló művelettől. Az ilyen csatlakozásnak nincs nagy szilárdsága, de az üvegszál esetében ez a fő, és sokkal gyakrabban használatos, mint a vegyület öntésének, préselésnek, profilképzésnek és számos egyéb módszernek.
Mit kell figyelembe venni a szál vágásakor?
- Üvegszálas megerősítés sémája. Ez alapján határozzák meg a mintafeldolgozás irányát.
- A kompozit alacsony hővezető képessége. A szerszám túlmelegedésének elkerülése érdekében gondoskodni kell a hatékony hőelvezetésről. Az ilyen anyagokkal végzett munka során a speciális folyadékkal történő hűtés módszere nem alkalmazható, mivel sok közülük megnövekedett nedvességfelvétel.
- Alacsony menetvágási pontosság. Mindenekelőtt az üvegszál rugalmassága és sajátos szerkezete miatt. Ha ennek a paraméternek a követelményei magasak, akkor más feldolgozási módszer kerül kiválasztásra.
- Az anyag réteges szerkezete. Ez különösen nyilvánvaló a vágószerszám fokozott kopása esetén. Mindenesetre a befűzés után a munkaterületet megtisztítják.
- A TB speciális követelményei. Először is - a fokozott porképződés miatt.
Önmagában a szál vágásának technológiája nem valami bonyolult. Minden művelet egyszerű. Jó választás Az eszközök, a műveletek algoritmusának való megfelelés és a feldolgozott hardver jellemzőinek figyelembevétele kiváló eredményt garantál.
Hozzáadás a könyvjelzőkhöz
Kézi csőbefűzés
Mi a cérnavágás?
A menetvágás egy lyuk vagy rúd megmunkálása egy alkatrészben, speciális menetvágó szerszám segítségével belső vagy külső spirális menet létrehozására, amely kiemelkedésekből-tekercsekből és váltakozó spirális hornyokból áll.
A menetvágás az alkatrészben lévő furat vagy szár megmunkálása speciális menetvágó szerszámmal.
A vágást csöveken, anyákon, a csővezeték levehető csatlakozásaiban használt csavarokon és a berendezés különböző részein végezzük. Ha manuálisan szereli fel a csővezetéket nem menetes csövekből, akkor hasznos lesz, ha tudja, hogyan kell kézzel vágni a cső meneteit.
A szál fő elemei a következők:
- mélység;
- profil;
- profilszög;
- belső, középső és külső átmérők.
Szükséges fogalmak a faragásról

Séma külső hengeres menet metrikus meneten alapuló vágására egy 60 fokos szögű csúcsban.
A profil a tekercs keresztmetszeti alakja. A profiltól függően megkülönböztetünk téglalap, háromszög, trapéz stb. A háromszögletűt csak a szaniterrendszer és az alkatrészek összeszerelésekor használják.
Ezenkívül a szálat a kanyarodás irányától függően balra és jobbra osztják.
A menet céljától függően vannak speciális és rögzítő szálak. A kötőelemek háromszög alakúak, és speciális - téglalap alakúak, stb. A háromszög alakú rögzítőelem, mivel rögzítőelemekre van vágva: csavarok, anyák, csavarok. A menetemelkedés a szomszédos menetek alapjai vagy teteje közötti távolság.
Profilszög - az a szög, amelyet a fordulatok metszett oldalfelületei (oldalai) alkotnak.
Az alaptól a csúcsig terjedő távolságot menetmélységnek nevezzük.
Külső átmérő - a szál két oldalának pontjai közötti távolság, szemben fekvő. A belső átmérő az ellentétes oldalak alapjai közötti távolság. Az alap és a szemközti oldal teteje közötti távolságot átlagos átmérőnek nevezzük.
A menet mélysége, menetemelkedése és a fordulatok száma között a kapcsolat a következő: minél kisebb a menetemelkedés, annál kisebb a mélység, ill. több szám fordulat (szál) egységnyi hosszonként, és ennek megfelelően fordítva.
A mértékrendszer szerint a háromszög alakú fajta hüvelyk és metrikus. Metrikus - ez az, amely profiljában egyenlő oldalú háromszög alakú a csúcsán, amelynek szöge 60 fok. Ezt a típust a gépészetben és a műszergyártásban használják. Egy furat belső átmérőjét vagy egy metrikus típusú csavar külső átmérőjét milliméterben, míg a menetemelkedést milliméterben és annak töredékében is mérjük.
Profilban a hüvelykes változat ugyanúgy néz ki, mint a metrikus változat, de a csúcsszög 55 fok. Mérete hüvelykben történik, és nagy lépésekben különbözik a metrikus típustól.

Metrikus menet profiljában egyenlő oldalú háromszög alakú a csúcsa, amelynek szöge 60 fok.
A hüvelykes változatot a szaniter szerelvények összeszerelésénél használják. Rögzítőre és csőre van osztva. Ez a két fajta abban különbözik, hogy a rögzítőelem nagyobb osztású, így erős kapcsolatot biztosít, és anyák, rudak, csavarok és lyukak vágására szolgál. A csőcsatlakozásokhoz csövet használnak. Kisebb, mint a rögzítő, mivel mélységét a csőfal vastagsága korlátozza. A csőmenet sűrűsége sokkal nagyobb, mint a rögzítőmeneté, a menethossz hüvelykenkénti nagy fordulatszáma miatt.
