Різьблення: Види різьблення. Інструмент для нарізування різьблення.
Навіть якщо вам рідко доводиться нарізати різьблення, все ж таки корисно вміти відрізнити метричне різьблення від дюймового, а праве від лівого. Видів різьблення досить багато, але найчастіше ми маємо справу з трикутним різьбленням - метричним і дюймовим. Відмінність їх у тому, що це елементи метричної різьблення вимірюються в міліметрах, а дюймової - в дюймах.
Ці різьблення відрізняються ще профілем: метричне різьблення має профіль рівностороннього трикутника, а дюймова - рівнобедреного, з кутом 55 градусів при вершині. А ще різьблення відрізняються кроком, і у дюймового різьбленнякрок більше, тому профіль її більший, а різьблення виходить міцніше.
У вітчизняній практиці кріпильні вироби виконуються переважно у метричній системі, а дюймова залишилася для водопровідних труб. У Останніми рокамиз'явилося багато імпортної побутової апаратури з елементами кріплення дюймової системи малого розміру.
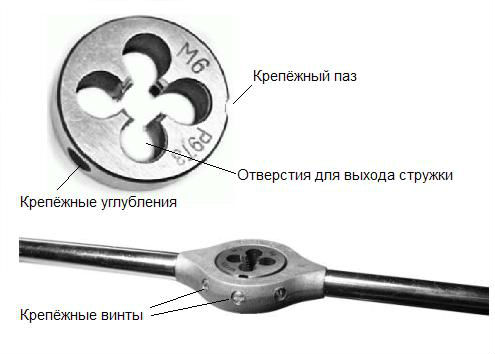
Для нарізування різьблення використовуються спеціальні різальні інструменти - мітчики (нарізання різьблення в отворах), плашки, лерки та клупи (нарізання різьблення зовні деталі).
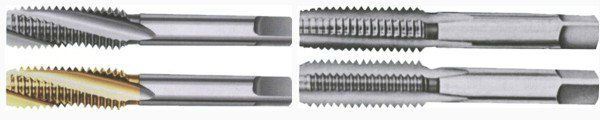
Мітчик - це циліндричний різальний інструмент з нанесеним на зовнішній поверхні профілем різьблення з канавками для відведення стружки. Перетин канавки з витками різьблення утворює ріжучу кромку мітчика, яка знімає стружку при нарізанні різьблення.

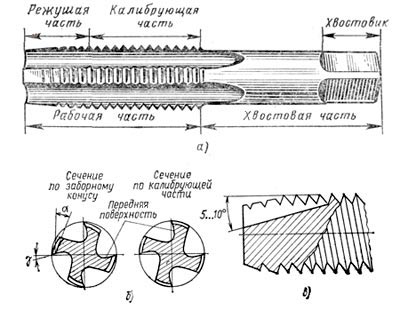
Мітчики призначені для нарізування або калібрування різьблення в отворах. Розрізняють мітчики ручні, машинні, гайкові (для нарізування різьблення в гайках) та плашкові (для нарізування різьблення в плашках). Ручні мітчики поставляються в комплекті, що складається з 2-3 мітчиків; чернові мітчики мають занижені розміри, а чистовий - розміри повного профілю різьблення. Гайкові мітчики виконують з коротким, довгим та вигнутим хвостовиками. Робоча частина мітчика L складається з паркану L 1 і калібрує L 2 частин. Довжина паркану (ріжучої) частини ручних чорнових мітчиків 4 витка, ручних чистових мітчиків 1,5-2 витка. Довжина паркану машинних мітчиків при нарізанні наскрізних отворів 5-6 витків, а при нарізанні глухих отворів 2 витка. У гайкових мітчиків довжина паркану 11-12 витків. Калібруюча частина L 2 служить для зачистки та калібрування різьблення та забезпечення правильного напрямку. Для зменшення тертя калібруюча частина має незначний зворотний конус. Хвостова частина мітчика L 3 являє собою стрижень; кінець хвостовика L 4 у ручних (а іноді і машинних) мітчик має форму квадрата. Профіль канавки мітчика впливає на процес нарізування різьблення і повинен сприяти відведенню стружки. Широкого поширення набули мітчики з трьома та п'ятьма канавками. Передній кут мітчика γ=5-10 градусів при обробці сталі, γ=0-5 градусів при обробці чавуну та γ=10-25 градусів при обробці кольорових металів та їх сплавів. Задній кут мітчика = 4-12 градусів. Зазвичай мітчики виготовляються з прямими канавками, але в ряді випадків кут нахилу канавки γ=8-15°, що покращує умови відведення стружки.
Мітчики, залежно від призначення, бувають слюсарні, машинні, розсувні та цілу низку спеціальних, але вдома ми зазвичай використовуємо прості слюсарні мітчики для нарізування різьблення вручну. Слюсарні мітчики, у свою чергу, бувають циліндричні та конічні - у циліндричних мітчиків у наборі 3 мітчики одного розміру, вони мають різний зовнішній діаметр, і повний профіль різьблення можна отримати тільки чистовим мітчиком, а у конічних мітчиків зовнішній діаметр у наборі однаковий, а відрізняються вони довжиною паркану.
Набір мітчиків для нарізування різьблення вручну зазвичай складається з трьох (рідше - з двох) інструментів - для чорнової, проміжної та чистової обробки. Відрізняються ці мітчики мітками поруч із позначенням різьблення - це цифри I, II і III чи горизонтальні ризики (одна, дві чи три).
Мітчики для нарізування різьблення на верстатах називаються машинними і мають більш повний профіль, інший профіль канавок і ріжучої кромки та іншу форму хвостовика для кріплення на верстаті.
Різьблення може бути правим - коли гайка на болт навертається за годинниковою стрілкою - і лівою - гайка навертається обертанням проти годинникової стрілки. Відповідно різьбонарізний інструмент призначений для нарізання правого або лівого метричного або дюймового різьблення.
Плашки. Для виготовлення гвинтової нарізки на болтах є плашки, які можна розглядати як міцно загартовану сталеву гайку з прорізами, що утворюють ріжучі кромки.

Плашки призначені для нарізування або калібрування зовнішніх різьблень за один прохід. Найбільш широко застосовуються плашки для нарізування різьблень діаметром до 52 мм. Плашка є загартованою гайкою з осьовими отворами, що утворюють ріжучі кромки. Зазвичай на плашках роблять 3-6 стружкових отворів для відведення стружки. Товщина плашки 8-10 витків. Ріжучу частину плашки виконують як внутрішнього конуса. Довжина паркану 2-3 витка. Кут 2φ=40-60 градусів при нарізанні наскрізного різьблення і 2φ=90 градусів при нарізуванні різьблення до упору. Передній кут стандартних плашок γ=15-20 градусів. Задній кут α=6-8 градусів і виконується тільки на забірній (ріжучій) частині.



