GOST varrat nélküli melegen hengerelt csövekhez
- GOST 8732-78 Melegen deformált varrat nélküli acélcsövek.
- GOST 550-75 Varrat nélküli acélcsövek az olajfinomító és a petrolkémiai ipar számára.
- GOST 9940-81 Varrat nélküli melegen deformált csövek korrózióálló acélból.
- GOST 23270-89 Üres csövek megmunkáláshoz.
- GOST 30564-98 Melegen deformált varrat nélküli csövek szén- és ötvözött acélból, különleges tulajdonságokkal.
GOST varrat nélküli hidegen hengerelt csövekhez
- GOST 8734-75 Hidegen deformált varrat nélküli acélcsövek
- GOST 9941-81 Hideg- és hődeformált varrat nélküli csövek korrózióálló acélból
- GOST 10498-82 Varrat nélküli extra vékony falú csövek korrózióálló acélból
- GOST 14162-79 Kis méretű acélcsövek (kapilláris)
- GOST 19277-73 Varrat nélküli acélcsövek üzemanyag- és olajvezetékekhez
- GOST 9567-75 Precíziós acélcsövek
- GOST 24030-80 Varrat nélküli csövek korrózióálló acélból energetikai célokra
- GOST 1060-83 Hidegen deformált varrat nélküli acélcsövek hajóépítéshez
- GOST 11017-80 Varrat nélküli acélcsövek magas nyomású
- GOST 21729-76 Hidegen és hővel deformált szerkezeti csövek szén- és ötvözött acélból
Acélcsövek nemzeti szabványai
A GOST listája elérhető acél csövek
- GOST R ISO 3183-3-2007 Acélcsövek csővezetékekhez. Műszaki adatok. 3. rész A C osztályú csövek követelményei
- GOST R ISO 3183-2-2007 Acélcsövek csővezetékekhez. Műszaki feltételek. 2. rész A B osztályú csövek követelményei
- GOST R ISO 3183-2009 Acélcsövek olaj- és gázipari csővezetékekhez. Általános műszaki feltételek
- GOST R ISO 3183-1-2007 Acélcsövek csővezetékekhez. Műszaki feltételek. 1. rész. Az A osztályú csövek követelményei
- GOST R ISO 10543-99 Varrat nélküli és hegesztett melegen húzott acél nyomócsövek. Ultrahangos vastagságmérési módszer
- GOST R ISO 10332-99 Varrat nélküli és hegesztett acél nyomócsövek (kivéve a süllyesztett ívhegesztéssel gyártott csövek). Ultrahangos módszer folytonosság ellenőrzése
- GOST R ISO 10124-99 Varrat nélküli és hegesztett acél nyomócsövek (kivéve a merülő ívhegesztéssel gyártott csövek). Ultrahangos módszer a delamináció monitorozására
- GOST 28548-90 Acélcsövek. Kifejezések és meghatározások
- GOST 20295-85 Hegesztett acélcsövek fő gáz- és olajvezetékekhez. Műszaki adatok
- GOST 8734-75 Hidegen deformált varrat nélküli acélcsövek. Választék
- GOST 8645-68 Négyszögletes acélcsövek. Választék
- GOST 11017-80 Nagynyomású varrat nélküli acélcsövek. Műszaki adatok
- GOST 10706-76 Elektromos hegesztésű egyenes varratú acélcsövek. Technikai követelmények
- GOST 10704-91 Elektromosan hegesztett egyenes varratú acélcsövek. Választék
- GOST 9567-75 Acél csövek pontosság. Választék
- GOST 8731-74 Melegen deformált varrat nélküli acélcsövek. Technikai követelmények
- GOST 8646-68 Acélcsövek üreges bordákkal. Választék
- GOST 8644-68 Lapos-ovális acélcsövek. Választék
- GOST 8642-68 Ovális acélcsövek. Választék
- GOST 8638-57 Csepp alakú acélcsövek. Választék
- GOST 6856-54 Különleges profilú acélcsövek
- GOST 5654-76 Melegen deformált varrat nélküli acélcsövek hajóépítéshez. Műszaki adatok
- GOST 8639-82 Négyzet alakú acélcsövek. Választék
- GOST 8467-83 Acél fúrócsövek csőcsatlakozásokkal geológiai kutatófúráshoz. Műszaki adatok
- GOST 13663-86 Acél profilcsövek. Technikai követelmények
- GOST 30456-97 Fémtermékek. Hengerelt fémlemez és acélcsövek. Ütésvizsgálati módszerek
- GOST 12132-66 Elektromosan hegesztett és varrat nélküli acélcsövek motorkerékpár- és kerékpáripar számára. Műszaki adatok
- GOST 11249-80 Kétrétegű keményforrasztott hengerelt acélcsövek. Műszaki adatok
- GOST 10707-80 Hidegen deformált, elektromosan hegesztett acélcsövek. Műszaki adatok
- GOST 10692-80 Acél, öntöttvas csövek és csatlakozó alkatrészek. Átvétel, címkézés, csomagolás, szállítás és tárolás
- GOST 8733-74 Hidegen és hővel deformált varrat nélküli acélcsövek. Technikai követelmények
- GOST 8732-78 Melegen deformált varrat nélküli acélcsövek. Választék
- GOST 8696-74 Elektromos hegesztésű acélcsövek spirálvarrással általános célokra. Műszaki adatok