Külső menetvágás
A csavarok, rudak és csavarok külső meneteit kézzel vágják szerszámokba.
Eszköztől függően válassza szét őket:
- prizma alakú;
- kerek;
- csúszó;
- egész.
A prizmatikusoknak egy pár egyforma fele van, amelyek csavaros kupakba vannak rögzítve, fogantyús keret formájában. Ezeknek a matricáknak a két külső oldalán prizmaszerű hornyok találhatók, amelyek a klupp prizmaszerű kiemelkedéseit szolgálják.
A prizmatikus szerszámoknak egy pár azonos fele van, amelyeket fogantyús keret formájában rögzítenek a csavarhoz.
A csúszó matricák úgy vannak beépítve a kluppba, hogy a részein lévő számok a kereten lévő számokkal szemben legyenek. Ellenkező esetben rossz lesz. Fix csavarral vannak rögzítve. A matrica és az ütközőcsavar közé egy acél repesztőlemezt helyeznek, hogy a csavarral megnyomva ne törjön szét.
A kerek matrica egy pár vagy két pár nyomócsavarral a könnyen rögzíthető csavarkulcsban van rögzítve.
Csúszó fajta segítségével a rúd átmérőjében enyhe eltérések esetén menetvágás végezhető, amit nem szabad megengedni kerek tömör szerszámokba vágáskor. Kisebb átmérőjű rúd esetén hiányos menetet kapunk, nagyobbnál egyenletes.
Belső menetvágás
A belső menetet kézzel vágják le a gallérba helyezett csapokkal.
A csapnak van egy szívórésze (vége), amely a vágáshoz szükséges, egy kalibráló rész (középen) - a kalibrálás és a furat kivágása során történő vezetésre szolgál, valamint egy farok, négyzet alakú fejjel, a csap befogásához gallér vágáskor.
A hiányos rögzítésről a hüvelykes vagy a teljes metrikus változatra való váltáskor egy menetfúrókészletet használnak: három csapot a különböző mélységekhez.
Szál alapjai
A vízvezetékek és a gázellátáshoz szükséges csövek csatlakoztatását úgy kell elvégezni, hogy a hengeres csőmeneteket a végükön hengereljék vagy vágják. A csővégek idomokkal csatlakoznak egymáshoz.
A víz- és gázcsövek csatlakoztatásakor hosszú és rövid hengeres menetet használnak. Az utolsó két fordulót futásnak nevezzük. A szerszám kialakítása miatt alakul ki, melynek első menetei süllyesztettek. Az elfolyás lehetővé teszi a csőcsatlakozás elakadását, ami garantálja a csatlakozás tömítettségét a tömítőanyaggal.
A rövid típus hosszának valamivel kevesebbnek kell lennie, mint a tengelykapcsoló hosszának fele. Ebben az esetben a csatlakoztatandó csövek végei között 2-3 mm-es rés marad, ami lehetővé teszi a tengelykapcsoló elakadását a lefolyáson. A szerelvényekkel történő állandó csatlakozásokhoz egy rövid változatot használnak. Az ilyen csatlakozás a telepített csővezetéken csak a csövek átvágásával szakítható meg.

A vízvezetékek és a gázellátáshoz szükséges csövek csatlakoztatását úgy kell elvégezni, hogy a hengeres csőmeneteket a végükön hengereljék vagy vágják. A csővégek idomokkal csatlakoznak egymáshoz.
Az összeszerelt csövek szétválasztásához anélkül, hogy egyidejűleg levágnák őket, gumibetétet használnak. Egy ellenanyából, egy tengelykapcsolóból és egy hosszú menetből áll. Ennek olyan hosszúnak kell lennie, hogy a hajtás csatlakoztatásakor a tengelykapcsoló és a biztosítóanyák szabadon rácsavarhatóak legyenek.
A hosszú és rövid menetek mérete a csövek átmérőjétől függően változik.
A fém megtakarítása érdekében vékony falú csöveket használnak a gázellátó és fűtési rendszerekben. Mivel ezeknek a csöveknek a falvastagsága kisebb, mint a vízcsöveknek, menetek vannak rátekerve a csövekre, miközben ezeknek a csöveknek a kritikus falvastagsága nem lehet kisebb, mint a víz- és gázcsöveken csőmenetek vágásakor.
Kézi menetvágó szerszám
Bilincsek csövek menetéhez
Kis térfogatú csöveken külső menet manuálisan csőcsavarok segítségével, csúszó és csúszásmentes szerszámok segítségével. Ebből a célból a csövet a bilincsbe szorítják, a cső végét reszelővel megtisztítják a vízkőtől, majd a levágott részt szárítóolajjal vagy szulfofrezollal megkenik. A csőre egy speciális szerszámot helyeznek - egy csúszószerszámmal ellátott klupp-ot, és a sík alátét fogantyúján egy kalapáccsal enyhe ütésekkel a vezetőszerszámokat a csőhöz közel hozzák, és rögzítőcsavarokkal rögzítik. Ezenkívül, az előlap kockázatára összpontosítva, vágószerszámok vannak rögzítve. Ezután elkezdik forgatni a szerszámot az óramutató járásával megegyező irányba, miközben megnyomják.

A csőszerszám testében az egyik oldalon négy furat található a vágószerszám számára, a másik oldalon pedig három lyuk a vezető számára.