Хороше, повне різьблення вийде лише тоді, коли правильно підібраний діаметр стрижня або свердла для підготовки отвору. Встановлено, що для отримання якісного різьблення на стрижні діаметр його повинен бути на 0,3-0,4 мм менше зовнішнього діаметра різьблення. У наведеній нижче таблиці 1 наведені рекомендовані діаметри стрижнів для метричної різьби, що нарізається плашками.
Діаметр різьблення в мм |
Діаметр стрижня в мм |
|
найменший |
найбільший |
|
Кінець стрижня треба підготувати, знявши фаску, - трохи стікаючи край.
Нарізка робиться так. Затискають у лещата стрижень відповідного діаметра і довжини, зі знятою на кінці фаскою. Потім ставлять клуп з плашками або лерку і починають накручувати з деяким натиском; при цьому плашки виріжуть на поверхні стрижня гвинтову канавку. Проходять по стрижню кілька разів, поступово стискаючи плашки, доки не отримають гарного, повного різьблення. Клуп і гвинтову дошку треба обертати обережно. Намагатися відразу отримати повну нарізку не можна, тому що від надмірних зусиль міцно загартовані плашки або гвинтівка можуть лопнути. Обертають нарізний інструмент на один-півтора обороту вперед, а потім дають зворотний хід, щоб видалити стружку і забезпечити мастило. Плашки та мітчики змащують вареною олією (можна машинною олією та мильною водою).
Нарізка отворів зазвичай виконується двома або трьома мітчиками. Спочатку береться мітчик з неповною нарізкою (1), у якого різьблення конічно зрізане. Цей мітчик робить в отворі неглибоку стрічкоподібну нарізку, яку поглиблюють повнішим мітчиком (2), а іноді проходять і третім (3), майже циліндричної форми. Мітчики мають чотиригранну головку, яку вставляють у рукоятку з відповідними отворами, або комір.
Перед нарізкою різьблення треба просвердлити отвір трохи менше діаметра мітчика.
У таблиці 2 наведені діаметри отворів у металі під різьби метричні, причому для дрібного різьблення (з більш дрібним кроком) діаметри отворів будуть меншими.
Таблиця 2.Отвори під метричні різьблення.
|
Позначення |
Діаметр, |
У таблиці 3 наведено значення діаметрів отворів під нарізування дюймового різьблення.
Як і мітчики, плашки та лерки для нарізування зовнішньої різьби не мають суцільної різальної поверхні, і нарізування різьблення проводиться секторами. Для початку першого витка є неповний профіль на краю інструменту. Плашки бувають цілісні та розрізні - цільна плашка нарізає повний профіль різьблення за один прохід, а для більшого по діаметру різьблення зняти стружку за один прохід важко, і плашку роблять розрізною і в міру роботи підтискають. Плашки вставляють у плашкотримачі, де їх закріплюють затискними гвинтами по конічних заглибленнях на корпусі плашки.
Лерка, або гвинтова дошка,- Це набір різьбонарізних гнізд в одному інструменті (в одній пластині). Як плашка, так і отвір у лерці призначені для нарізування тільки одного розміру різьблення, а ось за допомогою дупів можна нарізати різьблення на деталях різного діаметру, але з одним і тим самим кроком.



Клуп - це та ж плашка (лірка), тільки без дорогих, нефункціональних частин. Дешевий тримач і міцні різці - ось це і є різьбонарізний клуп.

Як відомо, весь плашок робиться з інструментальної дорогої сталі, тоді як особлива міцність необхідна тільки різцям, які насправді і виконують основну роботу - нарізають різьблення. Кріпляться різці прямо в тримачі, який одночасно служить напрямною.

Ручний клуп з тріскачкою

Електричний клуп
При скромній потужності в кілька сотень ват електричні трубні клупи розвивають величезне зусилля завдяки великому коефіцієнту передачі на редукторі.

Клуп універсальний для нарізки різьблення від 1/2" до 2". Набір плашок 1/2", 3/4", 1.1/4", 1.1/2", 1.3/4", 2".

Як і в будь-якій справі, у використанні Клупа є тонкощі.
- Для нарізки різьблення трубу потрібно злегка завальцювати, зробити захід.У цьому клуп не відрізняється від плашки.
Способів зробити кінець труби трохи тонше багато: турбінка, напилок; нарешті, можна просто злегка сплющити її по колу молотком на будь-якій ковадлі або обжати газовим ключем; - Якщо перед нарізкою різьблення мазнути на трубу трохи солідолу, веретенки або навіть соляри - різьблення не задереться, нарізатиметься куди легше, а різці прослужать довше;
- При покупці нових різців зупиніться на тому самому виробнику, який виготовив утримувач. В іншому випадку ризикуєте зіткнутися з дурною проблемою - різці тупо не полізуть на своє місце;
- Якщо доводиться нарізати різьблення на трубі, яка є частиною старого водопроводу - обов'язково дотримуйте її газовим ключем, причому зусилля на ньому повинно компенсувати момент, що обертає, при нарізці різьблення.
Відірвати підгнилий сталеву трубувід стояка набагато легше, ніж це може здатися збоку.
Робота ручним клупом
Робота електричним клупом
Традиційний спосіб зчленування різних деталей – механічний. Стосовно труб це означає їх зрощування за допомогою різьбових з'єднаньта відповідних фітингів. В основному така методика використовується при стикуванні зразків із металів або деяких композитних матеріалів. Якими інструментами проводиться нарізка різьблення на трубах, як саме це робиться – тема статті.
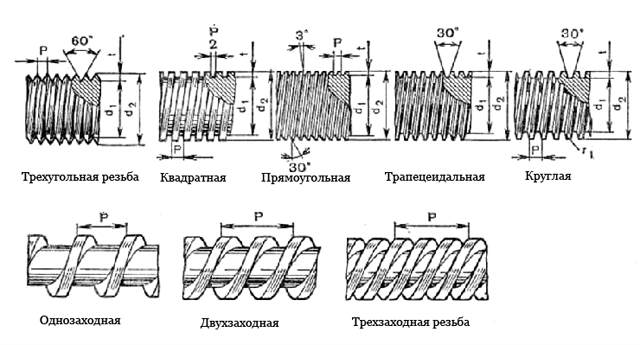
По наведеній таблиці неважко розібратися, ніж один вид різьблення відрізняється від іншого.
Основні параметри різьблення – крок, діаметри, висота профілю тощо – наведені на схемах.
Технологія нарізки різьблення та необхідні інструменти
Різьблення можна отримати як вручну, так і з використанням верстатного обладнання. Останній варіант розглядати не має сенсу, оскільки фахівцю всі нюанси такої роботи добре відомі. Крім того, нарізка різьблення може проводитись на різних моделях установок, із застосуванням того чи іншого інструменту, залежно від типу верстата.
А ось у побуті або при монтажних роботах на об'єкті різьблення нарізається, за рідкісним винятком, за допомогою найпростіших пристроїв, або, як заведено говорити, своїми руками. Це читачеві цікавіше, тому на ручних способах нарізки і зупинимося.
Зовнішнє різьблення
Плашки (лірки). Сортамент цих виробів є значним. Кожен зразок відповідає певному діаметру труби, де проводиться нарізка.