- GOST 5005-82 Hidegen deformált, elektromosan hegesztett acélcsövek kardántengelyekhez. Műszaki adatok
- GOST 3262-75 Acél víz- és gázcsövek. Műszaki adatok
- GOST 1060-83 Hidegen deformált varrat nélküli acélcsövek hajóépítéshez. Műszaki adatok
- GOST 550-75 Varrat nélküli acélcsövek az olajfinomító és a petrolkémiai ipar számára. Műszaki adatok
- GOST 19277-73 Varrat nélküli acélcsövek olaj- és üzemanyagvezetékekhez. Műszaki adatok
- GOST 10705-80 Elektromosan hegesztett acélcsövek. Műszaki adatok
- GOST 10692-2014 Acél, öntöttvas csövek és csatlakozó alkatrészek. Átvétel, címkézés, csomagolás, szállítás és tárolás
A GOST listája elérhető réz és sárgaréz trubel
- GOST 617-2006 Kerek keresztmetszetű réz- és sárgaréz csövek általános célokra. Műszaki adatok
- GOST 21646-2003 Réz- és sárgaréz csövek hőcserélőkhöz. Műszaki adatok
- GOST R 52318-2005 Kerek rézcsövek vízhez és gázhoz. Műszaki adatok
- GOST 16774-78 Négyszögletes és négyzet alakú rézcsövek. Műszaki adatok
- GOST 494-90 Sárgaréz csövek. Műszaki adatok
Cső - GOST minden csőtípushoz
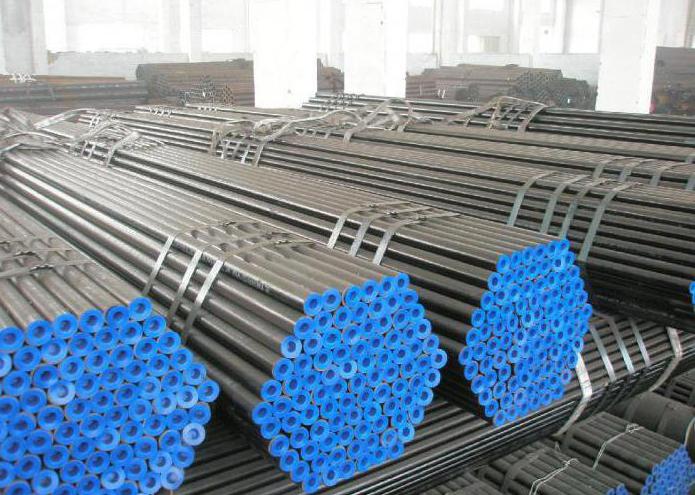
A Lador Komplekt LLC szakemberei mindig szívesen világítanak műszaki jellemzők javasolt csőhengerlés. Ne feledje, hogy ezek a termékek széles körben alkalmazhatók – többek között kerítésoszlopként, csővezetékek lefektetésére stb. A gyártási módszer szerint az acélcsövek több típusra oszthatók. Az első típus varrat nélküli GOST cső 8732-78, GOST 8734-75, GOST 10796-76, GOST 20295-85 (a csövek külső átmérője 1-820 mm, speciális rendeltetésű - 1420 mm). A második típus a tömbökből és csődarabokból préseléssel vagy hengerléssel készült cső.
A harmadik típus hegesztett GOST cső 3262-75, GOST 10705, GOST 10707, GOST 3262, GOST 8639, GOST 8645, GOST 8642 (csövek külső átmérője 8-1620 mm, speciális cél - 2500 mm-ig vagy nagyobb) előformázott acéllemezből és szalagszalagból . Az ilyen típusú csövek különösen keresettek.
Cégünk már több éve szereplője a hazai fémcsőhengerlési piacnak, és az ez idő alatt megszerzett gyakorlati tapasztalat jelentős előnyt jelent számos hasonló vállalkozással, szervezettel szemben. A dinamikus fejlődés és a rugalmas vállalati politika lehetővé teszi a vevők igényeinek optimális kielégítését, függetlenül attól, hogy milyen nehézséggel kell megoldani a feladatot, és esetenként nagyon korlátozottak a határidők.
Gyorsan és korrektül segítünk jó választás, tanácsokkal segítünk. Emlékeztetünk arra, hogy gyártunk elektromosan hegesztett téglalap és négyzet alakú GOST 13663-86 csöveket és kerek elektromos hegesztett csöveket is, ennek GOST 10705-91 (átmérője 10-530 mm) vagy kerek. GOST cső 10706-76 (átmérő 478-1420 mm). A negyedik típus az öntött csövek (külső csőátmérő 50-1000 mm), amelyeket csőöntő gépeken gyártanak.
Minden építési terméket bizonyos feltételek és szabványok betartásával állítanak elő. És bár sok anyagra egyetlen GOST követelményei vonatkoznak, a kerek acélcső a gyártási technológiától függően különböző szabványokhoz tartozik.
Kerek csövek alkalmazása
Fő alkalmazás acél csövek gáz és különféle folyadékok szállítására szolgáló csővezetékként történő felhasználásuk, amelyek leggyakrabban víz és olajtermékek. A szállított környezettől függően a csövek a következőket tartalmazhatják:- horganyzás;
- korróziógátló festés;
- polimer bevonat;
- feldolgozás szigetelő anyagokkal.
Ezenkívül a csövek felületét elektromos kezelésnek vagy más típusú védelemnek vetik alá. Az acélcsövek „legfájdalmasabb” folyamatai a korróziós folyamatok. Kívülről a felesleges nedvesség, belülről pedig a belső érdesség és a tompavarratok váltják ki őket. A korrózió megjelenése után fokozatosan növekedni kezd, ezáltal csökken az áteresztőképesség és kitölti a cső belső terét. Az eredmény törések és szivárgások, amelyek előre nem tervezett javításokhoz és csővezetékek cseréjéhez vezetnek.
A kerek horganyzott csövek másik alkalmazási területe a bútoripar. Széles körben használják keretek gyártására és tolószekrények vagy öltözők belső kitöltésére. Ezenkívül a kerek acélcsövek GOST-ja lehetővé teszi az anyag felhasználását fémszerkezetek vagy egyedi fémtermékek összeszerelésekor.

