1. Aling mga pipeline ang sakop ng "Mga Panuntunan"?
Sagot: Nalalapat ang mga ito sa mga pipeline na nagdadala ng singaw ng tubig na may presyon na higit sa 0.07 MPa (0.7 kgf / cm 2) o mainit na tubig na may temperatura na higit sa 115 0 C.
Sagot: Apat (talahanayan).
Sagot: (talahanayan).
4. Aling organisasyon ang nagbibigay ng pahintulot na lumihis sa "Mga Panuntunan"?
Sagot: Ang mga posibleng paglihis mula sa Mga Panuntunan ay dapat na sumang-ayon ng customer sa Rosgortekhnadzor bago ang pagtatapos ng kontrata. Ang isang kopya ng pag-apruba ay dapat na nakalakip sa pasaporte ng pipeline.
5. Anong mga operating parameter ng kapaligiran ang kinuha upang matukoy ang mga kategorya ng TP at GW?
Sagot: presyon at temperatura.
6. Paano isinasagawa ang pagsisiyasat ng mga aksidente at aksidente sa pagpapatakbo ng mga pipeline?
Sagot: Ang pagsisiyasat ng mga aksidente at aksidente na may kaugnayan sa pagpapatakbo ng mga pipeline ay dapat isagawa alinsunod sa "Mga Regulasyon sa pagsisiyasat at pagpaparehistro ng mga aksidente sa trabaho" at ang "Mga tagubilin para sa teknikal na pagsisiyasat at pagpaparehistro ng mga aksidente na hindi nagresulta sa mga aksidente sa mga negosyo at pasilidad na kinokontrol ng Rosgortekhnadzor ".
7. Aling mga awtoridad ang dapat mag-abiso sa organisasyon kung saan naganap ang isang aksidente, nakamamatay o grupong aksidente na may kaugnayan sa pagpapanatili ng mga pipeline?
Sagot: Tungkol sa bawat aksidente at bawat aksidente na nauugnay sa pagpapanatili o aksidente ng mga pipeline sa pagpapatakbo, na nakarehistro sa mga katawan ng promatomnadzor ng estado, ang pangangasiwa ng negosyo ng may-ari ay obligado na agad na ipaalam sa lokal na katawan ng promatomnadzor ng estado.
8. Ano ang dapat tiyakin ng organisasyon bago ang pagdating ng isang kinatawan ng Gosgortekhnadzor ng Russia para sa isang pagsisiyasat?
Sagot:
9. Sa anong bilang ng mga haba ng pipeline nabibilang ang kategorya ng pipeline sa pasukan nito?
Sagot: Ang kategorya ng pipeline, na tinutukoy ng mga operating parameter ng medium sa pasukan nito (sa kawalan ng mga device dito na nagbabago ng mga parameter na ito), ay nalalapat sa buong pipeline, anuman ang haba nito, at dapat na ipahiwatig sa dokumentasyon ng proyekto .
11. Sa anong mga kaso obligado ang may-ari ng pipeline na agad na ipaalam sa katawan ng Rostekhnadzor ang isang aksidente na may kaugnayan sa pagpapanatili sa mga pipeline na gumagana?
Sagot: Tungkol sa bawat aksidente at tungkol sa bawat malubha o nakamamatay na aksidente na nauugnay sa pagpapanatili o aksidente ng mga pipeline na gumagana, na nakarehistro sa promatomnadzor ng estado.
12. Ano ang obligadong gawin ng administrasyon, sa kaganapan ng isang aksidente sa pipeline, bago ang pagdating ng isang kinatawan ng Rosgortekhnadzor sa enterprise?
Sagot: Bago ang pagdating ng isang kinatawan ng Gosgortekhnadzor ng Russia upang siyasatin ang mga pangyayari at sanhi ng isang aksidente o isang aksidente, ang pangangasiwa ng negosyo ay obligadong tiyakin ang kaligtasan ng buong sitwasyon ng aksidente (aksidente), kung hindi ito mapanganib. buhay ng mga tao at hindi nagiging sanhi ng karagdagang pag-unlad ng aksidente.
13. Sa anong mga kaso obligado ang may-ari ng pipeline na tiyakin ang kaligtasan ng buong sitwasyon ng aksidente (aksidente)?
Sagot: Bago ang pagdating ng isang kinatawan ng Gosgortekhnadzor ng Russia upang siyasatin ang mga pangyayari at sanhi ng isang aksidente o isang aksidente, ang pangangasiwa ng negosyo ay obligadong tiyakin ang kaligtasan ng buong sitwasyon ng aksidente (aksidente), kung hindi ito mapanganib. buhay ng mga tao at hindi nagiging sanhi ng karagdagang pag-unlad ng aksidente.
14. Kanino ang mga pagbabago sa proyekto ay pinag-ugnay, ang pangangailangan para sa kung saan ay maaaring lumitaw sa panahon ng paggawa, pagkumpuni at pagpapatakbo ng pipeline?
Sagot: Ang lahat ng mga pagbabago sa proyekto, ang pangangailangan na maaaring lumitaw sa panahon ng paggawa, pag-install, pagkumpuni at pagpapatakbo ng pipeline, ay dapat na sumang-ayon sa organisasyon na bumuo ng proyekto.
15. Sa aling mga pipeline na may sinulid na koneksyon ang pinapayagan?
Sagot: Ang mga sinulid na koneksyon ay pinapayagan para sa pagkonekta ng mga cast iron fitting sa mga pipeline ng kategorya IV na may nominal na bore na hindi hihigit sa 100 mm.
16. Aling mga pipeline ang dapat na sakop ng thermal insulation?
Sagot: Ang lahat ng mga elemento ng mga pipeline na may temperatura panlabas na ibabaw ang mga pader sa itaas 55 0 С, na matatagpuan sa mga lugar na naa-access para sa pagpapanatili ng tauhan, ay dapat na sakop ng thermal insulation, ang temperatura ng panlabas na ibabaw na hindi dapat lumagpas sa 55 0 С.
17. Sa aling mga pipeline, sa mga lokasyon ng mga welded joints, dapat na mai-install ang mga naaalis na seksyon ng pagkakabukod?
Sagot: Sa mga pipeline ng kategorya I, ang mga naaalis na seksyon ng pagkakabukod ay dapat na mai-install sa mga lokasyon ng mga welded joint at mga punto ng pagsukat ng metal creep.
18. Layunin ng thermal insulation ng TP at GW?
Sagot: Ang thermal insulation ng TP at GV ay idinisenyo para sa kaligtasan ng trabaho sa panahon ng pagpapanatili ng mga pipeline.
19. Aling mga pipeline ang hindi pinapayagang magwelding ng fitting, mga tubo ng paagusan, mga boss at iba pang bahagi sa welds at pipe elbows?
Sagot: Ang welding ng mga fitting, drainage pipe, bosses at iba pang bahagi sa mga welds at elbows ng pipelines ng lahat ng kategorya ay ipinagbabawal.
20. Para sa aling mga pipeline pinapayagang gumamit ng mga welded sector elbows?
Sagot: Ang mga welded sector bends ay pinapayagang gamitin para sa mga pipeline ng mga kategorya III at IV.
21. Sa aling mga pipeline pinapayagan ang mga lap welds?
Sagot: Ang mga lap welded joints ay pinapayagan para sa mga lining na nagpapatibay ng mga openings sa kategoryang III at IV na mga pipeline.
22. Sa butt welded joints ng mga elemento na may iba't ibang kapal ng pader, ang isang maayos na paglipat mula sa isang mas malaki patungo sa isang mas maliit na seksyon ay dapat ibigay. Ang anggulo ng pagkahilig ng mga ibabaw ng paglipat ay hindi dapat lumampas?
Sagot: Ang anggulo ng pagkahilig ng mga ibabaw ng paglipat ay hindi dapat lumampas sa 15 0 .
23. Ang underground na pagtula ng mga pipeline ng 1st category ay pinapayagan sa isang channel kasama ng iba mga teknolohikal na pipeline?
Sagot: Hindi.
24. Kapag naglalagay ng mga pipeline sa mga semi-passage tunnels (mga kolektor), ang malinaw na taas ay dapat na hindi bababa sa: .... ?
Sagot: Hindi bababa sa 1.5 m.
25. Kapag naglalagay ng mga pipeline sa mga semi-passage tunnel (mga kolektor), ang lapad ng daanan sa pagitan ng mga insulated pipeline ay dapat na hindi bababa sa: ...?
Sagot: Hindi bababa sa 0.6 m.
26. Kapag naglalagay ng mga pipeline sa pamamagitan ng mga tunnel (mga kolektor), ang malinaw na taas ay dapat na hindi bababa sa: .... ?
Sagot: Hindi bababa sa 2.0 m.
27. Paano binabayaran ang thermal elongation para sa TC at HW?
Sagot: Sa pamamagitan ng self-compensation o sa pamamagitan ng pag-install ng mga compensator.
28. Aling mga compensator ang hindi pinapayagang gamitin sa TS at HW?
Sagot: Ang paggamit ng cast-iron stuffing box compensator ay hindi pinapayagan para sa TS at HW.
29. Kapag naglalagay ng mga pipeline sa pamamagitan ng mga tunnel (mga kolektor), ang lapad ng daanan sa pagitan ng mga insulated pipeline ay dapat na hindi bababa sa: ...?
Sagot: Hindi bababa sa 0.7 m.
