У багатьох технічних пристроїв, а також у більшості предметів домашнього вжитку є різьбові з'єднання, які людство почало використовувати з найдавніших часів. До основних інструментів, за допомогою яких виготовляються елементи таких сполук, належить мітчик. Його застосування дозволяє швидко і без особливих труднощів нарізати на внутрішній поверхні отвори точне та якісне різьблення.
Конструктивні особливості
Перші інструменти для нарізки внутрішнього різьбленнявідрізнялися примітивною конструкцією і являли собою чотиригранний стрижень, на робочому кінці якого, заточеному під пологий конус, випилювалися ріжучі зуби. Різьблення при використанні такого мітчика нарізалося за допомогою його загвинчування у внутрішню частину гайки або в попередньо підготовлений отвір оброблюваному виробі. Природно, такий інструмент мав безліч недоліків, до найбільш значущих з яких слід віднести відсутність на різальній частині задньої поверхні, а також негативне значення переднього кута. Згодом конструкція мітчиків стала більш продуманою, і сьогодні вони дозволяють створювати точне та якісне внутрішнє різьблення.
У будь-якому мітчику для нарізування різьблення на внутрішніх поверхнях оброблюваних виробів незалежно від геометричних параметрів і призначення є такі елементи:
- бічні канавки (їх може бути від 2 до 6);
- конічна забірна частина;
- калібруюча частина, яка має циліндричну форму.
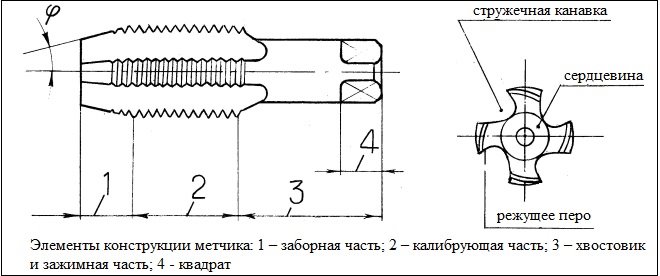
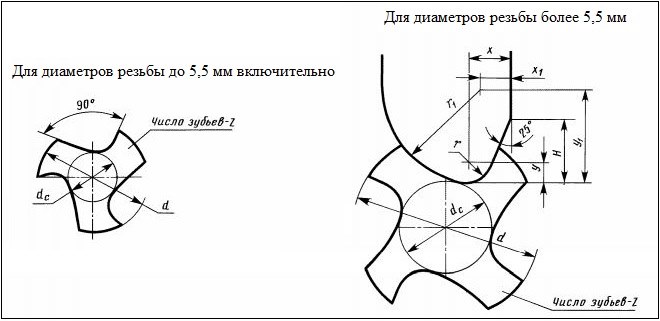
Канавки, розташовані на бічній поверхні інструменту, вздовж всієї його довжини, одночасно виконують дві функції: забезпечення відведення стружки із зони обробки та полегшення підведення в таку зону змащувально-охолоджуючої рідини (СОЖ). Форму, яку канавка мітчика має у поперечному перерізі, визначають дві її поверхні, одна з яких є передньою гранню ріжучого зуба інструменту, а друга його спинкою. За типом профілю стружкові канавки бувають наступних видів:
- однорадіусні (з канавками такої форми виробляються переважно мітчики калібрувального типу);
- з прямолінійними передньою та задньою поверхнями (інструменти з канавками такої форми використовуються для нарізування різьблення всередині гайок);
- з прямолінійною передньою та радіусною задньою поверхнями (більшість мітчиків виробляється зі стружковими канавками саме такого типу).
Канавки можуть розташовуватися по-різному: розрізняють прямолінійні, а також праві спіральні або ліві. З канавками прямолінійного типу виготовляються універсальні мітчики загального призначення. Зі спіральними лівонаправленими канавками виготовляються мітчики, що використовуються для нарізування різьблення на прохід. Стружка, створювана таким інструментом, рухається попереду нього по отвору, що обробляється, тим самим виключається ризик псування вже нарізаної різьби. При використанні мітчиків із правим напрямком закручування канавок стружка виводиться із зони обробки до хвостовика інструменту. Правосторонні мітчики з цієї причини оптимально підходять для нарізання різьблення у глухих отворах.
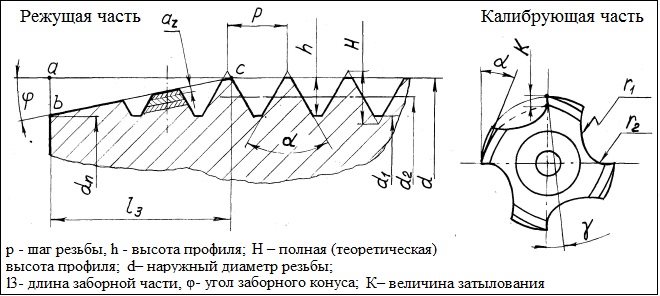
Забірна частина мітчика, як уже говорилося вище, має конічну форму, що полегшує процес входження інструменту в отвір, що обробляється. Конкретне значення кута нахилу забірної частини, який може перебувати в діапазоні 3–20°, вибирають залежно від того, для якого типу обробки використовуватиметься інструмент – чорновий, проміжний або чистовий.
Циліндрична калібрувальна частина виконується із зворотним заниженням величиною до 0,1 мм, що необхідно для того, щоб зменшити сили тертя, що виникають у процесі нарізки різьблення. Зменшити силу тертя між робочою частиною мітчика і оброблюваною поверхнею дозволяє також потилиця задньої поверхні ріжучих зубів, що виконується від вершини на 1/3 їх ширини. Таким чином, створюється заниження задньої поверхні ріжучих зубів, величина якого для інструментів діаметром 12-30 мм становить близько 0,1 мм.
Види за призначенням
Сучасна промисловість випускає різні видимітчиків, які відрізняються один від одного конструктивним виконанням та функціональними можливостями. Так, за своїм призначенням мітчики можуть належати до одного з таких типів.
СлюсарніДані інструменти найчастіше є ручними і використовуються в комплекті зі спеціальним коміром, за допомогою якого мітчику повідомляється про обертання. Як правило, вони випускаються і використовуються комплектами, що складаються з двох-трьох інструментів, кожен з яких знімає з поверхні лише частину припуску. Розміри мітчиків, що входять до такого комплекту (зокрема, їх робочі діаметри), різняться. Перший з інструментів, на хвостовик якого нанесено позначення у вигляді однієї рисочки, використовується для виконання чорнової обробки, другий (з двома рисочками на хвостовику) – для проміжної, а третій (відповідно, з трьома рисочками) – для фінішної обробки різьби, що нарізається.