Az acélcsövek különbségei és jellemzői
A kerek acélcsövek fő osztályozása a gyártási módszer szerint történik:
- az elektromos hegesztettek két típusban kaphatók - egyenes varratú és spirálvarratú;
- zökkenőmentes.
A gördítési módszerekben is vannak különbségek:
- hideg öntés;
- forró fröccsöntés.
Elektromosan hegesztett kerek acélcsövet acélszalagokból vagy hengerelt lemezekből öntési módszerrel készítenek, majd a varrat tengely mentén vagy spirálban hegesztik. A folyamat speciális berendezések használatát foglalja magában. A spirálvarratú csövek sokkal kevésbé elterjedtek, mint az egyenes varratú csövek, és a szalag spirális formázásával készülnek. Ebben az esetben a kötést egyidejű folyamatos üzemmódban hegesztik egy speciális varrat segítségével. A termékek gyártása során kétféle hegesztést használnak:
- nagyfrekvenciás érintkező - 10-530 mm-es csövekhez;
- elektromos ív – 428-1420 mm.

Vizuálisan a varrat a nagyfrekvenciás hegesztés során gyakorlatilag láthatatlan. Az elektromos ívhegesztési technológia három varrat alkalmazását jelenti, ami növeli a kötés szilárdsági jellemzőit. Először a fő központi varratot lefektetjük, majd a csatlakozást kívülről hegesztjük és belül Termékek.
Elektro hegesztett csövek, melynek átmérője lehetővé teszi a belső munkát, a belsejét megtisztítják (csiszolják), eltávolítva a hegesztés után kialakult egyenetlenségeket, megvastagodásokat. Ha lehetetlen ilyen munkát végezni, a belső felület kezelés nélkül marad.
A varrat nélküli acélcsöveket többféleképpen gyártják:
- préselés;
- rajz;
- kovácsolás;
- gördülő;
- centrifugális öntés.
A hőformázást speciális berendezéseken végzik. A munkadarabot az átkristályosodási hőmérsékletre melegítjük. Ezzel a módszerrel olyan nagy szilárdságú termékeket állíthatunk elő, amelyek ellenállnak a súlyos terheléseknek, beleértve a belső nyomást is. Hidegen formált kerek fém cső az erre a folyamatra tervezett berendezésen hideg deformációval kapja meg a megadott méreteket.
A varrat nélküli és az elektromosan hegesztett csövek közötti különbség a hegesztés megléte vagy hiánya. Gyártási módszereik jelentős technológiai különbségeket mutatnak, és ebből adódóan eltérőek specifikációk.

