อุปกรณ์ทางเทคนิคหลายอย่างรวมถึงของใช้ในครัวเรือนส่วนใหญ่มีการเชื่อมต่อแบบเกลียวซึ่งมนุษยชาติเริ่มใช้มาตั้งแต่สมัยโบราณ เครื่องมือหลักที่ใช้สร้างองค์ประกอบของการเชื่อมต่อดังกล่าว ได้แก่ การแตะ การใช้งานช่วยให้คุณสามารถตัดเกลียวคุณภาพสูงและแม่นยำบนพื้นผิวด้านในของรูได้อย่างรวดเร็วและโดยไม่ยาก
คุณสมบัติการออกแบบ
เครื่องมือหั่นชิ้นแรก ด้ายภายในพวกเขาโดดเด่นด้วยการออกแบบดั้งเดิมและประกอบด้วยแท่งจัตุรมุขที่ปลายการทำงานซึ่งลับให้แหลมจนถึงกรวยตื้นและเลื่อยฟันออก เมื่อใช้ต๊าปดังกล่าว เกลียวจะถูกตัดโดยการขันเกลียวเข้าที่ด้านในของน็อตหรือเข้าไปในรูในชิ้นงานที่เตรียมไว้ก่อนหน้านี้ โดยธรรมชาติแล้วเครื่องมือดังกล่าวมีข้อเสียหลายประการ สิ่งสำคัญที่สุด ได้แก่ การไม่มีพื้นผิวด้านหลังบนชิ้นส่วนตัด เช่นเดียวกับมุมคายลบ เมื่อเวลาผ่านไป การออกแบบดอกต๊าปมีความซับซ้อนมากขึ้น และทุกวันนี้ก็ช่วยให้คุณสร้างเกลียวภายในที่แม่นยำและมีคุณภาพสูงได้
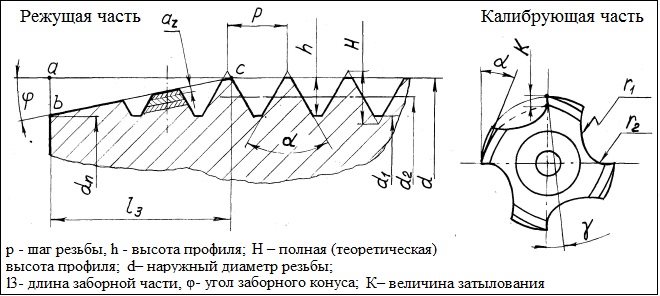
การต๊าปสำหรับตัดเกลียวบนพื้นผิวด้านในของชิ้นงาน โดยไม่คำนึงถึงพารามิเตอร์ทางเรขาคณิตและวัตถุประสงค์ จะมีองค์ประกอบดังต่อไปนี้:
- ร่องด้านข้าง (มีได้ตั้งแต่ 2 ถึง 6)
- ส่วนไอดีรูปกรวย
- ส่วนสอบเทียบซึ่งมีรูปทรงกระบอก
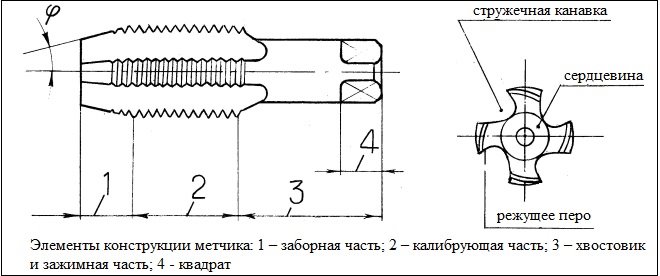
ร่องที่อยู่บนพื้นผิวด้านข้างของเครื่องมือตลอดความยาวทั้งหมดทำหน้าที่สองอย่างพร้อมกัน: ช่วยให้มั่นใจในการขจัดเศษออกจากโซนการประมวลผล และอำนวยความสะดวกในการจ่ายสารหล่อลื่น (สารหล่อเย็น) ไปยังโซนดังกล่าว รูปร่างของร่องของดอกต๊าปในส่วนตัดขวางนั้นถูกกำหนดโดยพื้นผิวทั้งสองของมัน โดยหนึ่งในนั้นคือขอบด้านหน้าของฟันตัดของเครื่องมือ และอันที่สองคือด้านหลัง ร่องชิปเป็นประเภทต่อไปนี้ขึ้นอยู่กับประเภทของโปรไฟล์:
- รัศมีเดียว (มีร่องของรูปร่างนี้โดยส่วนใหญ่จะผลิตต๊าปประเภทการสอบเทียบ)
- มีพื้นผิวด้านหน้าและด้านหลังตรง (เครื่องมือที่มีร่องของรูปทรงนี้ใช้สำหรับตัดเกลียวภายในน็อต)
- มีพื้นผิวหน้าตรงและหลังมีรัศมี (ดอกต๊าปส่วนใหญ่จะผลิตด้วยร่องประเภทนี้)
ร่องสามารถจัดวางได้หลายวิธี: มีร่องตรงเช่นเดียวกับเกลียวขวาหรือซ้าย ดอกต๊าปอเนกประสงค์สำหรับการใช้งานทั่วไปผลิตขึ้นโดยมีร่องแบบตรง ขลุ่ยเกลียวซ้ายผลิตดอกต๊าปที่ใช้สำหรับตัดเกลียวสำหรับทางเดิน เศษที่สร้างขึ้นโดยเครื่องมือดังกล่าวจะเคลื่อนไปข้างหน้าไปตามรูที่กำลังดำเนินการ ซึ่งจะช่วยลดความเสี่ยงที่จะเกิดความเสียหายต่อเกลียวที่ตัดแล้ว เมื่อใช้ต๊าปในทิศทางที่ถูกต้องของการบิดร่อง เศษจะถูกดึงออกจากโซนการประมวลผลไปยังด้ามเครื่องมือ ด้วยเหตุนี้ ดอกต๊าปสำหรับมือขวาจึงเหมาะอย่างยิ่งสำหรับการตัดเกลียวในรูตัน
ส่วนทางเข้าของก๊อกตามที่กล่าวไว้ข้างต้นมีรูปทรงกรวย ซึ่งช่วยให้กระบวนการสอดเครื่องมือเข้าไปในรูที่กำลังตัดเฉือนสะดวกยิ่งขึ้น ค่าเฉพาะของมุมเอียงของชิ้นส่วนไอดีซึ่งอาจอยู่ในช่วง 3–20° จะถูกเลือก ขึ้นอยู่กับประเภทของการประมวลผลเครื่องมือที่จะใช้สำหรับการกัดหยาบ ขั้นกลาง หรือการเก็บผิวละเอียด
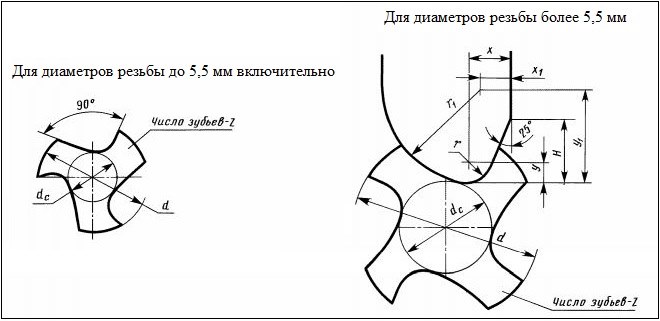
ส่วนสอบเทียบทรงกระบอกทำขึ้นโดยมีการลดลงย้อนกลับสูงสุด 0.1 มม. ซึ่งจำเป็นเพื่อลดแรงเสียดทานที่เกิดขึ้นระหว่างกระบวนการตัดเกลียว แรงเสียดทานระหว่างส่วนการทำงานของดอกต๊าปและพื้นผิวที่ตัดเฉือนสามารถลดลงได้ด้วยการรองรับพื้นผิวด้านหลังของฟันตัด โดยเริ่มจากด้านบนจนถึง 1/3 ของความกว้าง สิ่งนี้จะทำให้พื้นผิวด้านหลังของฟันตัดลดลง โดยค่าของเครื่องมือที่มีเส้นผ่านศูนย์กลาง 12–30 มม. คือประมาณ 0.1 มม.