Це інструменти, за допомогою яких різьблення може нарізатися як вручну, так і на верстатах різного типу (токарних, свердлильних, агрегатних та ін.). Від слюсарних такі мітчики відрізняються лише дещо укороченою забірною частиною та вищою стійкістю до механічних навантажень.

Гайкові
За допомогою таких інструментів, як випливає з назви, виконують нарізання різьблення в гайках. Гайки, в яких таким мітчиком вже нарізане різьблення, не скручуються з інструменту, а переміщуються на його видовжену хвостову частину. Хвостовики гайкових мітчиків, за допомогою яких різьблення нарізається на свердлильних верстатах, мають прямолінійну форму. Гайки з нарізаним різьбленням, переміщені на такий хвостовик, просто струшуються з нього після вилучення інструменту з патрона верстата. Для нарізування гайок на різьбонарізних автоматах використовуються мітчики, хвостовки яких мають вигнуту форму. При виконанні різьблення таким способом гайки під напором один одного проштовхуються по вигнутому хвостовику інструменту, досягають його кінцевої частини та падають у підготовлену тару.
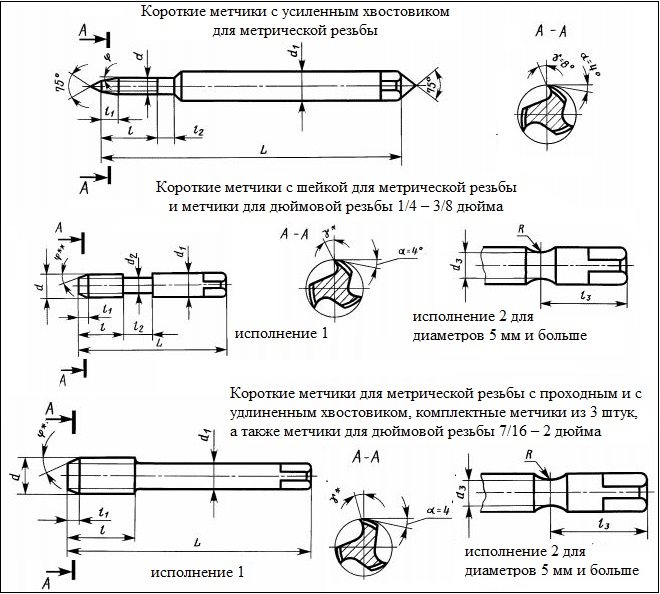
Вимоги до конструкції та розмірів як ручних, так і машинних мітчиків для нарізування метричного різьблення обумовлює ГОСТ 3266-81, який так і називається: «Мітчики машинні та ручні. Конструкція та розміри».
Ознайомитись з вимогами ГОСТ до ручних та машинних мітчиків можна, завантаживши документ у форматі pdf за посиланням нижче.
Види по конструкції
За своїм конструктивним виконанням мітчики також поділяються на різні види. Так, залежно від цього параметра розрізняють інструменти:
- зі стружковими канавками укороченої довжини, які також називають безканавковими (конструкція таких мітчиків спеціально розроблена для того, щоб нарізати різьблення в деталях з в'язких низьковуглецевих сталей, алюмінієвих сплавів, а також міцних легованих сталей);
- з канавками, розташованими по гвинтовій лінії (встановлюють такі інструменти на обробні центри та використовують для нарізки глухого різьблення);
- з різальними зубами, розміщеними в шаховому порядку (за рахунок того, що ріжучі зуби на калібрувальній частині такого інструменту зрізані через один, вдається домогтися зменшення сили тертя при обробці);
- ступінчастого типу з робочою частиною, розділеною на дві ділянки, кожна з яких виконує свою функцію (наприклад, є ступінчасті мітчики, перша ділянка яких працює за генераторною схемою, а друга – за профільною; у ступінчастих інструментів інших типів перша ділянка виконує різальну функцію, а другий – вигладжуючу);
- комбіновані (це фактично два інструменти в одному: їхня ріжуча частина, виконана в єдиній конструкції, починається зі свердла, а закінчується мітчиком);
- мітчики-протяжки, що використовуються для нарізування різьблення в наскрізному отворі будь-якого діаметру (з їх допомогою різьблення нарізається на токарних верстатах, в патроні яких закріплюється оброблювана деталь, а в різцетримачі – хвостовик використовуваного інструменту; переміщення мітчика в процесі нарізування стань, а обертання оброблюваної деталі – обертанням шпинделя);
- з внутрішньою порожниною, за рахунок якої відбувається охолодження інструменту в процесі обробки (використання таких мітчиків, встановлених на спеціалізованому чи багатоопераційному устаткуванні, дозволяє значно підвищити продуктивність нарізки різьблення);
- дзвонові (такі мітчики використовуються для нарізування внутрішнього різьблення великого діаметру (50-400 мм) і мають збірну конструкцію, що складається з окремих різальних елементів).
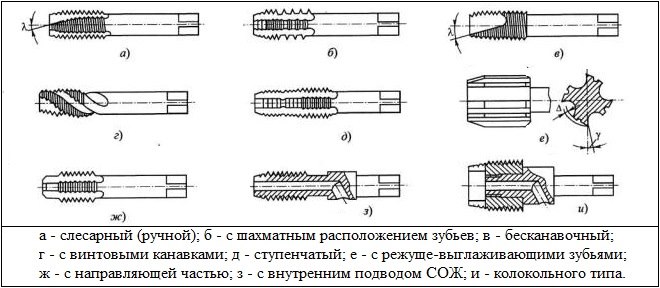
Конструктивно всі перераховані вище мітчики настільки різняться між собою, що відрізнити їх один від одного можна навіть по фото.
Типи різьби, що нарізається
Використовуючи мітчики різних категорій, як і різні види плашок, можна формувати на внутрішніх поверхнях деталей різьблення різних типів. Залежно від типу різьби, що нарізається, мітчики поділяються на наступні категорії.
МетричніЦе мітчики, за допомогою яких нарізаються метричні різьблення. Нарізуваний елемент різьблення у разі має форму рівнобедреного трикутника, проте її параметри вимірюються в міліметрах. У маркуванні таких мітчиків міститься буква «М». Для підбору мітчиків метричних та діаметру підготовчого отвору використовується спеціальна довідкова таблиця.