A gyártók többféle acélcsövet gyártanak:
- forrasztás;
- fém vagy nem fém bevonattal;
- speciális megmunkálással - esztergált, csiszolt, polírozott.
Manapság a legelterjedtebbek a víz-gáz csövek (WPG) és a hosszirányú hegesztésű elektromos hegesztésű (ESW) csövek. Széles körben használják a városi és külvárosi lakásépítésben, amikor végrehajtják közműhálózatok. Az egyszerűbb gyártási technológiának és a közönséges szénacélok használatának köszönhetően olcsóbbak, mint a varrat nélküli analógok, amelyek a kohászatban a leginkább hozzáférhetők.
Az öntés típusától függően a BS csövek gyártása során különböző szabályozási dokumentumokra támaszkodnak:
- melegen alakított - GOST 8732-78 és GOST 8731-74;
- hidegen alakított - GOST 8734-75 és GOST 8733-74.
Mindegyik dokumentum jelzi, hogy milyen formában kell kerek acélcsövet gyártani, a termékskálát, a tűréshatárokat, a szerelési szabályokat, az átvételt és a tárolást és még sok mást.
A GOST 8732-78 meghatározza a varrat nélküli melegen alakított csövek külső átmérőjének méreteit 20-550 mm-ig, falvastagsága 2,5-75 mm. A táblázatok a termékek tömegét is jelzik kilogrammban per méter. A dokumentum kimondja, hogy a csövek a hosszra vonatkoztatva gyárthatók:
- mért;
- a mérések többszörösei;
- kimértetlen;
- hozzávetőleges hossza a fogyasztói utasítások alapján.
A jellemző hossza 4-12,50 méter. De az ügyfél kérésére ettől a szabálytól eltérnek.
A GOST 8731-74 jelzi technikai követelmények melegen alakított varrat nélküli csövekhez. Meghatározza az elfogadható:
- acélminőségek;
- terméshatárok;
- átmeneti szakítószilárdság;
- relatív nyúlások.
A szabványok előírják, hogy a csövek felületének repedés- és hibamentesnek kell lennie, de megengedettek a kisebb horpadások és a csupaszodás nyomai. A termékek autogénnel vagy plazmavágással vághatók, de csak akkor, ha a falvastagság eléri a 20 mm-t vagy annál többet.
A legfeljebb 20 mm vastag varrat nélküli acélcsöveknél a hegesztési munka megkönnyítése érdekében ajánlatos levágni a letöréseket a gyártási folyamat során.

A GOST 8734-75 meghatározza, hogy milyen hidegen alakított kerek acélcsövek készíthetők. Mért hosszuk 4,5-9 méter között változik, a nem mért hosszuk 1,5-11,5 méter lehet. Falvastagság és átmérő szerint vannak felosztva:
- extra vékony falúaknál - 0,3...0,5 mm, 5-40 mm átmérőjű; 0,3...1,0mm 42-170mm átmérővel; 0,3...4mm 180-250mm átmérővel;
- vékony falúaknál - 0,6...1,5 mm, 5-40 mm átmérőjű; 1,2…3,2 mm, átmérője 42-170 mm; 4,5...24mm 180-250mm átmérővel;
- vastag falúakhoz - 1,6...1,8 mm, 5-40 mm átmérőjű; 3,5...7mm 42-170mm átmérővel
- extra vastag falúakhoz - 2,0...24 mm, 5-40 mm átmérőjű; 7,5…24mm, 42-170mm átmérőjű
A GOST 8733-74 szabályozza a hideg- és hődeformált csövek műszaki követelményeit. Ez különösen a gyártási anyagra vonatkozik.
A szabvány ugyanazokat a jellemzőket írja le, mint a GOST 8731-74, a varrat nélküli csövekre, valamint az átvételi és vizsgálati szabályokra vonatkozóan.
A spirálvarrással ellátott acélcsövek választékát a GOST 8696-74 határozza meg. A szabványok az általános célú csövekre vonatkoznak, és nem vonatkoznak az olajvezetékekre vagy a fő gázvezetékekre. Külső átmérőjük 159-2520mm, falvastagságuk 3,5...25mm.
A spirálhegesztett csöveket 10 és 12 méteres hosszúságban gyártják, de a szabványok szélsőséges esetekben megengedik a legalább 6 méteres rövid termékek gyártását. A GOST elfogadható mutatókat is meghatároz:
- eltérések;
- éleltolások;
- ovális;
- görbület.
Ugyanez a dokumentum tartalmazza a termékek műszaki jellemzőit.

Elektromos hegesztett csövek egyenes varrással
Az ilyen típusú acélcsövek választékát a GOST 10704-91 mutatja be. A nem mért termékeket 2...5 méteres hosszban gyártják. A mérőcsövek 5...12 méteresek lehetnek. Sőt, átmérőjük 10-1420mm, falvastagságuk 1,0...32mm. Az eltéréseket és tűréseket a dokumentum külön és kellő részletességgel tárgyalja.
A hosszirányban hegesztett acélcsövek műszaki jellemzőit két szabályozási dokumentum tartalmazza:
- GOST 10705-80;
- GOST 10706-76.

Meghatározzák:
- a fém mechanikai tulajdonságai;
- a varratok jelenléte és elhelyezkedésük helyessége;
- maximális eltérések;
- hibák jelenléte;
- a vizsgálatok folyamata és típusai;
- elfogadási követelmények.
Acélcsövek jelölése
Minden acélcsövet megjelölnek a GOST 10692-80 követelményeinek figyelembevételével. Hangsúlyozza, hogy a 159 mm-nél nagyobb átmérőjű termékekre vonatkozik ez az eljárás. Ebben az esetben a falvastagság nem lehet kevesebb 3,5 mm-nél. A jelölés többféle módon történik:
- gumibélyegző;
- elektromos ceruza;
- elektrográf;
- márkaépítés;
- letörölhetetlen kézzel festék.
A kisebb csőátmérőket címkékkel jelölik, különösen, ha a termékeket zacskóban szállítják.