ประเภทตามวัตถุประสงค์
อุตสาหกรรมการผลิตสมัยใหม่ ประเภทต่างๆก๊อกที่แตกต่างกันทั้งในด้านดีไซน์และ ฟังก์ชั่น. ดังนั้นตามวัตถุประสงค์ ก๊อกจึงสามารถอยู่ในประเภทใดประเภทหนึ่งต่อไปนี้
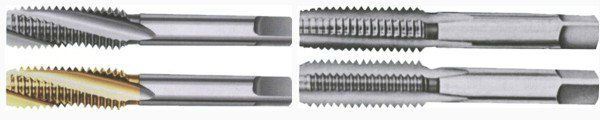
ช่างทำกุญแจเครื่องมือเหล่านี้ส่วนใหญ่มักถือด้วยมือและใช้ร่วมกับข้อเหวี่ยงแบบพิเศษ โดยให้การหมุนหมุนไปที่ก๊อก ตามกฎแล้ว มีการผลิตและใช้ในชุดประกอบด้วยเครื่องมือสองหรือสามชิ้น ซึ่งแต่ละชิ้นจะลบค่าเผื่อเพียงบางส่วนออกจากพื้นผิวที่กำลังดำเนินการ ขนาดของต๊าปที่รวมอยู่ในชุดอุปกรณ์นี้ (โดยเฉพาะเส้นผ่านศูนย์กลางในการใช้งาน) จะแตกต่างกันไป เครื่องมือชิ้นแรกซึ่งอยู่บนก้านซึ่งมีการทำเครื่องหมายในรูปแบบของหนึ่งบรรทัดจะใช้สำหรับการกัดหยาบส่วนที่สอง (มีสองบรรทัดบนก้าน) ใช้สำหรับการประมวลผลระดับกลางและเครื่องมือที่สาม (มีสามบรรทัดตามลำดับ ) ใช้สำหรับตกแต่งด้ายที่กำลังตัดให้เรียบร้อย

เครื่องมือเหล่านี้เป็นเครื่องมือที่สามารถตัดเกลียวได้ทั้งแบบแมนนวลและบนเครื่องจักรประเภทต่างๆ (เครื่องกลึง สว่าน มวลรวม ฯลฯ) ต๊าปดังกล่าวแตกต่างจากต๊าปงานโลหะตรงที่มีส่วนรั้วสั้นกว่าเล็กน้อยและมีความต้านทานต่อแรงกดทางกลสูงกว่า

ถั่ว
พวกเขาใช้เครื่องมือดังกล่าวเพื่อตัดเกลียวเป็นน็อตตามชื่อ น็อตที่ได้รับการเกลียวด้วยการแตะแล้วจะไม่บิดจากเครื่องมือ แต่จะถูกย้ายไปยังส่วนหางที่ยาว ก้านของต๊าปน็อตที่ใช้ตัดเกลียวบนเครื่องเจาะนั้นมีรูปร่างเป็นเส้นตรง ถั่วที่มีเกลียวที่ตัดแล้วซึ่งย้ายไปที่ก้านนั้นจะถูกสะบัดออกหลังจากถอดเครื่องมือออกจากหัวจับเครื่องจักรแล้ว ในการตัดน็อต เครื่องต๊าปเกลียวอัตโนมัติจะใช้ต๊าปที่มีก้านมีรูปร่างโค้ง เมื่อทำการแกะสลักในลักษณะนี้ ถั่วจะถูกผลักไปตามก้านโค้งของเครื่องมือภายใต้แรงกดของกันและกัน ไปถึงส่วนปลายแล้วตกลงไปในภาชนะที่เตรียมไว้
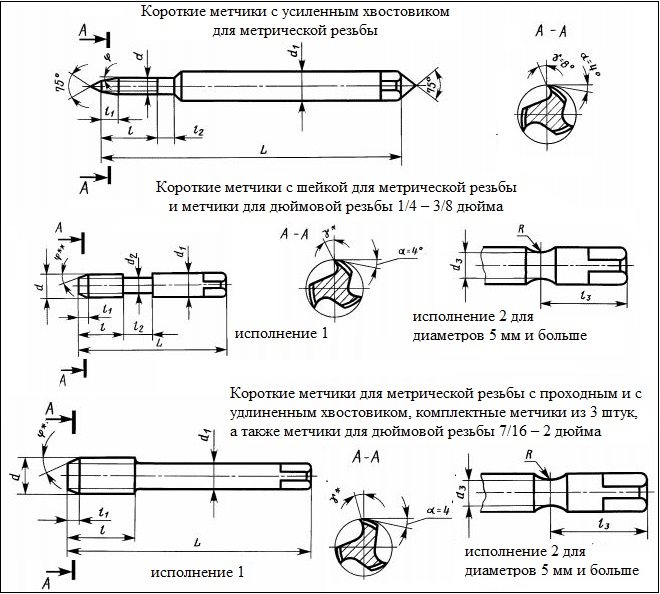
ข้อกำหนดสำหรับการออกแบบและขนาดของต๊าปแบบแมนนวลและแบบเครื่องจักรสำหรับการตัดเกลียวเมตริกระบุโดย GOST 3266-81 ซึ่งเรียกว่า: “ต๊าปเครื่องจักรและมือ การออกแบบและขนาด”
คุณสามารถทำความคุ้นเคยกับข้อกำหนด GOST สำหรับการต๊าปแบบแมนนวลและแบบเครื่องจักรได้โดยดาวน์โหลดเอกสารในรูปแบบ pdf จากลิงก์ด้านล่าง
ประเภทตามการออกแบบ
ตามการออกแบบก๊อกยังแบ่งออกเป็นประเภทต่างๆ ดังนั้นเครื่องมือจึงมีความโดดเด่นขึ้นอยู่กับพารามิเตอร์นี้:
- ด้วยร่องชิปที่มีความยาวสั้นลงซึ่งเรียกอีกอย่างว่า fluteless (การออกแบบของต๊าปดังกล่าวได้รับการออกแบบมาเป็นพิเศษสำหรับการตัดเกลียวในชิ้นส่วนที่ทำจากเหล็กกล้าคาร์บอนต่ำเหนียว, โลหะผสมอลูมิเนียมและเหล็กโลหะผสมที่มีความแข็งแรงสูง)
- มีร่องที่อยู่ตามแนวเกลียว (เครื่องมือดังกล่าวติดตั้งบนศูนย์เครื่องจักรกลและใช้สำหรับตัดเกลียวตาบอด)
- ด้วยฟันตัดที่วางอยู่ในรูปแบบกระดานหมากรุก (เนื่องจากฟันตัดในส่วนการสอบเทียบของเครื่องมือดังกล่าวถูกตัดทีละซี่จึงเป็นไปได้ที่จะลดแรงเสียดทานระหว่างการประมวลผล)
- ประเภทขั้นบันไดที่มีส่วนการทำงานแบ่งออกเป็นสองส่วนซึ่งแต่ละส่วนทำหน้าที่ของตัวเอง (ตัวอย่างเช่นมีก๊อกแบบขั้นบันไดส่วนแรกทำงานตามวงจรเครื่องกำเนิดไฟฟ้าและส่วนที่สอง - ตามโปรไฟล์สำหรับขั้นบันได เครื่องมือประเภทอื่น ส่วนแรกทำหน้าที่ตัด และส่วนที่สอง - ปรับให้เรียบ)
- รวมกัน (จริงๆ แล้วเป็นเครื่องมือสองอย่างในหนึ่งเดียว: ชิ้นส่วนตัดที่ทำในการออกแบบเดียวเริ่มต้นด้วยสว่านและสิ้นสุดด้วยการแตะ)
- ต๊าบเจาะ ใช้สำหรับตัดเกลียวในรูทะลุที่มีเส้นผ่านศูนย์กลางใด ๆ (ด้วยความช่วยเหลือของพวกเขาจะตัดด้ายบนเครื่องกลึงในหัวจับที่ยึดชิ้นงานไว้และในที่จับเครื่องมือ - ก้านของเครื่องมือที่ใช้; การเคลื่อนไหวของ การต๊าปในระหว่างกระบวนการตัดเกลียวนั้นมั่นใจได้ด้วยการป้อนอัตโนมัติของการรองรับเครื่องจักรและการหมุนของชิ้นงานนั้นทำโดยการหมุนแกนหมุน)
