GOST 24856-2014 uyğun olaraq. Boru kəməri fitinqləri. Terminlər və təriflər “flanş onu boru kəmərinə və ya texnoloji avadanlığa birləşdirmək üçün istifadə olunan uyğun elementdir. Əksər hallarda flanşlar sızdırmazlıq səthi və bərkidicilər üçün deşiklər olan düz bir üzük şəklində hazırlanır.
Eyni tənzimləyici sənəd flanşların əsas növləri haqqında danışır: düz flanş, qaynaq flanşı (yaxası), yivli flanş.
Flanş fitinqləri
Flanşlarla təchiz edilmişdir boru kəməri aksesuarları flanşlı fitinqlər, boru kəmərinə flanşlı birləşməni təmin edən boru isə flanşlı boru adlanır.
Boru kəməri armaturlarını birləşdirmək üsullarının hər biri şərtlərin (armaturların nominal parametrləri, hazırlandığı materiallar, iş mühitinin xüsusiyyətləri və s.), "maraq sahələri" nin ən üstünlük verilən birləşməsinə meylli olmasına baxmayaraq. fərqli növlərəlaqələr üst-üstə düşə bilər. Bu halda, boru kəməri fitinqlərinin müxtəlif birləşmələri arasında texnoloji rəqabət haqqında danışmaq üçün bir səbəb var. Məsələn, layihələndirmə və tikinti zamanı boru kəməri sistemləri mayeləşdirilmiş daşınması üçün təbii qaz(LNG) flanşlı fitinqlər qaynaqlanmış fitinqlərlə birbaşa "qarşılaşır".
Hər hansı digər kimi, fitinqlərin flanş bağlantısı, şübhəsiz üstünlükləri ilə yanaşı, ən çox yoxdur güclü tərəflər. Ancaq flanşlı fitinqlər vəziyyətində, onlar arasındakı tarazlıq daha çox "artıların" lehinə olur və boru kəməri sistemi dizaynerlərinin seçdiyi flanşlı birləşmələrdir. Bu, boru kəmərinə qoşulmaq üçün digər növ fitinqlər arasında flanşlı fitinqlərin yüksək xüsusi çəkisi ilə aydın şəkildə təsdiqlənir.
Flanş bağlantısının sıxlığı
Boru kəməri fitinqlərinin hər hansı birləşməsi üçün ən vacib tələb sıxlıqdır. Depressurizasiya flanş birləşmələri onlara xas olan obyektiv çatışmazlıqlara görə deyil, sırf subyektiv amillərə ─ vaxtında və ya qeyri-kafi xidmət göstərilməsinə görə baş verir. Möhürün saxlanmasını təmin etmək üçün yüksək səviyyə, flanş birləşməsini təmin edən bağlayıcıları vaxtaşırı bərkitmək lazımdır. Və, əlbəttə ki, flanşlar arasında contaları dəyişdirməyi unutmayın.
Flanş bağlantısının üstünlükləri möhkəmlik, etibarlılıq, təkrar quraşdırma və sökülmə və geniş temperatur diapazonunda istifadə imkanıdır. Flanşlar, aparıcı yerli və xarici istehsalçıların təcrübəsi ilə inandırıcı şəkildə sübut edilmiş, demək olar ki, istənilən diametrli fitinqləri idarə edə bilər. Məsələn, Sankt-Peterburqdan olan ARmatek şirkəti diametri 10 ilə 1800 millimetr arasında olan boru kəməri fitinqləri üçün əks flanşlar təqdim edir.

Flanşlar və GOST
Flanşların təsirli müxtəlifliyi xaosa çevrilmir, əksinə, strukturlaşdırılmış və nizamlıdır. Flanşların konstruksiyaları, konstruksiya variantları, standart ölçüləri, habelə onlara dair ümumi texniki tələblər, onların hazırlanmasında istifadə olunan materiallar, bərkidilmə üsulları standartlaşdırılıb.
Hal-hazırda Rusiya Federasiyasının "GOST R 54432-2011" milli standartı qüvvədədir. PN 1-dən PN 200-ə qədər nominal təzyiq üçün fitinqlərin, birləşdirici hissələrin və boru kəmərlərinin flanşları. Dizayn, ölçülər və ümumi texniki tələblər.” Onun etibarlılıq müddəti məhduddur. GOST 33259-2015 ilə əvəz olunmağa hazırdır. PN 250-ə qədər nominal təzyiq üçün fitinqlərin, birləşdirici hissələrin və boru kəmərlərinin flanşları. Dizayn, ölçülər və ümumi texniki tələblər.” Bu, Standartlaşdırma, Metrologiya və Sertifikatlaşdırma üzrə Dövlətlərarası Şuranın iclasının 27 mart 2015-ci il tarixli 76-P nömrəli protokoluna istinadı ehtiva edən Rosstandartın 26 may 2015-ci il tarixli 443-st nömrəli Sərəncamından irəli gəlir. Yeni GOST 1 aprel 2016-cı il tarixindən könüllü istifadə üçün qüvvəyə minəcək. Bundan sonra artıq tanış olmuş səkkiz QOST qüvvəsini dayandıracaq:
- GOST 12815-80. Py üçün fitinqlərin, birləşdirici hissələrin və boru kəmərlərinin flanşları 0,1-dən 20,0 MPa-a qədər (1-dən 200 kqf / sm2-ə qədər). Növlər. Sızdırmazlıq səthlərinin birləşdirici ölçüləri və ölçüləri;
- GOST 12816-80. Py üçün fitinqlərin, birləşdirici hissələrin və boru kəmərlərinin flanşları 0,1-dən 20,0 MPa-a qədər (1-dən 200 kqf / sm2-ə qədər). Ümumi texniki tələblər;
- GOST 12817-80. Boz çuqundan Ru-a 0,1-dən 1,6 MPa-a qədər (1-dən 16 kqf / sm2-ə qədər) tökülən flanşlar. Dizayn və ölçülər;
- GOST 12818-80. 1,6-dan 4,0 MPa-a qədər (16-dan 40 kqf / sm2-ə qədər) Ru-ya elastik çuqundan tökülən flanşlar. Dizayn və ölçülər;
- GOST 12819-80. Ru üçün 1,6-dan 20,0 MPa-a qədər (16-dan 200 kqf / sm2-ə qədər) tökmə polad flanşlar. Dizayn və ölçülər;
- GOST 12820-80. 0,1-dən 2,5 MPa-a qədər (1-dən 25 kqf / sm2-ə qədər) P üçün polad düz qaynaqlı flanşlar. Dizayn və ölçülər;
- GOST 12821-80. Polad flanşlar 0,1-dən 20,0 MPa-a qədər (1-dən 200 kqf / sm2-ə qədər) P-yə qaynaqlanır. Dizayn və ölçülər;
- GOST 12822-80. Ru üçün 0,1-dən 2,5 MPa-a qədər (1-dən 25 kqf / sm2-ə qədər) qaynaqlı bir üzükdə boş polad flanşlar. Dizayn və ölçülər.