30. Paano matatagpuan ang mga entrance hatches sa mga daanan ng daanan?
Sagot: Ang mga passage channel ay dapat may access hatches na may hagdan o bracket. Ang distansya sa pagitan ng mga hatches ay dapat na hindi hihigit sa 300 m, at sa kaso ng magkasanib na pag-install sa iba pang mga pipeline - hindi hihigit sa 50 m. Ang mga manhole ay naka-install sa lahat ng mga dulo ng mga patay na dulo, sa mga pagliko sa ruta at sa mga node ng pag-install ng balbula .
31. Anong slope ang pinapayagan para sa mga pipeline ng mga network ng pag-init?
Sagot: Hindi bababa sa 0.002
32. Anong slope ang dapat mayroon ang mga pahalang na seksyon ng pipeline?
Sagot: Hindi bababa sa 0.004
33. Gaano karaming mga hatch ang dapat magkaroon ng mga camera para sa pagseserbisyo ng mga pipeline sa ilalim ng lupa?
Sagot: Hindi bababa sa dalawang hatches na may mga hagdan o bracket.
34. Aling mga steam pipeline ang dapat na nilagyan ng mga indicator ng paggalaw upang makontrol ang pagpapalawak ng mga pipeline ng singaw at subaybayan ang tamang operasyon ng sistema ng suspensyon?
Sagot: Sa mga pipeline ng singaw na may panloob na diameter na 150 mm o higit pa at isang temperatura ng singaw na 300 0 C o higit pa.
35. Anong mga aparato ang dapat na nilagyan ng mas mababang mga seksyon ng seksyon ng pipeline upang patayin ng mga balbula?
Sagot: Drains, (Drain fittings na nilagyan ng shutoff valves, upang alisan ng laman ang pipeline.)
36. Anong mga aparato at bakit dapat nasa itaas na mga seksyon ng pipeline?
Sagot: Mga lagusan ng hangin upang alisin ang hangin.
37. Anong mga aparato ang dapat na nilagyan ng lahat ng mga seksyon ng mga pipeline, na nadiskonekta ng mga shut-off na aparato para sa kanilang pagpainit at paglilinis?
Sagot: Dapat silang nilagyan ng mga bypass, pati na rin sa mga dulo ng punto na may angkop na may balbula.
38. Sino ang nagtatakda ng lokasyon at disenyo ng mga drainage device?
Sagot: organisasyon ng disenyo.
39. Aling mga steam pipeline ang nangangailangan ng tuluy-tuloy na pag-alis ng condensate?
Sagot: Mandatory para sa saturated steam pipelines at para sa dead ends ng superheated steam pipelines, para sa heating networks, anuman ang estado ng steam.
40. Paghirang ng mga kagamitang pangkaligtasan.
Sagot: Idinisenyo upang maiwasan labis na presyon pipelines, ang presyon ay hindi dapat lumampas sa presyon ng disenyo ng higit sa 10%.
41. Para sa anong labis na presyon sa itaas ng kinakalkula dapat kalkulahin at ayusin ang mga kagamitang pangkaligtasan sa isang presyon ng disenyo na hanggang 0.5 MPa (5 kgf / cm 2)?
Sagot: Ang presyon ay hindi dapat lumampas sa presyon ng disenyo ng higit sa 10%, hindi hihigit sa 0.05 MPa (0.5 kgf / cm 2).
42. Posible bang kunin ang medium mula sa branch pipe kung saan naka-install ang safety device?
Sagot: Hindi.
43. Anong uri ng katumpakan ng mga panukat ng presyon ang dapat nasa isang gumaganang presyon na hanggang 2.5 MPa (25 kgf / cm 2)?
Sagot: Hindi bababa sa 2.5
44. Anong uri ng katumpakan ng mga pressure gauge ang dapat nasa operating pressure na higit sa 2.5 MPa (25 kgf / cm 2) hanggang 14 MPa (140 kgf / cm 2)?
Sagot: Hindi bababa sa 1.5
45. Anong uri ng katumpakan ng mga panukat ng presyon ang dapat nasa isang gumaganang presyon na higit sa 14 MPa (140 kgf / cm 2)?
Sagot: Hindi bababa sa 1.0
46. Paano pinipili ang pressure gauge scale?
Sagot: Ang pressure gauge scale ay pinili mula sa kondisyon na sa operating pressure ang pressure gauge pointer ay nasa ikalawang ikatlong bahagi ng scale.
47. Ang nominal diameter ng pressure gauge cases na naka-install sa taas na hanggang 2 m mula sa level ng pressure gauge observation site ay dapat na: ...?
Sagot: Hindi bababa sa 100 mm.
48. Ang nominal diameter ng pressure gauge cases na naka-install sa taas na 2 m hanggang 3 m mula sa level ng pressure gauge observation site ay dapat na: ...?
Sagot: Hindi bababa sa 150 mm.
49. Ang nominal diameter ng pressure gauge case na naka-install sa taas na 3 m hanggang 5 m mula sa antas ng pressure gauge observation site ay dapat na: ...?
Sagot: Hindi bababa sa 250 mm.
50. Ang nominal diameter ng pressure gauge case na naka-install sa taas na higit sa 5 m ay dapat na: ...?
Sagot: Hindi bababa sa 250 mm, ang isang pinababang pressure gauge ay naka-install bilang isang backup.
51. Nasaan ang pulang linya na nagpapahiwatig ng pinapayagang presyon ng manometer?
Sagot: Sa sukat ng manometer.
52. Anong mga device ang dapat at maaaring i-install sa harap ng pressure gauge?
Sagot: Isang three-way valve o katulad na aparato para sa paglilinis, pagsuri at pagsara ng pressure gauge.
53. Ilang posisyon mayroon ang 3-way valve?
Sagot: 5 probisyon.
54. Anong aparato ang dapat ikabit sa harap ng isang manometer na idinisenyo upang sukatin ang presyon ng singaw?
Sagot: Siphon tube, na may diameter na hindi bababa sa 10 mm.
55. Ano ang dapat na diameter ng siphon tube na naka-install sa harap ng manometer na idinisenyo upang sukatin ang presyon ng singaw?
Sagot: Hindi bababa sa 10 mm.
56. Anong data ang ipinahiwatig sa pagmamarka ng mga kabit?
Sagot: 1. Pangalan o trademark ng tagagawa.
2. May kondisyong pass.
3. Kondisyong presyon at temperatura ng daluyan.
5. Grado ng bakal.
57. Para sa anong mga layunin ang mga gate valve sa TP at GW ay nilagyan ng mga bypass lines (bypasses)?
Sagot: Upang mapadali ang pagbubukas ng mga balbula ng gate at mga balbula, pati na rin upang mapainit ang mga pipeline ng singaw.
58. Anong mga kasangkapan ang dapat ibigay sa isang pasaporte ng itinatag na form?
Sagot: Mga kabit na may conditional pass na 50 mm at higit pa.
59. Sa anong mga kaso pinapayagan na mag-install ng mga kabit, na ang mga bahagi ng katawan ay gawa sa tanso at tanso?
Sagot: Sa isang temperatura na hindi mas mataas kaysa sa 250 0 С.
60. Saang direksyon gumagalaw ang handwheel kapag binubuksan at isinasara ang balbula?
Sagot: Ang pagbubukas ng balbula ay dapat gawin sa pamamagitan ng paggalaw ng handwheel pakaliwa, pagsasara - pakanan.
61. Paghirang ng mga balbula sa mga pipeline.
Sagot: Para sa panaka-nakang overlapping ng mga steam pipeline.
62. Ano ang dapat magkaroon ng isang pipeline, ang presyon ng disenyo na kung saan ay mas mababa kaysa sa presyon ng pinagmumulan na nagbibigay nito?
Sagot: Ang pipeline, ang presyon ng disenyo na kung saan ay mas mababa kaysa sa presyon ng pinagmumulan na nagbibigay nito, ay dapat magkaroon ng isang pampababa na aparato na may gauge ng presyon at isang balbula ng kaligtasan, na naka-install sa gilid ng mas mababang presyon.
63. Anong mga aparato ang dapat magkaroon ng awtomatikong regulasyon ng presyon?
Sagot: Ang awtomatikong kontrol sa presyon ay dapat may mga aparatong pampababa ng presyon.
64. Layunin ng reduction cooling device?
Sagot: Ay inilaan para sa awtomatikong regulasyon ng presyon at temperatura.
65. Pinahihintulutan ba itong gamitin electric-welded na mga tubo na may longitudinal at spiral seam para sa TP at GV?
Sagot: Oo, sa kondisyon na ang radiographic inspection o ultrasonic testing ng weld ay isinasagawa sa buong haba.
66. Sa anong porsyento maaaring magkakaiba ang mga coefficient ng linear expansion ng mga fastener at flanges?
Sagot: Hindi ito dapat lumampas sa 10%, sa higit sa 10% pinapayagan ito sa mga kaso na nabigyang-katwiran ng pagkalkula ng lakas, at din kung ang temperatura ng disenyo ng fastener ay hindi lalampas sa 50 0 С.
67. Ang mga bakal na may iba't ibang coefficient ng linear expansion ay pinapayagan para sa paggawa ng mga fastener at flanges?
Sagot: OO - pinapayagan ito sa mga kaso na nabigyang-katwiran ng pagkalkula ng lakas, at kung ang temperatura ng disenyo ng fastener ay hindi lalampas sa 50 0 C.
68. Aling organisasyon ang bumuo ng teknolohiya kung saan ginagawa ang mga pipeline at mga elemento nito?
Sagot:
69. Aling organisasyon ang bumuo ng teknolohiya para sa pagkukumpuni ng mga pipeline at mga elemento nito?
Sagot: Tagagawa (organisasyon ng disenyo).