Плашки розрізняються за якістю обробки металу та класифікуються на вироби для «грубої» (чорнової) та «точної» (чистової) нарізки. Ціна - від 68 рублів за зразок.
Плашкотримачі.Випускаються в різних модифікаціях - звичайні, універсальні, з тріскачкою. Ціна – від 139 рублів.

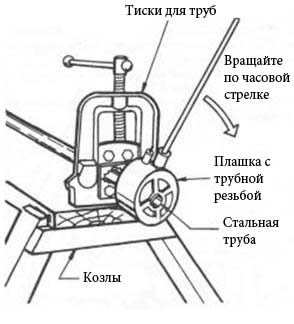
Як збирається пристрій для нарізки різьблення, відомо з малюнка.
Порядок дій з нарізки різьблення
- Обрізання торця труби. Кут - прямий по відношенню до поздовжньої осі. Інструменти – труборіз або .
- Підготовка поверхні ділянки. Зона, де передбачається нарізка різьблення, ретельно зачищається від сторонніх нашарувань.
- Перша проходка різьблення. На трубу насаджується «чорновий» плашок. Для кращого ковзання на оброблювану ділянку наноситься тонкий шар олії.
- Друге проходження. Встановлюється інструмент "чистовий". Його накручування на трубу проводиться поступово, із систематичною зміною напрямку руху (за, потім проти годинникової стрілки). Візуально контролюється чистота різьблення та визначається достатність тих чи інших дій.
- Контроль якості. Для того щоб визначити правильність нарізки (відсутність дефектів, викривлень тощо), на трубу встановлюється будь-який виріб (з відповідними параметрами різьблення), яке вдасться накрутити на цей діаметр - зганяння, муфта, гайка. Якщо зразок легко пройшов по всій ділянці, роботу вважатимуться закінченою.
Існує і ще один інструмент для нарізування зовнішньої різьблення – клуп. На ринку він нещодавно, і не всі слюсаря, навіть зі стажем, можуть похвалитися тим, що працювали з ним. Пристрій досить простий.

Основу взято від відомої плашки. А ось ріжучі кромки – вставні. По суті, це складання, тоді як лерка – виріб монолітний. Клупи поділяються на ручні зразки та електричні моделі. Тому для підвищення продуктивності в побутових умовах верстат купувати (брати в оренду) не доведеться. Ціна дупів - від 479 рублів. Вони продаються і комплектами, отже вибір є.

Вартість комплектів - від 14570 рублів (механічних) і від 32800 рублів (електричних). Виробники постачають зразки і зі змінними різцями, що робить їх зручнішими у використанні (від 798 руб/шт.). Є вироби, для яких не потрібні власники. Вони легко провертаються ріжковим (газовим) ключем.

Внутрішня різьба
Мітчики. Як і з плашками, для кожного діаметра – свій інструмент.
Ціна – від 412 рублів.
Мітчикоутримувачі.Призначення зрозуміле. Друга вживана назва - комір. Ціна – від 170 рублів.

- Обрізка торця та зачистка (але в даному випадку – зсередини труби).
- Мастило робочої зони.
- Первинна та вторинна проходки різьблення.
- Перевірка якості вкручуванням відповідного болта.

Особливості нарізки різьблення на композитних матеріалах
Головним чином це стосується труб зі склопластику, так як вироби з ПП, ПЕ, металопластику з'єднуються зовсім іншими способами. Технологія нарізки різьблення інструментом дещо відрізняється від аналогічної операції, що проводиться на металовиробах. Таке з'єднання не має високої міцності, але для склопластиків вважається основним і використовується значно частіше, ніж методики заливання компаунду, напресування, формування профілю та ряд інших.
Що враховується при нарізанні різьблення?
- Схема армування склопластику. Виходячи з цього, визначається напрямок обробки зразка.
- Низька теплопровідність композиту. Для виключення перегріву інструменту необхідно забезпечити ефективне відведення тепла. Спосіб охолодження спеціальною рідиною при роботі з подібними матеріалами незастосовний через підвищене вологопоглинання багатьох з них.
- Невисока точність нарізки різьблення. Насамперед внаслідок пружності склопластику та його специфічної структури. Якщо вимоги до цього параметра високі, вибирається інший спосіб обробки.
- Шарувата структура матеріалу. Це особливо проявляється при підвищеному зносі різального інструменту. У будь-якому випадку після нарізки різьблення проводиться зачистка робочої зони.
- Особливі вимоги щодо ТБ. Насамперед – через підвищене пилоутворення.
Сама по собі технологія нарізування будь-якого різьблення не є чимось складним. Усі операції – найпростіші. Правильний вибірінструмента, дотримання алгоритму дій та облік особливостей «заліза», що обробляється, гарантують відмінний результат.
Додати в закладки
Нарізування трубного різьблення вручну
Що таке нарізування різьблення?
Нарізання різьблення - це обробка отвору або стрижня в деталі, при цьому використовується спеціальний різьбонарізний інструмент з метою отримання внутрішньої або зовнішньої гвинтової нарізки, яка складається з виступів-витків і спіральних канавок почергових.
Нарізання різьблення - це обробка отвору або стрижня в деталі, при цьому використовується спеціальний різьбонарізний інструмент.
Нарізка виконується на трубах, гайках, болтах, які застосовуються в роз'ємних з'єднаннях трубопроводу та різних деталей обладнання. Якщо ви монтуєте трубопровід вручну з труб, на яких немає різьблення, вам буде корисно знати, як нарізати різьблення на трубі вручну.
Основними елементами різьблення є:
- глибина;
- профіль;
- кут профілю;
- внутрішній, середній та зовнішній діаметри.
Необхідні поняття про різьблення

Схема нарізки зовнішньої циліндричної різьби, заснованої на метричному різьбленні при вершині з кутом, рівним 60 градусів.
Профілем називається форма поперечного перерізу у витка. Залежно від профілю виділяють прямокутні, трикутні, трапецеїдальні і т.д. Трикутна використовується тільки при складанні санітарно-технічної системи та деталей.
Також різьблення поділяють залежно від напрямку витка на ліві та праві.
Залежно від призначення різьблення, бувають спеціальні та кріпильні. Кріпильними є трикутні, а спеціальними - прямокутні та ін. Трикутна є кріпильною, оскільки вона нарізається на кріпильних деталях: гвинтах, гайках, болтах. Крок різьблення - це відстань між основами або вершинами сусідніх витків.
Кут профілю - той кут, який утворюється бічними гранями (сторонами) витків, що перетинаються.
Відстань від основи до вершини називається глибиною різьблення.
Зовнішній діаметр - відстань між точками двох сторін різьблення, що лежать протилежно. Внутрішнім діаметром є відстань між основами протилежних сторін. Відстань між основою та вершиною протилежної сторони називається середнім діаметром.
Залежність між глибиною різьблення, її кроком і числом витків полягає в наступному: чим менше крок, тим менша глибина і більше числовитків (ниток) на одиницю довжини різьблення, і, навпаки.
За системою заходів трикутний різновид буває дюймовий і метричний. Метрична - це та, яка у профілі має вигляд рівностороннього трикутника при вершині з кутом, рівним 60 градусам. Такий тип застосовується в машинобудуванні та приладобудуванні. Внутрішній діаметр отвору або зовнішній діаметр гвинта з метричним типом вимірюється в міліметрах, тоді як крок може вимірюватися і міліметрах, і його частках.
У профілі дюймовий різновид виглядає так само, як і метричний, але кут при вершині дорівнює 55 градусів. Вона вимірюється у дюймах та відрізняється від метричного типу великим кроком.