- ด้วยช่องภายในเนื่องจากเครื่องมือถูกทำให้เย็นลงระหว่างการประมวลผล (การใช้ต๊าปดังกล่าวที่ติดตั้งบนอุปกรณ์พิเศษหรืออเนกประสงค์สามารถเพิ่มประสิทธิภาพการตัดเกลียวได้อย่างมาก)
- ระฆัง (ดอกต๊าปดังกล่าวใช้สำหรับตัดเกลียวภายในที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ (50–400 มม.) และมีโครงสร้างสำเร็จรูปประกอบด้วยองค์ประกอบการตัดแต่ละชิ้น)
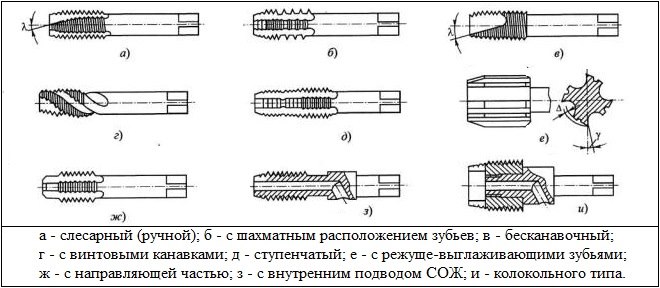
ตามโครงสร้างแล้ว การแตะทั้งหมดที่ระบุไว้ข้างต้นมีความแตกต่างกันมากจนคุณสามารถแยกออกจากรูปถ่ายได้
ประเภทของเกลียวที่จะตัด
การใช้ต๊าปประเภทต่างๆ รวมถึงแม่พิมพ์ประเภทต่างๆ คุณสามารถสร้างเกลียวบนพื้นผิวภายในของชิ้นส่วนได้ หลากหลายชนิด. ต๊าปแบ่งออกเป็นประเภทต่างๆ ดังต่อไปนี้ ขึ้นอยู่กับประเภทของเกลียวที่ถูกตัด
เมตริกเหล่านี้คือต๊าปที่ใช้ในการตัดเกลียวเมตริก องค์ประกอบด้ายที่ตัดในกรณีดังกล่าวมีรูปร่างของสามเหลี่ยมหน้าจั่วและพารามิเตอร์ทั้งหมดจะวัดเป็นหน่วยมิลลิเมตร เครื่องหมายของก๊อกดังกล่าวมีตัวอักษร "M" ในการเลือกต๊าปเมตริกและเส้นผ่านศูนย์กลางของรูเตรียม จะใช้ตารางอ้างอิงพิเศษ
นิ้วส่วนการทำงานของก๊อกดังกล่าวมีรูปทรงกรวย เส้นผ่านศูนย์กลางของเครื่องมือนิ้ววัดเป็นนิ้ว และระยะพิทช์วัดเป็นจำนวนเกลียวต่อนิ้ว (25.4 มม.) ความชันของพื้นผิวโดยเฉลี่ยของก๊อกประเภทนี้คือ 1°47'24”
ท่อซึ่งรวมถึงต๊าปทรงกระบอกและทรงกรวยที่ใช้สำหรับตัดเกลียวในข้อต่อท่อ
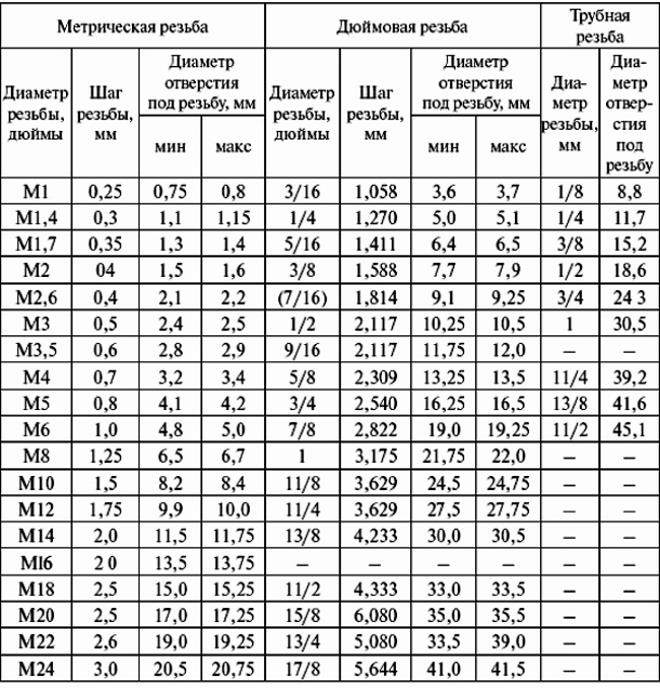
ตารางที่ 1. พารามิเตอร์การแตะและขนาดรูเกลียว
ต๊าปสามารถใช้เจาะรูได้ทั้งเกลียวขวาและเกลียวซ้าย การต๊าปสำหรับเกลียวซ้ายเมื่อเปรียบเทียบในความเป็นจริงหรือจากภาพถ่ายด้วยเครื่องมือสำหรับมือขวา จะแตกต่างจากอย่างหลังเฉพาะในทิศทางของการขึ้นของเส้นเกลียวของชิ้นส่วนที่ตัดเท่านั้น
วิธีการต่อชิ้นส่วนต่างๆ แบบดั้งเดิมคือการใช้กลไก ในกรณีของท่อ หมายถึงการประกบเข้าด้วยกันโดยใช้การต่อแบบเกลียวและอุปกรณ์ที่เหมาะสม เทคนิคนี้ใช้เป็นหลักในการเชื่อมตัวอย่างที่ทำจากโลหะหรือวัสดุผสมบางชนิด เครื่องมือใดที่ใช้ในการตัดเกลียวบนท่อและวิธีการดำเนินการนี้เป็นหัวข้อของบทความนี้
จากตารางด้านล่าง จะทำให้ง่ายต่อการทราบว่าด้ายประเภทหนึ่งแตกต่างจากประเภทอื่นอย่างไร
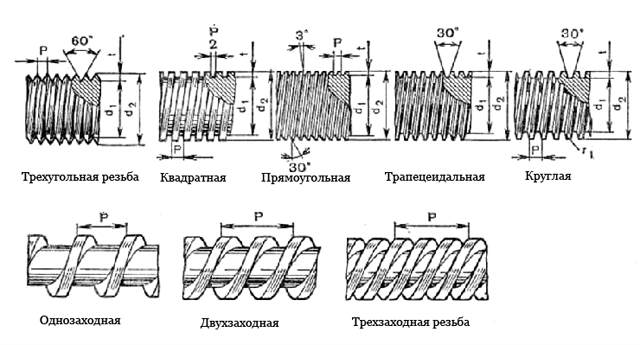
พารามิเตอร์หลักของเกลียว - ระยะพิทช์ เส้นผ่านศูนย์กลาง ความสูงของโปรไฟล์ ฯลฯ - แสดงไว้ในแผนภาพ
เทคโนโลยีการตัดด้ายและเครื่องมือที่จำเป็น
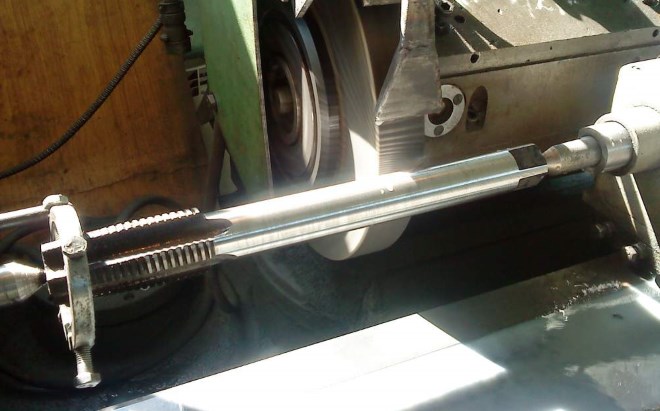
สามารถผลิตเกลียวด้วยมือหรือใช้เครื่องมือกลก็ได้ การพิจารณาตัวเลือกสุดท้ายไม่สมเหตุสมผลเนื่องจากผู้เชี่ยวชาญทราบถึงความแตกต่างของงานดังกล่าวทั้งหมด นอกจากนี้ การตัดเกลียวสามารถทำได้ในการติดตั้งหลายรุ่นโดยใช้เครื่องมืออย่างใดอย่างหนึ่ง ขึ้นอยู่กับประเภทของเครื่องจักร
แต่ในชีวิตประจำวันหรือระหว่างการติดตั้งบนไซต์งาน เธรดถูกตัดโดยมีข้อยกเว้นที่หายาก โดยใช้อุปกรณ์ที่ง่ายที่สุดหรือตามที่พวกเขาพูดด้วยมือของคุณเอง สิ่งนี้น่าสนใจสำหรับผู้อ่านมากกว่า ดังนั้นเราจะเน้นไปที่วิธีการตัดแบบแมนนวล
ด้ายภายนอก
ตาย (จาน) ช่วงของผลิตภัณฑ์เหล่านี้มีความสำคัญ แต่ละตัวอย่างจะสอดคล้องกับเส้นผ่านศูนย์กลางหนึ่งของท่อที่ทำการตัด

แม่พิมพ์มีคุณภาพในการแปรรูปโลหะแตกต่างกันไป และจัดเป็นผลิตภัณฑ์สำหรับการตัดแบบ "หยาบ" (การกลึงหยาบ) และ "ละเอียด" (การเก็บผิวละเอียด) ราคา – จาก 68 รูเบิล ต่อตัวอย่าง
ผู้ถือแม่พิมพ์มีให้เลือกหลายแบบ - ปกติ, สากล, พร้อมวงล้อ ราคา – จาก 139 รูเบิล

วิธีการประกอบอุปกรณ์ตัดด้ายมีความชัดเจนจากภาพ
ขั้นตอนการตัดด้าย
- ตัดแต่งปลายท่อ. มุมจะตรงเทียบกับแกนตามยาว เครื่องมือ – คัตเตอร์ตัดท่อ หรือ.