A címkén fel kell tüntetni:
- acélfajta;
- A termék neve;
- cső mérete;
- a gyártó védjegye.
Ezenkívül a varrat nélküli csövek falvastagsággal és tételszámmal vannak ellátva.
Csomagolás és szállítás
A legfeljebb 159 mm átmérőjű termékeket zsákokba kötözik, vagy szorosan fakonténerekbe vagy dobozokba csomagolják. A kötözés legalább három helyen dróttal történik. A 159 mm feletti csövek kizárólag szállítási csomagokban vannak kötegben.
Megjegyzendő, hogy a tömítőhuzalt nem szabad kötözésre használni. Erre a célra speciális bilincseket kell biztosítani.
A köracél csövek telephelyre szállítása bármilyen típusú hosszú teherszállítással megengedett. A tárolás során a kötegeket távtartók választják el egymástól.
A kerek csővezetékek kivételesen elterjedt elterjedését fő jellemzője magyarázza: minimális külső felület mellett a termék maximális belső térfogattal rendelkezik. A folyékony és gáztermékek mozgatásához tökéletesebbet még nem sikerült kitalálni.
Kerek cső: fajták
Az alapanyag összetételének minimális különbségeivel az acél vízvezetékek minősége észrevehetően különbözik. Ennek oka a gyártási módszer. Ez határozza meg a termék alkalmazását is.
Elektromos hegesztett csővezeték
Az összes hengerelt fém közül ez rendelkezik a legalacsonyabb szilárdsági jellemzőkkel. Ugyanakkor ezek a tulajdonságok olyan magasak az acéltermékekben, hogy a víz- és gázvezetékek túlnyomó többsége elektromos hegesztésből készül.
A gyártási módszer magában foglalja egy szalag - szalag vágását, nyersdarabba tekercselését és a varrat mentén történő hegesztést. A varrat helyétől függően a kerek acélcsövek 2 típusra oszthatók.
- Egyenes hosszanti varrással rendelkező termék - a GOST 10704-91 szabvány szerint, minden típusú nyomásos és nyomás nélküli ellátó rendszerhez használható. A varrás gyenge pontjának tekinthető. A csővezetékek átmérője 10-1420 mm, falvastagsága 1-32 mm.

Ez a legnépszerűbb hengerelt fémfajta, kínálatában a legtöbb szabványos méret található.
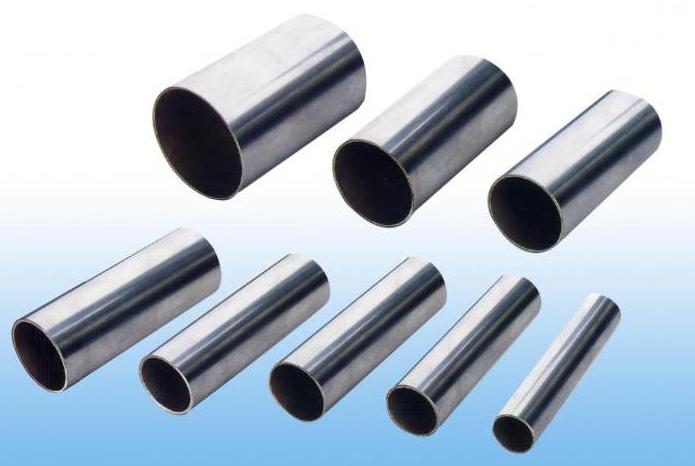
- Spirálvarrással ellátott termékek - ebben az esetben a szalagot spirálban hengerelik, és ennek megfelelően spirálban hegesztik. Ennek az opciónak a szilárdsági jellemzői sokkal magasabbak, és a költség észrevehetően alacsonyabb, mint a tömör hengerelt csővezetéké. A spirálvarrással ellátott kerek csövek választéka nagy átmérőjű termékeket tartalmaz - 150-2520 mm, falvastagság 3,5-25 mm. A képen mintákat láthattok.
"Meleg" bérlés
Ez a fajta termék a varrat nélküli csővezetékek kategóriájába tartozik, és rendkívül ellenáll a belső és külső nyomásnak.

A blank itt egy tömör fémrúd. Egy lyukasztó malmon keresztül húzzák, ahol üreges hengerré alakul. A formázást melegítés kíséri. A forró tuskó a hengerekre kerül, ahol kinyújtják és összenyomják a megadott méretekre.
Ebben az esetben nincs varrás. A termék jobban ellenáll a korróziónak.
GOST kerek csövekhez - 8732-78, szabályozza a méreteket és kémiai összetétel Termékek. A kínálat 29-550 mm átmérőjű és 2,5-75 mm falvastagságú termékeket tartalmaz.

Hidegen alakított csövek
A gyártási folyamat alig különbözik a melegen hengerelt alakítástól. Az összes leírt művelet azonban fűtés nélkül történik. De mivel a hideg deformáció hozzájárul a feszültség kialakulásához a termékek felületén, a formázás után a kész csővezetéket hőkezelésnek vetik alá. Ez a módszer szokatlanul nagy szilárdságot és pontosságot biztosít a termékeknek. Repülőgép- és műszergyártáshoz például csak hidegen hengerelt termékeket használnak.