Метричне різьбленняу профілі має вигляд рівностороннього трикутника при вершині з кутом, що дорівнює 60 градусам.
Дюймовий різновид застосовується при складанні санітарно-технічних деталей. Вона поділяється на кріпильну та трубну. Ці два різновиди відрізняються тим, що кріпильна має більший крок, гарантуючи міцне з'єднання, і використовується, щоб нарізати гайки, стрижні, болти та отвори. А трубна використовується при з'єднаннях труб. Вона дрібніша, ніж кріпильна, оскільки її глибина обмежується товщиною трубної стінки. Щільність трубного різьблення набагато більше кріпильного через велику кількість витків на один дюйм довжини нарізки.
Нарізування зовнішньої різьби
Зовнішнє різьблення на болтах, стрижнях і гвинтах вручну нарізається плашками.
Поділяють їх залежно від пристрою:
- призматичні;
- круглі;
- розсувні;
- цілісні.
У призматичних є пара однакових половинок, які кріпляться в клуппі у формі рамки з ручками. З двох зовнішніх сторін цих плашок розташовуються призматичні канавки, призначені для призматичних виступів клупа.
У призматичних плашок є пара однакових половинок, які кріпляться в клуппі у формі рамки з ручками.
Розсувні плашки встановлюються в клуппі так, щоб номери на його частинах стояли навпроти таких номерів на рамці. Інакше вийде неправильно. Кріпляться вони завзятим гвинтом. Між плашкою і завзятим гвинтом міститься пластина-сухар зі сталі, щоб та не лопнула при натиску гвинтом.
Кругла плашка кріпиться у комірі-легкотримачі парою або двома парами завзятих гвинтів.
За допомогою розсувного різновиду можна робити різьблення, якщо є незначні відхилення діаметра стрижня, чого не можна допускати при нарізуванні цілими цілими плашками. При меншому діаметрі стрижня вийде неповне різьблення, при більшому - рівне.
Нарізування внутрішньої різьби
Вручну внутрішнє різьблення нарізається за допомогою мітчиків, які вставляються у комір.
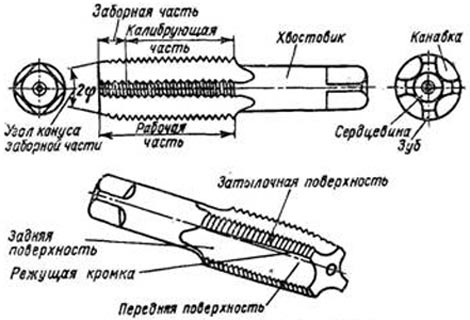
У мітчика є забірна частина (його кінець), яка потрібна для нарізування, калібруюча частина (середня) - для спрямування при калібруванні та нарізанні отвору, і хвостова, з квадратною в перерізі головкою, - для утримування у вороті мітчика при нарізуванні.
При переході від неповного до дюймового кріпильного або повного метричного різновиду застосовують комплект мітчиків: три мітчики для різної глибини.
Основні положення різьблення
З'єднання водопровідних труб і труб для подачі газу виконується так, що на їх кінцях накочують або нарізають циліндричну трубу різьблення.Трубні кінці з'єднуються один з одним у вигляді з'єднувальних деталей.
При з'єднанні водо- і газопровідних труб застосовується довге і коротке циліндричне різьблення. Останні два витка називаються втечею. Він утворюється через конструкцію плашки, перші витки яких роззенковані. Збіг дає можливість заклинювати на трубі муфту, що гарантує герметичність з'єднання з матеріалом ущільнювачів.
По довжині короткий тип має бути трохи менше половини від довжини муфти. У такому випадку між кінцями труб, що з'єднуються, залишиться зазор в 2-3 мм, що дасть можливість на бігу заклинити муфту. Для нероз'ємних з'єднань за допомогою фасонних частин застосовують короткий різновид. Таке з'єднання можна роз'єднати на змонтованому трубопроводі шляхом розрізання труб.

З'єднання водопровідних труб і труб для подачі газу виконується так, що на їх кінцях накочують або нарізають циліндричну трубу різьблення. Трубні кінці з'єднуються один з одним у вигляді з'єднувальних деталей.
Щоб провести роз'єднання зібраних труб, не розрізаючи їх у своїй, застосовується згін. Він складається з контргайки, муфти та довгого різьблення. У цій має бути така довжина, щоб при з'єднанні згону на неї можна було вільно нагвинчувати муфту та контргайки.
Розміри довгого та короткого різьблення варіюють залежно від діаметра труб.
Щоб заощадити метал, у системах газопостачання та опалення використовуються тонкостінні труби. Так як у цих труб менша товщина стінки, ніж у водопровідних, на труби накочують різьблення, при цьому критична товщина стінок цих труб повинна бути не меншою, ніж при нарізанні трубного різьблення на водо-і газопровідних трубах.
Інструмент для нарізування різьблення вручну
Трубні клупи для нарізування різьблення на трубах
На трубах за малих обсягів нарізають зовнішнє різьбленнявручну за допомогою трубних дупів, застосовуючи розсувні та нерозсувні плашки. З цією метою затискають трубу в притиск, очищають напилком кінець труби від окалини, після чого змащують частину, що нарізається оліфою або сульфофрезолом. На трубу надягають особливий інструмент - клуп, що має розсувні плашки, і легкими ударами по рукоятці план-шайби киянкою доводять впритул до труби напрямні плашки і кріплять стопорними болтами. Також, орієнтуючись на ризик планшайби, кріплять різальні плашки. Потім починають обертати за годинниковою стрілкою інструмент із одночасним натиском на нього.