- การเตรียมพื้นผิวของไซต์ พื้นที่ที่ต้องการทำเกลียวนั้นได้รับการทำความสะอาดอย่างทั่วถึงจากสิ่งแปลกปลอม
- การเจาะด้ายครั้งแรก มีการวางแม่พิมพ์ "หยาบ" ไว้บนท่อ เพื่อการร่อนที่ดีขึ้น จะมีการทาน้ำมันบางๆ บนบริเวณที่ทำการรักษา
- ผ่านครั้งที่สอง มีการติดตั้งเครื่องมือตกแต่งขั้นสุดท้าย ค่อยๆ พันเข้ากับท่อ โดยเปลี่ยนทิศทางการเคลื่อนที่อย่างเป็นระบบ (ตามเข็มนาฬิกาและทวนเข็มนาฬิกา) ความสะอาดของด้ายจะถูกตรวจสอบด้วยสายตาและพิจารณาความเพียงพอของการดำเนินการบางอย่าง
- ควบคุมคุณภาพ. เพื่อกำหนดความถูกต้องของการตัด (ไม่มีข้อบกพร่อง, การโค้งงอ ฯลฯ ) บนท่อที่ติดตั้งผลิตภัณฑ์ใด ๆ (พร้อมพารามิเตอร์เกลียวที่เหมาะสม) ที่สามารถขันสกรูเข้ากับเส้นผ่านศูนย์กลางที่กำหนด - โค้งงอข้อต่อ a ถั่ว. หากตัวอย่างผ่านไปทั่วทั้งพื้นที่ได้ง่ายก็ถือว่างานเสร็จสมบูรณ์
มีเครื่องมืออื่นสำหรับการตัดเกลียวภายนอก - แม่พิมพ์ ไม่ได้อยู่ในตลาดมานานและไม่ใช่ช่างทำกุญแจทุกคนถึงแม้จะมีประสบการณ์ก็สามารถอวดอ้างได้ว่าเคยร่วมงานด้วย อุปกรณ์ค่อนข้างง่าย

ฐานนำมาจากแม่พิมพ์ที่รู้จักกันดี แต่ขอบตัดสามารถแทรกได้ โดยพื้นฐานแล้ว นี่คือการประกอบ ในขณะที่ชั้นวางเป็นผลิตภัณฑ์เสาหิน Clupps แบ่งออกเป็นตัวอย่างแบบแมนนวลและ รุ่นไฟฟ้า. ดังนั้นเพื่อเพิ่มผลผลิตที่บ้านจึงไม่จำเป็นต้องซื้อ(เช่า)เครื่องจักร ราคาของก้อนอยู่ที่ 479 รูเบิล พวกเขายังขายเป็นชุดด้วย ดังนั้นจึงมีตัวเลือก

ราคาของชุดอุปกรณ์อยู่ที่ 14,570 รูเบิล (เครื่องกล) และจาก 32,800 รูเบิล (ไฟฟ้า) ผู้ผลิตยังจัดหาตัวอย่างด้วยใบมีดแบบถอดเปลี่ยนได้ ซึ่งทำให้ใช้งานได้สะดวกยิ่งขึ้น (จาก 798 รูเบิล/ชิ้น) มีสินค้าที่ไม่ต้องใช้ผู้ถือใดๆ หมุนได้ง่ายด้วยประแจปลายเปิด (แก๊ส)

ด้ายภายใน
ก๊อก เช่นเดียวกับแม่พิมพ์ มีเครื่องมือที่แตกต่างกันสำหรับแต่ละเส้นผ่านศูนย์กลาง
ราคา – จาก 412 รูเบิล
ที่วางก๊อกวัตถุประสงค์มีความชัดเจน ชื่อที่สองที่ใช้คือลูกบิด ราคา – จาก 170 รูเบิล

- ตัดปลายและปอก (แต่ในกรณีนี้คือจากด้านในของท่อ)
- การหล่อลื่นพื้นที่ทำงาน
- การเจาะเกลียวหลักและรอง
- ตรวจสอบคุณภาพโดยการขันสลักเกลียวที่เหมาะสม

คุณสมบัติของการตัดเกลียวบนวัสดุคอมโพสิต
สิ่งนี้ใช้กับท่อไฟเบอร์กลาสเป็นหลักเนื่องจากผลิตภัณฑ์ที่ทำจาก PP, PE และโลหะ - พลาสติกเชื่อมต่อกันด้วยวิธีที่แตกต่างกันโดยสิ้นเชิง เทคโนโลยีการตัดเกลียวด้วยเครื่องมือค่อนข้างแตกต่างจากการทำงานที่คล้ายกันกับผลิตภัณฑ์โลหะ การเชื่อมต่อดังกล่าวไม่มีความแข็งแรงสูง แต่ถือเป็นการเชื่อมต่อหลักสำหรับพลาสติกไฟเบอร์กลาสและมีการใช้บ่อยกว่าวิธีการเทสารประกอบการกดการสร้างโปรไฟล์และอื่น ๆ อีกมากมาย
สิ่งที่ต้องคำนึงถึงเมื่อตัดด้าย?
- โครงการเสริมแรงไฟเบอร์กลาส จากนี้ ทิศทางของการประมวลผลตัวอย่างจะถูกกำหนด
- การนำความร้อนต่ำของคอมโพสิต เพื่อป้องกันไม่ให้เครื่องมือร้อนเกินไป จำเป็นต้องให้แน่ใจว่ามีการระบายความร้อนอย่างมีประสิทธิภาพ วิธีการทำความเย็นด้วยของเหลวพิเศษเมื่อทำงานกับวัสดุดังกล่าวไม่สามารถใช้งานได้เนื่องจากการดูดซับความชื้นที่เพิ่มขึ้นของวัสดุหลายชนิด
- ความแม่นยำในการตัดด้ายต่ำ สาเหตุหลักมาจากความยืดหยุ่นของไฟเบอร์กลาสและโครงสร้างเฉพาะ หากข้อกำหนดสำหรับพารามิเตอร์นี้สูง แสดงว่าวิธีการประมวลผลอื่นจะถูกเลือก
- โครงสร้างชั้นของวัสดุ โดยเฉพาะอย่างยิ่งจะเห็นได้จากการสึกหรอของเครื่องมือตัดที่เพิ่มขึ้น ไม่ว่าในกรณีใด หลังจากตัดด้ายแล้ว พื้นที่ทำงานจะถูกทำความสะอาด
- ข้อกำหนดพิเศษสำหรับวัณโรค ประการแรกเกิดจากการสะสมของฝุ่นที่เพิ่มขึ้น
เทคโนโลยีการตัดด้ายนั้นไม่ใช่เรื่องยาก การดำเนินการทั้งหมดทำได้ง่าย ทางเลือกที่ถูกต้องเครื่องมือการยึดมั่นในอัลกอริธึมของการกระทำและคำนึงถึงลักษณะของฮาร์ดแวร์ที่ประมวลผลจะรับประกันผลลัพธ์ที่ยอดเยี่ยม
เส้นทางสั้น http://bibt.ru
เครื่องมือสำหรับตัดเกลียวภายในและภายนอก ก๊อก ตาย
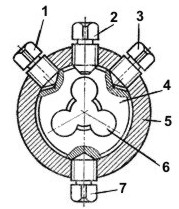
เกลียวภายในถูกตัดด้วยการแตะ (รูปที่ 36, a) และเกลียวภายนอกถูกตัดด้วยแม่พิมพ์กลม (รูปที่ 36, c, d)
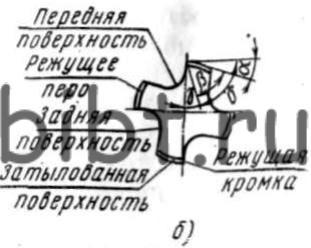
ข้าว. 36. เครื่องมือทำเกลียว:
a - tap และองค์ประกอบ b - มุมลับของการแตะ: α - ด้านหลัง, γ - ด้านหน้า, β - จุด, δ - มุมตัด, c - แม่พิมพ์กลมทึบ, d - แม่พิมพ์แยก, d - ปุ่มสำหรับแม่พิมพ์กลม
ก๊อกผลิตในรูปของสกรูที่มีร่องตรงหรือเป็นเกลียว ร่องเป็นขอบตัด ต๊าปประกอบด้วยชิ้นส่วนทำงานและก้าน ที่ปลายก้านจะมีช่องสี่เหลี่ยมสำหรับยึดก๊อกน้ำไว้ในหัวจับหรือในตัวขับ ส่วนที่ใช้งานของก๊อกประกอบด้วยท่อไอดี (ทรงกรวย) และชิ้นส่วนปรับเทียบ ส่วนไอดีจะตัดด้าย ส่วนปรับเทียบจะทำหน้าที่นำทางในระหว่างการตัดและทำความสะอาดและปรับเทียบรูเกลียว
ด้ายถูกตัดด้วยมือโดยใช้ชุดประกอบด้วยก๊อกสองหรือสามดอก: หยาบ ปานกลาง และเก็บละเอียด ขั้นแรกให้ตัดหยาบแล้วจึงปานกลาง ดอกต๊าปเก็บผิวละเอียดใช้สำหรับการตัดเกลียวขั้นสุดท้ายและการสอบเทียบ ต๊าปจะแตกต่างกันไปตามจำนวนเครื่องหมายบนก้าน