Flanş növləri

GOST 33259-2015 altı növ flanşları müəyyən edir. İlk dördün adları eyni ─ “düz polad flanş” sözləri ilə başlayır. Bu tip 01 ─ qaynaqlanmış polad düz flanş, tip 02 ─ qaynaqlı halqada pulsuz polad düz flanş, tip 03 ─ flanşda pulsuz polad düz flanş, 04 tip ─ qaynaq sıxacında pulsuz polad düz flanşdır. Qalanları ─ tip 11 ─ polad qaynaq flanşı və tip 21 ─ klapan gövdəsinin flanşıdır, yəni flanş klapan gövdəsinin bir hissəsi olduqda. Vana gövdəsinin flanşları tökmə polad və ya çuqun ola bilər - boz və ya çevik.
Yastı qaynaqlanmış polad flanşlar boruya "əzilir" və birbaşa ona qaynaqlanır.
Boş flanşların özəlliyi ondan ibarətdir ki, onların daxili çuxurunun diametri borunun xarici diametrindən böyükdür və onlar boru üzərində asanlıqla döndərə bilirlər ki, bu da quraşdırmanı xeyli asanlaşdırır.
Qaynaqlanmış halqada pulsuz olan polad düz flanş, flanşın özünə əlavə olaraq, nominal diametr baxımından flanşa uyğun gələn bir üzük daxildir. Qaynaqla yalnız üzük sabitlənir, flanşın özü isə sərbəst qalır. Bu, əlverişsiz və ya əlçatmaz yerlərdə flanş birləşmələrini quraşdırarkən, həmçinin onların tez-tez sökülməsi və təmir edilməsi lazım olduqda faydalıdır.
Flanşda sərbəst polad düz flanşlardan istifadə etmək üçün borunun ucunu hazırlamaq lazımdır. Düz bir itmə səthi yaratmaq üçün dəyişdirilir. Belə flanşlar əlvan metallardan hazırlanmış boru kəmərləri üçün optimaldır.
Bir qaynaq sıxacına sərbəst polad düz flanşlar quraşdırarkən, qapalı üzük yerinə sıxac istifadə olunur.
Polad qaynaq flanşı bir qaynaqla bağlanır, borunun son ucunu və flanşın "yaxasını" birləşdirir (buna görə də belə flanşlara yaxa flanşlar deyilir). Daxili diametri yaxası flanş borunun diametrinə bərabərdir.
GOST 33259-2015-ə uyğun olaraq, 01, 02, 11 və 21 tipləri üçün iki ölçü diapazonu var. 1-ci sıraya üstünlük verilir.
Sızdırmazlıq səthinin dizaynı
Hər hansı bir flanşın ən vacib dizayn parametri sızdırmazlıq səthinin dizaynıdır. 1 aprel 2016-cı il tarixindən qüvvəyə minən GOST 33259-2015-ə uyğun olaraq, ölçüləri ətraflı göstərilməklə on dizayn qəbul edilmişdir:
- versiya A ─ mənzil;
- versiya B ─ birləşdirici çıxıntı (bundan sonra ─ GOST 12815-80 uyğun olaraq 1-ci versiyaya uyğundur);
- versiya C, L ─ zıvana (versiya 4 və 8-ə uyğundur);
- versiya D, M ─ yiv (5 və 9-cu versiyalara uyğundur);
- versiya E ─ çıxıntı (2-ci versiyaya uyğundur);
- versiya F ─ boşluğu (versiya 3-ə uyğundur);
- oval conta üçün J ─ versiyası (versiya 7-yə uyğundur);
- lens contası üçün K ─ versiyası (versiya 6 və 8-ə uyğundur).
C, L və E versiyaları yalnız müştərinin istəyi ilə istifadə edilə bilər.
Bütün flanş formalarından...
...dayirmi optimaldır. Digər formalı flanşlar daha az yayılmışdır.
Baxmayaraq ki, standartlar PN 40-dan çox olmayan nominal təzyiq üçün saplamalar (boltlar) üçün dörd deşik olan 2 ölçülü flanşlar istisna olmaqla, bütün dizaynların kvadrat flanşlarının istehsalına icazə verir.
Yeri gəlmişkən, bağlayıcılar üçün flanş deliklərində yiv çəkməyə icazə verilir.
Flanşların istehsalı üçün materiallar və texnologiya
Polad və çuqun flanşların istehsalı üçün aşağıdakılar istifadə olunur:
- polad ─ karbon, aşağı lehimli, istiliyədavamlı, korroziyaya davamlı;
- tökmə ─ alaşımlı, yüksək ərintili və ərinməmiş poladdan;
- boz çuqun ─ SC 15, SC 20;
- çevik çuqun ─ CN 30-6;
- yüksək güclü çuqun ─ HF 40, HF 45.
Flanşların istehsal texnologiyası onların həndəsi ölçülərinə və mexaniki xüsusiyyətlərinə ciddi uyğunluğu təmin etməlidir.
01, 02, 03, 04 tipli flanşlar haddelenmiş təbəqələrdən hazırlana bilər. Qaynaqların bütün en kəsiyi tam nüfuz etməklə yerinə yetirilməsi şərtilə, bu tip flanşlar qaynaq edilə bilər. 11-ci tip flanşların (qaynaqlanmış polad) haddelenmiş təbəqələrdən hazırlanmasına icazə verilmir. Onlar döymə və ya möhürlənmiş blanklardan hazırlanır.