ДюймовіРобоча частина таких мітчиків має конічну форму. Діаметр дюймових інструментів вимірюється у дюймах, а крок – у кількості ниток на один дюйм (25,4 мм). Ухил середньої поверхні мітчиків цього типу становить 1°47'24».
ТрубніСюди відносяться циліндричні та конічні мітчики, що використовуються для нарізки різьблення в елементах трубних з'єднань.
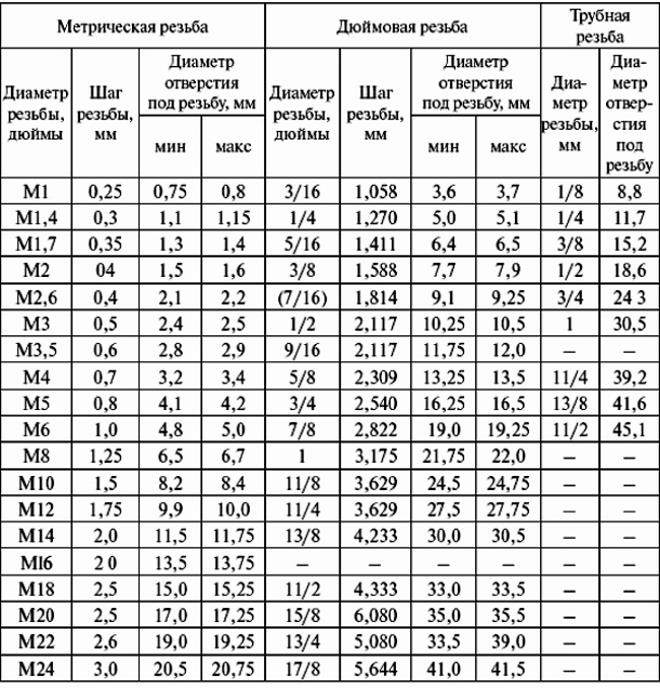
Таблиця 1. Параметри мітчиків та розмір отвору під різьблення
Мітчики можна використовувати для отримання отворів як з правим, так і з лівим різьбленням. Мітчики для лівого різьблення, якщо порівнювати їх у реальності чи з фотографіями з інструментами правого типу, відрізняються від останніх лише напрямом підйому гвинтової лінії своєї різальної частини.
Традиційний спосіб зчленування різних деталей – механічний. Стосовно труб це означає їх зрощування за допомогою різьбових з'єднань і відповідних фітингів. В основному така методика використовується при стикуванні зразків із металів або деяких композитних матеріалів. Якими інструментами проводиться нарізка різьблення на трубах, як саме це робиться – тема статті.
По наведеній таблиці неважко розібратися, ніж один вид різьблення відрізняється від іншого.
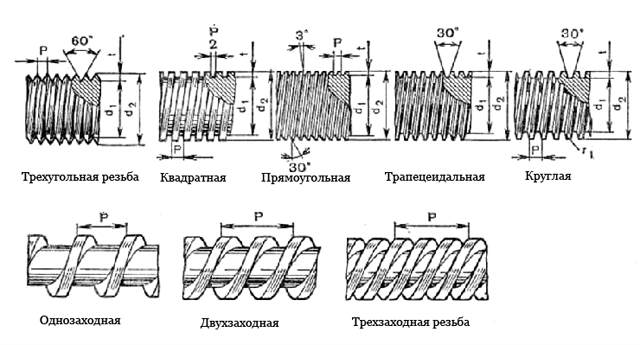
Основні параметри різьблення – крок, діаметри, висота профілю тощо – наведені на схемах.
Технологія нарізки різьблення та необхідні інструменти
Різьблення можна отримати як вручну, так і з використанням верстатного обладнання. Останній варіант розглядати не має сенсу, оскільки фахівцю всі нюанси такої роботи добре відомі. Крім того, нарізка різьблення може проводитись на різних моделях установок, із застосуванням того чи іншого інструменту, залежно від типу верстата.
А ось у побуті або при монтажних роботах на об'єкті різьблення нарізається, за рідкісним винятком, за допомогою найпростіших пристроїв, або, як заведено говорити, своїми руками. Це читачеві цікавіше, тому на ручних способах нарізки і зупинимося.
Зовнішнє різьблення
Плашки (лірки). Сортамент цих виробів є значним. Кожен зразок відповідає певному діаметру труби, де проводиться нарізка.

Плашки розрізняються за якістю обробки металу та класифікуються на вироби для «грубої» (чорнової) та «точної» (чистової) нарізки. Ціна - від 68 рублів за зразок.
Плашкотримачі.Випускаються в різних модифікаціях - звичайні, універсальні, з тріскачкою. Ціна – від 139 рублів.

Як збирається пристрій для нарізки різьблення, відомо з малюнка.
Порядок дій з нарізки різьблення
- Обрізання торця труби. Кут - прямий по відношенню до поздовжньої осі. Інструменти – труборіз або .
- Підготовка поверхні ділянки. Зона, де передбачається нарізка різьблення, ретельно зачищається від сторонніх нашарувань.
- Перша проходка різьблення. На трубу насаджується «чорновий» плашок. Для кращого ковзання на оброблювану ділянку наноситься тонкий шар олії.
- Друге проходження. Встановлюється інструмент "чистовий". Його накручування на трубу проводиться поступово, із систематичною зміною напрямку руху (за, потім проти годинникової стрілки). Візуально контролюється чистота різьблення та визначається достатність тих чи інших дій.
- Контроль якості. Для того щоб визначити правильність нарізки (відсутність дефектів, викривлень тощо), на трубу встановлюється будь-який виріб (з відповідними параметрами різьблення), яке вдасться накрутити на цей діаметр - зганяння, муфта, гайка. Якщо зразок легко пройшов по всій ділянці, роботу вважатимуться закінченою.
Існує і ще один інструмент для нарізування зовнішньої різьблення – клуп. На ринку він нещодавно, і не всі слюсаря, навіть зі стажем, можуть похвалитися тим, що працювали з ним. Пристрій досить простий.

Основу взято від відомої плашки. А ось ріжучі кромки – вставні. По суті, це складання, тоді як лерка – виріб монолітний. Клупи поділяються на ручні зразки та електричні моделі. Тому для підвищення продуктивності в побутових умовах верстат купувати (брати в оренду) не доведеться. Ціна дупів - від 479 рублів. Вони продаються і комплектами, отже вибір є.

Вартість комплектів - від 14570 рублів (механічних) і від 32800 рублів (електричних). Виробники постачають зразки і зі змінними різцями, що робить їх зручнішими у використанні (від 798 руб/шт.). Є вироби, для яких не потрібні власники. Вони легко провертаються ріжковим (газовим) ключем.