นอกจากต๊าปมือแล้ว ยังมีต๊าปเครื่องจักรซึ่งแตกต่างจากต๊าปแบบแมนนวลในรูปทรงของชิ้นงานอีกด้วย
ต๊าปมีให้เลือกทั้งเกลียวขวาและเกลียวซ้าย เมื่อตัดเกลียวขวา ต๊าปจะหมุนตามเข็มนาฬิกา และเมื่อตัดเกลียวซ้าย ต๊าปจะหมุนทวนเข็มนาฬิกา
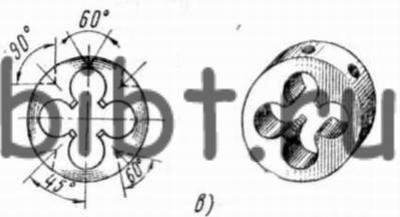
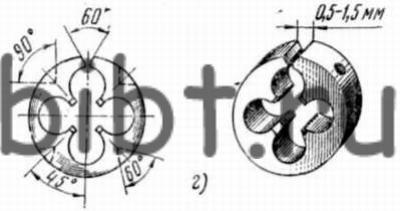
ตาย(ดูรูปที่ 36, c) ใช้สำหรับการตัดเกลียวทั้งแบบแมนนวลและบนเครื่องจักร แม่พิมพ์มีช่องซึ่งสามารถปรับได้เช่น เส้นผ่านศูนย์กลางของเกลียวเพิ่มขึ้นหรือลดลงเล็กน้อยภายใน 0.1-0.25 มม. ปรับแม่พิมพ์โดยใช้สกรูสามตัว (ดูรูปที่ 36, d): ตัวหนึ่งพอดีกับช่อง และเมื่อขันสกรูเข้า จะสามารถขยายแม่พิมพ์ได้เล็กน้อย และอีกสองตัวสามารถบีบอัดได้
สำหรับการตัดเกลียวภายนอกใช้เครื่องมือพิเศษ - ตาย โดยพื้นฐานแล้ว การออกแบบเครื่องตัดจะคล้ายกับการออกแบบต๊าปสำหรับตัดเกลียวภายใน อย่างไรก็ตาม หากต๊าปเป็นสกรูที่มีร่องตัดตามนั้น แม่พิมพ์ก็คือน็อตที่มีร่องตัดที่สร้างขอบตัดของเครื่องมือ
ตายและเลห์
ส่วนการทำงานของแม่พิมพ์(รูปที่ 3.94) ประกอบด้วยสองส่วน - ไอดีและการสอบเทียบ ส่วนไอดีเป็นทรงกรวยโดยมีมุม 40...60° โดยจะอยู่ทั้งสองด้านของแม่พิมพ์ และมีความยาว 1.5...2 รอบ ส่วนการสอบเทียบมักจะประกอบด้วย 3...5 รอบ
สำหรับงานโลหะ (แบบแมนนวล) การตัดเกลียวภายนอก มีการใช้แม่พิมพ์หลากหลายรูปแบบ: กลม ซึ่งบางครั้งเรียกว่า lerks เลื่อน (clupps) และพิเศษสำหรับตัดท่อ
กลมตาย (lerks)(ดูรูปที่ 3.94) เป็นวงแหวนเกลียวที่มีร่องหลายร่องเพื่อสร้างคมตัดและขจัดเศษเมื่อตัดเกลียว แม่พิมพ์กลมถูกทำให้แข็งและแตกเป็นสปริง เกลียวบนแท่งโดยใช้แม่พิมพ์ถูกตัดด้วยมือโดยใช้ข้อเหวี่ยงหรือบนเครื่องเจาะและเครื่องกลึงโดยใช้แมนเดรลแบบพิเศษ ด้วยคุณสมบัติสปริงตัว แม่พิมพ์แยกจึงทำให้คุณสามารถปรับเส้นผ่านศูนย์กลางเกลียวโดยเฉลี่ยได้
เลอร์กี้ทำแล้วจากเหล็กกล้าโลหะผสมเครื่องมือเกรด 9РС และ ВСГ หรือเหล็กกล้าความเร็วสูง
สี่เหลี่ยม (เลื่อน) ตาย(รูปที่ 3.95) ประกอบด้วยสองซีกซึ่งยึดไว้ในกรอบพิเศษพร้อมที่จับ - ที่หนีบซึ่งยื่นออกมาเชิงมุมซึ่งพอดีกับร่องของแม่พิมพ์ตามลำดับโดยจับครึ่งหนึ่งไว้ สามารถเคลื่อนย้ายครึ่งหนึ่งของแม่พิมพ์เพื่อตั้งค่าแม่พิมพ์ให้มีเส้นผ่านศูนย์กลางเกลียวเฉลี่ยที่ต้องการได้ แม่พิมพ์ถูกยึดด้วยสกรู ในปัจจุบัน การตัดด้ายโดยใช้แม่พิมพ์ดังกล่าวทำได้ยากมาก เนื่องจากไม่ได้ให้ความแม่นยำของเกลียวเพียงพอ
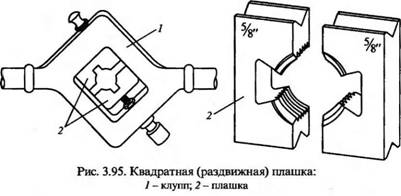
แม่พิมพ์ถูกยึดด้วยสกรู ในปัจจุบัน การตัดด้ายโดยใช้แม่พิมพ์ดังกล่าวทำได้ยากมาก เนื่องจากไม่ได้ให้ความแม่นยำของเกลียวเพียงพอ
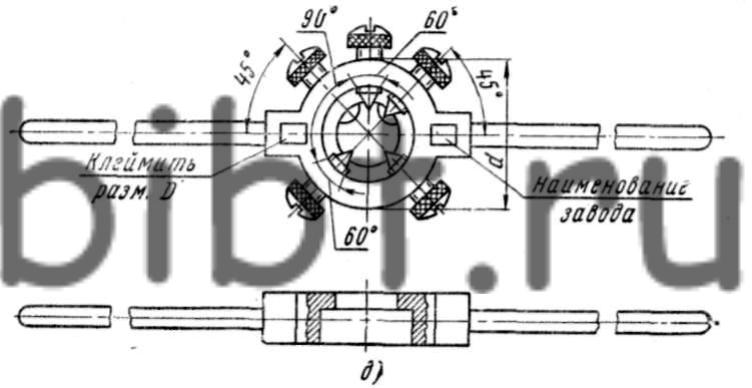
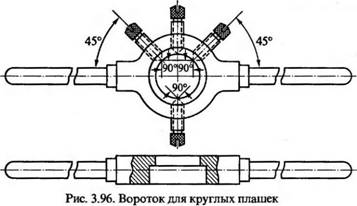
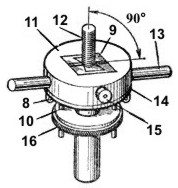
ปลอกคอสำหรับแม่พิมพ์กลม (รูปที่ 3.96) เป็นโครงทรงกลมที่มีช่องซึ่งอยู่ในรูที่วางแม่พิมพ์ทรงกลมไว้ แม่พิมพ์ในรูจะถูกป้องกันไม่ให้หมุนโดยใช้สกรูล็อคสามตัว ด้ามทรงกรวยซึ่งพอดีกับช่องที่ทำบนพื้นผิวเจเนราทริกซ์ของตัวแม่พิมพ์ สกรูตัวที่สี่ช่วยให้คุณปรับเส้นผ่านศูนย์กลางเฉลี่ยของเกลียวได้
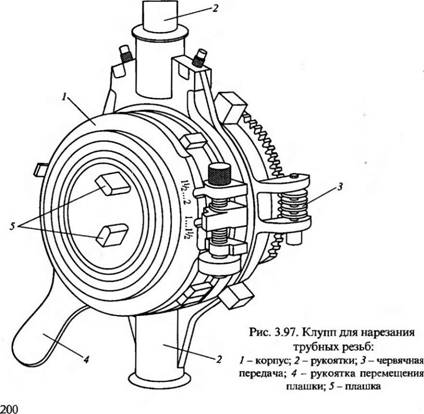
เครื่องมือและกระบวนการตัดเกลียวท่อภายนอก (รูปที่ 3.97) ส่วนใหญ่แล้วเกลียวภายนอกบนท่อจะถูกตัดโดยใช้ดายที่มีดายแบบเลื่อน แม่พิมพ์ประกอบด้วยชุดแม่พิมพ์สำหรับตัดเกลียวท่อที่มีเส้นผ่านศูนย์กลาง 1/2...% นิ้ว 1... 1 '/4 นิ้ว และ 1 '/2 ..2 นิ้ว และได้รับการออกแบบในลักษณะ วิธีที่สี่ตาย 5 เคลื่อนไหวในร่างกาย 1 สามารถเข้าใกล้ศูนย์กลางหรือแยกออกจากศูนย์กลางพร้อมกันได้ การเคลื่อนที่ของแม่พิมพ์นั้นมั่นใจได้ด้วยอุปกรณ์หมุนแบบพิเศษของแม่พิมพ์ - แผ่นหน้าที่ขับเคลื่อนด้วยที่จับ 4. การติดตั้งแม่พิมพ์อย่างแม่นยำตามขนาดของเกลียวที่ถูกตัดนั้นดำเนินการโดยใช้แป้นหมุนที่อยู่บนตัวของ ตายและการเคลื่อนไหวการติดตั้งเกิดขึ้นโดยใช้เฟืองตัวหนอน 3 หลังจากติดตั้งแม่พิมพ์ตามขนาดเกลียวที่ระบุ ตำแหน่งจะได้รับการแก้ไขโดยการกดตัวหยุดพิเศษ - "อุ้งเท้า" หลังจากตัดด้ายแล้ว แม่พิมพ์จะไม่ถูกขันออกจากชิ้นงานที่แปรรูป แต่แม่พิมพ์จะถูกแยกออกจากกันโดยหมุนที่จับ 4 ของแม่พิมพ์และถอดออกจากชิ้นงานที่กลึง นอกจากแม่พิมพ์ตัดแล้ว แม่พิมพ์ยังมีดายไกด์อีก 3 แบบ (เรียบไม่มีเกลียว) พวกเขารับประกันตำแหน่งที่มั่นคงของแม่พิมพ์บนท่อระหว่างการประมวลผล การติดตั้งทำได้โดยการหมุนสกรูเฟืองตัวหนอน 3 บนท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 1 นิ้ว เกลียวจะถูกตัดด้วยตนเองโดยใช้แม่พิมพ์ท่อกลมแบบพิเศษ