İsti metal formalaşdırma ilə hazırlanmış flanşlar - döymə, yayma, ştamplama - mümkün qədər müasir istismar tələblərinə cavab verir. İsti ştamplama və sonrakı istilik müalicəsi istifadə edərək flanşların istehsalında xüsusilə yaxşı nəticələr əldə edilir. İsti ştamplanmış döymələr hazırda boru kəməri klapanlarının flanşları üçün əsas boşluq növüdür. Bu texnologiya xüsusilə polad qaynaqlı flanşların istehsalında aktualdır.
Deformasiyaya daha az həssas olan çuqun flanşlar öz formasını polad flanşlara nisbətən daha yaxşı saxlayır, lakin onların nisbi kövrəkliyini nəzərə alaraq daha diqqətli işləmə tələb olunur. Beləliklə, çuqun fitinqlərin flanş birləşmələrinin bərkidilməsi ehtiyatla aparılmalıdır ki, həddindən artıq canfəşanlıq flanşın qırılmasına səbəb olmasın.
Bağlayıcılar
Flanş birləşmələrində bərkidicilərin rolunu qiymətləndirmək olmaz. Boltlar və ya dirəklər "vurmalı" mexaniki yüklərəlaqəni kəsməyə çalışır. Bağlayıcılar (boltlar, saplar, qoz-fındıqlar) adətən flanşların özləri ilə eyni və ya oxşar material xüsusiyyətlərindən hazırlanır. Xətti genişlənmə əmsallarında əhəmiyyətli fərqlərdən qaçaraq, işləmə zamanı vacib olan flanş və bərkidicilərin temperatur dəyişikliklərinə reaksiyasında sinxronizmi təmin etmək mümkündür.
Boru kəməri fitinqlərinin flanşlarında bərkidicilər üçün deşiklər həm şaquli, həm də üfüqi əsas oxlara nisbətən simmetrik şəkildə yerləşdirilməlidir. Amma özlərinə yox.
Seçməyə sərf olunan vaxta qənaət etmək və lazımi bağlayıcıların çatdırılması xərclərini azaltmaq üçün onu bir şirkətdən flanşlarla tamamlamaq üçün sifariş vermək rahatdır. Bu, həm də onların tam uyğunluğunun təminatı kimi xidmət edəcəkdir. Bu fürsət ARMATEK ilə əlaqə saxlayan müştərilər üçün mövcuddur. O, həmçinin flanşları müxtəlif materiallardan hazırlanmış vafli contalarla təchiz etməyə kömək edəcəkdir. Axı, flanş bağlantısının möhkəmliyi əsasən onların xüsusiyyətlərindən və keyfiyyətlərindən asılıdır.
Flanşlı contalar
Contanın materialı iş və ətraf mühit şəraitinin parametrləri (təzyiq, tərkib, temperatur) nəzərə alınmaqla onun istismar şərtlərinə uyğun olmalıdır.
Flanş birləşdiricilərinin hərəkətli və ya sabit möhürlənməsi müxtəlif materiallarla təmin edilir: rezin, paronit, aşağı əriyən mastik və s. Yastı flanşlar yumşaq metal və ya yumşaq dolgulu büzməli contalardan istifadə edərək möhürlənir.
A, B, C, D, E və F flanş versiyaları üçün geniş çeşiddə contaların istifadəsinə icazə verilir: metal (dişli daxil olmaqla), termal genişlənən qrafit (TEG) əsasında metal-qrafit, spiral sarğı (SNP) , elastik (xüsusilə çuqun flanşlarına tələbat var). 1, 2 və ya 3 təhlükə siniflərinin təhlükəli maddələrindən və ya yanğın və partlayıcı maddələrdən danışırıqsa, A və B sızdırmazlıq səthləri olan flanşlar üçün elastik ikincil möhürlü TRG dalğa contaları istifadə edilməlidir və SNP contaları iki ilə təchiz olunmalıdır. məhdudlaşdırıcı üzüklər.
Sızdırmazlıq səthləri olan flanşlar, K və J versiyaları, lens contaları, həmçinin oval və səkkizbucaqlı contalar ilə istifadə olunur. Və L və M ─ versiyalarının sızdırmazlıq səthləri olan flanşlar, flüoroplastik-4 əsasında contalar ilə.
Boru kəməri fitinqlərinin flanş bağlantısının vacib parametri, dəyəri yüzlərlə kN ilə ölçülən contanın sıxılma qüvvəsidir.
Contanın ölçüləri flanşların sızdırmazlıq səthlərinin versiyalarının ölçülərini nəzərə alaraq flanş birləşməsinin yığılmasını təmin etməli və konstruksiya montaj zamanı contanın mərkəzləşdirilməsini təmin edərək, ekstruziya ehtimalının qarşısını almalıdır. Contanın daha yaxşı fiksasiyası flanş strukturunun fərdi elementləri ilə təmin edilə bilər. Məsələn, conta üçün yiv və cütləşən flanşdakı zərf, contaları qoruyan və bununla da əlaqənin etibarlılığını artıran bir növ kilid təşkil edir.
Flanş təyinatı
Rahatlıq və müqayisə imkanı üçün "köhnə" və "yeni" işarələmə qaydası kiçik bir cədvəldə ümumiləşdirilmişdir.
|
Polad düz qaynaqlı flanşlar |
Flanş X1-X2-X3-X4 GOST 12820-80, burada: X2 ─ nominal diametri; X3 ─ nominal təzyiq; X4 ─ materialın dərəcəsi. |
Flanş X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ nominal diametri X2 ─ nominal təzyiq X3 ─ flanş tipi nömrəsi X6 ─ materialın dərəcəsi X7─ nəzarət qrupu |
|
Butt qaynaqlı polad flanşlar |
Flanş X1-X2-X3-X4 GOST 12821-80 X1 ─ GOST 1285-80-ə uyğun olaraq sızdırmazlıq səthinin dizaynı X2 ─ nominal diametri X3 ─ nominal təzyiq X4 ─ materialın dərəcəsi |
|
|
Düz polad flanşlar qaynaqlanmış halqada pulsuzdur |
Flanş X1-X2-X3 GOST 12822-80 X1 ─ nominal diametri X2 ─ nominal təzyiq X3 ─ materialın dərəcəsi Üzük X1-X2-X3-X4 GOST 12822-80 X1 ─ GOST 1285-80-ə uyğun olaraq sızdırmazlıq səthinin dizaynı X2 ─ nominal diametri X3 ─ nominal təzyiq X4 ─ materialın dərəcəsi |
Flanş X1-X2-X3-X4-X5-X6 GOST 33259 X1 ─ nominal diametri X2 ─ nominal təzyiq X3 ─ flanş tipi nömrəsi X4 ─ ölçü diapazonu nömrəsi (1 və ya 2) X5 ─ materialın dərəcəsi X6 ─ nəzarət qrupu Üzük X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ nominal diametri X2 ─ nominal təzyiq X3 ─ flanş tipi nömrəsi X4 ─ ölçü diapazonu nömrəsi (1 və ya 2) X5 ─ sızdırmazlıq səthinin dizaynı X6 ─ materialın dərəcəsi X7─ nəzarət qrupu |
Dəyişiklikləri bir neçə xüsusi nümunə ilə müqayisə etmək olar.