70. Aling organisasyon ang bubuo ng teknolohiya para sa pag-install ng mga pipeline at mga elemento nito?
Sagot: Ang tagagawa o isang dalubhasang organisasyon sa pag-install o pag-aayos bago magsimula ang nauugnay na trabaho.
71. Anong mga teknolohiya ng welding ang dapat gamitin sa paggawa, pag-install at pagkumpuni ng mga heating substation at mainit na tubig?
Sagot: Magpatong, puwit, sa Taurus, magkadugtong, sa isang sulok, humakbang, sa isang tapyas.
72. Anong mga pamamaraan ang hindi mapanirang pamamaraan para sa pagsubok ng mga materyales at welded joints?
Sagot: Visual at pagsukat, radiographic, ultrasonic, radioscopic, magnetic particle, steeloscopy, hardness testing, hydraulic testing.
73. Ano ang lapad ng ibabaw ng pinagtahian at ang mga lugar ng base material na katabi nito na dapat linisin ng kontaminasyon? Bago ang isang visual na inspeksyon?
Sagot: Lapad na hindi bababa sa 20 mm (sa parehong direksyon).
Sagot: Lahat ng pipelines.
75. Ano ang pinakamababang halaga ng presyon ng pagsubok sa panahon ng haydroliko na pagsubok ng mga pipeline, ang kanilang mga bloke at mga indibidwal na elemento?
Sagot: R pr \u003d 1.25 R alipin, ngunit hindi bababa sa 0.2 MPa (2 kgf / cm 2).
76. Ano ang pinakamataas na halaga ng presyon ng pagsubok sa panahon ng haydroliko na pagsubok ng mga pipeline, ang kanilang mga bloke at mga indibidwal na elemento?
Sagot: Ayon sa mga tagubilin, Naka-install sa pamamagitan ng pagkalkula alinsunod sa NGO Norms.
77. Anong temperatura ng tubig ang dapat sa panahon ng haydroliko na pagsubok ng mga pipeline?
Sagot: Hindi mas mababa sa +5 0 С at hindi mas mataas sa + 40 0 С.
78. Anong medium ang maaaring gamitin upang mapataas ang presyon sa panahon ng haydroliko na pagsubok ng mga pipeline?
Sagot: Tubig.
79. Sa anong ambient temperature dapat isagawa ang haydroliko na pagsubok ng mga pipeline?
Sagot: Sa positibong temperatura ng kapaligiran.
80. Gaano katagal nakatiis ang pipeline at mga elemento nito sa ilalim ng presyon ng pagsubok sa panahon ng isang haydroliko na pagsubok?
Sagot: Hindi bababa sa 10 min.
81. Ilang pressure gauge ang ginagamit para kontrolin ang pressure sa panahon ng hydraulic testing?
Sagot: Dalawa sa parehong uri na may parehong uri ng katumpakan, limitasyon sa pagsukat at halaga ng paghahati.
82. Aling pipeline at mga elemento nito ang itinuturing na nakapasa sa hydraulic test?
Sagot: Kung hindi matukoy: 1) Paglabas, pagpapawis sa mga welded joints at sa base metal. 2) nakikita ang mga natitirang deformation. 3) Mga bitak at palatandaan ng pagkalagot.
83. Ilang beses pinapayagan na itama ang mga depekto sa parehong seksyon ng welded joint, sa kondisyon na ang joint ay pinutol kasama ang weld seam na may pag-alis ng weld metal at ang heat-affected zone?
Sagot: Hindi hihigit sa tatlong beses.
84. Anong mga pipeline ang napapailalim sa pagpaparehistro sa Rosgortekhnadzor?
Sagot: Ang mga pipeline ng 1st category na may conditional passage na higit sa 70 mm, pati na rin ang pipelines ng 2nd at 3rd na kategorya na may conditional passage na higit sa 100 mm, ay napapailalim sa pagpaparehistro sa mga katawan ng Rosgortekhnadzor bago isagawa.
85. Sa anong mga kaso napapailalim ang TP at GV sa muling pagpaparehistro?
Sagot: Ang TP at GV ay sasailalim sa muling pagpaparehistro bago ang pagkomisyon kapag ang pipeline ay inilipat sa ibang may-ari.
86. Anong mga dokumento ang dapat isumite sa katawan ng Rosgortekhnadzor kapag nagrerehistro ng pipeline?
Sagot: 1. Pasaporte ng pipeline.
2. Ang executive scheme ng pipeline na nagsasaad dito:
a) diameters, kapal ng mga tubo, haba ng pipeline;
b) Lokasyon ng mga suporta, compensator, hanger, fitting, air vent at drainage device;
c) welded joints na nagpapahiwatig ng mga distansya sa pagitan ng mga ito at mula sa kanila hanggang sa mga balon at mga input ng subscriber;
d) lokasyon ng mga pointer para sa pagkontrol ng thermal displacements, mga device para sa pagsukat ng creep.
3. Sertipiko ng paggawa ng mga elemento ng pipeline.
4. Sertipiko ng pag-install ng pipeline.
5. Sertipiko ng pagtanggap ng pipeline ng may-ari mula sa organisasyon ng pag-install.
6. Mga pasaporte at iba pang dokumentasyon para sa mga sasakyang pandagat na mahalagang bahagi ng pipeline.
87. Anong mga uri ng teknikal na pagsusuri ang dapat isailalim sa mga pipeline bago i-commissioning at sa panahon ng operasyon?
Sagot: Panlabas at panloob na mga inspeksyon at haydroliko na pagsubok.
88. Anong mga uri ng teknikal na pagsusuri at aling mga pipeline ang isinasagawa ng isang taong responsable para sa mabuting kondisyon at ligtas na operasyon?
Sagot:
89. Gaano kadalas ang isang panlabas na inspeksyon ng mga pipeline na hindi napapailalim sa pagpaparehistro sa mga katawan ng Rosgortekhnadzor na isinasagawa ng isang taong responsable para sa mabuting kondisyon at ligtas na operasyon?
Sagot: 1. Panlabas na inspeksyon ng mga pipeline ng lahat ng kategorya - kahit isang beses sa isang taon.
2. Panlabas na inspeksyon at haydroliko na pagsubok ng mga pipeline na hindi napapailalim sa pagpaparehistro sa mga katawan ng Rosgortekhnadzor - bago ilagay sa operasyon pagkatapos ng pag-install, pag-aayos na nauugnay sa hinang, pati na rin kapag nagsisimula ng mga pipeline pagkatapos na sila ay nasa isang estado ng konserbasyon para sa mahigit dalawang taon.
3. Panloob na inspeksyon ng lahat ng mga pipeline - hindi bababa sa isang beses bawat apat na taon.
90. Pagkatapos ng ilang taon ng pag-mothball ng TP at GW bago ito magsimula, isang panlabas na inspeksyon at hydrotesting ang isinasagawa?
Sagot: Pagkatapos na nasa isang estado ng konserbasyon ng higit sa dalawang taon.
91. Anong mga uri ng teknikal na pagsusuri at sa anong mga termino ang mga pipeline na nakarehistro sa mga katawan ng Rosgortekhnadzor ay dapat isailalim sa isang espesyalista ng isang organisasyon na may lisensya ng Rosgortekhnadzor para sa pagsusuri, pang-industriyang kaligtasan?
Sagot:
92. Gaano kadalas ang isang panlabas na inspeksyon ng mga pipeline na nakarehistro sa mga katawan ng Rosgortekhnadzor ay isinasagawa ng isang espesyalista ng isang organisasyon na may lisensya mula sa Rosgortekhnadzor para sa kadalubhasaan sa kaligtasan sa industriya?
Sagot: 1. Panlabas na inspeksyon at haydroliko na pagsubok - bago simulan ang bagong naka-install na pipeline.
2. Panlabas na pagsusuri - hindi bababa sa isang beses bawat tatlong taon.
3. Panlabas na inspeksyon at haydroliko na pagsubok - pagkatapos ng pagkumpuni na nauugnay sa hinang, at kapag ang pipeline ay inilagay sa operasyon pagkatapos na ito ay nasa isang estado ng konserbasyon sa loob ng higit sa dalawang taon.
93. Aling opisyal ang obligado sa panahon ng teknikal na pagsusuri?
Sagot: Taong responsable para sa mabuting kalagayan at ligtas na operasyon.
94. Sa anong dokumento dapat itala ang mga resulta ng teknikal na pagsusuri?
Sagot: Sa pipeline passport.
95. Sino ang nag-isyu ng permit para sa pagpapatakbo ng mga pipeline na hindi nakarehistro sa mga katawan ng Rosgortekhnadzor?
Sagot:
96. Sino ang nag-isyu ng permit para sa pagpapatakbo ng mga pipeline na nakarehistro sa mga katawan ng Rosgortekhnadzor?
Sagot:: Isang taong responsable para sa mabuting kondisyon at ligtas na operasyon ng mga pipeline.
97. Anong data ang ipinasok sa mga espesyal na plato para sa bawat pipeline pagkatapos ng pagpaparehistro nito?
Sagot: 1. Numero ng pagpaparehistro; 2. Pinahihintulutang presyon;
3. Katamtamang temperatura; 4. Petsa (buwan at taon) ng susunod na panlabas na inspeksyon at panloob na inspeksyon (para sa mga pipeline ng supply).
98. Sino ang pinapayagang magserbisyo sa TP at GW?
Sagot: Ang mga taong hindi mas bata sa 18 taong gulang, sinanay ayon sa programa, pagkakaroon ng sertipiko para sa karapatang mapanatili ang mga pipeline at alam ang mga tagubilin sa produksyon ay pinapayagang magserbisyo sa TP at GW.