Внутрішня різьба
Мітчики. Як і з плашками, для кожного діаметра – свій інструмент.
Ціна – від 412 рублів.
Мітчикоутримувачі.Призначення зрозуміле. Друга вживана назва - комір. Ціна – від 170 рублів.

- Обрізка торця та зачистка (але в даному випадку – зсередини труби).
- Мастило робочої зони.
- Первинна та вторинна проходки різьблення.
- Перевірка якості вкручуванням відповідного болта.

Особливості нарізки різьблення на композитних матеріалах
Головним чином це стосується труб зі склопластику, так як вироби з ПП, ПЕ, металопластику з'єднуються зовсім іншими способами. Технологія нарізки різьблення інструментом дещо відрізняється від аналогічної операції, що проводиться на металовиробах. Таке з'єднання не має високої міцності, але для склопластиків вважається основним і використовується значно частіше, ніж методики заливання компаунду, напресування, формування профілю та ряд інших.
Що враховується при нарізанні різьблення?
- Схема армування склопластику. Виходячи з цього, визначається напрямок обробки зразка.
- Низька теплопровідність композиту. Для виключення перегріву інструменту необхідно забезпечити ефективне відведення тепла. Спосіб охолодження спеціальною рідиною при роботі з подібними матеріалами незастосовний через підвищене вологопоглинання багатьох з них.
- Невисока точність нарізки різьблення. Насамперед внаслідок пружності склопластику та його специфічної структури. Якщо вимоги до цього параметра високі, вибирається інший спосіб обробки.
- Шарувата структура матеріалу. Це особливо проявляється при підвищеному зносі різального інструменту. У будь-якому випадку після нарізки різьблення проводиться зачистка робочої зони.
- Особливі вимоги щодо ТБ. Насамперед – через підвищене пилоутворення.
Сама по собі технологія нарізування будь-якого різьблення не є чимось складним. Усі операції – найпростіші. Правильний вибірінструмента, дотримання алгоритму дій та облік особливостей «заліза», що обробляється, гарантують відмінний результат.
Короткий шлях http://bibt.ru
Інструменти для нарізування внутрішнього та зовнішнього різьблення. Мітчики. Плашки.
Внутрішні різьби нарізають мітчиком (рис. 36 а), а зовнішні - круглими плашками (рис. 36 в г).
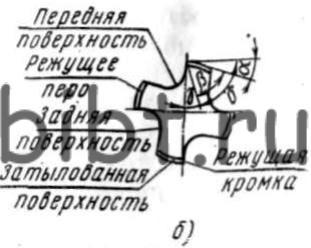
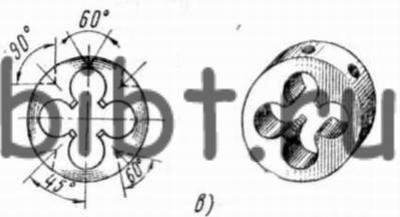
Мал. 36. Інструменти для нарізування різьблення:
а - мітчик та його елементи, б - кути заточування мітчика: α - задній, γ -передній, β - загострення, δ -кут різання, в - цілісна кругла плашка, г - розрізна плашка, д - комір для круглих плашок
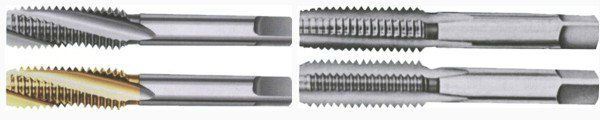
Мітчикивиготовляють у вигляді гвинта з прямими або гвинтовими канавками. Канавки утворюють ріжучі кромки. Мітчик складається з робочої частини та хвостовика. На кінці хвостовика є квадрат для закріплення мітчика у патроні або у комірці. Робоча частина мітчика складається із забірної (конусної) та калібруючої частин. Забірна частина нарізує різьблення, що калібрує - служить для спрямування при нарізанні та для зачистки та калібрування різьбового отвору.
Вручне різьблення нарізають комплектом, що складається з двох або з трьох мітчиків: чорнового, середнього та чистового. Спочатку нарізають чорновим, а потім – середнім. Чистовий мітчик використовують для остаточного нарізування різьблення та його калібрування. Мітчики відрізняють за кількістю рисок на хвостовику.
Крім ручних мітчиків, є машинні, які відрізняються від ручних формою своєї робочої частини.
Мітчики бувають з правим і лівим різьбленням. При нарізанні правого різьблення мітчик обертають за годинниковою стрілкою, а при нарізуванні лівою - проти годинникової стрілки.
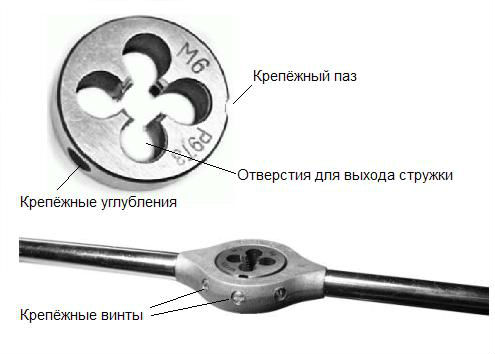
Плашки(див. рис. 36, в) використовують при нарізанні різьблення як вручну, так і на верстатах. Плашка має проріз, завдяки якому її регулюють, тобто дещо збільшують або зменшують діаметр різьблення в межах 0,1-0,25 мм. Регулюють плашку трьома гвинтами коміра (див. рис. 36, г): один входить у проріз і при вкручуванні може дещо розширити плашку, а два інших - стиснути її.
Для нарізування зовнішніх різьбленьзастосовується спеціальний інструмент - плашки. Принципово конструкція їх різального апарату аналогічна конструкції мітчика для нарізування внутрішніх різьблень. Однак якщо мітчик є гвинтом з прорізаними вздовж нього канавками, то плашка - гайку з прорізаними канавками, що утворюють ріжучі грані інструменту.
Плашки та лерки
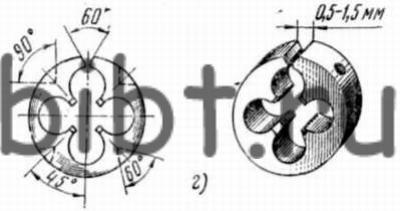
Робоча частина плашки(рис. 3.94) складається з двох частин - паркану та калібруючої. Забірна частина є конусною з кутом 40 ... 60 °, вона розташована по обидва боки плашки, а її довжина становить 1,5 ... 2 витка. Частина, що калібрує зазвичай складається з 3 ... 5 витків.