|
GOST 12820-80-GOST 12822-80 uyğun olaraq təyinat |
GOST 33259-2015-ə uyğun olaraq təyinat |
|
Flanş 1-50-10 St 25 GOST 12820-80 |
Flanş 50-10-01-1-V-St 25-III GOST 33259 |
|
Flanş 9-50-10F St 25 GOST 12821-80 |
Flanş 50-10-01-1-M-St 25-IV GOST 33259 |
|
Flanş 3-50-100 St 25 GOST 12821-80 |
Flanş 50-100-11-1-F-St 25-IV GOST 33259 |
|
Flanş 5-50-100 St 25 GOST 12821-80 |
Flanş 50-100-11-1-D-St 25-IV GOST 33259 |
|
Flanş 50-10 St 25 GOST 12822-80 Üzük 5-50-10F GOST 12822-80 |
Flanş 50-10-02-1-St 25-IV GOST 33259 Üzük 50-10-02-1-L-St 25-IV GOST 33259 |
Flanşlı fitinqlər boru kəmərinə və flanşlara qoşulmaq üçün digər armatur növləri arasında mühüm yer tutur. müxtəlif növlər və ölçülər çoxlu sayda texnoloji sistemin son dərəcə ümumi elementi olmaqda davam edir, boru kəməri fitinqlərinin quraşdırılmasının ən ümumi üsullarından biridir.
Əvvəlcədən yükləmə (sıxma) sıxlığını təmin etmək lazımdır möhürləyici flanş bağlantısı iş şəraitində.
Boru kəmərinin komponentlərinin möhürlənməsi üçün yüksək təzyiq, əsasən istifadə olunur , uyğun olaraq istehsal edilmişdir.
Bunlarla panjurların geniş yayılması bərkidicilər aşağıdakılara töhfə verdi: istehsalda sadəlik və istehsal qabiliyyəti; etibarlı hesablama və layihələndirmə üsulları; SVD dizaynı və istehsalının uzunmüddətli ənənələri. Bu klapanların dezavantajları, birləşdirilmiş yivli hissələrin vidalanma müddəti ilə əlaqəli arakəsmələrin yüksək əmək intensivliyi, həmçinin klapanın yığılması və sökülməsi prosesinin mexanikləşdirilməsi və avtomatlaşdırılmasının çətinliyidir. çox sayda saç sancaqları Bölmə prosesinin və onun mexanikləşdirilməsinin əmək intensivliyini azaltmaq istəyi, ön yükləmə (sıxma) və ya dirəklər üçün xüsusi cihazların müxtəlif dizaynlarının yaradılmasına səbəb oldu. boltlar və qoz-fındıq.
Torkun tətbiqi ilə bərkidicilərin bərkidilməsi
Torkun bərkidilməsi metodunun əsas üstünlükləri onun çox yönlü olması, sadəliyi və yüksək performansıdır. Dezavantajlar - olduqca aşağı səmərəlilik (bərkməyə sərf olunan ümumi məbləğin yalnız 10% -i). yivli əlaqə iş eksenel qüvvənin yaradılmasına) və bərkidilmə zamanı ştampda burulma gərginliklərinin meydana gəlməsinə səbəb olur ki, bu da .
Əlaqəni sıxarkən, tork M qoza tətbiq olunan kr qoz ucunun stasionar dayaq səthinə sürtünməsini aradan qaldırmaq üçün sərf olunur. və qozun və sapın sapının təmas səthlərinin sürtünməsi:
M cr = M t + M p, (1)
Harada M t - birləşdirilən hissələrin stasionar dayaq səthində qozun ucunun sürtünmə anı; M p - ipdəki fırlanma momenti;
M t = f T Q 3 R T, (2)
Harada f T - qozun sonunda sürtünmə əmsalı; Q 3 - sıxma qüvvəsi; R T - qozun şərti sürtünmə radiusu;
R T = (1/3)(D G 3 - d shb 3) / (D G 2 - d shb 2), (3)
burada DT qozun xarici dayaq səthinin diametridir; d shb - daxili diametri . İpdəki fırlanma anı
M p = Q 3 (P/ 2π + f səh d 2 / 2), (4)
Harada R- iplik aralığı; f p - ipdə sürtünmə əmsalı; d 2 - orta iplik diametri. Təmas edən səthlər sənaye yağı ilə yağlandıqda və onların üzərində elektrolitik örtüklər olmadıqda yivli birləşmələr üçün f T = 0,12, f p = 0,20.
Boltun və ya sapın sapına eksenel qüvvələr tətbiq etməklə bərkidicilərin bərkidilməsi
Çubuq çubuğuna eksenel qüvvələr tətbiq etməklə yivli birləşmələrin bərkidilməsi üsulu nəzərdən keçirilən metodun çatışmazlıqlarından azaddır. Metod, dirsək çubuğunu xüsusi bir cihazla (hidravlik jak) uzatmaqdan ibarətdir, ardınca dartma çubuğunu dartılmış vəziyyətdə düzəltmək üçün qozun boş vidalanmasından ibarətdir.
Metodun özəlliyi ondan ibarətdir ki, fırlanma momenti tətbiq etmədən qoz sıxıldıqdan sonra əlaqə elementləri boş qalır: əlaqə ipi qoz - qoz və interfeyslərin mikro nizamsızlıqları qoz - yuyucu Və . Nəticədə, ştamp üzərindəki dartılma yükünü götürdükdən sonra, bu elementlər yüklənir və deformasiya olunur, bunun nəticəsində qalıq sıxma qüvvəsi azalır.