У корпусі трубного клупа з одного боку розташовані чотири отвори для ріжучої плашки і три отвори з іншого боку для направляючої.
У корпусі трубного клупа з одного боку розташовані чотири отвори для ріжучої плашки і три отвори з іншого боку для направляючої. Напрямні ріжучі плашки розводять і зближують план-шайби, які кріпляться притискними кільцями на корпусі. У площинах, які прилягають до корпусу, план-шайби мають спіральні канавки, в які входять штифти плашки. Якщо повернути план-шайбу, штифти ковзатимуть по спіральних канавках і плашки підуть на зближення (якщо повернути план-шайбу вліво) або, навпаки, розходитися (якщо повертати план-шайбу вправо). Коли плашки встановлені в потрібне положення, план-шайба закріплюється притискними болтами.
Виготовляються трубні клупи з парою комплектів різальних плашок: для нарізки на трубах діаметром 15 або 20 мм і нарізки діаметром 25, 32, 38 і 50 мм.
Для трубних дупів використовуються радіальні односторонні або радіальні двосторонні плашки. Плашки виготовляються по 4 шт. в комплекті. Кожна має позначення з діаметром і порядковим номером від 1 до 4. Відповідні номери мають кожен проріз на корпусі установки клупа. На трубі є змінні втулки для кожного діаметра труби, які розташовуються у напрямному фланці та кріпляться гвинтом. Останній кріпиться гвинтами до корпусу, куди встановлюються відповідні номери плашки.
Трубні клупи мають перевагу - чистота різьби, що отримується на трубах і міцність конструкції. Їх недоліком є необхідність у ретельному догляді та велика маса.
При нарізці різьблення 50 мм потрібно переставити напрямні плашки, повернувши їх на 180 , тобто всередину клупа короткою стороною (від шпильки).
Клупи Маєвського для нарізування трубного різьблення
Використовується і такий інструмент, як клуп Маєвського. У клупах Маєвського є розрізні плашки, які складаються із двох частин. Окремий комплект плашок відповідає певному діаметру труб. Плашки, відповідно до номера, зазначеного на плашці та в гнізді, встановлюються в гніздо корпусу гвинтами за ризиками, нанесеними на корпусі та на плашках для потрібного розміру. На плашки укладається завзята кришка, закріплена гвинтами.
Виготовляється цей інструмент двох розмірів: для нарізки різьблення діаметром 15 та 20 мм (№ 1) та для діаметрів 25 та 32 мм (№ 2).
Такий інструмент має такі переваги: простота конструкції та догляду за ними, невелика маса, можливість швидкої заміни плашок.
Тріскальні клупи для нарізування різьблення на трубах
Цей інструмент застосовується для нарізки різьблення діаметром 25, 20 та 15 мм. У його корпусі кріпиться головка, що має змінні плашки. На нижній половині головки є колесо хропіння, яке при повороті обертає головку клуппа і плашки.
У корпусі клупа прикріплена пара храповиків, які закриваються щоками. За допомогою ручки обертається головка клупа. Нарізка проходить за допомогою коливального руху рукоятки при включеному храповику. Після закінчення нарізування включають храповик, який зачіпляється за зуби храпового колеса при коливанні рукоятки і зганяє круглу плашку. Можна за допомогою тріскачкового клупа нарізати в місцях, де звичайний інструмент застосувати неможливо. Це особливо актуально під час ремонтних робіт.
Для нарізки трубного різьблення трубу в притиску затискають таким чином, щоб нарізаний виступає її кінець був коротким. Довгий кінець труби може прогнути при нарізанні. Торець кінця, що нарізається, повинен знаходитися під прямим кутом до осі труби з різьбленням. Інструмент на трубу встановлюється напрямними кільцями або направляючими плашками таким чином, щоб різальні плашки на 1-2 нитки (витка) знаходили на трубу. Різьблення на трубах змащується маслом з метою охолодження плашок та чистоти. До початку нарізки клупом потрібно перевірити правильність установки ріжучої плашки, тобто чи номер плашки збігається з номером гнізда в корпусі.
Для нарізування інструмент обертають та подають уперед. За один прохід нарізка відбувається на трубах діаметром до 25 мм, за два проходи – при діаметрі понад 25 мм. Плашки у клупі зближуються гвинтами або план-шайбою.
Після закінчення робіт трубні клупи слід розібрати, почистити від бруду та стружки, промазати мінеральною олією. Один раз на тиждень рекомендується очищати інструмент від засохлої та налиплої олії та бруду: для цього потрібно розвести на одне відро води 0,5 кг сухої каустичної соди.
В даний час при обробці різьблення різанням найбільшого поширення набули дві схеми обробки, одна з яких відповідає точенню, а друга - фрезерування.
При схемі, що відповідає точенню, інструмент щодо заготівлі здійснює гвинтовий рух, вісь якого збігається з віссю різьблення, а параметр дорівнює параметру різьблення. Рух гвинтової поверхні різьблення деталі щодо інструменту зводитиметься до ковзання поверхні деталі «самої по собі», аналогічно ковзання гвинтової поверхні гайки по гвинтовій поверхні болта. В результаті вихідна інструментальна поверхня співпадатиме з поверхнею деталі. Найбільш простим інструментом, що працює за схемою, що розглядається, є різьбовий фасонний різець (рис. 2.16). Різьбові різці служать для нарізування зовнішньої та внутрішньої різьблення гострокутного, трапецеїдального, прямокутного профілів. За конструкцією вони поділяються на стрижневі (рис. 2.16, а), призматичні (рис. 2.16,6) та круглі (рис. 2.16, в). Всі вони характеризуються тим, що в момент остаточного оформлення різьблення (при останньому проході) їх ріжуча кромка розташовується на гвинтовій поверхні різьблення. Тому різці, що розглядаються, відрізняються один від одного тільки формою і розмірами задньої поверхні і способами закріплення на верстаті. Круглі різьбові різці можуть бути насадні та хвостові. Хвостові різці мають менший діаметр робочої частини та застосовуються при обробці внутрішніх різьблень.
Нарізування різьбленняза допомогою різців здійснюється за декілька проходів. Щоб зменшити кількість проходів і підвищити продуктивність праці при схемі обробки, що розглядається, застосовують різьбові гребінки.
Різьбові гребінки використовуються головним чином при нарізування різьбленнядрібного кроку та у м'яких матеріалах. Гребінці можна нарізати різьблення за один або кілька проходів. Різьбовий гребінець є кілька об'єднаних в єдиній конструкції різьбових різців. Аналогічно різьбовим різцям різьбові гребінки можуть бути стрижневі (рис. 2.16, г), призматичні (рис. 2.16, д) та круглі (рис.2.16, е). Щоб розподілити навантаження між кількома зубами, на гребінці створюється ріжуча частина із кутом φ = 25...30°.
Завдяки цьому вершини окремих зубів розташовуються різних відстанях від осі заготовки і послідовно зрізають матеріал западини різьби. Для зачистки різьблення гребінка має калібруючу частину, що складається з 4...6 однотипних зубів.
Найбільш поширені круглі гребінки, як простіші у виготовленні і що допускають досить велику кількість переточок. Круглі гребінки зазвичай проектуються з гвинтовою задньою поверхнею, з кутом підйому, рівним куту підйому різьблення деталі, і тільки при невеликих кутах підйому різьби, що обробляється, вони виготовляються з кільцевими витками. Для деталей з правої
зовнішнім різьбленням застосовуються гребінки з лівим різьбленням, а для деталей з лівим зовнішнім різьбленням — гребінки з правим різьбленням.
Гребінки з гвинтовою нарізкою забезпечують найкращі умовирізання та прості у виготовленні. При роботі гребінка можна встановлювати різним чином щодо заготівлі: попереду, ззаду, внизу, вгорі і т. п. Отже, на верстаті можна встановити одночасно кілька гребінок, що збільшить сумарну довжину активних ріжучих кромок. Ряд гребінок можна поєднати в єдину конструкцію. Інструменти, у яких у єдиній конструкції поєднано кілька різьбових гребінок, називають мітчиками та плашками.
Мітчики (рис. 2.16 ж) використовуються для обробки внутрішніх різьблень, а плашки - зовнішніх. Мітчик являє собою гвинт, пов'язаний з різьбленням, в якому прорізані три-чотири стружкові канавки і прозатиловані зуби. Основними параметрами, що характеризують розміри канавок, є діаметр серцевини, ширина зуба і кут у неробочої кромки зуба. Рекомендована величина діаметра серцевини коливається в межах 0,4...0,6 діаметра мітчика, ширина зуба 0,4...0,25 діаметра мітчика, кут η = 85...70°. Мітчики зазвичай виготовляються з прямими канавками. Для покращення відведення стружки застосовують мітчики з кутом нахилу гвинтових канавок 10...20°. Нарізання різьблення у легких сплавах доцільно вести мітчиками з підвищеними кутами нахилу стружкових канавок, рівними 30...40°.
Різьблення передньої частини мітчика зрізають на конус під кутом φ, який визначають за формулою
Кругла плашка призначена для нарізування зовнішніх різьблень невисокої точності за один прохід (рис. 2.16, і). Робоча частина круглої плашки має з обох торців ріжучу l 1 або забірну частину, що дає можливість нарізати різьблення як однією, так і іншою стороною. Для розподілу роботи різання між окремими ріжучими елементами плашка має кут у плані на ріжучій частині. Для калібрування різьблення та забезпечення правильного напрямку в роботі плашка забезпечується калібруючою частиною l 2 . На відміну від мітчиків, плашка не має хвостовика. Для встановлення та закріплення передбачені на зовнішньої поверхніконічні гнізда, в які входять гвинти кріплення і притискають плашку неробочим торцем до торця плашкотримача. Після нарізування різьблення мітчиками або плашками доводиться звинчувати інструмент з деталі. Для підвищення продуктивності при нарізуванні зовнішніх і внутрішніх різьблень застосовують збірні «мітчики і плашки», які називаються різьбонарізними головками. У корпусі різьбонарізної головки монтуються гребінки, які після нарізування різьблення виводяться з зачеплення із заготівлею, що дозволяє швидко відвести інструмент у вихідне положення без реверсування обертання. При нарізанні зовнішнього різьблення виведення гребінок із зачеплення із заготовкою проводиться шляхом розлучення гребінок, тобто їх швидкого видалення від осі головки. При обробці внутрішнього різьблення гребінки в кінці обробки швидко зводяться до осі інструменту.
Різьбонарізні головки залежно від розташування та конструкції гребінок поділяються на головки з плоскими радіально встановленими гребінками (рис. 2.16, к), головки з плоскими тангенціально встановленими гребінками (рис. 2.16,л) та головки з круглими гребінками (рис. 2.16, м) . При нарізуванні зовнішніх різьблень найбільш широко застосовуються головки з круглими гребінцями, які допускають більше переточок, ніж головки з плоскими гребінками. Внутрішні різьблення найчастіше нарізаються головками з плоскими радіальними гребінками (рис. 2.16, н), що спрощує конструкцію та експлуатацію інструменту. Різьбонарізні головки дозволяють в потрібних межах регулювати середній діаметр різьби, що врізається, встановлювати в одному корпусі різні гребінки і, як правило, нарізати різьблення за один прохід.
Розглянуті інструменти (різці, гребінки, мітчики, плашки та головки) обробляють різьблення за однією і тією ж схемою формоутворення, коли рух інструменту щодо заготівлі зводиться до гвинтового руху і вихідна інструментальна поверхня збігається з поверхнею різьблення, що нарізається. Тому профільні ділянки різальних кромок цих інструментів розташовуються на одній і тій самій поверхні різьблення деталі. При обробці відносний гвинтовий рух може бути повідомлено безпосередньо інструменту, що має місце при нарізанні різьблення свердлильних верстатахмітчиками, плашками чи головками. Необхідне відносне гвинтове рух може бути отримано також в результаті різних поєднань рухів інструменту та деталі. Наприклад, на токарному верстатіпри нарізанні різьблення обертається заготовка та поступово рухається вздовж осі заготовки різець. Розглянута схема обробки є універсальною та найбільш поширеною при нарізанні різьблення.
Значне використання при обробці різьблення отримало також фрезерування. Схема різьбофрезерування включає швидке обертання інструменту навколо осі, чим забезпечується необхідна швидкість різання. Поряд з цим має місце також повільний гвинтовий рух подачі, вісь якого збігається з віссю деталі, а параметр дорівнює параметру різьби, що нарізається.
Вісь інструменту щодо різьблення деталі може займати різні положення. Залежно від установки осі фрези щодо оброблюваної деталі розрізняють кілька типів інструментів та відповідних їм способів фрезерування різьблення.
Для нарізування трапецеїдальних різьблень з великим кроком, великого діаметру, різьблень, пересічених шпонковими пазами або лисками, і різьблення на тонкостінних деталях застосовуються дискові різьбові фрези. Встановлення та схема роботи дискової різьбової фрези показано на (рис. 2.17, а). Вісь дискової фрези зазвичай розташовується в площині S перпендикулярної до середньої лінії западини різьби. У проекції на площину вісь деталі може займати положення паралельне осі фрези (рис. 2.17, б) або похиле (рис. 2.17, е).
У першому випадку фреза має симетричний профіль, у другому – несиметричний. Фрези з несиметричним профілем в результаті нахилу шпинделя можна проектувати з меншим діаметром, ніж фрези з симетричним профілем. Вони створюють різні умови різання на бічних кромках. Змінюючи кут нахилу, можна перерозподіляти навантаження на ріжучих кромках таких фрез. Ці фрези можуть використовуватися на верстатах, що мають похилий шпиндель.
Вісь фрези може йти перпендикулярно до осі деталі і збігатися з віссю симетрії западини різьби, що нарізається. Цей випадок відповідає фрезерування великогабаритних різьблень пальцевими фрезами (рис. 2.17, г), які не набули поширення в промисловості внаслідок їх недостатньої жорсткості, малої продуктивності та малої стійкості.
Фрезеруваннявеликогабаритних різьблень можна виробляти також торцевими фрезами, вісь яких при обробці коротких різьблень мо-