99. Gaano kadalas dapat suriin ang kaalaman ng mga tauhan ng pipeline?
Sagot: Hindi bababa sa isang beses bawat 12 buwan, pati na rin kapag lumipat mula sa isang negosyo patungo sa isa pa.
100. Kailan dapat suriin ng mga tauhan ng serbisyo ang kakayahang magamit ng mga pressure gauge at safety valve para sa mga pipeline na may gumaganang presyon na hanggang 1.4 MPa (14 kgf / cm 2)?
Sagot: Kahit isang beses kada shift.
101. Kailan dapat suriin ng mga tauhan ng serbisyo ang kakayahang magamit ng mga pressure gauge at safety valve para sa mga pipeline na may gumaganang presyon na higit sa 1.4 MPa (14 kgf / cm 2) hanggang 4.0 MPa (40 kgf / cm 2)?
Sagot: Hindi bababa sa 1 beses bawat araw.
102. Sa anong mga termino dapat suriin ng mga tauhan ng serbisyo ang kakayahang magamit ng mga pressure gauge at safety valve para sa mga pipeline na may gumaganang presyon na higit sa 4.0 MPa (40 kgf / cm 2)?
Sagot: Tamang oras, itinakda ng tagubilin naaprubahan sa iniresetang paraan.
103. Gaano kadalas dapat suriin ang mga panukat ng presyon sa paraang inireseta ng Pamantayan ng Estado?
Sagot: Hindi bababa sa isang beses bawat 12 buwan.
104. Gaano kadalas dapat isagawa ang karagdagang pagsusuri ng mga pressure gauge ng nagkokontrol na may-ari nito?
Sagot: : Hindi bababa sa isang beses bawat 6 na buwan.
105. Paano sinusuri ng mga tauhan ng serbisyo ang kakayahang magamit ng mga pressure gauge sa panahon ng operasyon?
Sagot: Ginawa gamit ang isang three-way valve na may zero landing.
106. Paano magsagawa ng karagdagang check ng pressure gauge sa kawalan ng control pressure gauge?
Sagot: Sa kawalan ng control pressure gauge, pinapayagang suriin ang pressure gauge gamit ang nasubok na working pressure gauge na may parehong sukat at katumpakan na klase sa nasubok na pressure gauge.
107. Sa anong mga kaso bawal gamitin ang mga pressure gauge?
Sagot: 1. Walang selyo o selyo sa pressure gauge na may marka sa verification;
2. Ang panahon ng pag-verify ay nag-expire na;
3. Ang arrow ng pressure gauge, kapag ito ay naka-off, ay hindi babalik sa zero mark ng scale sa halagang lampas sa kalahati ng pinapayagang error para sa pressure gauge na ito;
4. Nabasag ang salamin o may iba pang pinsala sa pressure gauge, na maaaring makaapekto sa kawastuhan ng mga pagbasa nito.
108. Ayon sa anong dokumento dapat isagawa ang pagkukumpuni ng mga pipeline?
Sagot: Kasuotan - pagpasok.
109. Ano ang kailangang gawin bago magsimula ang pagkukumpuni sa pipeline?
Sagot: Idiskonekta ang steam pipeline na may mga balbula, alisan ng tubig ang condensate, i-install ang mga plug kung kinakailangan.
110. Anong mga inskripsiyon ang dapat ilapat sa mga pangunahing linya ng mga pipeline?
Sagot: Numero ng linya at isang arrow na nagpapahiwatig ng direksyon ng paggalaw ng gumaganang daluyan.
111. Anong mga inskripsiyon ang dapat ilapat sa mga linya ng sangay malapit sa mga haywey?
Sagot: Numero ng linya, numero ng yunit at isang arrow na nagpapahiwatig ng direksyon ng daloy ng gumaganang likido.
112. Anong mga inskripsiyon ang dapat ilapat sa mga linya ng sangay na malapit sa mga yunit?
Sagot: Ang bilang ng highway at ang arrow na nagpapahiwatig ng direksyon ng paggalaw ng working medium.
113. Anong mga inskripsiyon ang dapat ilapat sa balbula, balbula ng gate at magmaneho sa kanila?
Sagot: 1. Bilang o simbolo shut-off o regulating body, na naaayon sa mga operating diagram at mga tagubilin.
2. Tagapagpahiwatig ng direksyon ng pag-ikot sa direksyon ng pagsasara at sa direksyon ng pagbubukas.
114. Sa anong mga lugar ang mga inskripsiyon ay ginawa sa mga balbula, mga balbula ng gate at mga drive sa kanila kapag ang handwheel ay matatagpuan malapit sa katawan ng balbula (balbula)?
Sagot: Sa katawan o pagkakabukod ng balbula (balbula) o sa isang nakakabit na plato.
115. Pangkulay ng pagkakakilanlan at mga palatandaan ng babala ng mga pipeline (GOST 14202)?
Sagot: Ang tubig ay berde; singaw - pula; asul ang hangin; nasusunog at hindi nasusunog na mga gas - dilaw; mga acid - orange; alkalis - lila; nasusunog at hindi nasusunog na mga likido - kayumanggi; iba pang mga sangkap - kulay abo o itim.
Mga tanong upang subukan ang kaalaman ng mga tauhan sa paksa:
"Mga panuntunan para sa disenyo at ligtas na operasyon ng mga sasakyang-dagat na tumatakbo sa ilalim
(Inaprubahan ng Gosgortekhnadzor ng USSR noong Pebrero 1, 1957)
I. Pangkalahatang mga probisyon
1. Tinutukoy ng Mga Panuntunang ito ang mga kinakailangan para sa pag-aayos, paggawa, pag-install, pagpapanatili at sertipikasyon ng mga nakatigil na pipeline at pipeline ng mga mobile power plant na nagdadala ng singaw ng tubig na may presyon na higit sa 2 atm o mainit na tubig na may temperatura na higit sa 120 °. Ang mga sasakyang-dagat na kasama sa sistema ng pipeline (mga kolektor, mga water cooler, atbp.) ay dapat sumunod sa mga kinakailangan ng Mga Panuntunan para sa Disenyo at Ligtas na Operasyon ng mga Pressure Vessel.
2. Ang Mga Panuntunang ito ay hindi nalalapat sa: a) mga pipeline na inilagay sa mga steam lokomotive at mga railway cars, mga sasakyang dagat at ilog at iba pang mga istrukturang lumulutang; b) pansamantalang mga pipeline na may buhay ng serbisyo hanggang sa isang taon; c) mga pipeline ng 1st kategorya na may panlabas na diameter na mas mababa sa 51 mm at mga pipeline ng iba pang mga kategorya na may panlabas na diameter na mas mababa sa 76 mm; d) mga pipeline na matatagpuan sa loob ng steam boiler - hanggang sa balbula sa boiler; e) alisan ng tubig, paglilinis at pag-ubos ng mga pipeline.
3. Ang lahat ng pipeline na napapailalim sa Mga Panuntunang ito ay nahahati sa apat na kategorya.
Sa kawalan ng isang kumbinasyon ng mga parameter kapag tinutukoy ang kategorya ng isang pipeline, ang isa ay dapat magabayan ng medium parameter ng pipeline na ito (temperatura o presyon), na nangangailangan ng pagtatalaga nito sa pinakamataas na kategorya.
II. Mga materyales sa piping
4. Ang mga pipe, fitting, flanges, fasteners at iba pang materyales na ginagamit para sa paggawa, pag-install at pagkumpuni ng mga pipeline ay dapat matugunan ang mga kinakailangan ng Mga Panuntunang ito, GOST at Mga Pagtutukoy.
5. Ang kalidad ng mga materyales na ginamit at ang kanilang mga katangian ay dapat kumpirmahin ng supplier ng mga materyales na may naaangkop na mga sertipiko o pasaporte.
Ang mga materyal na walang mga pasaporte at sertipiko ay maaari lamang gamitin pagkatapos na masuri ang mga ito alinsunod sa GOST, TU at sa Mga Panuntunang ito.
6. Ang paggamit para sa paggawa ng mga pipeline ng mga materyales na hindi ibinigay ng Mga Panuntunang ito, gayundin ang paggamit sa ilang mga kaso ng mga materyales na may mga parameter ng pagpapatakbo na lampas sa mga limitasyong itinakda para sa kanila ng Mga Panuntunang ito, ay dapat na sumang-ayon sa inireseta na paraan kasama ang USSR Gosgortekhnadzor o ang mga nauugnay na katawan ng Boiler Supervision ayon sa kaakibat.
III. Mga kinakailangan sa istruktura para sa mga pipeline
Pangkalahatang mga kinakailangan
36. Ang organisasyon na bumuo ng proyekto ng pipeline ay may pananagutan para sa pagpili ng scheme ng pipeline, para sa kadalian at katumpakan ng disenyo, para sa tamang pagkalkula ng lakas at kabayaran para sa mga thermal elongation, para sa pagpili ng sistema ng pagtula, paagusan, at para din sa proyekto sa pangkalahatan at ang pagsunod nito sa mga kinakailangan ng Mga Panuntunang ito.
37. Ang lahat ng mga pagbabago sa proyekto na maaaring mangyari sa panahon ng paggawa o pag-install ng pipeline ay dapat na napagkasunduan sa pagitan ng organisasyon na bumuo ng proyekto at ng organisasyon na humiling ng pagbabago sa proyekto.
38. Pagkalkula ng lakas ng mga pipeline ng singaw at mainit na tubig dapat isagawa ayon sa "Mga Pamantayan para sa pagkalkula ng mga elemento ng steam boiler para sa lakas", na inaprubahan ng USSR Gosgortekhnadzor.