Boşaltma əmsalından istifadə edərək bir şnurda qüvvənin azaldılması dərəcəsinin ölçülməsi
Gücün azaldılması dərəcəsi hündürdaban ayaqqabılarda qiymətləndirirlər boşaltma amili. Şkafın boşaldılması əmsalı, yükləmə qurğusunun yükü çıxarıldıqdan sonra yük əsas qaykaya ötürüldükdə dirəklərdəki qüvvənin azalmasını nəzərə alır və ştanqı uzatan qüvvənin içindəki qalıq qüvvəyə nisbətinə bərabərdir. .
Flanşlı birləşmədə bərkidicilərin bərkidilməsi ardıcıllığı
Ona görə ki, bərkitmə zamanı praktiki olaraq eyni vaxtda yalnız bir və ya bir neçə dirəklər (qruplar) yüklənir, onda müşahidə etmək lazımdır. müəyyən bir ardıcıllıq hər bir dırnaq və ya eyni vaxtda bərkidilmiş dirəklərin ayrı-ayrı qrupları bərkidərkən. Çubuqları bərkidərkən müəyyən bir ardıcıllığa riayət etmək, aşağıdakı kimi olan qrup yivli birləşmənin bərkidilməsinin xüsusiyyətləri ilə bağlıdır. Yüksək təzyiqli boru kəmərlərində sıxılma gətirib çıxarır flanşın və ya tıxacın sızdırmazlıq səthinin eksenel yerdəyişməsi möhürləmə halqasının xətti ölçülərinin eksenel-radial istiqamətdə azalması, təmasda olan səthlərin mikro pürüzlülüklərinin deformasiyası, qabın gövdəsinin və qapağının flanşının materiallarının möhürləyici səthlər sahəsində sıxılması və digər deformasiyalar. Bu deformasiyalar nəticəsində əsas bərkidicilərin qoz-fındıqlarının dayandığı örtük müstəvisinin eksenel hərəkəti baş verir.
Flanşlı bərkidicilərin bərkidici gücünün ardıcıl olaraq azaldılması
Flanşlı birləşmə dirəklərinin yükləmə rejimləri
Flanşlı birləşmə dirəklərinin yükləmə rejimləri bölünür
- birdəfəlik və
- qrup.
Flanş bərkidiciləri üçün birdəfəlik bərkitmə rejimi
Yükləmənin dəqiqliyini və vahidliyini təmin etmək baxımından ən sürətli, ən etibarlı və idealdır. bütün dirəkləri bir anda bərkitmə üsuluəlaqələri. Bu halda, bütün əlaqə dirəkləri eyni vaxtda bərabər cərəyan dəyərlərinin qüvvələri ilə yüklənir.
Flanş birləşmələrinin dırnaqları və ya boltlarının bərkidilməsi üçün qrup üsulları
Birdəfəlik yükləmə rejimi yaratmaq mümkün deyilsə, qrup rejimləri istifadə olunur. Qrup sıxma rejimində bütün klapan saplamaları bölünür eyni vaxtda bərkidilmiş saplamalar qrupları. Saplama qrupları olmalıdır bərabər paylanmışdır bolt dairəsinin perimetri boyunca. Qrupdakı dırnaqların sayı olmalıdır dirəklərin ümumi sayının çoxluğu flanş bağlantısı.
Qrup sıxma rejimi ola bilər
- tək bypass və
- multi-bypass.
Flanş bağlantısının bərkidicilərinin bərkidilməsi üçün qrup tək keçid rejimi
At tək bypass rejimi yük eyni vaxtda bərkidilmiş dirəklərin hər bir qrupuna yalnız bir dəfə ardıcıl olaraq tətbiq olunur. Bu halda, hər bir qrupun dirəklərindəki yük maksimumdan (birinci qrup üçün) dizayn sıxma qüvvəsinə (üçün) dəyişir. son qrup). Bu sıxma rejiminin üstünlüyü: nisbətən qısa müddətli saplamaların bərkidilməsi prosesi, eləcə də daha çox yüksək dəqiqlikçox sayda bypass və əlaqəli yükləmə xətalarına görə yükləmə (çox bypass rejimi ilə müqayisədə). Əsas çatışmazlıq nisbidir birinci qrupun dirəklərinin yüksək yükləmə qüvvəsi sonuncu qrupun yükləmə qüvvəsi ilə müqayisədə (tez-tez 8-10 dəfə fərqlənir).
Bu çatışmazlıqlarla əlaqədar olaraq, tək bypass sıxma rejimindən istifadə üçün maneələr ola bilər:
- qeyri-kafi yükləmə cihazının gücü;
- qeyri-kafi stud montaj sapı gücü, birinci qrupun dirəklərinin yükləmə qüvvəsinə uyğun olmalıdır.
Flanş dirəklərinin qoz-fındıq ilə bərkidilməsi üçün qrup çox keçid rejimi
Bu vəziyyətdə istifadə edin çox keçidli qrup sıxma rejimi. Bu rejim həyata keçirməkdən ibarətdir bir-birinin ardınca gələn bir neçə yükləmə turu bütün əlaqə qruplarının sapları. Bu bypasslar zamanı dirsəklərin yükləmə qüvvəsi çox baypaslı bərkitmə rejiminin qəbul edilmiş versiyasından asılıdır. Multi-bypass sıxma rejiminin ən ümumi variantıdır bypass-bərabərləşdirmə.
Flanş dirəkləri və qaykaların bərkidilməsi rejimlərinin hesablanması
Şlamların bərkidilməsi rejimlərinin hesablanması. Birdəfəlik dirsək bərkitmə rejimi tək dövrəli qrup bərkitmə rejiminin xüsusi halıdır ki, burada dirək qruplarının sayı n=1, yəni. Bütün flanş dirəkləri eyni vaxtda yüklənir. Dirsəklərin bərkidilməsinin tək keçid rejimində növbəti qrup dirəklərin cari yükləmə qüvvəsi (RD26-01-122-89)
Harada K z 1 - müvafiq qrupun dirəklərinin boşaltma əmsalı; Q n - sonuncu qrupun dirəklərinin son bərkidici qüvvəsi; n = m/i—qapıdakı sancaqlar qruplarının sayı; m— qapıdakı sancaqların sayı; i— eyni vaxtda işləyən yükləmə qurğularının (hidravlik domkratların) sayı; z— yüklənmiş plitələr qrupunun seriya nömrəsi. Son Güc Q bərkitmə prosesinin sonunda dirəklər qrupu üçün n,
Q n = Q 3 / n,(6)
Harada Q 3 - bütün bolt saplamalarının ümumi sıxma qüvvəsi.