може бути перпендикулярна до осі заготовки, що нарізається. При нарізанні ж довгих різьблень, щоб виключити різання при повороті зубів на 180° від зони, в якій відбувається формування гвинтової канавки, а також забезпечити при відносно невеликому діаметрі правильний дотик вихідної поверхні обертання ріжучих кромок навколо осі фрези і поверхні різьблення без їх взаємного застосування, використовують установку осі торцевої фрези під кутом до осі деталі (рис. 2.17, д). Нарешті, вісь фрези може йти паралельно до осі деталі. Така установка осі фрези відповідає обробці коротких різьблень гребінчастими фрезами. Схема роботи гребінчастої фрези показано на рис. 2.17, е. У процесі обробки фреза та деталь обертаються навколо своїх осей. Крім того, фреза за один оберт деталі переміщається поступово вздовж її осі на крок різьблення. Довжина фрези виконується дещо більша за довжину оброблюваної різьби, що дозволяє вести фрезерування одночасно по всій довжині і закінчити його за 1,26 обороту заготовки.
Поряд із розглянутими фрезами зовнішнього дотику використовуються також фрези внутрішнього дотику. Так, для фрезерування довгих різьблень використовується вихровий метод нарізування дисковими фрезами внутрішнього торкання. Фреза є збірним інструментом, в кільцевому корпусі якого закріплені різці (рис. 2.17, ж). Вершини різців при нарізанні однозахідного різьблення розташовуються в одній площині, перпендикулярній осі інструменту. При швидкому обертанні фрези різальні кромки різців описують поверхню обертання, яка вводиться в контакт з оброблюваною деталлю і при повільному гвинтовому русі подачі формує різьблення.
Для фрезеруваннякоротких різьблень застосовують гребінчасті збірні фрези, що охоплюють. На рис. 2.18 показана збірна фреза з круглими гребінками, подібними до гребінців різьбонарізних головок. Гребінки 4 закріплюються в корпусі 5 зірочками 2, 1 втулкою і гвинтом 3. Для кріплення служить конічний хвостовик 6.
При проектуванні охоплюють фрез їх діаметр, на якому розташовуються вершини зубів, вибирають дещо більшим за зовнішній діаметр різьби. G збільшенням різниці діаметрів фрези та деталі зменшується кут контакту зубів інструменту із заготівлею і відповідно знижується продуктивність.
Більший кут контакту зубців фрези з заготівлею при охоплюючому фрезеруванні збільшує число одночасно працюючих зубів, довжину зони контакту різальних кромок інструменту з заготівлею, автоматично забезпечує дроблення стружки, що особливо важливо при застосуванні твердосплавного інструменту. Це дозволяє вибирати підвищені значення подач на зуб, що зумовлює збільшення продуктивності процесу.
За схемами, аналогічними фрезерування, проводиться шліфування різьблень однонитковими або багатонитковими колами.
Нарізання різьблення – це процес обробки отвору або стрижня в деталі, під час якого використовується спеціалізований інструмент для нарізування різьблення з метою отримання зовнішньої або внутрішньої гвинтової нарізки, що складається з витків-виступів та почергових канавок спіральної форми.
Нарізка проводиться на болтах, гайках та трубах, що використовуються в роз'ємних трубопровідних системахта інших деталях конструкції. Якщо трубопровід встановлюється вручну з труб, на яких немає різьблення, то вам буде важливо зрозуміти, як можна нарізати різьблення на виробі своїми руками.
Основними характеристиками будь-якої різьби є її глибина, крок, кут профілю, профіль, середній, зовнішній та внутрішній діаметри.
Необхідна інформація про різьблення
Профілем різьблення називається фігура поперечного перерізу біля витка. Залежно від цього показника, виділяють трикутні та прямокутні, трапецеїдальні і так далі. Трикутна застосовується виключно при монтажі санітарно-технічної системи та її елементів.
Крім того, різьблення поділяють від виду напрямку витків на праві та ліві.
Залежно від призначення різьблення виділяють кріпильні та спеціальні. Спеціальними називають прямокутні, а кріпильні трикутні. Трикутна отримала назву кріпильної, тому що вона нарізається тільки на елементах кріплення конструкції: гайках, гвинтах, болтах. Крок різьблення – це відстань між вершинами та основами сусідніх витків.
Кут профілю – це кут, що утворюється бічними сторонами (гранями) витків, що перетинаються.
Відстань від початку до кінця різьблення називається її глибиною.
Зовнішнім діаметром називають відстань між точками двох сторін різьблення, що лежать протилежно одна одній. Внутрішнім діаметром називають відстань між основами протилежних сторін. Відстань між вершиною та основою протилежної сторони називають середнім діаметром.
За системою мір трикутний вид різьблення буває метричним і дюймовим. Метричне різьблення має форму рівностороннього трикутників при вершині з кутом, розмір якого становить 60 градусів. Такий вид використовується в приладобудуванні та машинобудуванні. Внутрішній діаметр перерізу та зовнішній розмір гвинта з метричним типом обчислюється в міліметрах, у той час як крок може обчислювати в міліметрах та його частках.
У профілі дюймовий різновид виглядає так само, як і метричний, але кут при вершині дорівнює 55 градусам. Вона обчислюється в дюймах і відрізняється від метричного вигляду іншим кроком.
Дюймовий різновид використовується при складанні деталей санітарно-технічного типу. Вона поділяється на трубну та кріпильну. Ці два типи відрізняються один від одного тим, що кріпильна має укрупнений крок, що гарантує надійне з'єднання конструкції, і використовується для нарізування гайок, болтів, стрижнів та отворів. Трубна використовується для з'єднання труб. Вона менша, ніж кріпильна, тому що її глибина обмежується товщиною стінки труби. Щільність трубного різьблення відчутно більше кріпильного через численні витки на один дюйм довжини виробу.
Нарізання різьблення на зовнішній стороні
Зовнішнє різьблення на стрижнях, болтах та гвинтах вручну нарізається плашками.
Вони поділяються залежно від пристрою круглі, призматичні, цілісні, розсувні.
Призматичне різьблення має пару ідентичних половинок, що кріпляться в клуппі у формі рамки з ручками. З кількох зовнішніх сторін даних плашок розташовуються канавки призматичної форми, призначені для призматичних виступів клуппа.
Розсувні плашки розташовуються в клуппі так, щоб номери на його ділянках стояли навпроти таких же номерів на рамці. В іншому випадку виріб буде зіпсовано. Прикріплюються вони завзятими гвинтами. Між гвинтом упору та плашкою встановлюється сталева пластина-сухар для того, щоб прилад не лопнув при натиску гвинтом.
Плашка круглої формикріпиться у комірі-легкотримачі двома і чотирма наполегливими гвинтами.
За допомогою розсувного типу можна нарізати різьблення, якщо є невідчутні відхилення діаметра стрижня, що неприпустимо при нарізуванні цілими плашками круглої форми. При меншому діаметр стрижня нарізається неповне різьблення, а при більшому – рівне.
Нарізання різьблення з внутрішньої сторони
Самостійно внутрішнє різьблення нарізається з використанням мітчиків, що вставляються у комір.
Мітчик має забірну частину (його закінчення), яка необхідна для нарізування, калібруючою частиною (середньою), що використовується для спрямування при нарізуванні отвору і калібрування, і хвостової, що має квадратну головку в перерізі, - для утримування мітчика у комірі при нарізуванні.
При переході від недостатнього до повного метричного або кріпильного дюймового різновиду використовують комплект мітчиків, що включає три мітчики різної глибини.
Основні розташування різьблення
З'єднання труб для подачі газу або рідин проводиться так, що на їх кінцях нарізають або накочують трубне різьблення циліндричної форми. Трубні кінці кріпляться між собою з використанням сполучних елементів.
При з'єднанні труб для води або газу використовується коротке і довге циліндричне різьблення. Останні два витка називаються втечею. Він утворюється через конструкцію плашки, у якої перші витки роззенковані. Завдяки збігу можна заклинювати муфту на трубі, що гарантує надійність герметичності з'єднання з матеріалом ущільнювача.
По довжині короткий тип має бути трохи менше половини від довжини муфти. Тоді між закінченнями конструкцій, що з'єднуються, повинен залишитися зазор в 2-3 міліметри, що дозволяється заклинити муфту на бігу. Для з'єднань без можливості роз'єму з використанням фасонних частин використовуються короткий різновид. Подібне з'єднання можна роз'єднати на встановленому трубопроводі лише шляхом розрізання трубних виробів.
Для того, щоб роз'єднати зібрані труби, при цьому не розрізаючи їх, використовується згін. Він включає муфту, контргайки і довге різьблення, у якої повинен бути такий розмір, щоб при з'єднанні згону на її поверхню можна було легко нагвинчувати контргайки і муфту.
Розміри короткого та довгого різьблення змінюють залежно від розміру труб.
Щоб не використовувати зайвий метал, в опалювальних системах і системах подачі газу нерідко застосовують труби з тонкими стінами, так як у них діаметр зовнішнього перерізу майже не відрізняється від внутрішнього, на відміну від водопровідних, трубу зазвичай накочують трубу, при цьому максимально допустима товщина стінок подібних труби має бути не менше, ніж при нарізанні трубного різьблення на газопровідних та водопровідних трубах.
Устаткування для нарізування різьблення своїми руками
На трубах при невеликих обсягах робіт зовнішнє різьблення своїми руками можна нарізати з використанням трубних дупів, застосовуючи нерозсувні або розсувні плашки.