A csőszerszám testében az egyik oldalon négy furat található a vágószerszám számára, a másik oldalon pedig három lyuk a vezető számára. A vezető vágószerszámok szétterülnek és összehozzák a sík alátéteket, amelyek szorítógyűrűkkel vannak rögzítve a testen. A testtel szomszédos síkban a sík alátéteken spirális hornyok vannak, amelyekbe a szerszámcsapok belépnek. Ha elfordítja az alátétet, a csapok a spirális hornyok mentén csúsznak, és a matricák közelebb kerülnek (ha balra forgatja az alátétet), vagy fordítva, eltérnek (ha az alátétet jobbra fordítja). Amikor a szerszámokat a kívánt helyzetbe állítják, a sík alátétet szorítócsavarokkal rögzítik.
A csőszerszámkészletek egy pár vágószerszám-készlettel készülnek: 15 vagy 20 mm átmérőjű csövek vágásához és 25, 32, 38 és 50 mm átmérőjű vágáshoz.
A csőszerszámokhoz radiális egyoldalas vagy radiális kétoldalas matricákat használnak. A szerszámokat 4 db-ban gyártják. beleértve. Mindegyik átmérővel és 1-től 4-ig terjedő sorozatszámmal van ellátva. A csavarkészlet testén lévő minden rés a megfelelő számokkal rendelkezik. A cső csőátmérőnként cserélhető hüvelyekkel rendelkezik, amelyek a vezetőkarimában találhatók és csavarral rögzíthetők. Ez utóbbi csavarokkal van rögzítve a testhez, ahol a megfelelő rendszámok vannak felszerelve.
A csővágó szerszámok előnye - a csöveken keletkező menet tisztasága és a szerkezet szilárdsága. Hátrányuk a gondos karbantartás igénye és a nagy tömeg.
50 mm-es menet vágásakor át kell rendezni a vezetőszerszámokat 180 ͦ-kal elfordítva, vagyis a szerszám belsejében a rövid oldallal (a csaptól).
Kluppy Mayevsky csőmenetek vágásához
Olyan eszközt is használnak, mint a Mayevsky-féle klupp. Mayevsky kluppjaiban hasított matricák vannak, amelyek két részből állnak. Egy adott csőátmérőnek egy külön szerszámkészlet felel meg. A matricákat a matricákon és a foglalatban feltüntetett számnak megfelelően csavarokkal szereljük be a karosszéria foglalatába a karosszérián és a matricákon jelölt kockázatoknak megfelelően a kívánt mérethez. A matricákra csavarokkal rögzített tartós fedelet helyeznek.
Ezt a szerszámot két méretben gyártják: 15 és 20 mm átmérőjű (1. sz.) és 25 és 32 mm átmérőjű (2. sz.) menetfúráshoz.
Egy ilyen eszköznek a következő előnyei vannak: a tervezés és a karbantartás egyszerűsége, alacsony súly, a szerszámok gyors cseréjének képessége.
Racsnis vágószerszám csövek menetéhez
Ez a szerszám 25, 20 és 15 mm átmérőjű menetek vágására szolgál. A testéhez egy fej cserélhető szerszámmal van rögzítve. A fej alsó felén egy racsnis kerék található, amely forgatva forgatja a matrica és a matrica fejét.
A klupp testéhez egy pár racsnis van rögzítve, amelyek pofákkal vannak lezárva. A fogantyú segítségével a csavarfej forog. A vágás a fogantyú lengőmozgásával történik, bekapcsolt racsnis mellett. A vágás végén egy racsnit kapcsolnak be, amely a fogantyú lendülésekor megakad a racsnis kerék fogaiban, és meghajtja a kerek matricát. Kilincsvágó szerszám segítségével olyan helyeken is lehet vágni, ahol hagyományos szerszám használata lehetetlen. Ez különösen igaz a felújítási munkák során.
Csőmenet vágásához a bilincsben lévő csövet úgy kell befogni, hogy a vágott kiálló vége rövid legyen. Vágáskor a cső hosszú vége meghajolhat. A menetes vég homlokfelületének derékszögben kell lennie a menetes cső tengelyére. A szerszámot vezetőgyűrűkkel vagy vezetőszerszámokkal úgy szerelik fel a csőre, hogy az 1-2 menetes (fordulat) vágószerszámok a csövön legyenek. A csövek meneteit olajjal megkenjük, hogy lehűtsük és tisztán tartsuk a matricákat. A szerszámmal való vágás megkezdése előtt ellenőrizni kell a vágószerszám helyes beszerelését, vagyis azt, hogy a szerszám száma megegyezik-e a testben lévő foglalat számával.
Vágáshoz a szerszámot el kell forgatni és előretolni. Egy menetben a vágás legfeljebb 25 mm átmérőjű csöveken történik, két menetben - 25 mm-nél nagyobb átmérőjű. A szerszámban lévő matricákat csavarok vagy sík alátét hozza össze.
A munka végén a csőbilincseket szét kell szerelni, meg kell tisztítani a szennyeződésektől és forgácsoktól, és meg kell kenni ásványolajjal. Hetente egyszer ajánlott megtisztítani a szerszámot a megszáradt és letapadt olajtól és szennyeződésektől: ehhez 0,5 kg száraz marószódát kell hígítani egy vödör vízben.
Jelenleg a menetek vágással történő megmunkálásakor két feldolgozási sémát használnak a legszélesebb körben, amelyek közül az egyik az esztergálásnak, a másik a marásnak felel meg.