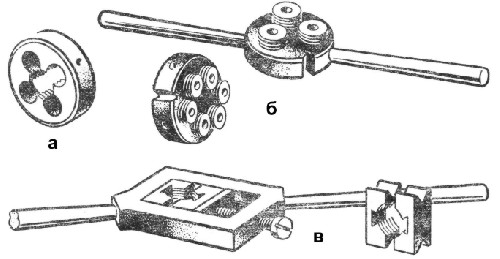
При слюсарному (ручному) нарізуванні зовнішніх різьблень застосовуються плашки різних конструкцій: круглі, які іноді називаються лерками, розсувні (клупи) та спеціальні, для нарізування труб.
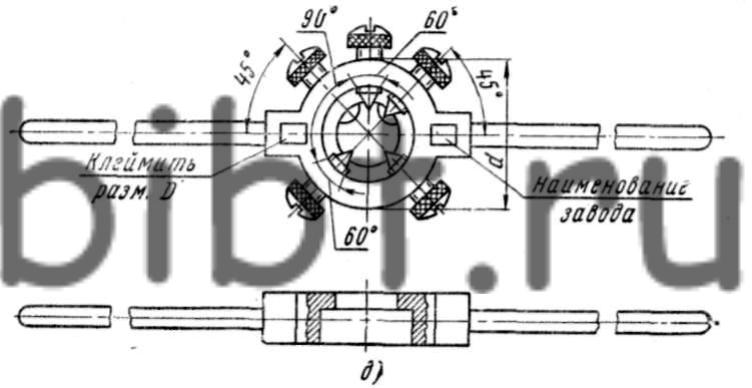
Круглі плашки (лірки)(див. рис. 3.94) являють собою різьбове кільце з кількома канавками для утворення ріжучих кромок та виведення стружки при нарізанні різьблення. Круглі плашки виготовляються цільними та розрізними, пружними. Різьблення на стрижнях за допомогою плашок нарізається вручну з використанням комірів або на свердлильних та токарних верстатах, за допомогою спеціальних оправок. Розрізні плашки завдяки своїм пружним властивостям дозволяють регулювати величину середнього діаметра різьблення.
Лерки виготовляютьз інструментальних легованих сталей марок 9ХС і ХВСГ або швидкорізальної сталі.
Квадратна (розсувна) плашка(Рис. 3.95) складається з двох половин, що зміцнюються в спеціальній рамці з рукоятками - клуппе, кутові виступи якого входять відповідно в канавки плашки, утримуючи її половинки. Одну з половинок плашок можна переміщувати для встановлення плашки на потрібний середній діаметр різьблення. Закріплюється плашка за допомогою гвинтів. В даний час нарізування різьблення з використанням таких плашок здійснюється дуже рідко, так як вони не забезпечують достатньої точності різьблення.
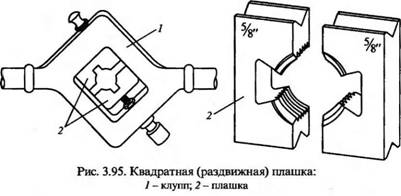
Закріплюється плашка за допомогою гвинтів. В даний час нарізування різьблення з використанням таких плашок здійснюється дуже рідко, так як вони не забезпечують достатньої точності різьблення.
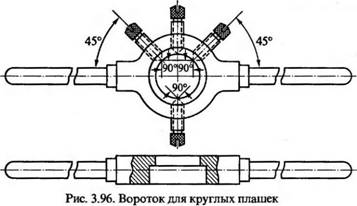
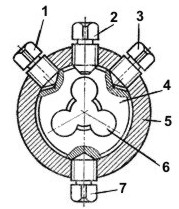
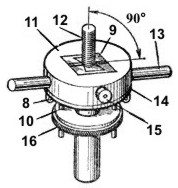
Ворота для круглих плашок (рис. 3.96) є круглою рамкою з виточкою, в отворі якої поміщається кругла плашка. Плашка в отворі утримується від провертання за допомогою трьох стопорних гвинтів, конічні хвостовики яких входять у поглиблення, виконані на поверхні корпусу, що утворює, плашки. Четвертий гвинт дозволяє регулювати середній діаметр різьблення.
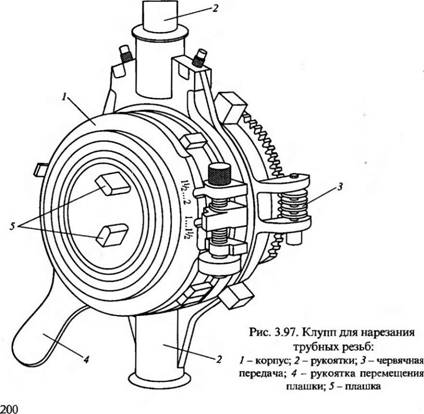
Інструмент та процес нарізування зовнішніх трубних різьблень (рис. 3.97). Найчастіше зовнішнє різьблення на трубах нарізається з використанням дупів з розсувними плашками. Клуп забезпечений комплектом плашок для нарізування трубних різьблень діаметром 1/2…% дюйма, 1… 1 '/4 дюйма та 1 '/2 ..2 дюйма і сконструйований таким чином, що переміщаються в його корпусі 1 чотири плашки 5 можуть одночасно наближатися до центру чи розходитись від нього. Переміщення плашок забезпечує спеціальний поворотний пристрій клуппа - планшайба, що приводиться в рух рукояткою 4. Точна установка плашок на розмір різьби, що нарізається здійснюється по лімбу, що є на корпусі клуппа, а настановні переміщення відбуваються за допомогою черв'ячної передачі 3. Після установки плашок на заданий розмір різьби положення фіксується натиском спеціального упору - "собачки". Після нарізання різьблення клупп не звинчують з обробленої заготовки, а розсувають плашки поворотом рукоятки 4 клупа і знімають його з обробленої заготовки. Крім ріжучих плашок в клуппі є три напрямні плашки (гладкі, без різьблення). Вони забезпечують стійке положення клупа на трубі у процесі обробки; їх установка проводиться обертанням гвинта черв'ячного передачі 3. На трубах діаметром від дюйма і менше різьблення вручну нарізають спеціальними трубними круглими плашками.