Спочатку трубу затискають в притиск, очищається кінець труби від окалини за допомогою напилка, після чого частину, що нарізається, змащуються сульфофрезолом або оліфою.
На трубу встановлюється особливий інструмент - клуп, який має розсувні плашки, і несильними ударами по рукоятці планшайби молотком або киянкою доводять впритул до труби напрямні плашки, потім все закріплюється болтами. Крім того, орієнтуючись на ризик планшайби, встановлюються різальні плашки. Потім інструмент починають обертати за годинниковою стрілкою, одночасно натискаючи на нього.
У корпусі трубного клуппа з однієї частини розташовуються чотири отвори для плашки, що розріджує, а з іншого боку три отвори для направляючої плашки. Ріжучі напрямні плашки розводять, а планшайби зближують, які кріпляться на корпусі притискними кільцями. У площинах, прилеглих до корпусу, планшайби мають спіральні канавки, в яких входять штифти плашки. У разі, якщо повернути планшайбу, штифти починають ковзати по спіралеподібних канавках, а плашки зближуються (якщо повернути ліворуч планшайбу) або поступово розходитися (якщо повернути праворуч планшайбу). Коли плашки вже змонтовані в необхідне положення, планшайба закріплюється за допомогою притискних болтів.
Трубні клупи виготовляються з парою комплектів плашок, що розрізають: для нарізування різьблення на трубах розміром 20 або 15 міліметрів і для нарізки труб діаметром 25, 38, 32 і 50 міліметрів.
Для трубних дупів застосовуються радіальні двосторонні або радіальні односторонні плашки. Плашки випускають по 4 екземпляри в упаковці. Кожна має позначення з розміром та порядковим номером від одиниці до чотирьох. Відповідні номери розміщуються біля кожного прорізу на корпусі тіла клупа. На трубі є змінні втулки для різних діаметрів труби, розташовані в напрямному фланці і гвинтів, що кріпляться. Останній кріпить гвинтами до корпусу, де встановлюються відповідні номери плашки.
Трубні клупи мають перевагу - висока якість різьблення на виробах і міцність конструкції. Недоліком даного обладнання є велика маса та необхідність у серйозному догляді.
При нарізці 50-міліметрового різьблення необхідно переставити напрямні планки, розгорнувши їх на 180 градусів, короткою стороною всередину клупа.
Клупи технології Маєвського для нарізування різьблення на трубах
Нерідко застосовують таке обладнання, як клуп Маєвського. У цьому приладі є розрізні плашки, що складаються із двох частин. Окрема частина плашок відповідає певному розміру труб. Плашки в залежності від номера, зазначеного в гнізді та на плашці, монтуються в гніздо корпусу за допомогою гвинтів за ризиками, нанесеними на плашках потрібного розміру та на корпусі. На плашки укладає наполеглива кришка, скріплена гвинтами.