Az esztergálásnak megfelelő sémával a szerszám csavarmenetet hajt végre a munkadarabhoz képest, amelynek tengelye egybeesik a menet tengelyével, és a paraméter megegyezik a menetparaméterrel. Az alkatrész menetének spirális felületének a szerszámhoz viszonyított elmozdulása az alkatrész felületének „önmagától” történő elcsúszására csökken, hasonlóan az anya csavarvonalas felületének a csavarvonal csavarfelülete mentén történő csúszásához. csavar. Ennek eredményeként az eredeti szerszámfelület egybeesik az alkatrész felületével. A legegyszerűbb szerszám, amely a vizsgált séma szerint működik, egy menetes alakú vágó (2.16. ábra). A menetes marókat hegyesszögű, trapéz alakú, téglalap alakú profilok külső és belső meneteinek vágására használják. Kialakításuk szerint rúdra (2.16. ábra, a), prizmásra (2.16.6. ábra) és kerekre (2.16. ábra, c) vannak felosztva. Mindegyikre jellemző, hogy a végső menetvágáskor (az utolsó menet során) a vágóélük a menet csavarvonalas felületén helyezkedik el. Ezért a szóban forgó marók csak a hátsó felület alakjában és méreteiben, valamint a gépen történő rögzítés módjában különböznek egymástól. Kerek menetes vágó szerelhető és farok. A farokvágók munkarészének átmérője kisebb, és belső menetek feldolgozására használják.
Befűzés metszőfogak segítségével több menetben hajtjuk végre. A menetek számának csökkentése és a munka termelékenységének növelése érdekében a figyelembe vett feldolgozási sémával menetes fésűket használnak.
A menetes matricákat főleg arra használják befűzés finom szurok és puha anyagok. A fésűk egy vagy több menetben elvághatják a szálakat. A menetes fésű több menetes vágóból áll, amelyek egyetlen kivitelben vannak kombinálva. A menetes vágókhoz hasonlóan a menetes fésűk is lehetnek rúd (2.16. ábra, d), prizmás (2.16. ábra, e) és kerekek (2.16. ábra, f). A terhelés több fog közötti elosztásához a fésűn egy vágórészt hoznak létre, amelynek szöge φ = 25 ... 30°.
Emiatt az egyes fogak csúcsai a munkadarab tengelyétől eltérő távolságra helyezkednek el, és egymás után levágják a menetgyökér anyagát. A szálak tisztításához a fésűnek van egy kalibráló része, amely 4 ... 6 azonos típusú fogból áll.
A legelterjedtebb kerek fésűk, mivel egyszerűbb a gyártás, és kellően nagy számú utánköszörülést tesz lehetővé. A köröntvények általában csavaros hátfelülettel készülnek, amelynek vezetési szöge megegyezik az alkatrész menetének dőlési szögével, és csak a megmunkálandó menet kis vezetési szögeinél készülnek gyűrűs menettel. A jobb oldali alkatrészekhez
Külső menetekhez baloldali, baloldali külső menettel rendelkező alkatrészekhez pedig jobbkezes matricákat használnak.
A csavarral vágott fésűk biztosítják Jobb körülmények vágható és könnyen gyártható. Működés közben a fésű a munkadarabhoz képest többféleképpen is felszerelhető: elöl, mögé, alá, fölé stb. Így egyszerre több fésű is felszerelhető a gépre, ami növeli a fésű teljes hosszát. aktív vágóélek. Számos fésű kombinálható egyetlen szerkezetbe. Azokat a szerszámokat, amelyekben több menetes fésűt egyetlen kivitelben kombinálnak, csapoknak és matricáknak nevezik.
A menetfúrók (2.16. ábra, g) a belső menetek feldolgozására szolgálnak, a matricák pedig a külső menetekhez. A menetfúró a vágandó menethez tartozó csavar, amelyben három vagy négy forgácshornyot vágnak, és a fogakat köszörülik. A hornyok méreteit jellemző fő paraméterek: magátmérő, fogszélesség és a fog nem működő élénél bezárt szög. A magátmérő ajánlott értéke a menetfúró átmérőjének 0,4...0,6-án belül változik, a fogszélesség a menetfúró átmérőjének 0,4...0,25-e, a szög η = 85...70°. A csapok általában egyenes fuvolával készülnek. A forgácseltávolítás javítása érdekében 10 ... 20 ° -os spirális hornyok dőlésszögű csapokat használnak. A könnyű ötvözetek menetét célszerű a forgácshornyok megnövelt dőlésszögű, 30 ... 40 ° -os csapok elvégzéséhez.