При нарізуванні різьблення на трубахслід враховувати характер з'єднання їх у трубопроводі. При нарізанні різьблення для нероз'ємного трубного з'єднання довжина нарізаної частини труби повинна становити 1/2 довжини з'єднувальної муфти за вирахуванням довжини різьблення, що припадає на 1…1,5 витка різьблення. При нарізанні різьблення для розбірних трубних з'єднань («на згін») на одній трубі нарізається різьблення, як для нероз'ємних з'єднань, а на іншому кінці труби довжина нарізаної частини повинна становити суму довжини сполучної муфти, контргайки мінус 1... 1,5 довжини витка для даної різьблення.
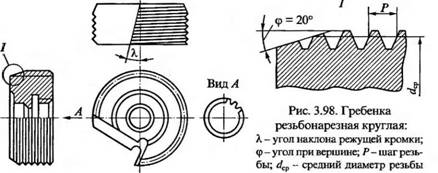
(рис. 3.98) використовуються для нарізування трубного різьблення на металорізальних верстатах (токарних та свердлильних) за допомогою спеціальних патронів. Гребінки випускаються комплектами із чотирьох штук; різьблення кожного гребінки комплекту зміщене по відношенню до попереднього на 1/4 кроку різьблення.
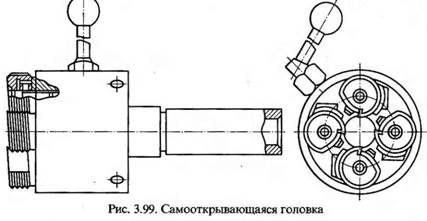
Для нарізування різьблень за допомогою гребінок призначені спеціальні гвинторізні головки, що самовідкриваються (рис. 3.99), в які встановлюються всі чотири головки комплекту.
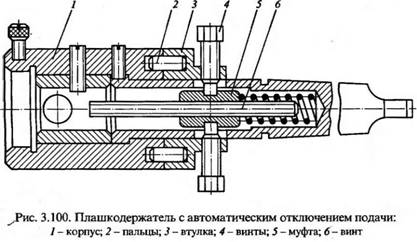
При нарізуванні зовнішніх різьблень на свердлильних та токарних верстатах застосовують спеціальний пристрій - ташкотримач з автоматичним відключенням подачі (рис. 3.100). Пристосування складається з хвостовика, на якому встановлена втулка з запресованими в неї пальцями 2. У втулку вкручені гвинти 4, кінці яких можуть входити в отвори муфти 5. Усередині муфти розміщений гвинт регулювальний 6. Плашка закріплюється гвинтом в гнізді корпусу . отвір шпинделя свердлильного верстата, або в отвір пінолі задньої бабки токарного верстата. При обробці торець стрижня, що обробляється, виходить з плашки і впирається в торець гвинта 6, змушуючи його переміщатися всередині хвостовика. На гвинті нагвинчена муфта 5, яка, переміщаючись разом з гвинтом б, стискає пружину. Рух муфти через 5 гвинти 4 передається втулці 3, яка переміщається по зовнішньої поверхніхвостовика доти, доки пальці 2 не вийдуть з отворів корпусу. У момент виходу пальців 2 з корпусу 1 він разом із встановленою в ньому плашкою починає обертатися. Перемикаючи обертання верстата на реверсивне, забезпечують виведення плашки із зони різання. Регулюючи виліт гвинта з муфти, можна нарізати різьблення різної довжини.
Змащувально-охолоджуючі рідини (СОЖ) при нарізанні різьблення служать для полегшення умов роботи інструменту, зниження шорсткості обробленої поверхні, а отже, для підвищення якості різьби, що отримується при нарізанні. Вибір СОЖ залежить від матеріалу заготовки, що обробляється. Так, наприклад, для охолодження сталі (конструкційної, інструментальної та легованої), чавуну, міді та алюмінію найчастіше використовується емульсія. Крім того, для охолодження чавуну та алюмінію застосовується гас.
Нарізання різьблень у міді, латуні та бронзі може виконуватися без охолодження.
Нарізування зовнішньої різьби
Різьбленняявляє собою гвинтову канавку, утворену на деталях обертання. Широко застосовується для з'єднання деталей між собою (кріпильна) та передачі руху (як, наприклад, у ходовому гвинті токарного верстата чи лещат).
У різьбових з'єднаннях застосовують болти, шпилькиі гвинти. Болт - Циліндричний стрижень з головкою на одному кінці і з різьбленням на іншому (див. рис справа а). Шпилька - Циліндричний стрижень з різьбленням на обох кінцях. Один кінець шпильки вкручується в одну з деталей, що з'єднуються, а на інший кінець встановлюють скріплювану деталь і нагвинчують гайку( б). Гвинт - циліндричний стрижень з різьбленням для вкручування в одну з деталей, що з'єднуються, і головкою різних форм( в).
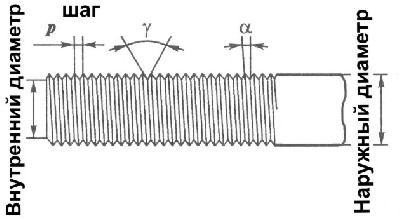
Основні елементи різьблення
: кут підйому гвинтової лінії а,
крок різьби р, кут профілю у, зовнішній та внутрішній діаметри(Рис. зліва). Залежно від призначення різьбового з'єднаннязастосовуються різні типирізьблення.

за напрямку витківрізьблення буває правоюі лівий(Рис. Праворуч). Найчастіше нарізають праве різьблення.
Для нарізування зовнішнього кріплення різьблення використовують спеціальний інструмент - плашки. Вони бувають круглі(Рис. зліва а), різьбонакатні(б) та розсувні(в).
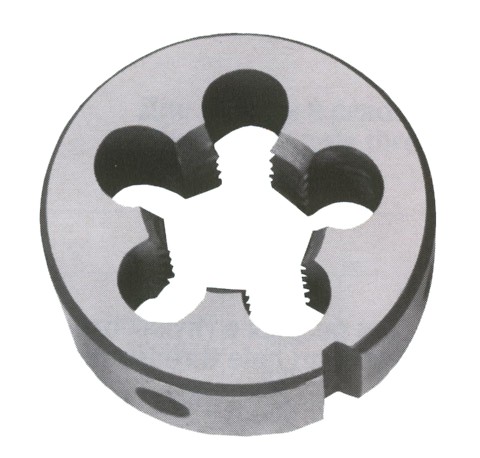
Кругла плашка (Рис. Праворуч) виконана у вигляді гайки із загартованої сталі. Різьблення плашки перетинають наскрізні поздовжні отвори. Режучі кромки, що утворилися, у формі клина і канавки забезпечують різання заготовки і одночасний вихід стружки. Для того, щоб торець стрижня (заготівлі) краще входив у плашку з торцевих сторін, її різьблення має меншу висоту профілю. Це так звана огорожа. Круглі плашки відповідно до стандарту призначені для нарізування метричного різьблення діаметром від 1 до 76 мм. Їх закладають у гнізда плашкотримача і фіксують там шпильками (або болтами) зі шліцом для викрутки.