Sızdırmazlıq contasının nisbi uyğunluq əmsalı
α =λ 0 / λ Ш ( Q), (7)
λ 0 və λ Ш ( Q) - sızdırmazlıq contasının və ştamplar qrupunun ox uyğunluğu. Müvafiq qrupun bir dirəyinin yükləmə gücünün cari dəyəri
Q z = Q z/ i. (8)
Birinci qrupun bir şnurunun yükləmə gücünün cari dəyəri Q" z=1 bir dirəkdə icazə verilən yüklə müqayisə edilir [ Q"]; şərt yerinə yetirilməlidir
Q" z=1 ≤ [ Q"] (9)
Bir dirəkdə icazə verilən yük [ Q"] iki dəyərdən kiçiyinə bərabər alınır:
1. saplama sapının montaj sahəsinin möhkəmliyini təmin etmək şərtindən
[Q"] ≤ 0,8 σ 20 Tsh FŞ, (10)
Harada σ 20 ТШ - 20°C temperaturda dirək materialının axma gücü; FШ - saplamanın montaj hissəsinin kəsik sahəsi;
2. və ya yükləmə qurğusunun işçi qüvvəsi ilə (hidravlik domkrat)
[Q"] ≤ Q Yaxşı. . (on bir)
Şərt (9) yerinə yetirilmirsə, o zaman dirəklərin bərkidilməsinin bypass-bərabərləşdirmə rejimini və müvafiq bypass ilə növbəti dirəklər qrupunun yükləmə gücünün cari dəyərini hesablamaq lazımdır.
 , (12)
, (12)
[Q] = i[Q"]. (13)
Tələb olunan dövrlərin sayı
 (14)
(14)
Harada K z2 bypass-bərabərləşdirici sıxma rejimində dirəklərin boşaldılması əmsalıdır.
Flanş birləşmələri üçün ştampların relyef faktoru
Müxtəlif bölmələrin contalarının möhürlənməsi üçün flanşlı bağlayıcıların boşaltma əmsalındakı fərq
Maksimum əmsal dəyərləri TO n müvafiq tipli O-halqa üçün bir keçidli bərkidici rejimdə (birinci qrup bərkidicilər) dirəklərin boşaldılması aşağıdakı cədvəldə verilmişdir.
| Polad contanın bölmə görünüşü | Maksimum dəyər K n | |
| ikiqat konus conta | 1,4 | |
| üçbucaqlı conta | 1,45 | |
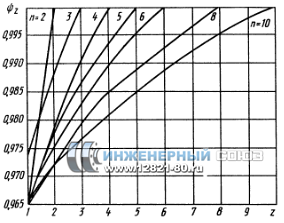
| düyü. 1.Əmsalın asılılığı ψ
z-dən İLƏ artan yük eksenel uyğunluq flanş hissələri azalır və buna görə də ştampların boşaldılması əmsalı da azalır. Bununla əlaqədar olaraq, şlamların boşaldılması əmsalları müxtəlif qruplarəlaqələri müxtəlifdir. Maksimum yüklə yüklənmiş birinci qrup dirəklər üçün boşaltma əmsalı minimaldır; sonuncu qrup dirəklər üçün boşaltma əmsalı maksimumdur. Müvafiq seriya nömrəsi olan bir qrup dirsək üçün boşaltma əmsalı K z = ψ z TO n, (15) Harada ψ z - sızdırmazlıq halqasının növündən, flanş birləşməsindəki dirək qruplarının sayından və qrupun seriya nömrəsindən asılı olaraq əmsaldır (şəkil 6.35, 6.36).
düyü. 1.Əmsalın asılılığı ψ
z-dən Səkkizbucaqlı sızdırmazlıq halqası və yastı metal contalı klapanlar üçün qəbul edin ψ z = 1, çünki dirək qrupları arasında yükləmə qüvvələrinin fərqi kiçikdir və buna görə boşaltma əmsalı demək olar ki, sabitdir və maksimum dəyərə bərabərdir. TO n. Bypass-bərabərləşdirici bərkitmə rejimində birinci dolanma üçün dirəklərin boşaldılması əmsalı birdəfəlik sıxma rejimində olduğu kimi müəyyən edilir. Sonrakı dövrələr zamanı hər bir dirək qrupu üçün boşaltma əmsalı birinci raundun son dirəklər qrupu üçün boşaltma əmsalına bərabər götürülür. Yükləmə cihazı (hidravlik jak) fırlanma anı tənzimləyicisi ilə qoz-fındıqların vidalanması üçün bir mexanizmlə təchiz edilmişdirsə, uzanan bir saplama ilə bu an empirik düsturla müəyyən edilir. M Kpz = 7.7.10 6 F w d p , (16) Harada M Kpz - fırlanma anı, N m; F w - saplamanın kəsik sahəsi, m2; d p - bağlayıcının ip diametri, m. Bu halda, dirəklərin (boltların) boşaltma əmsalı K zM = 0,85 ( K z - 1) + 1. (17) NəticəFlanş bərkidicilərinin ardıcıl bərkidilməsinin nəzərdən keçirilən üsullarının istifadəsi sızdırmazlıq contasının vahid sıxılmasını və nəticədə flanş birləşməsinin etibarlılığını və möhkəmliyini təmin edir. Biblioqrafiya
Bu səhifəyə daxil olmaqla siz avtomatik qəbul edirsiniz |
FLANŞLAR,
BİRLİK HİSSƏLƏRİ
VƏ BORU KƏMƏRLƏRİ NƏZƏRİNƏ
TƏZYİQPN 1 TO PN 200
Dizayn, ölçülər
və ümumi texniki tələblər
ISO 7005-1: 1992
Metal flanşlar - 1-ci hissə: Polad flanşlar
(NEQ)
ISO 7005-2:1988
Metal flanşlar - 2-ci hissə: Çuqun flanşlar
(NEQ)
|
Moskva Standardinform 2012 |
Ön söz
Standartlaşdırmanın məqsəd və prinsipləri Rusiya Federasiyası 27 dekabr 2002-ci il tarixli 184-FZ nömrəli "Texniki tənzimləmə haqqında" Federal Qanunla müəyyən edilmiş və Rusiya Federasiyasının milli standartlarının tətbiqi qaydaları - GOST R 1.0-2004 "Rusiya Federasiyasında standartlaşdırma. Əsas müddəalar"
Standart məlumat
1 "Tədqiqat-İstehsalat Şirkəti "Vapa Mühəndisliyi Mərkəzi Konstruktor Bürosu" Qapalı Səhmdar Cəmiyyəti ("NPF "TsKBA" QSC) tərəfindən işlənib hazırlanmışdır.