เมื่อตัดเกลียวบนท่อควรคำนึงถึงลักษณะของการเชื่อมต่อในไปป์ไลน์ด้วย เมื่อตัดเกลียวสำหรับการต่อท่อแบบถาวร ความยาวของส่วนที่เป็นเกลียวของท่อควรเป็น 1/2 ของความยาวของข้อต่อลบด้วยความยาวของเกลียวต่อ 1... 1.5 การหมุนของเกลียว เมื่อทำการตัดเกลียวสำหรับการเชื่อมต่อท่อแบบยุบได้ (“สำหรับการติดตั้ง”) ด้ายจะถูกตัดบนท่อเดียว เช่นเดียวกับการเชื่อมต่อแบบถาวร และที่ปลายอีกด้านของท่อ ความยาวของส่วนที่ตัดควรเป็นผลรวมของความยาวของ ข้อต่อ น็อตล็อคลบ 1... 1.5 รอบความยาวสำหรับเกลียวที่กำหนด
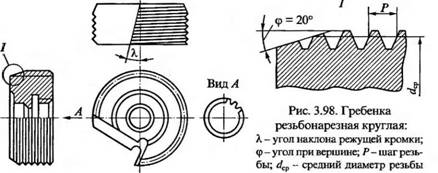
(รูปที่ 3.98) ใช้สำหรับตัดเกลียวท่อบนเครื่องตัดโลหะ (เครื่องกลึงและสว่าน) โดยใช้หัวจับแบบพิเศษ รวงผึ้งผลิตเป็นชุดสี่อัน ด้ายของหวีแต่ละหวีของชุดจะถูกชดเชยโดยสัมพันธ์กับหวีก่อนหน้าด้วย 1/4 ของระยะพิทช์เกลียว
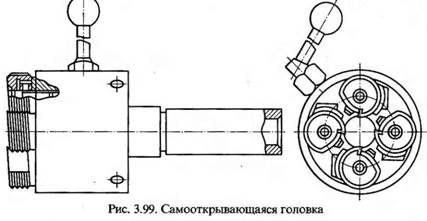
สำหรับการตัดด้ายโดยใช้หวีจะมีการออกแบบหัวตัดสกรูแบบเปิดตัวเองแบบพิเศษ (รูปที่ 3.99) ซึ่งติดตั้งชุดทั้งสี่หัวไว้
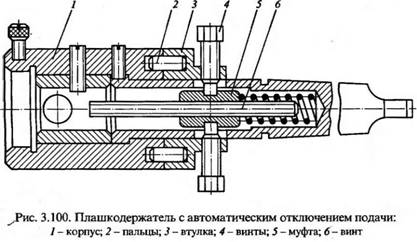
เมื่อตัดเกลียวภายนอกบนการเจาะและเครื่องกลึง จะใช้อุปกรณ์พิเศษ - ตัวยึดแบบสลับพร้อมระบบตัดฟีดอัตโนมัติ (รูปที่ 3.100) อุปกรณ์ประกอบด้วยก้านที่ติดตั้งบุชชิ่งโดยมีหมุด 2 กดเข้าไป สกรู 4 ถูกขันเข้ากับบุชชิ่งซึ่งปลายสามารถใส่เข้าไปในรูของคัปปลิ้ง 5 ได้ สกรูปรับ 6 อยู่ภายในคัปปลิ้ง . แม่พิมพ์ถูกยึดด้วยสกรูในช่องเสียบตัวเรือน 1 อุปกรณ์ติดตั้งอยู่ในรูแกนหมุน เครื่องเจาะหรือเข้าไปในรูปากกาหางปลา กลึง. ในระหว่างการประมวลผล ปลายของแท่งที่ผ่านการประมวลผลจะออกมาจากแม่พิมพ์และวางชิดกับปลายสกรู 6 ทำให้มันเคลื่อนที่เข้าไปด้านในก้าน ข้อต่อ 5 ถูกขันเข้ากับสกรูซึ่งเมื่อเคลื่อนที่พร้อมกับสกรู b จะบีบอัดสปริง การเคลื่อนที่ของข้อต่อ 5 ผ่านสกรู 4 จะถูกส่งไปยังปลอก 3 ซึ่งเคลื่อนที่ไปตาม พื้นผิวด้านนอกก้านจนกระทั่งนิ้ว 2 ออกมาจากรูตัวเรือน ในขณะนี้ นิ้ว 2 ออกจากตัวเรือน 1 จากนั้นจึงเริ่มหมุนพร้อมกับดายที่ติดตั้งอยู่ ด้วยการสลับการหมุนของเครื่องเพื่อย้อนกลับ แม่พิมพ์จะถูกลบออกจากบริเวณการตัด ด้วยการปรับส่วนที่ยื่นออกมาของสกรูจากคัปปลิ้ง ทำให้สามารถตัดเกลียวที่มีความยาวต่างๆ ได้
เมื่อทำการตัดเกลียว สารหล่อลื่นและสารหล่อเย็น (สารหล่อเย็น) จะทำหน้าที่อำนวยความสะดวกในสภาพการทำงานของเครื่องมือ ลดความหยาบของพื้นผิวกลึง และเป็นผลให้ปรับปรุงคุณภาพของเกลียวที่ได้รับระหว่างการตัดเกลียว การเลือกใช้สารหล่อเย็นขึ้นอยู่กับวัสดุของชิ้นงานที่กำลังดำเนินการ ตัวอย่างเช่น อิมัลชันมักใช้ในการหล่อเย็นเหล็ก (โครงสร้าง เครื่องมือ และโลหะผสม) เหล็กหล่อ ทองแดง และอลูมิเนียม นอกจากนี้น้ำมันก๊าดยังใช้หล่อเย็นเหล็กหล่อและอลูมิเนียมอีกด้วย
การต๊าปทองแดง ทองเหลือง และบรอนซ์สามารถทำได้โดยไม่ต้องระบายความร้อน
การตัดด้ายภายนอก
เกลียวแสดงถึง ร่องเกลียวเกิดขึ้นจากชิ้นส่วนที่หมุน. ใช้กันอย่างแพร่หลายในการเชื่อมต่อชิ้นส่วนต่างๆ เข้าด้วยกัน (การยึด) และการส่งผ่านการเคลื่อนไหว (เช่น ในลีดสกรูของเครื่องกลึงหรือตัวรอง)
ใช้ในการเชื่อมต่อแบบเกลียว สลักเกลียว, กิ๊บติดผมและ สกรู. สายฟ้า – แท่งทรงกระบอกที่มีหัวอยู่ที่ปลายด้านหนึ่งและมีด้ายอยู่อีกด้านหนึ่ง (ดูรูปด้านขวา) ก). กิ๊บติดผม - แท่งทรงกระบอกมีเกลียวที่ปลายทั้งสองข้าง ปลายด้านหนึ่งของสตั๊ดถูกขันเข้ากับชิ้นส่วนใดส่วนหนึ่งที่จะต่อเข้าด้วยกัน และติดตั้งชิ้นส่วนที่จะยึดไว้ที่ปลายอีกด้านหนึ่งและขันน็อต ( ข). สกรู - แท่งทรงกระบอกมีเกลียวสำหรับขันเกลียวเข้ากับส่วนใดส่วนหนึ่งที่จะเชื่อมต่อและมีหัวรูปทรงต่างๆ ( วี).
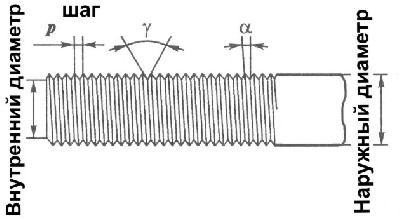
องค์ประกอบด้ายพื้นฐาน
: มุมเกลียว ก,
ระยะพิทช์ด้าย ร, มุมโปรไฟล์ ที่, เส้นผ่านศูนย์กลางภายนอกและภายใน(ภาพด้านซ้าย) ขึ้นอยู่กับวัตถุประสงค์ การเชื่อมต่อแบบเกลียวนำมาใช้ ประเภทต่างๆหัวข้อ

โดย ทิศทางของการเลี้ยวการแกะสลักเกิดขึ้น ขวาและ ซ้าย(ภาพด้านขวา) ส่วนใหญ่แล้วด้ายขวาจะถูกตัด
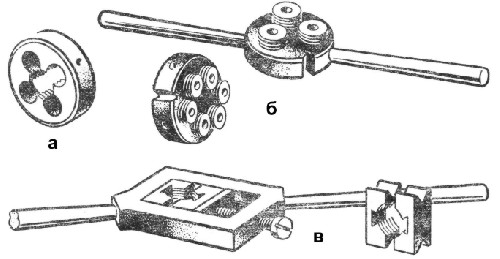
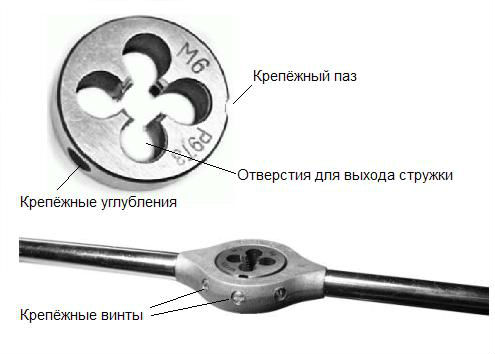
หากต้องการตัดเกลียวยึดภายนอกให้ใช้เครื่องมือพิเศษ - ตาย. พวกเขาคือ กลม(รูปซ้าย. ก), การรีดด้าย(ข) และ เลื่อน(วี).
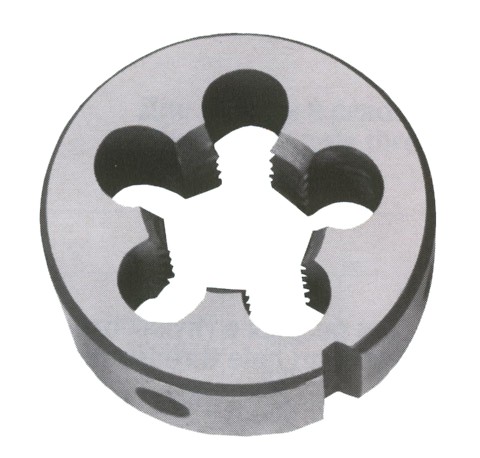
ตายตัวกลม (รูปด้านขวา) มีลักษณะเป็นน็อตที่ทำจากเหล็กชุบแข็ง ด้ายของแม่พิมพ์ถูกข้ามผ่านรูตามยาว คมตัดและร่องรูปลิ่มที่เกิดขึ้นช่วยให้มั่นใจในการตัดชิ้นงานและปลดเศษไปพร้อมๆ กัน เพื่อให้ปลายของแท่ง (ชิ้นงาน) พอดีกับแม่พิมพ์จากด้านปลายได้ดีขึ้น เกลียวจึงมีความสูงโปรไฟล์ที่ต่ำกว่า นี่คือส่วนที่เรียกว่ารั้ว แม่พิมพ์กลมตามมาตรฐานมีไว้สำหรับการตัดเกลียวเมตริกที่มีเส้นผ่านศูนย์กลางตั้งแต่ 1 ถึง 76 มม. พวกมันถูกวางไว้ในรัง ผู้ถือแม่พิมพ์ และยึดไว้ด้วยหมุด (หรือสลักเกลียว) พร้อมช่องสำหรับไขควง
ตาย 4 (รูปซ้าย)ด้วย พิลึกพิเศษ 6 แนบมากับ ผู้ถือแม่พิมพ์ 5 หรือใน ปกเสื้อสกรูสามหรือสี่ตัว ขึ้นอยู่กับขนาดและสภาพการใช้งาน หนึ่งหรือ สกรูสองตัว 7 ให้บริการเพื่อความปลอดภัย สกรู 1 และ 3 - เพื่อยึดและอัดแม่พิมพ์เมื่อปรับขนาดหลังจากตัดจัมเปอร์ แม่พิมพ์ถูกขยายโดยใช้ สกรู 2 .