Плашка 4 (рис. зліва) з спеціальними вирізами 6 кріпиться в плашкотримачі 5 або в комірцітрьома чи чотирма гвинтами залежно від її розмірів та умов експлуатації. Один чи два гвинти 7 служать для закріплення, гвинти 1 і 3 - для закріплення та стиснення плашки при регулюванні її розміру після прорізування перемички. Розтискається плашка за допомогою гвинта 2 .
У корпусі різьбонакатної плашки (Мал. бвище) встановлені накатні регульовані ролики з різьбленням. Метал заготовки не ріжеться, а вичавлюється. За рахунок цього поверхня різьблення виходить більш чистою, а саме різьблення - більш якісним і точним.
 Розсувні призматичні плашки
(Мал. ввище) складаються з двох напівплашок, що розсуваються і відсуваються.
Розсувні призматичні плашки
(Мал. ввище) складаються з двох напівплашок, що розсуваються і відсуваються.
Певний інтерес представляє комір для встановлення та кріплення плашок (рис. праворуч) з додатковим напрямним кільцем 16
, що допомагає витримувати напрямок на циліндричних заготовках. 12
(стрижнів, штовхачів прес-форм та гвинтів, знімачів штампів). Додатковий пристрій можна використовувати у звичайних комірах.
У внутрішній частині обойми 1
комір є оброблене квадратне вікно з вставленими призматичними плашками. На боці обойми встановлено гвинт 15
, притискаючи плашки 9
під час роботи, а з боків обойми в корпус 11
вкручені дві ручки 13
для захоплення руками. У нижній частині обойми встановлено шайбу 14
, закріплена гвинтами 8
, і два напрямні штифти 10
, по яких переміщається кільце 16
.
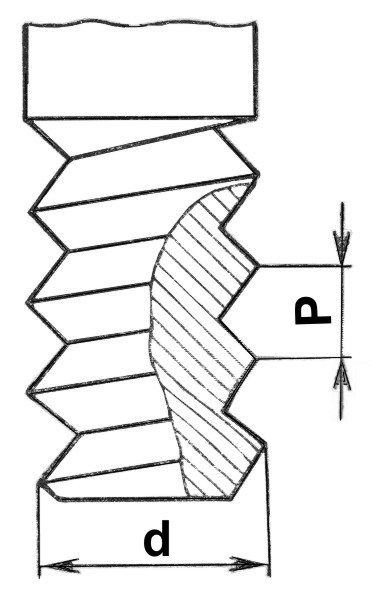
Для того, щоб нарізати різьблення плашкою на стрижні, треба спочатку дізнатися зовнішній діаметр різьблення dі її крок р(Див. рис. Зліва). Ці дані позначені на плашці. Потім по таблиці (див. табл. нижче) визначити діаметр стрижня для цього різьблення і вибрати заготовку.
| Діаметр різьблення | Крок(Р) | Діаметр стрижня | |
| Найменший | Найбільший | ||
| М 5 | 0,75 | 4,8 | 4,8 |
| М 6 | 1 | 5,8 | 5,8 |
| М 8 | 1,25 | 7,8 | 7,9 |
| М 10 | 1,5 | 9,75 | 9,85 |
| М 12 | 1,75 | 11,76 | 11,88 |
При цьому треба обов'язково враховувати, що коли нарізають різьблення, метал, особливо мідь, м'яка сталь, «тягнеться». Внаслідок цього діаметр стрижня трохи збільшується і посилюється тиск на різьбову поверхню плашки. Вона нагрівається, стружка налипає на ріжучі кромки, і різьблення стає «рваним». Все це знижує її якість. Тому діаметр стрижня повинен бути меншим за зовнішній діаметр різьблення на 0,1...0,3 мм залежно від розміру різьблення. Якщо діаметр стрижня буде меншим на 0,4...0,5 мм зовнішнього діаметра різьблення, то профіль різьблення виходить неповним.
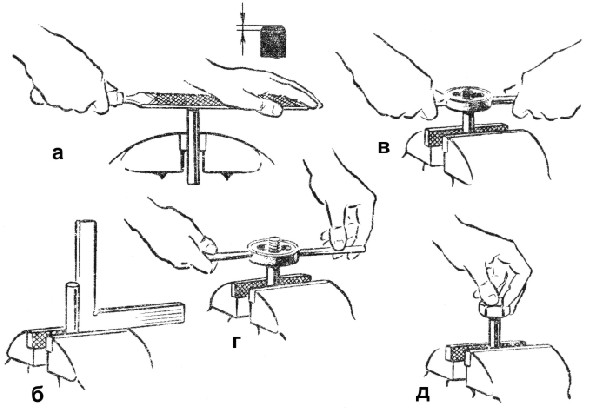 Вибрану заготовку треба виправити, розмітити, відрізати по розмітці і, закріпивши її в лещатах, напилком зняти фаску (рис. а) для того, щоб забірна частина плашки легше захоплювала метал. Слід перевірити якість плашки зовнішнім оглядом та накручуванням її на болт або шпильку з неушкодженим різьбленням. Необхідно також ретельно перевірити якість закріплення плашки в плашкотримачі, щоб виключити можливий її перекіс і прослизання в гнізді.
Вибрану заготовку треба виправити, розмітити, відрізати по розмітці і, закріпивши її в лещатах, напилком зняти фаску (рис. а) для того, щоб забірна частина плашки легше захоплювала метал. Слід перевірити якість плашки зовнішнім оглядом та накручуванням її на болт або шпильку з неушкодженим різьбленням. Необхідно також ретельно перевірити якість закріплення плашки в плашкотримачі, щоб виключити можливий її перекіс і прослизання в гнізді.
Перед нарізанням різьби розмічають на стрижні її довжину, стрижень закріплюють у лещатах так, щоб виступаючий над верхньою площиною губок кінець був більший частини нарізується на 20...25 мм. Стрижень ставлять по косинці під кутом 90 ° до верхніх площин губок (рис. б). Плашку, закріплену в плашкотримачі, накладають на верхній торець стрижня і з невеликим натиском, не допускаючи перекосу плашки, обертають її (мал. в). Після нарізування 1-2 ниток різьблення, ще раз перевіряють збіг осей обертання плашки та стрижня.