39. Ang koneksyon ng mga bahagi ng mga pipeline ay maaaring gawin sa pamamagitan ng welding at flanges. Pinapayagan na ikonekta ang mga air vent, atbp., gamit ang mga sinulid na koneksyon.
40. Ang baluktot na radius ng mga tubo, compensator, bends at iba pang katulad na elemento ng pipeline ay dapat na hindi bababa sa mga sumusunod na halaga:
a) kapag baluktot ang isang tubo na may pre-filling na may buhangin at pagpainit - hindi bababa sa 3.5 panlabas na diameters ng pipe;
b) kapag baluktot ang tubo sa isang espesyal na makina na walang sanding, sa isang malamig na estado - hindi bababa sa 4 na panlabas na diameter ng tubo;
c) kapag baluktot ang isang tubo na may mga semi-corrugated folds (sa isang gilid) nang walang sanding, na may pagpainit gas burner- hindi bababa sa 2.5 panlabas na diameter ng tubo.
Ang mga semi-corrugated bends ay hindi pinapayagan para sa mga pipeline ng unang kategorya;
d) para sa matarik na baluktot na mga siko na ginawa ng mainit na pagguhit at panlililak - hindi bababa sa panlabas na diameter ng tubo. Ang pag-install ng matarik na baluktot na mga siko ay pinapayagan sa mga pipeline ng kategorya 2a, 3 at 4. Pinapayagan na yumuko ang mga tubo na may radius na mas mababa kaysa sa mga tinukoy sa mga talata. "a", "b" at "c", kung ang paraan ng baluktot ay ginagarantiyahan ang pagnipis ng pader nang hindi hihigit sa 15% ng kapal na kinakailangan ng pagkalkula.
41. Kung may mga bends sa pipelines, ang distansya mula sa pinakamalapit na transverse weld hanggang sa simula ng rounding ay dapat na hindi bababa sa panlabas na diameter ng pipe at hindi bababa sa 100 mm.
Kapag nag-i-install ng matarik na hubog na mga siko (Artikulo 40, talata "g"), pinapayagan ang lokasyon ng mga welds sa simula ng pag-ikot.
Ang haba ng tuwid na seksyon sa pagitan ng mga welds ng dalawang katabing bends o steeply bent elbows, pati na rin sa pagitan ng mga welds kapag hinang ang mga pagsingit, ay dapat na hindi bababa sa 200 mm para sa isang nominal pipe diameter na 150 mm pataas, at hindi bababa sa 100 mm para sa isang nominal na diameter na hanggang 150 mm. Ang welding ng matarik na baluktot na mga siko na walang tuwid na seksyon sa pagitan ng mga ito ay pinapayagan.
Para sa mga pipeline ng mga kategorya 2nd talata "a", ika-3 at ika-4, kapag dahil sa disenyo ng pipeline at mga kondisyon ng pag-install ay hindi posible na ipatupad ang minimum na pipe bend radii na tinukoy sa Art. 40, pati na rin para sa mga pipeline ng parehong mga kategorya na may diameter na higit sa 400 mm, pinapayagan na gumamit ng mga elbows, bends, atbp., na hinangin mula sa magkahiwalay na mga sektor mula sa mga tubo at sheet na bakal, at para sa mga pipeline ng mga kategorya 3 at 4 , pinapayagan din itong gumawa ng mga welded crosses, forks at iba pang mga kabit.
Ang mga tubo at materyal na sheet na ginamit sa paggawa ng mga kabit na ito ay dapat sumunod sa mga kinakailangan ng Artikulo 7-11 ng Mga Panuntunang ito.
42. Ang cast at forged fittings at fittings na gawa sa haluang metal na bakal na inilaan para sa hinang sa pipeline ay dapat na may mga seksyon ng tubo na hinangin sa kanila sa pabrika na may haba na hindi bababa sa 100 mm na may nominal na diameter ng tubo na hanggang 150 mm at hindi bababa sa 200 mm na may nominal na diameter na higit sa 150 mm.
43. Ang welding ng mga fitting sa mga tuwid na seksyon ng mga pipeline na may ratio ng panlabas na diameter ng fitting sa panlabas na diameter ng pipe na katumbas ng hanggang 1, pati na rin ang paggamit ng mga welded tees mula sa mga tubo na may parehong diameter ratio ay pinapayagan. para sa lahat ng kategorya ng mga pipeline.
Ang disenyo ng mga welded tee, pati na rin ang welding ng mga fitting sa pipeline, ay dapat ibigay ng proyekto at suriin ng organisasyon ng disenyo sa pamamagitan ng pagkalkula ng lakas.
44. Hindi pinapayagang magwelding ng mga fitting, bosses, drainage pipe, atbp. sa pipeline welds.
45. Ang mga kabit ay dapat na naka-install sa mga lugar na maginhawa para sa pagpapanatili at pagkumpuni. Kung kinakailangan, dapat ayusin ang mga hagdan at plataporma.
46. Ang mga gate valve at gate na nangangailangan ng maraming pagsisikap upang buksan ay dapat na nilagyan ng mga bypass at mechanical o electric drive.
Paglalagay ng mga pipeline
47. Ang distansya mula sa panlabas na ibabaw ng insulated pipe hanggang sa mga nakapirming elemento (mga pader, haligi, kagamitan, atbp.) Ay dapat piliin na isinasaalang-alang ang posibleng pag-aalis ng mga tubo mula sa thermal elongation, pati na rin ang mga kondisyon ng pag-install, pagkumpuni at pagpapanatili, at hindi dapat mas mababa sa 25 mm.
48. Kapag naglalagay ng mga pipeline sa mga channel ng daanan (tunnels), ang malinaw na lapad ng daanan ay dapat na hindi bababa sa 500 mm, na binibilang mula sa panlabas na ibabaw ng pagkakabukod ng tubo; ang taas ng daanan ay dapat na hindi bababa sa 1800 mm. Sa mga lokasyon ng reinforcement, ang lapad ng channel ay dapat sapat para sa maginhawang pagpapanatili nito. Sa mga kaso ng pagtula ng ilang mga pipeline sa mga channel ng daanan, ang kanilang magkaparehong pagkakalagay ay dapat matiyak ang maginhawang pag-aayos at pagpapalit ng mga indibidwal na bahagi.
49. Ang mga silid ng hindi madadaanan na mga channel ay dapat na may sapat na sukat upang maserbisyuhan ang mga compensator, balbula at iba pang mga kabit. Ang minimum na lapad ng mga side aisles ay dapat na hindi bababa sa 500 mm. Ang taas ng silid ay dapat na hindi bababa sa 1800 mm.
50. Ang mga daanan ng daanan ay dapat na nilagyan ng mga hatches. Ang distansya sa pagitan ng mga hatch ay dapat na hindi hihigit sa 300 m. Sa bawat hatch, sa loob ng channel, dapat na naka-install ang mga hagdan o bracket.
51. Kasama ang mga pipeline ng ika-2, ika-3 at ika-4 na kategorya, pinahihintulutang maglagay ng iba pang mga pipeline (mga pipeline ng langis, mga pipeline ng hangin, atbp.), maliban sa mga pipeline na may mga kemikal na nakakapaso, nakakalason at nasusunog na pabagu-bago ng isip.
Ang pinagsamang pagtula ng mga pipeline ng singaw ng 1st kategorya na may mga pipeline ng produkto ay ipinagbabawal.
52. Kailan underground laying mga pipeline sa mga lugar ng trapiko, ang lalim ng pagtula mula sa ibabaw ng lupa hanggang sa tuktok ng istraktura ng channel ay dapat kunin ng hindi bababa sa 0.5 m.
53. Kapag ginamit para sa natural na kompensasyon ng mga liko ng mga pipeline sa panahon ng walang channel na pagtula, kinakailangan upang ayusin ang mga hindi madaanan na mga channel sa kaukulang mga seksyon ng ruta (malapit sa mga liko).
54. Ang mga silid para sa pagseserbisyo ng mga pipeline sa ilalim ng lupa ng mga kategorya 1, 2 at 3 ay dapat na may hindi bababa sa dalawang hatches na may mga hagdan o bracket. Sa mga silid ng pipeline na may panloob na lugar na hanggang sa 2.5 m2, pati na rin sa mga silid ng pipeline ng ika-4 na kategorya, pinapayagan ang isang hatch.
Kapag nag-i-install ng mga cast-iron fitting o cast-iron compensator na may diameter na higit sa 150 mm sa mga pipeline, ang mga silid para sa kanilang pagpapanatili ay dapat na nilagyan ng hindi bababa sa dalawang hatches, anuman ang lugar ng silid.
55. Kapag ang mga pipeline ay inilalagay sa pamamagitan ng hangin sa pamamagitan ng mga kalye at mga daanan ng sasakyan, ang taas ng mga pipeline mula sa antas ng lupa hanggang sa panlabas na ibabaw ng pagkakabukod ay dapat na hindi bababa sa 4.5 m, maliban sa mga kaso ng pagtula sa pamamagitan ng riles ng tren, kapag ang distansya mula sa rail head sa panlabas na ibabaw ng pagkakabukod ay dapat na hindi bababa sa 6 m
56. Sa lahat ng mga kaso kung saan ang distansya mula sa pinakamababang punto ng pagkakabukod ng pipeline hanggang sa antas ng lupa ay mas mababa sa 1.8 m, ang mga espesyal na diskarte at transitional na hagdan ay dapat ayusin para sa pagpasa ng mga tao.