A termékeket a GOST 8734-75 szabályozza. A kerek acélcsövek kínálata 5-250 mm átmérőjű és 0,3-24 mm falvastagságú termékeket tartalmaz.
További elemek
Bármely rendszer telepítésekor a fő elemeken kívül további elemekre is szükség van. Ezek a részletek lehetnek feltétlenül szükségesek, vagy éppen ellenkezőleg, opcionálisak, de használatuk megkönnyíti a beszerelést és esztétikusabb megjelenést kölcsönöz.

A kerek csövek dugói dekoratívra és funkcionálisra oszthatók.
- Az elsők közé tartoznak a golyók vagy akár figurák formájában készült fém elemek. Megvédik a csővezetéket a nedvességtől vagy törmeléktől. Jellemző felhasználásuk kerítéssapkaként. A polimerek és a gumik sokkal kevésbé esztétikusak: szerepük csak a védelemre korlátozódik.
- A funkcionálisakat úgy tervezték, hogy biztosítsák a rendszer működését. Részleges szétszerelés vagy javítás során a levágott ág helyére dugót kell felszerelni. Vészhelyzetekben, amikor a fővezeték megszakad, a rohanás következményei így minimalizálódnak. Többféle dugót használnak.
- Menetes - a menet lehet belső vagy külső, maga a dugó kerek csiszolt vagy hornyolt, sőt meglehetősen dekoratív. Segítségével az 50 mm-nél nem nagyobb vízvezetékeket elnyomják.
- A karima lyukak nélküli karima, amelyet csavarokkal rögzítenek megfelelő tömítéssel a tömítettség biztosítása érdekében. 50 mm-nél nagyobb átmérőjű termékekhez használható.
- Gumi pneumatikus dugó – vészhelyzetekben használatos.

Az acélcsöveket széles körben használják számos iparágban. Használják a gépiparban, az olaj- és gáziparban, a közművekben stb. Az acélnak többféle fajtája létezik. Eltérhetnek a gyártási módszertől, a gyártáshoz használt anyag méretétől és típusától. Acélcső kínálat különböző típusok a GOST-ok határozzák meg.
Zökkenőmentes termékek
Alapvetően minden modern acélcsövet két nagy csoportra osztanak: melegen hengerelt és hegesztett. Az első típus drágább. Ezért az ilyen termékeket ritkábban használják, mint a hegesztetteket. Az acél tartományát a GOST 8732-78 határozza meg. Az ilyen csövek mérete és súlya közötti összefüggést speciális táblázatok adják meg. A paraméterek például a következők lehetnek.
Méret | Súly 1 m |
Az alábbiakban az elektromosan hegesztett és a kemencében hegesztett acélcsövek választékát tárgyaljuk. Paramétereiket a GOST-ok is pontosan meghatározzák.
Hogyan készülnek a varrat nélküli csövek?
Ennek a fajtának a termékeit 35-ös és 45-ös acélminőségből állítják elő folyamatos malomban. Ebben az esetben úgynevezett fekete blankokat használnak. Az utóbbiakat hengerművel varrják, majd körfűrészre küldik, hogy levágják a cső végét. Ezután a készterméket a keresztmetszetű malomba küldik, hogy kiegyenesítsék és csökkentsék a metszet oválisságát.
Hegesztett csövek: a népszerűség okai
Az ilyen típusú termékek, mint már említettük, népszerűbbek, mint a varrat nélküliek. Az ilyen csöveket már régóta használják a nemzetgazdaságban. Azonban in utóbbi évek népszerűségük jelentősen megnőtt. Ez elsősorban az új, fejlettebb hegesztési módszerek kifejlesztésének köszönhető, amelyek lehetővé teszik a legmegbízhatóbb és legtartósabb termékek előállítását. Így például 1941-ben a hegesztett csövek mindössze 38,8%-át gyártották. A többi zökkenőmentes volt. Az elektromos hegesztettek részaránya ugyanakkor mindössze 0,8% volt. 1965-re ezek a számok 50%-ra, illetve 35%-ra emelkedtek.
A hegesztett csövek felhasználási köre
Ma az ilyen termékeket mindenhol használják. Leggyakrabban olaj, gáz, víz stb. szivattyúzására szolgáló különféle csővezetékek lefektetésére használják. Az ilyen típusú csöveket általában közművekben is használják. Ebben az esetben vízcsövek és csatornarendszerek lefektetésére szolgálnak. A hegesztett csöveket felső gázvezetékek összeszerelésére is használják, vízelvezető rendszerek stb.
A gépészet egy másik terület, ahol hegesztett csöveket használnak. Különféle építészeti elemek gyártására is használják: bejárati előtetők, napellenzők, gyermekhinták, vízszintes rudak stb. mezőgazdaság Az öntözőrendszereket ezek segítségével gyűjtik össze.