A menetfúró elülső részének menetét φ szögben kúpba vágják, amelyet a képlet határoz meg
A kerek szerszámot kis pontosságú külső menetek egy menetben történő vágására tervezték (2.16. ábra, és). A kerek szerszám munkarésze mindkét végén l 1 vágó vagy beszívó résszel rendelkezik, ami lehetővé teszi a menet egyik vagy másik oldalán történő elvágását. A vágási munka elosztása érdekében az egyes vágóelemek között a vágószerszám φ szöggel rendelkezik a vágórészen. A menet kalibrálásához és a munka helyes irányának biztosításához a szerszámhoz egy kalibráló résszel l 2 tartozik. A csapokkal ellentétben a matricának nincs szára. A beszereléshez és rögzítéshez a külső felület kúpos foglalatok, amelyek rögzítőcsavarokat tartalmaznak, és a szerszámot a nem működő végével a szerszámtartó végéhez kell nyomni. A menetfúró vagy matrica befűzése után a szerszámot le kell csavarni az alkatrészről. A külső és belső menetek vágásánál a termelékenység növelése érdekében előregyártott "fúrófejeket" használnak, amelyeket menetvágó fejeknek neveznek. A menetvágó fej testébe fésűk vannak felszerelve, amelyek a menetvágás után lekapcsolódnak a munkadarabról, ami lehetővé teszi a szerszám gyors visszaállítását az eredeti helyzetébe a forgás megfordítása nélkül. Külső menet vágásakor a fésűk a fésűk szétterítésével, vagyis a fej tengelyétől való gyors eltávolításával válnak le a munkadarabról. Belső menet megmunkálásakor a fésűk a feldolgozás végén gyorsan a szerszám tengelyére redukálódnak.
A menetvágó fejeket a matricák elhelyezkedésétől és kialakításától függően lapos, sugárirányban szerelt matricákkal ellátott fejekre (2.16. ábra, j), lapos, érintőlegesen szerelt matricákkal ellátott fejekre (2.16. ábra, l) és kerek matricás fejekre osztjuk. (2.16. ábra, m) . Külső menetek vágásakor a legszélesebb körben a kerek matricás fejeket használják, amelyek több utánköszörülést tesznek lehetővé, mint a lapos matricákkal ellátott fejek. A belső meneteket leggyakrabban lapos radiális fésűs fejekkel vágják (2.16. ábra, h), ami leegyszerűsíti a szerszám kialakítását és működését. A menetvágó fejek lehetővé teszik a vágott szál átlagos átmérőjének a szükséges határokon belüli beállítását, különféle fésűk beszerelését egy testbe, és általában egy menetben vágják el a szálat.
A szóban forgó szerszámok (marók, fésűk, menetfúrók, matricák és fejek) ugyanazon alakítási séma szerint dolgozzák fel a menetet, amikor a szerszámnak a munkadarabhoz viszonyított mozgása spirális mozgásra csökken, és az eredeti szerszám felülete egybeesik a szerszám felületével. a szálat elvágják. Ezért ezeknek a szerszámoknak a vágóéleinek profilozó szakaszai az alkatrészmenet ugyanazon kezdeti felületén helyezkednek el. Megmunkáláskor a relatív csavarvonal mozgás közvetlenül kommunikálható a szerszámmal, ami menetvágáskor történik fúrógépek csapok, matricák vagy fejek. A szükséges relatív spirális mozgás a szerszám- és munkadarab-mozgások különféle kombinációinak eredményeként is elérhető. Például on esztergapad menetvágáskor a munkadarab forog és a vágó transzlációsan mozog a munkadarab tengelye mentén. A vizsgált feldolgozási séma univerzális és a legelterjedtebb a menetvágásban.
A menetfűzésben is jelentős felhasználást kapott marás. A menetmarási séma magában foglalja a szerszám gyors forgását a tengelye körül, amely biztosítja a kívánt forgácsolási sebességet. Ezzel együtt van egy lassú spirális előtolás is, melynek tengelye egybeesik az alkatrész tengelyével, és a paraméter megegyezik a vágandó menet paraméterével.
A szerszám tengelye az alkatrész menetéhez viszonyítva különböző pozíciókat foglalhat el. A maró tengelyének a munkadarabhoz viszonyított beállításától függően többféle szerszám és a hozzájuk tartozó menetmarási módszer létezik.
Durva menetemelkedésű, nagy átmérőjű trapézmenetek, reteszhornyok vagy lapos menetek, valamint vékony falú részeken lévő menetek vágásához tárcsás menetmarókat használnak. A tárcsás menetvágó felszerelését és működését a (2.17. ábra, a) mutatja. A tárcsavágó tengelye általában az S síkban, a menetgyökér középvonalára merőlegesen helyezkedik el. Az S síkra való vetületben az alkatrész tengelye a maró tengelyével párhuzamos (2.17. ábra, b) vagy ferde (2.17. ábra, e) helyzetet vehet fel.
Az első esetben a vágó szimmetrikus profillal rendelkezik, a másodikban aszimmetrikus. Az orsódőlés eredményeként a nem szimmetrikus profilú marók a szimmetrikus profilú maróknál kisebb átmérővel tervezhetők, amelyek az oldaléleken eltérő forgácsolási feltételeket teremtenek. A dőlésszög megváltoztatásával lehetőség nyílik az ilyen marók vágóéleinek terhelésének újraelosztására. Ezek a marók ferde orsójú gépeken használhatók.
A vágó tengelye lehet merőleges az alkatrész tengelyére, és egybeeshet a vágandó menetüreg szimmetriatengelyével. Ez az eset megfelel a nagy menetek ujjmaróval való marásának (2.17. ábra, d), amelyeket az iparban nem alkalmaznak elterjedten elégtelen merevségük, alacsony termelékenységük és alacsony tartósságuk miatt.