57. Ang mga pahalang na seksyon ng mga pipeline ng singaw ay dapat ilagay na may slope na hindi bababa sa 0.001, na may isang drainage device.
Ang kompensasyon ng mga thermal elongation kapag naglalagay ng mga pipeline
58. Ang bawat seksyon ng pipeline sa pagitan ng mga nakapirming suporta ay dapat na idinisenyo upang mabayaran ang mga thermal elongation.
Ang kabayaran para sa mga thermal elongation ay maaaring isagawa kapwa sa pamamagitan ng self-compensation at sa pamamagitan ng pag-install ng mga compensator.
59. Ang paggamit ng mga sumusunod na uri ng mga compensator ay pinapayagan:
a) baluktot na U-shaped, lyre-shaped, atbp. mula sa mga tubo para sa anumang mga pressure at temperatura ng medium;
b) para sa mga pipeline ng mga kategorya 2, 3 at 4, pinapayagan na gumamit ng hugis-U na mga expansion joint na may mga siko na hinangin mula sa mga sektor, pati na rin sa matarik na baluktot na mga liko ng tubo ng parehong kalidad ng mga tuwid na seksyon;
c) mga glandula ng bakal ng isang espesyal na disenyo para sa mga presyon hanggang sa 16 atm;
d) lens - hanggang sa isang presyon ng 7 atm;
e) mga glandula ng cast iron.
60. Ang mga kasukasuan ng pagpapalawak ay dapat na iunat sa panahon ng pag-install ayon sa halagang tinukoy sa proyekto.
61. Ang hugis-U at hugis-lira na mga expansion joint ay dapat na naka-install sa isang pahalang na posisyon. Sa kawalan ng kinakailangang espasyo para sa naturang pag-install, pinapayagan na mag-install ng mga expansion joint sa isang patayo o hilig na posisyon na may loop na matatagpuan pataas o pababa, kasama ang pag-install ng mga kabit ng paagusan.
62. Ang mga naka-install na cast iron fitting ay dapat protektado mula sa mga bending stresses.
Pag-aayos ng mga pipeline
63. Ang mga istruktura ng mga suporta at hanger ng mga pipeline (maliban sa aktwal na mga bukal) ay dapat na idinisenyo para sa patayong pagkarga mula sa bigat ng pipeline na puno ng tubig at natatakpan ng pagkakabukod, at, bilang karagdagan, para sa mga nakapirming suporta para sa mga puwersa na nagmumula sa thermal deformation ng mga pipeline.
64. Ang mga suporta sa pipeline ay maaaring kalkulahin nang hindi isinasaalang-alang ang bigat ng tubig. Sa kasong ito, ang paggamit ng mga espesyal na aparatong pangkaligtasan para sa pagbabawas ng mga suporta sa panahon ng isang haydroliko na pagsubok ay dapat ibigay.
65. Ang mga nakapirming suporta ay dapat na matatagpuan batay sa mga kondisyon ng self-compensation ng mga pipeline at umasa sa mga puwersa na ipinadala sa kanila sa pinaka hindi kanais-nais na kaso ng pagkarga.
Mga drains ng pipeline
66. Ang pag-empty ng mga pipeline ay dapat isagawa sa pinakamababang punto ng bawat seksyon ng mga pipeline na pinapatay ng mga valve sa pamamagitan ng mga drain fitting. Dapat na naka-install ang mga air vent sa pinakamataas na punto ng mga pipeline upang maalis ang hangin.
67. Ang lahat ng mga seksyon ng mga pipeline ng singaw na maaaring patayin ng mga shut-off na aparato, para sa posibilidad ng pag-init at paglilinis ng mga ito, ay dapat na nilagyan sa mga dulo ng punto na may isang angkop na may balbula, at sa isang presyon ng higit sa 22 ati , na may isang angkop at dalawang balbula sa serye - shut-off at kontrol (drain). Ang mga pipeline ng singaw para sa isang nominal na presyon ng Ru 200 at mas mataas ay dapat bigyan ng mga kabit na may shut-off valve, isang control (drain) valve at isang throttle washer na matatagpuan sa serye. Sa mga kaso ng pag-init ng seksyon ng steam pipeline sa magkabilang direksyon, dapat ibigay ang purging mula sa magkabilang dulo ng seksyon.
Ang aparato ng mga drainage ay dapat magbigay para sa posibilidad ng pagsubaybay sa kanilang trabaho sa panahon ng pag-init ng pipeline.
68. Ang mga ibabang dulo ng mga linya ng singaw at ang mas mababang mga punto ng kanilang mga liko ay dapat na lagyan ng isang kagamitan sa paglilinis.
69. Ang lokasyon ng mga drainage point sa mga pahalang na seksyon ng mga pipeline ng singaw, pati na rin ang disenyo ng mga pipeline drainage device, ay itinatag ng organisasyon ng disenyo.
70. Ang tuluy-tuloy na pag-alis ng condensate sa pamamagitan ng mga steam traps o iba pang mga aparato ay ipinag-uutos para sa mga saturated steam na linya at para sa mga patay na dulo ng superheated na mga linya ng singaw.
Para sa mga network ng pag-init, ang patuloy na pag-alis ng condensate, anuman ang estado ng singaw, ay ipinag-uutos sa mas mababang mga punto ng ruta.
IV. Paggawa at pag-install ng mga pipeline
71. Ang paggawa ng mga pipeline ay dapat isagawa sa ganap na pagsunod sa proyekto at sa Mga Panuntunang ito. Ang mga paglihis mula sa proyekto ay dapat na sumang-ayon sa organisasyon ng disenyo na bumuo ng proyekto ng pipeline.
72. Ang organisasyon ng pag-install ay obligadong suriin ang pagkakaroon ng mga sertipiko, mga selyo at mga marka para sa lahat ng mga tubo at iba pang mga materyales na ginagamit para sa paggawa ng mga pipeline na dumarating sa lugar ng pag-install.
73. Ang mga welded joints ng pipelines ay dapat na matatagpuan sa layo na hindi bababa sa 50 mm mula sa gilid ng suporta.
74. Ipinagbabawal na magsagawa ng mainit na baluktot ng mga tubo ng carbon steel sa mga temperatura sa ibaba 700 ° at upang makagawa ng pag-init sa itaas ng 1000 °, at mula sa haluang metal na bakal - sa mga temperatura sa ibaba 800 °. Kinakailangan ang heat treatment ng mga pipe ng haluang metal pagkatapos ng baluktot.
75. Ang mga movable support at hanger ng pipelines ay dapat na tipunin na isinasaalang-alang ang thermal expansion ng pipeline.
76. Ang mga clamp ng pipeline hanger ay dapat ilipat laban sa patayong posisyon ng baras sa pamamagitan ng kalahati ng thermal expansion ng pipeline sa direksyon na kabaligtaran sa paggalaw nito sa panahon ng thermal elongation.
77. Kapag ini-install ang mga ito sa mga suporta at hanger ng pipeline, ang mga spring ay dapat higpitan alinsunod sa mga tagubilin sa pagguhit. Sa oras ng pag-install at haydroliko na pagsubok ng pipeline, ang mga bukal ay dapat na idiskarga ng mga spacer.
78. Kapag nag-i-install ng drive sa pipeline valves, dapat ibigay na: a) handwheels para sa manual control buksan ang balbula sa isang counterclockwise na direksyon at isara ito clockwise; b) ang puwang kung saan gumagalaw ang tagapagpahiwatig ng pagbubukas ng armature ay hindi naghihigpit sa paggalaw nito sa matinding mga posisyon. Sa sukat ng tagapagpahiwatig, ang mga matinding posisyon ng pagbubukas ng balbula ay dapat na minarkahan ng hindi mabubura na mga inskripsiyon.
79. Cold fit ng pipeline, kung ito ay ibinigay para sa proyekto, ay maaaring isagawa lamang pagkatapos ng: a) ang pangwakas na pag-aayos ng mga nakapirming suporta sa mga dulo ng seksyon kung saan ito ay kinakailangan upang gumawa ng isang malamig na fit; b) ang huling pag-install ng lahat ng mga suporta sa pagitan ng tinukoy na mga nakapirming suporta; c) welding at heat treatment ng mga welded joints (kung kinakailangan) sa lugar sa pagitan ng mga nakapirming suporta.
V. Welding ng pipelines
Pangkalahatang mga kinakailangan
80. Sa paggawa at pag-install ng mga pipeline at ang kanilang mga elemento, pinapayagan na gamitin ang lahat ng mga pang-industriyang pamamaraan ng hinang na tinitiyak ang kalidad ng mga welded joints alinsunod sa mga kinakailangan ng Mga Panuntunang ito.
Ang proseso ng hinang at ang pamamaraan ng kontrol, pati na rin ang mga mode at pamamaraan ng paggamot sa init ng mga welded joints (kung kinakailangan) ay dapat na maitatag ng may-katuturang mga tagubilin sa produksyon na binuo ng tagagawa o organisasyon ng pag-install.
81. Ang mga welder na nakapasa sa mga pagsubok alinsunod sa Mga Panuntunan para sa Pagsubok sa Mga Electric Welder at Gas Welder na inaprubahan ng USSR Gosgortekhnadzor ay pinahihintulutang magsagawa ng welding work sa paggawa at pag-install ng mga pipeline.
Kontrol ng weld
100. Ang organisasyon ng welding control ay dapat tiyakin ang isang sistematikong pagsusuri ng kalidad ng mga welded joints alinsunod sa mga kinakailangan ng mga Panuntunang ito, GOST at mga tagubilin sa produksyon.