A hegesztett csövek fő típusai
Az ilyen típusú termékek a következőkben különbözhetnek:
A cikkből megtudjuk, hogyan, milyen szabályozási dokumentumok szerint és miért gyártják az acélcsöveket.
Csövek osztályozása
Miben különböznek a csövek?
- Lineáris méretek. A cső hossza, átmérője és falvastagsága egyszerű műszerekkel mérhető; A szortiment megtekinthető a megfelelő szabványban.
Minek felel meg? A cső előállításának módja. Ezért a következő pont. - Gyártási módszer. Vannak hegesztett spirális és egyenes varratú csövek; varrat nélküli melegen deformált és varrat nélküli hidegen hengerelt;
- Korróziógátló bevonat jelenléte. Ez általában a cső belső és külső felületére felvitt cinkréteg.
Szabványok
Melyik GOST szerint gyárthatók kerek acélcsövek?
Elektromos hegesztett csövek
A GOST 10704 91 szerint az elektromosan hegesztett acélcsöveket egyenes varrással gyártják.
Mit mond még a szabvány?
- A csövek nem mérhető hosszúságban gyárthatók (2 métertől 30 mm átmérőig, 3 métertől 30-70 mm átmérőig, 4 méterig 70-152 mm átmérőig és 5 méterig a átmérője meghaladja a 152 mm-t);
- Lehetőség van mért hosszúságú csövek gyártására (5-9 méter átmérő tartományban 70 mm-ig, 6-9 méter átmérő tartományban 70-219 mm és 10-12 méter átmérő tartományban 219-426 mm ). A 426 mm-nél nagyobb átmérőjű csöveket kizárólag nem mért méretben gyártják;
- A mért hosszúság többszörösének megfelelő hosszúságú csöveket is elő lehet állítani. Ebben az esetben a többszörös méretnek legalább 250 mm-nek kell lennie, és az egyes vágásoknál 5 mm-nek kell lennie (kivéve, ha az ügyféllel más paraméterekről állapodnak meg);
- Kisebb eltérések a megadott átmérőtől elfogadhatók; A tűréshatárok a melléklet megfelelő táblázatában láthatók.
A GOST 10704 91 acélcsövek méreteinek teljes listája szintén megtalálható a cikk mellékletében.
Kérjük, vegye figyelembe: ez a GOST nem vonatkozik a spirálhegesztett acélcsövekre; tartományukat például a GOST 20295-85 és a GOST 8696-74 jelzi.
Melegen alakított varrat nélküli csövek
A melegen deformált csöveket a GOST 8732 - 78 szabvány szerint gyártják. A teljes választék megtalálható a cikk mellékletében.
Az átmérőn, a fajsúlyon és a falvastagságon kívül a melegen alakított acélcsövek GOST-ja a következőket mondja:
- A csöveket 4-12,5 méter nem mért hosszúságban vagy azonos határokon belül mért hosszúságban lehet gyártani;
- Lehetőség van a mért hosszúság többszöröse hosszúságú csövek gyártására, minden egyes vágási ráhagyással öt milliméter;
- A maximális hossz-eltérés nem haladhatja meg a +10 millimétert a legfeljebb 6 méteres csövek és a +15-öt a 6 méteres vagy annál hosszabb vagy a 152 milliméter átmérőjű csövek esetében;
- A cső átmérőjének és falvastagságának maximális eltéréseit táblázatok szabályozzák, melyek ismét a mellékletben találhatók;
- Sem a falvastagság különbsége, sem a csövek oválissága nem lépheti túl az átmérőben vagy falvastagságban mért maximális eltéréseket;
- A cső tetszőleges szakaszának görbülete 1,5 mm/1 méter hosszúságra korlátozódik a 20 milliméternél kisebb falvastagságú csövek esetében, 2 milliméter a 20-30 milliméter vastagságú falak és 4 mm a falvastagságú falak esetében. vastagsága legalább 30 mm.

Hidegen alakított varrat nélküli csövek
Gyártásukra a GOST 8734-75 szabvány vonatkozik.
Mit érdemes tudni ezekről a csövekről?
- Extra vékony falú, vékony falú, vastag falú és extra vastag falúra oszthatók. A kritérium a cső külső átmérőjének és a falak vastagságának aránya; Vékonyfalú és extravékony falú csövek esetében a falvastagság abszolút értéke is fontos.
Az extra vékony falú csövek átmérő/fal aránya több mint 40, vagy a faluk vékonyabb, mint 0,5 mm, átmérője pedig legfeljebb 20 mm; vékony falú - 12,5-40 vagy 1,5 mm-es fal, legfeljebb 20 mm átmérőjű; a vastag falú csövek átmérő/fal aránya 6-12,5 tartományban van; extra vastag falú – hatnál kevesebb.
- A csöveket 4,5 - 9 méter közötti mért hosszúságban, legfeljebb +10 milliméteres hossz eltéréssel vagy 1,5 és 11,5 méter közötti nem mért hosszúságban lehet gyártani;
- Lehetőség van a mért hosszúság többszörösének megfelelő hosszúságú csövek gyártására is. A csövek hossza 1,5 és 9 méter között lehet, vágásonként 5 milliméteres ráhagyással.
- A GOST szerint a hidegen alakított acélcsövek maximális eltéréseket mutathatnak a mellékletben megadott méretektől.