Marás szármarókkal nagyméretű menetek is előállíthatók, amelyek tengelye a rövid menetek megmunkálásakor a


merőleges lehet a vágandó munkadarab tengelyére. Hosszú menetek vágásakor a vágás kizárása a fogak 180 ° -os elforgatásakor abból a zónából, amelyben a spirális horony kialakul, és viszonylag kis átmérővel biztosítva a megfelelő érintkezést a fogak kezdeti forgási felületével vágóélek a maró tengelye körül és a menet felülete azok kölcsönös megvalósítása nélkül, használja a szármaró tengelyének beépítését az alkatrész tengelyéhez képest szögben (2.17. ábra, e). Végül a maró tengelye párhuzamosan futhat az alkatrész tengelyével. A vágótengely ezen beállítása megfelel a rövid szálak fésűvágókkal történő megmunkálásának. A fésűvágó működési sémája az ábrán látható. 2.17, f) A feldolgozás során a maró és az alkatrész a tengelye körül forog. Ezenkívül a maró az alkatrész egy fordulatára egy menetemelkedéssel transzlációs irányban mozog a tengelye mentén. A maró hossza valamivel nagyobb, mint a megmunkált menet hossza, ami lehetővé teszi a teljes hosszon egyidejű marást és a munkadarab 1,26 menetében történő befejezését.
A figyelembe vett külső érintővágók mellett belső érintővágókat is használnak. Tehát hosszú menetek marásához belső érintésű tárcsás marókkal történő vortex vágási módszert alkalmaznak. A maró egy előregyártott szerszám, melynek gyűrű alakú testében marók vannak rögzítve (2.17. ábra, g). A marók teteje az egyszeri indítású menet vágásakor a szerszám tengelyére merőleges síkban található. A maró gyors forgásával a marók vágóélei leírják a forgásfelületet, amely érintkezésbe kerül a munkadarabbal, és lassú spirális előtoló mozgással menetet képez.
Mert marás rövid szálú, fésűs előregyártott anyavágókat használnak. ábrán. A 2.18. ábra egy kerek matricákkal ellátott szerelővágót mutat, hasonlóan a menetvágó fejek szerszámaihoz. A 4 fésűk a 2 csillaggal, az 1 perselyrel és a 3 csavarral vannak rögzítve az 5 testben. A rögzítéshez a kúpos szárat 6 használják.
Az anyavágók tervezésekor az átmérőjüket, amelyen a fogak teteje található, úgy kell megválasztani, hogy valamivel nagyobb legyen, mint a menet külső átmérője. A maró és az alkatrész átmérője közötti különbség növekedésével a szerszám fogainak a munkadarabbal való érintkezési szöge csökken, és ennek megfelelően csökken a termelékenység.
A marófogak nagyobb érintkezési szöge a munkadarabbal a körmarás során növeli az egyidejűleg dolgozó fogak számát, a szerszám vágóélei és a munkadarab érintkezési zónájának hosszát, és automatikusan biztosítja a forgácstörést, ami különösen fontos keményfém szerszámok használatakor. Ez lehetővé teszi, hogy magasabb takarmányértéket válasszon foganként, ami a folyamat termelékenységének növekedéséhez vezet.
A maráshoz hasonló sémák szerint a menetcsiszolás egyszálas vagy többszálas körökkel történik.
A menetvágás egy furat vagy szár megmunkálásának folyamata egy alkatrészben, amelynek során speciális menetvágó szerszámmal külső vagy belső csavarmenetet állítanak elő, amely fordulatokból-kiugrásokból és váltakozó spirális hornyokból áll.
A vágás csavarokon, anyákon és levehető csöveken történik csővezetékrendszerekés egyéb tervezési részletek. Ha a csővezetéket kézzel szerelik fel olyan csövekből, amelyeknek nincs menete, akkor fontos, hogy megértse, hogyan lehet a terméket saját kezűleg befűzni.
Bármely menet fő jellemzői a mélysége, emelkedése, profilszöge, profilja, átlagos, külső és belső átmérője.
Kötelező szál információ
A menetprofil egy tekercs közelében lévő keresztmetszeti alakzat. Ettől a mutatótól függően megkülönböztetik a háromszög és a téglalap alakú, a trapéz alakú és így tovább. A háromszögletűt kizárólag a szaniterrendszer és elemei beépítésére használják.
Ezenkívül a menet a kanyarodás irányától függően jobbra és balra oszlik.
A menet céljától függően rögzítő és speciális szálakat különböztetnek meg. A téglalap alakú rögzítéseket speciális, a háromszög alakú rögzítéseknek nevezik. A háromszögletűt rögzítőnek nevezik, mert csak a szerkezet rögzítőelemeire vágják: anyák, csavarok, csavarok. A menetemelkedés a szomszédos menetek teteje és alja közötti távolság.
A profilszög az a szög, amelyet a menetek metszett oldalai (lapjai) alkotnak.
A szál eleje és vége közötti távolságot mélységének nevezzük.
A külső átmérő a menet két oldalának egymással szemben lévő pontjai közötti távolság. A belső átmérő az ellentétes oldalak alapjai közötti távolság. Az ellenkező oldal teteje és alja közötti távolságot átlagos átmérőnek nevezzük.
A mértékrendszer szerint a háromszög alakú menettípus metrikus és hüvelykes. A metrikus menet egyenlő oldalú háromszög alakú a tetején, szöggel, amelynek mérete 60 fok. Ezt a típust a műszerekben és a gépészetben használják. A metrikus típusoknál a szelvény belső átmérője és a csavar külső mérete milliméterben, a menetemelkedés pedig milliméterben és törtrészében számolható.