101. Bilang karagdagan sa inter-operational control sa panahon ng paggawa at pag-install ng pipeline, ang kontrol sa kalidad ng mga welded joints ay dapat isagawa sa pamamagitan ng mga sumusunod na pamamaraan, alinsunod sa GOST 3242-54, 6996-54, 7512-55 at ang mga tagubilin ng Ministry of Construction of Power Plants para sa ultrasonic quality control ng welded joints ng pipelines ng power plants: a) panlabas na inspeksyon ng lahat ng welded joints ng mga produkto; b) mekanikal na pagsubok ng mga sample na pinutol mula sa control joints o welded joints ng mga produkto; c) metallographic na pag-aaral ng mga sample na pinutol mula sa control joints o welded joints ng mga produkto; d) ultrasonic flaw detection; e) translucence ng welded joints ng mga produkto na may x-ray o gamma ray; f) haydroliko na pagsubok ng mga produkto.
102. Ang bawat welded joint ng pipeline, na ginawa sa pabrika o mga kondisyon ng pag-install, ay dapat may marka ng welder.
Ang lahat ng uri ng control test ay napapailalim sa naaangkop na dokumentasyon.
Panlabas na inspeksyon ng mga welds
103. Ang panlabas na inspeksyon ng mga welds ay isinasagawa upang matukoy ang mga sumusunod na panlabas na mga depekto: kakulangan ng pagtagos, sagging, pagkasunog, unwelded craters, undercuts, bitak sa seams o sa init-apektado zone, porosity, displacement ng welded elemento, bali ng ang pipe axis sa lokasyon ng weld, pati na rin ang pagsuri sa kawastuhan ng hugis at sukat ng mga welds at ang kanilang pagsunod sa mga guhit, pamantayan, pagtutukoy o pamantayan para sa welded na produkto.
104. Ang inspeksyon ng mga welds ay isinasagawa alinsunod sa GOST 3242-54 gamit ang normal at espesyal na mga tool sa pagsukat.
Bago ang inspeksyon, ang weld at ang katabing ibabaw ng base metal sa lapad na hindi bababa sa 200 mm sa magkabilang panig ng weld ay dapat linisin ng slag at iba pang mga contaminant na nagpapahirap sa inspeksyon.
105. Ang pagtatasa ng kalidad ng hinang sa pamamagitan ng panlabas na inspeksyon ay dapat isagawa alinsunod sa mga kinakailangan ng Mga Tuntuning ito, mga pagtutukoy o mga tagubilin sa produksyon.
Mechanical na pagsubok ng welded joints
106. Ang mga mekanikal na pagsubok ng welded joints ay isinasagawa upang matukoy ang kanilang lakas at kalagkit.
107. Ang mga ipinag-uutos na uri ng mekanikal na pagsusuri ay: a) tensile test; b) pagsubok ng liko; c) pagsubok sa epekto.
Ang pagsubok sa lakas ng epekto ay ipinag-uutos kapag hinang ang mga pipeline ng mga kategorya 1 at 2 "b" na may kapal ng pader ng mga welded na elemento na 12 mm at higit pa.
108. Upang makontrol ang kalidad ng mga welded joints ng pipeline at mga bahagi nito, kasabay ng welding ng pipeline, ang bawat welder ay obligadong magwelding ng control joints sa halagang 1% para sa carbon at low-alloy steel grade at 2% para sa austenitic bakal na grado ng kabuuang bilang ng parehong uri ng mga joints o pipeline flanges na hinangin niya, ngunit hindi bababa sa isang control joint.
Pag-aaral ng metalograpiko
122. Ang pagsusuri sa metallograpiko ay naglalayong kontrolin ang pisikal na pagpapatuloy ng mga welds, pagkilala sa mga bitak, pores, cavities, kakulangan ng pagtagos, pagsasama ng slag, pati na rin ang pagtatatag ng mga katangian ng istruktura ng metal sa mga pangunahing zone (transitional, thermally affected). Ang mga pag-aaral ng metallograpiko ay ipinag-uutos para sa mga pipeline na kabilang sa kategorya 1 at 2 "b".
X-ray at gammography at ultrasonic flaw detection
129. Ang paghahatid sa pamamagitan ng gamma ray o x-ray ay napapailalim sa:
a) welded joints ng pipelines ng mga kategorya 1 at 2 "b" sa halagang 5% ng kabuuang bilang ng mga production joints na hinangin ng bawat welder ng mga tubo na may panlabas na diameter na higit sa 108 mm, ngunit hindi bababa sa isang joint para sa bawat isa manghihinang;
b) butt welds ng mga fitting na ginawa alinsunod sa Art. 43 ng Mga Panuntunang ito, para sa mga pipeline ng mga kategorya 1 "c", "d" at 2nd "b" na may panlabas na diameter na higit sa 108 mm. Sa kasong ito, ang mga seams ay napapailalim sa translucence kasama ang kanilang buong haba;
c) welding seams ng fittings sa pipelines ng mga kategorya 1 "c", "d" at 2nd "b" na may panlabas na diameter na higit sa 108 mm na may ratio ng kanilang mga panlabas na diameter na higit sa 0.6.
Sa halip na transilumination ng welded butt joints ng pipelines na gawa sa carbon at low-alloy steels ng perlite class, na may kapal ng pader na 15 mm o higit pa, pinapayagan ang ultrasonic flaw detection.
130. Ang butt welds ay tinatanggihan kung ang mga sumusunod na depekto ay nahayag kapag sila ay translucent na may X-ray o gamma rays:
a) mga bitak ng anumang laki at direksyon;
b) kakulangan ng pagtagos sa kahabaan ng cross section ng seam;
c) kakulangan ng pagtagos sa tuktok ng tahi sa mga joints na naa-access para sa hinang lamang sa isang gilid, nang walang lining, na may lalim na higit sa 15% ng kapal ng pader, kung hindi ito lalampas sa 20 mm, at higit sa 3 mm - na may kapal ng pader na higit sa 20 mm.
d) slag inclusions o shell ayon sa gr. A at B GOST 7512-55 na may sukat ng lalim ng tahi na higit sa 10% ng kapal ng pader, kung hindi ito lalampas sa 20 mm at higit sa 3 mm na may kapal ng pader na higit sa 20 mm;
e) mga pagsasama ng slag na matatagpuan sa isang kadena o isang solidong linya sa kahabaan ng tahi, ayon sa pangkat B ng GOST 7512-55 na may kabuuang haba na higit sa 200 mm bawat 1 m ng tahi;
f) mga pores ng gas na matatagpuan sa anyo ng isang tuluy-tuloy na grid;
g) akumulasyon ng mga pores ng gas sa magkahiwalay na mga seksyon ng tahi ayon sa pangkat B GOST 7512-55 higit sa 5 mga PC. bawat 1 cm2 ng lugar ng pinagtahian.
131. Kapag ang hindi kasiya-siyang resulta ng transilumination ay nakuha, ang translucence ng dobleng bilang ng mga joints ay ginaganap. Kung sa panahon ng karagdagang transillumination hindi katanggap-tanggap na mga depekto ay ipinahayag, kung gayon ang lahat ng mga joints ng pipeline na hinangin ng welder na ito ay translucent.
Hydraulic testing ng mga welded na elemento ng pipeline
132. Ang haydroliko na pagsubok ng mga welded na elemento ng pipeline ay isinasagawa upang masuri ang lakas at density ng mga welded joints.
133. Ang mga block node ng mga pipeline at indibidwal na welded na elemento ay dapat isailalim sa isang haydroliko na pagsubok sa pamamagitan ng presyon ng pagsubok:
a) block units ng steam pipelines at hot water pipelines - 1.25 working pressure;
b) welded elemento ng pipelines (compensators, elbows at iba pang mga kabit) - presyon alinsunod sa GOST 356-52.
Teknikal na sertipikasyon ng mga pipeline
143. Ang mga pipeline na napapailalim sa Mga Panuntunang ito, bago isagawa at sa panahon ng operasyon, ay dapat sumailalim sa teknikal na pagsusuri: panlabas na inspeksyon at haydroliko na pagsubok.
Ang mga supply pipeline ng steam boiler ng mga power plant, bilang karagdagan sa mga tinukoy na uri ng survey, ay dapat na sumailalim sa panloob na inspeksyon sa panahon ng operasyon.
144. Ang teknikal na pagsusuri ng mga pipeline ay dapat isagawa ng teknikal na pangangasiwa ng negosyo sa loob ng mga sumusunod na panahon:
a) panlabas na inspeksyon ng mga pipeline ng lahat ng mga kategorya - hindi bababa sa isang beses sa isang taon;
b) panlabas na inspeksyon at haydroliko na pagsubok ng mga pipeline na hindi napapailalim sa pagpaparehistro - bago i-commissioning pagkatapos ng pag-install, pagkatapos ng pag-aayos na nauugnay sa mga welding joints, pati na rin kapag ang mga pipeline na ito ay inilagay sa operasyon pagkatapos na sila ay nasa isang estado ng konserbasyon nang higit sa dalawang taon ;
c) panloob na inspeksyon ng mga pipeline ng feeder ng mga steam boiler ng mga power plant na hindi napapailalim sa pagpaparehistro - hindi bababa sa isang beses bawat tatlong taon.