2 Standartlaşdırma üzrə Texniki Komitə tərəfindən TƏQDİM EDİLMİŞ TC 259 “Boru fitinqləri və körüklər”
3 Texniki Tənzimləmə və Metrologiya üzrə Federal Agentliyin 28 sentyabr 2011-ci il tarixli, 374-st nömrəli əmri ilə təsdiq edilmiş və qüvvəyə minmişdir.
4 Bu standart aşağıdakı beynəlxalq standartların əsas tənzimləyici müddəalarını nəzərə alır:
ISO 7005-1: 1992 “Metal flanşlar. Hissə 1. Polad flanşlar" (ISO 7005-1:1992 "Metal flanşlar - 1-ci hissə: Polad flanşlar", NEQ);
ISO 7005-2:1988 “Metal flanşlar. Hissə 2. Çuqun flanşlar" ( ISO 7005-2:1988 "Metal flanşlar"- 2-ci hissə: Çuqun flanşlar", NEQ)
5 İLK DƏFƏ TƏQDİM EDİLİR
Məlumat haqqında dəyişikliklər Kimə indiki standart nəşr edilmişdir V hər il nəşr edilmişdir məlumat xarakterli indeks “Milli standartlar", A mətn dəyişikliklər Və düzəlişlər - V aylıq nəşr edilmişdir məlumat əlamətlər “Milli standartlar". IN hal təftiş (əvəzedicilər) və ya ləğvlər indiki standart uyğun bildiriş olacaq nəşr edilmişdir V aylıq nəşr edilmişdir məlumat xarakterli indeks “Milli standartlar". Uyğundur məlumat, bildiriş Və mətnlər yerləşdirilir Həmçinin V məlumat xarakterli sistemi general istifadə edin - haqqında rəsmi vebsayt Federal agentlikləri By texniki tənzimləmə Və metrologiya V şəbəkələr İnternet
GOST R 54432-2011
RUSİYA FEDERASİYASININ MİLLİ STANDARTI
FITTİNQLƏRİN FLANŞLARI, BİRƏŞDİRİCİ HİSSƏLƏR
VƏ NOMINAL TƏZYİQ ÜÇÜN BORU KƏMƏRLƏRİPN 1 TO PN 200
Dizayn, ölçülər və ümumi texniki tələblər
Nominal təzyiq üçün klapanlar, fitinqlər və boru kəmərləri üçün flanşlar PN 1-ə PN 200.
Dizayn,ölçülər və ümumi texniki tələblər
Tətbiq tarixi - 2012-04-01
1 istifadə sahəsi
Bu standart boru kəməri armaturlarının, birləşdirici hissələrin və boru kəmərlərinin birləşdirici flanşlarına, həmçinin nominal təzyiqi olan maşınların, alətlərin, boruların, aparatların və çənlərin birləşdirici flanşlarına şamil edilir.PN 1-ə PN200 və polad və çuqun flanşların dizaynını və ölçülərini müəyyən edir, flanşların növlərini, sızdırmazlıq səthlərinin formalarının növlərini müəyyənləşdirir, istehsal, markalanma, sınaq və yoxlama üçün texniki tələbləri müəyyən edir. Bu standart həmçinin flanşlar və bərkidicilər üçün materialın seçilməsi üçün tövsiyələr verir.
Digər obyektlər üçün flanşlar, parametrlər və istifadə şərtləri üçün QOST 1536, QOST 4433, QOST 9399, QOST 25660, QOST 28759.1 - QOST 28759.5 tətbiq olunur.
Standart uyğunluğu nümayiş etdirmək üçün istifadə edilə bilər.
2 Normativ istinadlar
Bu standart aşağıdakı standartlara normativ istinadlardan istifadə edir:
GOST R 52376-2005 İstiliyədavamlı spiral sarğı contaları. Növlər. Əsas Ölçülər
GOST R 52720-2007 Boru kəməri fitinqləri. Şərtlər və anlayışlar
GOST R 53561-2009 Boru kəməri fitinqləri. Valf flanşları üçün oval, səkkizbucaqlı, polad linza contaları. Dizayn, ölçülər və ümumi texniki tələblər
GOST R 52857.4-2007 Gəmilər və aparatlar. Güc hesablamalarının normaları və üsulları. Flanş birləşmələrinin möhkəmliyinin və sıxlığının hesablanması
GOST 2.301-68 bir sistem dizayn sənədləri. Formatlar
GOST 9.014-78 Korroziyadan və qocalmadan vahid qorunma sistemi. Məhsulların müvəqqəti antikorroziyadan qorunması. Ümumi Tələb olunanlar
GOST 356-80 Boru kəməri fitinqləri və hissələri. Nominal, sınaq və iş təzyiqləri. Sıralar
GOST 977-88 Polad tökmə. Ümumi texniki şərtlər
QOST 1050-88 Uzun prokat məmulatları, kalibrlənmiş, xüsusi səthi işlənmiş, yüksək keyfiyyətli karbon konstruksiya poladdan hazırlanmışdır. Ümumi texniki şərtlər
GOST 1215-79 Dəmir tökmə materialları. Ümumi texniki şərtlər
GOST 1412-85 Döküm üçün lopa qrafitli çuqun. Markalar
GOST 1536-76 Gəmi boru kəmərləri üçün flanşlar. Birləşdirici ölçülər və sızdırmazlıq səthləri
GOST 1577-93 Yuvarlanmış qalın təbəqələr və yüksək keyfiyyətli poladdan hazırlanmış geniş təbəqələr. Spesifikasiyalar
GOST 2590-2006 İsti haddelenmiş polad məmulatları. Çeşid
GOST 2591-2006 İsti yayılmış kvadrat polad məhsulları. Çeşid
GOST 4433-76 Gəmilər üçün fitinqlər, birləşdirən hissələr və boru kəmərləri üçün flanşlar. Növlər
GOST 4543-71 Yüngül lehimli struktur polad. Spesifikasiyalar