Profilban a hüvelykes változat pontosan ugyanúgy néz ki, mint a metrikus változat, de a csúcsszög 55 fok. A kiszámítása hüvelykben történik, és más lépésben különbözik a metrikus nézettől.
A hüvelykes változatot szaniter típusú alkatrészek összeszerelésénél használják. Csőre és rögzítésre van osztva. Ez a két típus abban különbözik egymástól, hogy a rögzítő megnövelt osztású, ami garantálja a szerkezet megbízható csatlakozását, és anyák, csavarok, rudak és furatok vágására szolgál. A csövet a csövek csatlakoztatásakor használják. Kisebb, mint a rögzítő, mert mélységét a csőfal vastagsága korlátozza. A csőmenet sűrűsége lényegesen nagyobb, mint a rögzítőmenet a termék hosszának hüvelykenkénti fordulatszáma miatt.
Kívül szálvágás
A rudakon, csavarokon és csavarokon lévő külső meneteket kézzel vágják szerszámokba.
Készüléktől függően kerekre, prizmásra, tömörre, csúszóra oszthatók.
A prizmaszerű menetnek egy pár egyforma fele van, amelyek egy keret alakú, fogantyús csavarba vannak rögzítve. Ezeknek a matricáknak egy pár külső oldalán prizmaszerű hornyok találhatók, amelyek a klupp prizmatikus kiemelkedésére szolgálnak.
A csúszó matricák a kluppban vannak elhelyezve úgy, hogy a részein lévő számok a kereten lévő számokkal szemben állnak. Ellenkező esetben a termék megsérül. Makacs csavarokkal vannak rögzítve. Az ütközőcsavar és a matrica közé egy acél krakkolólemez van beépítve, hogy a készülék ne törjön szét a csavarral való megnyomáskor.
meghal kerek forma két és négy ütközőcsavarral a könnyen rögzíthető csavarkulcsban rögzítve.
A csúszó típus használatával a menetek akkor vághatók el, ha a rúd átmérőjében észrevehetetlen eltérések vannak, ami elfogadhatatlan tömör, kerek vágószerszámokkal történő vágáskor. Kisebb átmérőjű rúd esetén egy hiányos, nagyobb átmérőjű pedig egyenletes menetet vágunk.
Cérnavágás belülről
Ettől függetlenül a belső menetet a gallérba helyezett csapokkal vágják el.
A csapnak van egy letörése (vége), amely a vágáshoz szükséges, egy kalibráló rész (közép), amelyet furatvágáskor és méretezéskor vezet, valamint egy négyzet keresztmetszetű fejű farok a csap rögzítésére. a gallért vágáskor.
Amikor az elégtelen metrikusról a teljes metrikusra vagy a rögzítési hüvelykre vált, egy menetfúrókészletet használnak, amely három különböző mélységű csapot tartalmaz.
Alapvető szálhelyek
A gáz- vagy folyadékellátásra szolgáló csövek csatlakoztatása úgy történik, hogy a végükön hengeres csőmeneteket vágnak vagy hengerelnek. A csővégeket összekötő elemek segítségével rögzítik egymáshoz.
Víz- vagy gázcsövek csatlakoztatásakor rövid és hosszú hengeres menetet használnak. Az utolsó két fordulót futásnak nevezzük. A szerszám kialakítása miatt alakul ki, amelyben az első menetek süllyesztettek. A lefolyás miatt lehetséges a csőcsatlakozás elakadása, ami garantálja a tömítőanyaggal való csatlakozás tömítettségének megbízhatóságát.
Hosszúságban a rövid típusnak valamivel kevesebbnek kell lennie, mint a tengelykapcsoló hosszának a fele. Ezután az összeillesztendő szerkezetek végei között 2-3 milliméteres rés legyen, ami lehetővé teszi a tengelykapcsoló megakadását a lefolyáson. A szerelvények segítségével történő csatlakozó lehetőség nélküli csatlakozásokhoz egy rövid változatot használnak. Az ilyen csatlakozás egy telepített csővezetéken kizárólag csőszerű termékek vágásával bontható le.
Az összeszerelt csövek levágása nélkül történő szétválasztásához gumibetétet használnak. Tartalmaz egy dugót, ellenanyákat és egy hosszú menetet, aminek akkora méretűnek kell lennie, hogy a homlokcsatlakozáskor az ellenanyák és egy dugaszolóaljzat könnyen felcsavarható legyen a felületére.
A rövid és hosszú menetek mérete a csövek méretétől függően változik.
A fémtöbblet elkerülése érdekében a fűtési és gázellátó rendszerekben gyakran használnak vékony falú csöveket, mivel külső átmérőjük majdnem megegyezik a belső átmérővel, a vízcsövekkel ellentétben a csövet általában a csőre hengerlik, míg a megengedett legnagyobb falvastagság nem lehet kevesebb ilyen csöveknek, mint a csőmenetek gáz- és vízcsöveken történő vágásakor.
DIY menetvágó berendezések
Kisebb munkával rendelkező csöveken a külső menetek saját kezűleg vághatók csőmatrica-vágókkal, rögzített vagy csúszó szerszámokkal.

Az eredeti csövet egy bilincsbe szorítják, a cső végét reszelővel megtisztítják a vízkőtől, majd a levágott részt szulfofrezollal vagy szárítóolajjal megkenik.