Після цього змащують маслом різьбову частину стрижня, Нарізку плашки і обертають плашку, рівномірно натискаючи на обидві рукоятки плашкодержателя (рис. г). Обертання має бути зворотно-поступальним: один-два обороти вправо і півоберта вліво.При цьому стружка ламається, виходить через поздовжній отвір. Це полегшує нарізування різьблення та покращує її якість. 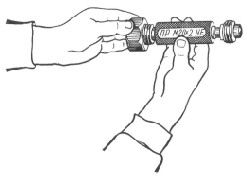
Якість нарізаного різьблення в умовах виробництва перевіряють різьбовими мікрометрами, різьбовими калібрами-кільцями та різьбовими пробками(Див. рис. Зліва). У шкільних умовах допускається перевірка різьблення гайками.
Після закінчення роботи плашку виймають із плашкотримача, ретельно очищають щіткою від стружки, протирають ганчір'ям і змащують олією.
Нарізання різьблення плашкою можна виконувати і на токарному верстаті.
При нарізанні різьблення плашку слід надійно закріплювати в плашкотримачі.
Під час роботи будьте обережні, щоб рука не потрапила між рукояткою плашкотримача і опорою.
Для змащення користуйтесь пензликом або масляною.
Чи не здувайте стружки з плашки, а користуйтеся щіткою-кошторисом.
Не допускайте попадання олії на одяг, руки.
На підприємствах застосовують загартовані гвинти, які загвинчують через пробиті отвори у двох або кількох деталях, що з'єднуються з листового металу. Гвинти, нарізуючи в отворах різьблення, з'єднують ці деталі. Такий спосіб різьбового з'єднання економічний і прискорює процес збирання. На багатьох підприємствах зараз застосовуються загартовані самовидавлюючігвинти для сталевих та чавунних деталей, твердість яких менша, ніж твердість гвинтів.
Різьблення на болтах і шпильках невеликого діаметру роблять на токарних верстатах-автоматаходночасно із виготовленням самих болтів. Гвинти та болти також штампуютьна пресах.
У масовому виробництві широко поширена накатка зовнішньої різьби. Після проходу між валиками на стрижні утворюється різьблення. У деяких різьбонарізних пристроях замість валиків використовуються пластини із твердого сплаву.
Нижче описані основні терміни та поняття, які необхідні для засвоєння матеріалу.
Основні елементи різьблення:
Зовнішній діаметр різьблення- це діаметр уявного циліндра, поверхня якого збігається з вершинами зовнішнього різьблення та западинами внутрішнього різьблення.
Внутрішній діаметр різьблення- діаметр циліндра, поверхня якого збігається з вершинами внутрішнього різьблення та западинами зовнішнього різьблення.
Середній діаметр різьблення- діаметр уявного співвісного з різьбленням циліндра, що утворює якого перетинає профіль різьблення в точці, де ширина канавки дорівнює половині кроку різьблення.
Кут профілю- Кут між бічними сторонами профілю, виміряний в осьовому перерізі.
Вершина профілю- Ділянка профілю, що з'єднує бічні сторони виступу.
Впадина профілю- Ділянка профілю, що з'єднує бічні сторони канавки.
Крок різьблення - відстань між сусідніми однойменними бічними сторонами профілю в напрямку, паралельному осі різьблення.
Кут підйому різьблення- кут, утворений дотичної до гвинтової лінії до точки, що лежить на середньому діаметрі різьблення, і площиною перпендикулярної осі різьблення.
Кут профілю- Кут між бічними сторонами витка, виміряний у площині, що проходить через вісь різьблення.
Система різьблення.
У промисловості застосовуються такі різьблення:
Метричне різьблення- має трикутний профіль і служить в основному для з'єднання деталей між собою.
Метричне різьблення поділяється на дві групи: метричне різьбленняз великим крокомі метричне різьблення з дрібним крокомдля діаметрів 0,25-600 мм.
Трубне конічне різьблення- має те саме призначення, що й циліндрична. Необхідна щільність з'єднання досягається деформацією витків трубного конічного різьблення.
Конічна дюймова різьбаз кутом профілю 60 град. Конічне дюймове різьблення застосовується для отримання щільних з'єднань.
Дюймове різьблення
- застосовується для кріплення деталей машин болтами, гвинтами і шпильками.
Трапецеїдальні різьби- застосовуються в основному для ходових гвинтів верстатів та інших силових передач.
Трапецеїдальні різьбиподіляються на велику, нормальну та дрібну.
Завзяті різьблення- Великий, нормальний і дрібний - застосовуються переважно для ходових і вантажних (з великим навантаженням) гвинтів з односторонньо діючим навантаженням. У поодиноких випадках використовуються як кріпильні.
Прямокутне різьблення- застосовується для вантажних та ходових гвинтів. Різьблення складне у виготовленні і має недоліки, що обмежують її застосування.
Трубне різьблення циліндричне- трубне циліндричне різьблення застосовується в з'єднаннях порожнистих тонкостінних деталей, коли з'єднання має бути особливо щільним.
Модульна різьба- Застосовується для черв'яків.
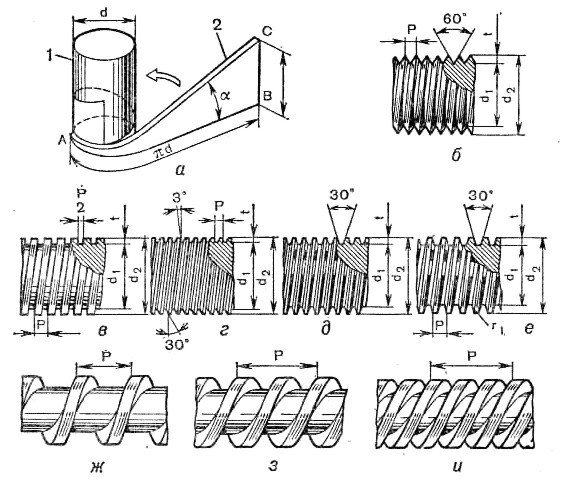
Схема гвинтових ліній: а- розгортка гвинтової лінії; б- циліндричне трикутне різьблення; в- циліндричне квадратне різьблення; г- циліндричне прямокутне різьблення; д- циліндрична
трапецеїдальне різьблення; е- циліндричне кругле різьблення; ж- однозахідне різьблення; з- двозахідне різьблення; і - тризахідне різьблення.

Для того, щоб дізнатися про крок різьблення, застосовують спеціальні калібри (див. рис. справа).