ในอาคาร การรีดเกลียวตาย (ข้าว. ขด้านบน) ติดตั้งแบบกลิ้ง ลูกล้อเกลียวปรับได้. โลหะของชิ้นงานไม่ได้ถูกตัด แต่ถูกอัดขึ้นรูป ด้วยเหตุนี้พื้นผิวของเกลียวจึงสะอาดขึ้น และตัวเกลียวเองจึงมีคุณภาพสูงกว่าและแม่นยำยิ่งขึ้น
 ปริซึมเลื่อนตาย
(ข้าว. วีด้านบน) ประกอบด้วยแผ่นครึ่งแผ่นแบบเลื่อนและแบบพับเก็บได้สองแผ่น
ปริซึมเลื่อนตาย
(ข้าว. วีด้านบน) ประกอบด้วยแผ่นครึ่งแผ่นแบบเลื่อนและแบบพับเก็บได้สองแผ่น
สิ่งที่น่าสนใจเป็นพิเศษคือปุ่มสำหรับติดตั้งและยึดดาย (รูปด้านขวา) พร้อมวงแหวนนำเพิ่มเติม 16
ซึ่งช่วยรักษาทิศทางของชิ้นงานทรงกระบอก 12
(แท่ง, ตัวดันแม่พิมพ์และสกรู, ตัวดึงแม่พิมพ์) สามารถใช้อุปกรณ์เพิ่มเติมกับประตูธรรมดาได้
ในส่วนด้านในของคลิป 1
ปกเสื้อมีหน้าต่างสี่เหลี่ยมจัตุรัสที่ผ่านการประมวลผลพร้อมแม่พิมพ์แบบแท่งปริซึม มีสกรูติดตั้งอยู่ที่ด้านข้างของที่ยึด 15
การกดแม่พิมพ์ 9
ระหว่างการใช้งานและจากด้านข้างของคลิปเข้าไปในตัวเครื่อง 11
มือจับสองอันถูกขันเข้า 13
สำหรับการจับมือ มีแหวนรองติดตั้งที่ด้านล่างของกรง 14
, ยึดด้วยสกรู 8
และหมุดนำสองอัน 10
ไปตามที่วงแหวนเคลื่อนที่ 16
.
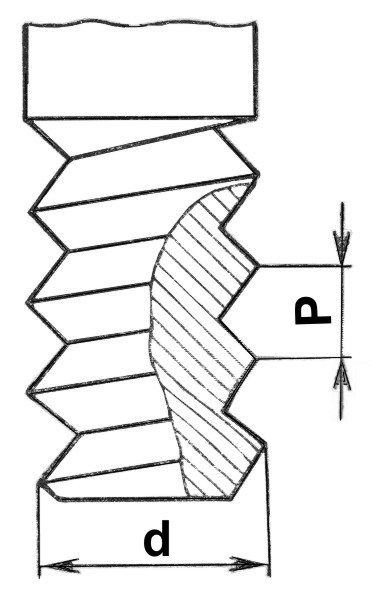
หากต้องการตัดด้ายโดยใช้แม่พิมพ์บนแกน คุณต้องรู้ก่อน เส้นผ่านศูนย์กลางภายนอกของด้าย งและเธอ ขั้นตอน ร(ดูภาพด้านซ้าย) ข้อมูลเหล่านี้ระบุไว้บนจาน จากนั้นใช้ตาราง (ดูตารางด้านล่าง) เพื่อกำหนดเส้นผ่านศูนย์กลางของแท่งสำหรับเกลียวนี้และเลือกชิ้นงาน
| เส้นผ่านศูนย์กลางของเกลียว | ขั้นตอน(ร) | เส้นผ่านศูนย์กลางก้าน | |
| น้อยที่สุด | ใหญ่ที่สุด | ||
| ม.5 | 0,75 | 4,8 | 4,8 |
| ม.6 | 1 | 5,8 | 5,8 |
| ม.8 | 1,25 | 7,8 | 7,9 |
| ม.10 | 1,5 | 9,75 | 9,85 |
| ม.12 | 1,75 | 11,76 | 11,88 |
ในเวลาเดียวกัน จำเป็นต้องคำนึงว่าเมื่อตัดด้าย โลหะ โดยเฉพาะทองแดงและเหล็กเหนียวจะ “ยืดออก” เป็นผลให้เส้นผ่านศูนย์กลางของแกนเพิ่มขึ้นเล็กน้อยและแรงกดบนพื้นผิวเกลียวของแม่พิมพ์เพิ่มขึ้น มันร้อนขึ้น เศษจะเกาะติดกับคมตัด และด้ายจะ "ขาด" ทั้งหมดนี้ลดคุณภาพลง นั่นเป็นเหตุผล เส้นผ่านศูนย์กลางของก้านควรน้อยกว่าเส้นผ่านศูนย์กลางภายนอกของเกลียว 0.1...0.3 มม. ขึ้นอยู่กับขนาดของเกลียว. หากเส้นผ่านศูนย์กลางของแกนเล็กกว่าเส้นผ่านศูนย์กลางภายนอกของเกลียว 0.4...0.5 มม. แสดงว่าโปรไฟล์เกลียวไม่สมบูรณ์
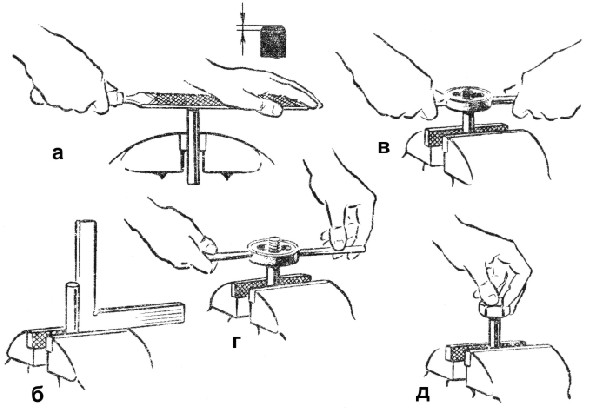 ชิ้นงานที่เลือกจะต้องยืดตรง ทำเครื่องหมาย ตัดตามเครื่องหมาย และยึดไว้ในที่รอง แล้วลบมุมด้วยตะไบ (รูปที่ ขวา) ก) เพื่อให้ส่วนไอดีของแม่พิมพ์จับโลหะได้ง่ายขึ้น คุณควรตรวจสอบคุณภาพของแม่พิมพ์โดยการตรวจสอบจากภายนอก และโดยการขันสกรูเข้ากับสลักเกลียวหรือสตั๊ดด้วยเกลียวที่ไม่เสียหาย นอกจากนี้ยังจำเป็นต้องตรวจสอบคุณภาพการยึดแม่พิมพ์ในตัวยึดแม่พิมพ์อย่างระมัดระวัง เพื่อไม่ให้เกิดการบิดเบี้ยวและการลื่นไถลในช่องเสียบ
ชิ้นงานที่เลือกจะต้องยืดตรง ทำเครื่องหมาย ตัดตามเครื่องหมาย และยึดไว้ในที่รอง แล้วลบมุมด้วยตะไบ (รูปที่ ขวา) ก) เพื่อให้ส่วนไอดีของแม่พิมพ์จับโลหะได้ง่ายขึ้น คุณควรตรวจสอบคุณภาพของแม่พิมพ์โดยการตรวจสอบจากภายนอก และโดยการขันสกรูเข้ากับสลักเกลียวหรือสตั๊ดด้วยเกลียวที่ไม่เสียหาย นอกจากนี้ยังจำเป็นต้องตรวจสอบคุณภาพการยึดแม่พิมพ์ในตัวยึดแม่พิมพ์อย่างระมัดระวัง เพื่อไม่ให้เกิดการบิดเบี้ยวและการลื่นไถลในช่องเสียบ
ก่อนที่จะตัดด้าย ความยาวของด้ายจะถูกทำเครื่องหมายไว้บนก้าน ก้านจะถูกยึดไว้ในที่รองเพื่อให้ปลายที่ยื่นออกมาเหนือระนาบด้านบนของขากรรไกรมีขนาดใหญ่กว่าส่วนที่ถูกตัด 20...25 มม. วางแท่งไว้บนสี่เหลี่ยมจัตุรัสโดยทำมุม 90° กับระนาบด้านบนของขากรรไกร (รูปที่. ข). แม่พิมพ์ที่ยึดอยู่กับที่ยึดแม่พิมพ์จะถูกวางไว้ที่ปลายด้านบนของก้าน และหมุนด้วยแรงกดเล็กน้อย เพื่อป้องกันไม่ให้แม่พิมพ์เอียง (รูปที่. วี). หลังจากตัดเกลียว 1-2 เส้นแล้ว ให้ตรวจสอบความบังเอิญของแกนการหมุนของแม่พิมพ์และแกนอีกครั้ง
หลังจากนั้น หล่อลื่นส่วนเกลียวของแกนด้วยน้ำมันตัดแม่พิมพ์และหมุนแม่พิมพ์ โดยกดที่ด้ามจับทั้งสองข้างของที่จับแม่พิมพ์ให้เท่ากัน (รูปที่. ช). การหมุนควรเป็นแบบลูกสูบ: หนึ่งหรือสองรอบไปทางขวาและครึ่งรอบไปทางซ้ายในกรณีนี้ เศษจะหักและหลุดออกทางรูตามยาว ทำให้การตัดด้ายง่ายขึ้นและปรับปรุงคุณภาพด้าย 