A csőre egy speciális szerszámot szerelnek fel - egy klupp-ot, amelynek csúszó szerszámai vannak, és az előlap fogantyújának kalapáccsal vagy kalapáccsal történő könnyű ütéseivel a vezetőszerszámokat a csőhöz közel hozzák, majd mindent csavarokkal rögzítenek. Ezenkívül az előlap kockázatára összpontosítva vágószerszámokat szerelnek fel. Ezután a szerszám az óramutató járásával megegyező irányban forogni kezd, miközben egyidejűleg megnyomja.
A csőszerszám testében az egyik oldalon négy furat található a vágószerszám számára, a másik oldalon három furat a vezetőszerszám számára. A vágóvezető szerszámokat tenyésztik, és az előlapokat összehozzák, amelyeket szorítógyűrűkkel rögzítenek a testhez. A test melletti síkban az előlapokon spirális hornyok vannak, amelyekbe a szerszámcsapok belépnek. Ha elfordítja az előlapot, a csapok elkezdenek csúszni a spirális hornyok mentén, és a matricák közelednek egymáshoz (ha az előlapot balra fordítja), vagy fokozatosan eltérnek (ha az előlapot jobbra fordítja). Amikor a matricák már a kívánt helyzetben vannak, az előlapot szorítócsavarokkal rögzítik.
A csőszerszámkészletek egy pár vágószerszámkészlettel készülnek: menetek vágására 20 vagy 15 milliméteres csöveken, valamint 25, 38, 32 és 50 milliméter átmérőjű csövek vágására.
A csőszerszámokhoz radiális kétoldalas vagy radiális egyoldalas matricákat használnak. A matricákat csomagonként 4 példányban gyártják. Mindegyikhez tartozik méretjelölés és egytől négyig terjedő sorozatszám. A megfelelő számok a klupp-test testének minden nyílásában találhatók. A cső különböző csőátmérőkhöz cserélhető karmantyúkkal rendelkezik, amelyek a vezetőkarimában helyezkednek el és csavarokkal vannak rögzítve. Ez utóbbit csavarokkal rögzítik a testhez, ahol a megfelelő rendszámok vannak felszerelve.
A csővágó szerszámok előnye - a termékeken a keletkező menet legmagasabb minősége és a szerkezet szilárdsága. Ennek a berendezésnek a hátránya a nagy tömeg és a komoly gondozás igénye.
50 mm-es menet vágásakor át kell rendezni a vezetősíneket 180 fokkal elfordítva, majd a rövid oldallal a csavar belsejében.
Klupps of Mayevsky technológia a csövek menetéhez
Gyakran használt berendezések, például Mayevsky klupp. Ez a készülék két részből álló osztott szerszámokkal rendelkezik. A matricák külön része egy bizonyos csőméretnek felel meg. A matricákat a foglalatban és a szerszámon feltüntetett számtól függően csavarokkal rögzítjük a karosszéria foglalatába a kívánt méretű matricákon és a testen feltüntetett kockázatoknak megfelelően. A matricákra csavarokkal rögzített tartós fedelet helyeznek.

Klupp Mayevsky - megjelenés
Ezt a berendezést két méretben gyártják: 15 és 20 milliméter átmérőjű menetek vágására, valamint 25 és 32 milliméter széles menetvágásra.
Egy ilyen eszköznek a következő előnyei vannak: kis súly, könnyű tervezés és karbantartás, a szerszámok gyors cseréjének képessége.
Csavarhúzók racsnis csavarmenettel
Ez a berendezés 20, 25 és 15 milliméteres menetek befűzésére szolgál. A testében különféle szerszámokkal ellátott fej van rögzítve. A fej alsó részén egy racsnis kerék található, amely forgatja a szerszámfejet és a matricát.
A klupp testbe egy pár racsnis van beépítve, amelyek pofákkal záródnak. A fogantyú segítségével a csavarfej forgatható. A vágás a fogantyú rázogatásával történik, bekapcsolt racsnis mellett. A vágás befejezése után bekapcsol a racsnis, amely a fogantyú lendítése közben megakad a racsnis kerék fogaiban, és meghajtja a kerek matricát. A racsnis vágószerszámmal a szerkezet azon részein vághat meneteket, ahol a hagyományos szerszámok nem használhatók. Ez különösen igaz a felújítások során.
A csőmenet elvágásához a terméket egy bilincsbe kell szorítani úgy, hogy a kiálló vágott vége rövid legyen. Ez annak köszönhető, hogy a cső hosszú vége a vágás során deformálódhat. A levágott vég vége 90 fokos szöget zárjon be a menetes cső tengelyével. A készüléket vezetőszerszámokkal és vezetőgyűrűkkel szerelik fel a csőre olyan rendszer szerint, hogy a vágószerszámok 1-2 fordulattal rámennek a csőre. A csöveken a meneteket olajjal kenik meg a matricák tisztasága és hűtése érdekében. A szerszámmal való vágás megkezdése előtt ellenőrizni kell a vágószerszám felszerelésének szabályát, azaz a testben lévő foglalat számának meg kell egyeznie a szerszám számával.
A menetfűzéshez a berendezés forog és előretolást végez. Egy körben a vágás legfeljebb 25 mm-es csöveken történik, kettőben - 25 mm-nél szélesebb csöveken. A szerszámban lévő szerszámokat előlappal vagy csavarokkal közelítik meg.
A munka befejezése után a bilincseket szét kell szerelni és meg kell tisztítani.