A vastag falú csövek minden esetben varrat nélküli csövek
Víz és gáz vezetékek
Víz és gáz cső acél GOST A 3262 75 külön szabvánnyá válik, bár gyártási szempontból elektromos hegesztésű. Azonban víz- és gázvezetékekhez való (a mellékletben található).
Kívül:
- A (mért és nem mért hosszúságú) csöveket 4-12 méteres tartományban gyártják;
- Menet nélkül vagy vágott vagy hengerelt csőmenettel szállíthatók;
- Cső hengerelt menettel történő ellátása esetén a cső belső átmérője legfeljebb 10 százalékkal csökkenthető a menet teljes hossza mentén;
- A cső görbülete legfeljebb 20 mm névleges furat esetén nem haladhatja meg a 2 mm/hosszúságot, és az 1,5 mm-t 20 mm-nél nagyobb névleges furat esetén.
Fontos: a horganyzott csövekre nincs külön szabvány vagy tartomány.
Ennek a GOST-nak megfelelően azonban horganyzott acélcsöveket gyártanak.
Ezenkívül az egyenes varratú, elektromosan hegesztett csövek horganyzása is biztosított.
Azonban semmi sem akadályozza meg abban, hogy bármilyen csövet horganyozzon, függetlenül attól, hogy milyen technológiával gyártották.

Termelés
Hegesztett csövek
Minden hegesztett cső alapanyaga egy lapos acéllemez; leggyakrabban azonban tekercsbe hengerelve szállítják a kohászati üzemből.
- A lapot keskeny hosszanti csíkokra vágják;
- A szalagokat végtelen keskeny szalaggá hegesztik;
- A szalagot hengerek görgők egy nyitott varrású, kerek darabká tekerik;
- Ezután a varrást felforraljuk;
- A csövet a következő tekercsekben kalibráljuk;
- A varrat szivárgási vizsgálata megtörtént. A leggyakrabban az örvényáramú hibaészlelést használják, de kaphatók ultrahangos hibaérzékelők is;
- A csövet a kívánt hosszúságú darabokra vágják és a raktárba küldik.
Fontos: a TIG-vel hegesztett csöveket - inert gázkörnyezetben volfrámelektródával - a legtartósabbnak tekintik.
A nagyfrekvenciás áramú indukciós hegesztéssel készült HF-hegesztett csövek azonban észrevehetően olcsóbbak. Ennek oka az, hogy a hegesztési sebesség körülbelül 20-szor nagyobb, mint a TIG-nél.

A vonal egyik végén keskeny acéllemez látható. A másikon kész hegesztett csövek. Egy személy jelenléte csak az ellenőrzéshez szükséges
Varrat nélküli csövek
Melegen deformált cső gyártása be általános vázlatígy néz ki:
- Egy kemencében felmelegítenek egy monolit hengeres nyersdarabot - egy rudat az acél átkristályosodási pontja feletti hőmérsékletre; ebben az esetben a fém műanyag lesz;
- Egy lyukasztó malomban a munkadarabot üreges hengerré alakítják. Külsőleg már egy cső, de meglehetősen szabálytalan alakú és a céltól távoli méretekkel;
- Ezt követően kezdődik a munkadarab tényleges hengerezése görgőkkel- forró deformációja. A jövőbeli cső eléri a szükséges átmérőt és falvastagságot, majd lehűti és kalibrálja;
- A kész csövet a kívánt hosszúságú darabokra vágják és tárolják.

A hidegen deformált varrat nélküli csövek gyártása csak két szempontból különbözik:
- A lyukasztó malom után a munkadarabot (ezt hüvelynek hívják) vízzel lehűtik, és minden további műveletet hidegen hajtanak végre;
- A végső kalibrálás előtt egy kötelező gyártási lépés az izzítás - átkristályosodási hőmérsékletre melegítés és hűtés. Ebben az esetben a deformáció során felhalmozódott belső feszültségek elhagyják a fémet; ráadásul viszkózusabbá válik.
Figyelem: a vastag falú acélcsövek zökkenőmentesen készülnek.
A melegen deformált cső falainak vastagsága elérheti a 75 mm-t, a hidegen deformált csőé pedig a 24 mm-t.
Szükség esetén lehetőség van a szabványokon kívüli extra vastag falú csövek gyártására is. Ez kalibrált munkadarab fúrásával történik.
Galvanizálás
Ha egy csövet korróziógátló bevonattal kell ellátni, akkor úgynevezett horganyzást alkalmaznak.
Jó néhány módszer létezik a cső bevonására cinkréteggel; ipari méretekben azonban csak két módszert alkalmaznak a csövek gyártásához:
- Tűzi horganyzás. A csövet olvadt cinkbe merítik. Olvadáspontja sokkal alacsonyabb, mint az acélé; lehűlés után vékony, egyenletes film képződik a cső felületén;
- Galvanikus horganyzás. Savas oldatos környezetben jelentős potenciálkülönbség jön létre a cinkelektróda és a cső között; az elektróda feloldódik és a cink leülepedik a cső felületén.
A módszer fő hátránya a cinksókat tartalmazó toxikus elektrolit ártalmatlanításának szükségessége.