Клуп Маєвського - зовнішній вигляд
Дане обладнання виробляється у двох розмірах: для нарізки різьблення діаметром 15 та 20 міліметрів та для різьблення шириною 25 та 32 міліметри.
Подібний прилад має наступні переваги: невелика маса, легкість конструкції та її обслуговування, можливість оперативної заміни плашок.
Клупи з тріскачкою для нарізування різьблення
Це обладнання використовується для нарізки різьблення розміром 20, 25 та 15 міліметрів. У його корпусі закріплюється головка, що має різні плашки. На нижній ділянці головки є храпове колесо, яке обертається голівкою плашки та клупа.
У корпусі клупа встановлена пара храповиків, що закриваються щоками. За допомогою рукоятки голівку клуппа можна обертати. Нарізка проводиться за допомогою качальних рухів рукоятки при включеному храповику. Після завершення нарізу храповик включається, який зачіпляється за зуби храпового колеса під час хитання рукоятки і зганяє круглу плашку. За допомогою тріскачкового клупа можна нарізати різьблення в таких ділянках конструкції, де неможливо використовувати традиційні інструменти. Особливо це трапляється при проведенні ремонтних робіт.
Для того, щоб нарізати трубне різьблення, виріб затискають в притиску таким чином, щоб кінець, що виступає, короткий. Це з тим, що довгий кінець труби може деформуватися при нарізанні. Торець закінчення закінчення повинен розташовуватися під кутом, рівним 90 градусів до осі труби з різьбленням. Прилад встановлюється на трубу напрямними плашками і кільцями, що направляють, за такою системою, щоб різальні плашки на 1-2 витка заходили на трубу. На трубах різьблення змащується олією з метою чистоти та охолодження плашок. До початку нарізки клупом необхідно перевірити правило монтажу ріжучої плашки, тобто номер гнізда в корпусі повинен збігатися з номером плашки.
Для нарізування різьблення обладнання обертається та подається вперед. За одне коло нарізка проходить на трубах до 25 мм, за два – на трубах шириною понад 25 мм. Плашки в клуппі наближаються планшайбою або гвинтами.
Після завершення робіт клупи слід розібрати та очистити.