GOST 5520-79 Qazanlar və təzyiqli gəmilər üçün karbon, aşağı lehimli və lehimli poladdan yuvarlanmış təbəqələr. Spesifikasiyalar
GOST 5632-72 Yüksək alaşımlı poladlar və korroziyaya davamlı, istiliyədavamlı və istiliyədavamlı ərintilər. Markalar
GOST 5773-90 Kitab və jurnal nəşrləri. Formatlar
GOST 6032-2003 Korroziyaya davamlı poladlar və ərintilər. Qranulyar korroziyaya davamlılığın sınaq üsulları
GOST 7293-85 Döküm üçün düyünlü çuqun. Markalar
GOST 7350-77 Korroziyaya davamlı, istiliyədavamlı və istiliyədavamlı qalın təbəqə polad. Spesifikasiyalar
GOST 7505-89 Ştamplanmış polad döymələr. Tolerantlıqlar, müavinətlər və saxtakarlıq müavinətləri
GOST 8479-70 Struktur karbondan və ərinti poladdan hazırlanmış döymələr. Ümumi texniki şərtlər
GOST 9399-81 Yivli polad flanşlar üçün R 20 - 100 MPa-da (200 - 1000 kqf/sm2). Spesifikasiyalar
GOST 9454-78 Metallar. Aşağı, otaq və yüksək temperaturda zərbə əyilmə testi üsulu
GOST 14140-81 Bir-birini əvəz etmənin əsas standartları. Bağlayıcılar üçün deşiklərin oxlarının yerləşməsi üçün tolerantlıqlar
GOST 14192-96 Yükün markalanması
GOST 14637-89 (ISO 4995-78) Adi keyfiyyətli karbon poladdan yuvarlanmış qalın təbəqələr. Spesifikasiyalar
GOST 14792-80 Oksigen və plazma qövsünün kəsilməsi ilə kəsilmiş hissələr və iş parçaları. Dəqiqlik, kəsilmiş səthin keyfiyyəti
GOST 15180-86 Yastı elastik contalar. Əsas parametrlər və ölçülər
GOST 19281-89 (ISO 4950-2-81, ISO 4950-3-81, ISO 4951-79, ISO 4995-78, ISO 4996-78, ISO 5952-83) Yüksək möhkəm poladdan prokat məmulatları. Ümumi texniki şərtlər
GOST 20072-74 İstiliyədavamlı polad. Spesifikasiyalar
GOST 20700-75 0-dan 650 °C-ə qədər orta temperaturda flanş və anker birləşmələri, tıxaclar və sıxaclar üçün boltlar, saplamalar, qoz-fındıq və yuyucular. Spesifikasiyalar
GOST 22727-88 Rulo təbəqələr. Ultrasəs müayinə üsulları
GOST 23304-78 Atom elektrik stansiyalarının flanş birləşmələri üçün boltlar, dirəklər, qoz-fındıq və yuyucular. Texniki tələblər. Qəbul. Test üsulları. Etiketləmə, qablaşdırma, daşıma və saxlama
GOST 24507-80 Qeyri-dağıdıcı sınaq. Qara və əlvan metallardan döymələr. Ultrasəs qüsurlarının aşkarlanması üsulları
GOST 25054-81 Korroziyaya davamlı polad və ərintilərdən hazırlanmış döymələr. Ümumi texniki şərtlər
GOST 25660-83 Sualtı boru kəmərləri üçün izolyasiya flanşları R y 10,0 MPa (» 100 kqf/sm 2). Dizayn
GOST 26349-84 Boru kəmərlərinin birləşmələri və fitinqləri. Nominal təzyiqlər. Sıralar
GOST 26645-85 Metallardan və ərintilərdən tökmə. Ölçü, kütlə və emal toleransları
GOST 28338-89 (ISO 6708-80) Boru kəmərlərinin birləşmələri və fitinqləri. Nominal diametrlər. Sıralar
GOST 28759.1-90 - GOST 28759.5-90 Gəmilərin və cihazların flanşları
GOST 30893.1-2002 (ISO 2768-1-89) Bir-birini əvəz etmənin əsas standartları. Ümumi tolerantlıqlar. Müəyyən edilməmiş toleranslarla xətti və bucaq ölçülərinin sapmalarını məhdudlaşdırın
Qeyd - Bu standartdan istifadə edərkən, istinad standartlarının etibarlılığını yoxlamaq məsləhətdir məlumat Sistemiümumi istifadə üçün - İnternetdə Texniki Tənzimləmə və Metrologiya üzrə Federal Agentliyin rəsmi saytında və ya cari ilin 1 yanvar tarixinə dərc edilmiş illik nəşr olunan "Milli Standartlar" məlumat indeksinə uyğun olaraq və müvafiq Bu il açıqlanan aylıq məlumat indeksi. İstinad standartı dəyişdirilərsə (dəyişdirilirsə), bu standartdan istifadə edərkən siz əvəz edən (dəyişdirilmiş) standartı rəhbər tutmalısınız. Əgər istinad standartı dəyişdirilibsə (ləğv edilibsə), onda bu standartdan istifadə edərkən siz dəyişdirilən (düzəliş edilmiş) standartı rəhbər tutmalısınız.
3 Terminlər, təriflər və abbreviaturalar
3.1 Bu standartda müvafiq tərifləri olan aşağıdakı terminlər istifadə olunur.
3.1.1 boru kəməri fitinqləri (armaturlar): GOST R 52720 uyğun olaraq.
3.1.2 çərşənbə: GOST R 52720 uyğun olaraq.
3.1.3 nominal təzyiq PN: GOST 26349 və GOST R 52720 uyğun olaraq.
3.1.4 nominal diametri DN: GOST 28338 və GOST R 52720 uyğun olaraq.
3.1.5 sıxlıq: GOST R 52720 uyğun olaraq.
3.1.6 möhür: GOST R 52720 uyğun olaraq.
3.2 Bu standartda aşağıdakı abreviatura və simvollardan istifadə olunur:
ND - normativ sənəd;
KD - dizayn sənədləri;