มีการตรวจสอบคุณภาพของเกลียวที่ตัดภายใต้เงื่อนไขการผลิต ไมโครมิเตอร์แบบเกลียว, เกจวัดเกลียว-แหวนและ ปลั๊กสกรู(ดูภาพด้านซ้าย) ในการตั้งค่าของโรงเรียน อนุญาตให้ตรวจสอบเกลียวที่มีน็อตได้
หลังจากเสร็จสิ้นงาน แม่พิมพ์จะถูกลบออกจากตัวยึดแม่พิมพ์ ทำความสะอาดอย่างทั่วถึงด้วยแปรงจากชิป เช็ดด้วยผ้าขี้ริ้วและหล่อลื่นด้วยน้ำมัน
การตัดเกลียวด้วยแม่พิมพ์ก็สามารถทำได้บนเครื่องกลึงเช่นกัน
เมื่อทำการตัดเกลียว แม่พิมพ์ควรยึดเข้ากับที่ยึดแม่พิมพ์อย่างแน่นหนา
เมื่อทำงาน ระวังอย่าให้มืออยู่ระหว่างด้ามจับแม่พิมพ์และส่วนรองรับ
ใช้แปรงหรือกระป๋องน้ำมันในการหล่อลื่น
อย่าเป่าเศษออกจากแม่พิมพ์ แต่ให้ใช้แปรงไม้กวาด
อย่าให้น้ำมันโดนเสื้อผ้าหรือมือ
โรงงานต่างๆ ใช้สกรูชุบแข็งซึ่งถูกตอกผ่านรูเจาะที่เป็นแผ่นโลหะตั้งแต่สองชิ้นขึ้นไปเพื่อเชื่อมต่อ สกรู, ตัดเกลียวเป็นรู, เชื่อมต่อชิ้นส่วนเหล่านี้ วิธีการเชื่อมต่อแบบเกลียวนี้ประหยัดและเร่งกระบวนการประกอบ ปัจจุบันองค์กรหลายแห่งใช้เหล็กชุบแข็ง พ่นตัวเองสกรูสำหรับชิ้นส่วนเหล็กและเหล็กหล่อซึ่งมีความแข็งน้อยกว่าความแข็งของสกรู
ทำเกลียวบนสลักเกลียวและกระดุมที่มีเส้นผ่านศูนย์กลางเล็ก เครื่องกลึงอัตโนมัติควบคู่ไปกับการผลิตสลักเกลียวเอง สกรูและสลักเกลียวด้วย ประทับตราบนแท่นพิมพ์
ใช้กันอย่างแพร่หลายในการผลิตจำนวนมาก การรีดเกลียวภายนอก. หลังจากผ่านระหว่างลูกกลิ้งแล้วจะมีเกลียวเกิดขึ้นบนแกน เครื่องต๊าปเกลียวบางเครื่องใช้แผ่นคาร์ไบด์แทนลูกกลิ้ง
ด้านล่างนี้เราจะอธิบายคำศัพท์และแนวคิดพื้นฐานที่จำเป็นต่อการเรียนรู้เนื้อหา
องค์ประกอบเธรดหลัก:
เส้นผ่านศูนย์กลางเกลียวนอก- นี่คือเส้นผ่านศูนย์กลางของทรงกระบอกจินตภาพ ซึ่งพื้นผิวตรงกับยอดของเกลียวภายนอกและหุบเขาของเกลียวใน
เส้นผ่านศูนย์กลางเกลียวภายใน- เส้นผ่านศูนย์กลางของทรงกระบอกพื้นผิวซึ่งตรงกับยอดของเกลียวในและหุบเขาของเกลียวภายนอก
เส้นผ่านศูนย์กลางเกลียวเฉลี่ย- เส้นผ่านศูนย์กลางของกระบอกจินตภาพโคแอกเซียลกับเกลียว ซึ่งเจนเนราทริกซ์จะตัดโปรไฟล์ของเกลียว ณ จุดที่ความกว้างของร่องเท่ากับครึ่งหนึ่งของระยะพิตช์ของเกลียว
มุมโปรไฟล์- มุมระหว่างด้านข้างของโปรไฟล์ วัดในส่วนแนวแกน
ด้านบนของโปรไฟล์- ส่วนของโปรไฟล์ที่เชื่อมต่อด้านข้างของส่วนที่ยื่นออกมา
ช่องโปรไฟล์- ส่วนของโปรไฟล์ที่เชื่อมต่อด้านข้างของร่อง
ระยะห่างของเกลียวคือระยะห่างระหว่างด้านโปรไฟล์ที่อยู่ติดกันซึ่งมีชื่อเดียวกันในทิศทางขนานกับแกนเกลียว
มุมด้าย- มุมที่เกิดขึ้นจากเส้นสัมผัสกันของเส้นเกลียวจนถึงจุดที่อยู่บนเส้นผ่านศูนย์กลางเฉลี่ยของเกลียว และระนาบตั้งฉากกับแกนของเกลียว
มุมโปรไฟล์- มุมระหว่างด้านข้างของด้าย วัดในระนาบที่ผ่านแกนของด้าย
ระบบด้าย
เธรดต่อไปนี้ใช้ในอุตสาหกรรม:
ด้ายเมตริก- มีรูปทรงสามเหลี่ยมและทำหน้าที่เชื่อมต่อส่วนต่างๆ เข้าด้วยกันเป็นหลัก
เธรดเมตริกแบ่งออกเป็นสองกลุ่ม: ด้ายเมตริกด้วยก้าวที่ยิ่งใหญ่และ เกลียวละเอียดแบบเมตริกสำหรับเส้นผ่านศูนย์กลาง 0.25-600 มม.
ท่อเกลียวเรียว- มีวัตถุประสงค์เช่นเดียวกับทรงกระบอก ความหนาแน่นในการเชื่อมต่อที่ต้องการนั้นทำได้โดยการเปลี่ยนรูปเกลียวของท่อทรงกรวย
ด้ายเรียวนิ้วด้วยมุมโปรไฟล์ 60 องศา เกลียวนิ้วเรียวใช้เพื่อให้ได้การเชื่อมต่อที่แน่นหนา
ด้ายนิ้ว
- ใช้สำหรับยึดข้อต่อชิ้นส่วนเครื่องจักรด้วยโบลท์ สกรู และสตั๊ด
หัวข้อสี่เหลี่ยมคางหมู- ใช้สำหรับลีดสกรูของเครื่องมือกลและระบบส่งกำลังอื่นๆ เป็นหลัก
หัวข้อสี่เหลี่ยมคางหมูจะถูกแบ่งออกเป็น ใหญ่ ปกติ และเล็ก.
ด้ายแรงขับ- ขนาดใหญ่ ปกติ และเล็ก - ใช้สำหรับสกรูวิ่งและบรรทุกสินค้า (รับน้ำหนักมาก) เป็นหลักโดยรับน้ำหนักเพียงฝ่ายเดียว ในบางกรณีซึ่งพบไม่บ่อยพวกเขาจะใช้เป็นตัวยึด
ด้ายสี่เหลี่ยม- ใช้สำหรับบรรทุกสินค้าและลีดสกรู ด้ายนั้นผลิตได้ยากและมีข้อเสียที่จำกัดการใช้งาน
เกลียวท่อทรงกระบอก- เกลียวท่อทรงกระบอกใช้ในการเชื่อมต่อชิ้นส่วนที่มีผนังบางกลวงเมื่อการเชื่อมต่อต้องแน่นเป็นพิเศษ
เธรดแบบโมดูลาร์- ใช้สำหรับหนอน
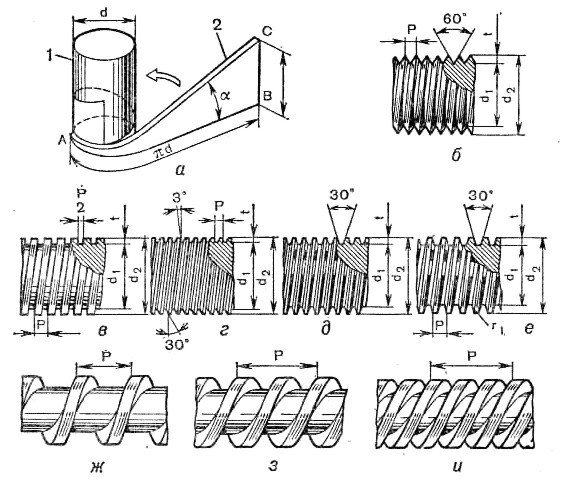
แผนภาพเฮลิกซ์: ก- การพัฒนาเส้นเกลียว ข- ด้ายรูปสามเหลี่ยมทรงกระบอก วี- ด้ายสี่เหลี่ยมทรงกระบอก ช- ด้ายสี่เหลี่ยมทรงกระบอก ง- ทรงกระบอก
ด้ายสี่เหลี่ยมคางหมู; จ- ด้ายกลมทรงกระบอก และ- เธรดเริ่มต้นเดียว ชม.- ด้ายคู่ และ - เธรดสามเริ่มต้น

เพื่อหาระยะพิทช์เกลียว ต้องใช้เกจพิเศษ (ดูรูปด้านขวา)