145. Ang mga rehistradong pipeline, bilang karagdagan sa teknikal na pagsusuri na isinagawa ng teknikal na administrasyon, ay dapat na sumailalim sa teknikal na pagsusuri ng control engineer (inspector) sa loob ng mga sumusunod na termino:
a) panlabas na inspeksyon nang hindi bababa sa isang beses bawat tatlong taon;
b) panlabas na inspeksyon at haydroliko na pagsubok bago ilagay ang bagong naka-install na pipeline sa operasyon;
c) panlabas na inspeksyon at haydroliko na pagsubok pagkatapos ng pag-aayos na nauugnay sa hinang ng mga joints, pati na rin sa panahon ng pag-commissioning ng pipeline pagkatapos na ito ay nasa isang estado ng konserbasyon sa loob ng higit sa dalawang taon;
d) panloob na inspeksyon ng mga supply pipeline ng steam boiler ng mga power plant, maliban sa mga tinukoy sa Art. 144 p. "c", - hindi bababa sa isang beses bawat tatlong taon.
146. Ang isang panlabas na inspeksyon ng mga pipeline na inilatag sa isang bukas na paraan o sa pamamagitan ng mga channel ay maaaring isagawa nang hindi inaalis ang pagkakabukod.
Ang panlabas na inspeksyon ng mga pipeline kapag naglalagay sa mga hindi madaanan na mga channel o kapag naglalagay ng walang mga channel ay isinasagawa sa pamamagitan ng pagbubukas ng lupa ng mga indibidwal na seksyon at pag-alis ng pagkakabukod ng hindi bababa sa bawat dalawang kilometro ng haba ng pipeline
Ang control engineer (inspector), kung siya ay may mga pagdududa tungkol sa kondisyon ng mga pader o welds ng pipeline, ay maaaring mangailangan ng bahagyang o kumpletong pag-alis ng pagkakabukod.
147. Ang mga bagong naka-install na pipeline ay sumasailalim sa panlabas na inspeksyon at haydroliko na pagsubok bago ilapat ang pagkakabukod. Para sa mga walang tahi na tubo, pinapayagan na magsagawa ng panlabas na inspeksyon at haydroliko na pagsubok na may inilapat na pagkakabukod; sa parehong oras, ang mga welded joint at flange na koneksyon ay hindi dapat na insulated at naa-access para sa inspeksyon.
148. Ang hydraulic testing ng mga pipeline ay maaaring isagawa lamang pagkatapos makumpleto ang lahat ng welding work, kabilang ang heat treatment, gayundin pagkatapos ng pag-install at huling pag-aayos ng mga suporta at suspensyon.
149. Hydraulic testing ng mga assembled pipelines ay dapat isagawa na may test pressure na katumbas ng 1.25 working pressure. Ang mga sasakyang-dagat na mahalagang bahagi ng pipeline ay sinusuri na may parehong presyon gaya ng mga pipeline.
150. Para sa mga feed pipeline, ang working pressure ay itinuturing na pressure na maaaring bumuo ng mga feed pump na may mga saradong balbula.
151. Ang pagsubok na presyon sa panahon ng haydroliko na pagsubok ng mga pipeline ay dapat mapanatili sa loob ng 5 minuto, pagkatapos nito ay dapat na bawasan ang presyon sa gumaganang presyon. Sa operating pressure, ang pipeline ay siniyasat at ang mga welds ay tinapik ng martilyo na tumitimbang ng hindi hihigit sa 1.5 kg.
Ang mga resulta ng haydroliko na pagsubok ay itinuturing na kasiya-siya kung sa panahon ng pagsubok ay walang pagbaba ng presyon sa gauge ng presyon; welds, pipe, valve body, atbp. ay hindi nagpakita ng mga senyales ng pagkalagot, pagtagas o fogging.
152. Ang isang haydroliko na pagsubok sa panahon ng kontrol sa kalidad ng connecting welded joint ng isang steam pipeline o isang supply pipeline na may operating main, kung mayroon lamang isang shut-off valve sa pagitan ng mga ito, na nakatakda para sa welding, ay maaaring mapalitan ng transilumination ng joint na ito. na may x-ray o gamma ray.
153. Ang haydroliko na pagsubok ng mga pipeline ay dapat isagawa sa isang positibong temperatura ng kapaligiran. Sa isang negatibong temperatura ng kapaligiran, pinapayagan na palitan ang haydroliko na pagsubok ng isang pneumatic test pressure na kapareho ng sa hydrotest.
Ang pag-iingat ay dapat gawin sa pneumatic testing.
Ang pagtapik sa pipeline sa ilalim ng presyon sa panahon ng pneumatic test ay ipinagbabawal.
154. Ang isang panloob na inspeksyon ng mga pipeline ng supply na may mga flanged na koneksyon, na may layuning suriin ang kondisyon ng kanilang panloob na ibabaw, ay isinasagawa nang pili, sa mga lugar na pinaka-madaling kapitan sa kaagnasan (seksyon ng supply pipeline sa pagitan ng pangunahing balbula at check balbula, dead ends, fittings, atbp.) sa pamamagitan ng paghihiwalay mga koneksyon sa flange at sinusuri ang panloob na ibabaw gamit ang lampara at salamin. Sa bawat panloob na inspeksyon ng mga pipeline ng supply, dapat baguhin ng administrasyon ang mga fitting at fastener.
Ang mga welded supply pipeline na walang flanged na koneksyon ay dapat suriin sa pamamagitan ng mga drilling pipe sa magkakahiwalay na seksyon ayon sa direksyon ng taong nagsagawa ng inspeksyon, gamma ray scanning, ultrasonic testing, atbp.
Pangangasiwa at pagpapanatili ng mga pipeline
160. Ang pangangasiwa ng negosyo na nagmamay-ari ng pipeline ay obligadong mapanatili ang pipeline alinsunod sa mga kinakailangan ng Mga Panuntunang ito, na tinitiyak ang kaligtasan ng pagpapanatili at ang pagiging maaasahan ng operasyon nito.
161. Upang mapangasiwaan ang kondisyon ng pipeline at ang kaligtasan ng pagpapanatili nito, ang pamamahala ng enterprise ay dapat humirang, ayon sa pagkakasunud-sunod ng enterprise, ng isang responsableng tao na may naaangkop na teknikal na kwalipikasyon at praktikal na karanasan. Ang apelyido, pangalan at patronymic ng responsableng tao at ang kanyang pirma ay dapat na nakapaloob sa pipeline passport.
162. Ang pagpapanatili ng mga pipeline ay dapat na ipagkatiwala sa mga taong sinanay sa minimum na teknikal na programa at alam ang layout ng pipeline. Ang kaalaman ng mga tauhan ng serbisyo ay dapat suriin ng pangangasiwa ng negosyo.
163. Ang paglalagay ng pipeline sa pagpapatakbo at pagpapanatili nito ay dapat isagawa ayon sa mga tagubiling inaprubahan ng pamamahala ng negosyo.
164. Sa mga silid ng boiler at iba pang mga lugar na may mga pipeline, ang mga piping diagram sa mga kondisyon na kulay at mga tagubilin para sa pagsisimula at pagpapanatili ng mga pipeline ay dapat na ipaskil sa isang kapansin-pansing lugar. Ang mga shut-off valve at gate valve ay dapat markahan ng malinaw na nakikitang mga arrow na nagpapahiwatig ng direksyon ng pag-ikot ng handwheel ng locking device (patungo sa pagsasara ng "3", patungo sa pagbubukas ng "O") at sa direksyon ng paggalaw ng medium.
165. Upang maiwasan ang mga aksidente na may kaugnayan sa pagtagos ng nasusunog na gas sa mga channel at silid ng mga network ng pag-init, pati na rin upang maalis ang mga aksidente sa mga tauhan, kinakailangan:
a) sa mga gassed na seksyon ng mga network ng pag-init, tiyakin ang posibilidad ng bentilasyon ng mga channel at kamara;
b) bago pumasok sa mga silid at mga channel kung saan maaaring lumitaw ang gas, i-ventilate ang mga ito;
c) laktawan ang mga selula upang makagawa ng hindi bababa sa dalawang tao;
d) kapag nagpapatakbo ng mga mapanganib na network ng gas, gumamit lamang ng mga ligtas na mapagkukunan ng liwanag upang maipaliwanag ang mga cell;
e) kung kinakailangan, mapilit na pumasok sa silid, bago alisin ang gas mula dito, ang bawat descender ay dapat maglagay ng isang hose gas mask, ang isang dulo nito ay dapat na ilabas; Ang paggamit ng mga filter ng gas mask ay ipinagbabawal.
166. Upang maiwasan ang mga aksidente sa mga pipeline ng singaw na tumatakbo sa temperatura na 450°C pataas, dahil sa mga natitirang deformation na nagmumula sa pipe metal creep, gayundin dahil sa kawalang-tatag ng istruktura, ang may-ari ng steam pipeline ay obligadong magtatag ng maingat at sistematikong pagsubaybay sa paglaki ng mga natitirang deformation at pagbabago sa istraktura ng metal.
Ang mga obserbasyon, pagsukat ng kontrol at mga pinagputulan ay dapat gawin alinsunod sa mga tagubilin ng Ministry of Power Plants para sa pagsubaybay sa kilabot at mga pagbabago sa istruktura sa metal ng mga steam pipeline at superheater.
Mga Popular na Artikulo
teknikal na pamantayan
RUSSIAN OPEN JOINT STOCK COMPANY
ENERHIYA AT KURYENTE "UES OF RUSSIA"
Ang Model Guide (mula dito ay tinutukoy bilang ang Gabay) para sa pagpapatakbo ng mga pipeline ng singaw at mainit na tubig ng mga TPP ay naglalaman ng mga teknikal at pang-organisasyong kinakailangan na naglalayong tiyakin ang ligtas at mahusay na operasyon ng mga pipeline ng mga thermal power plant.
Ang manual ay inilaan para sa paggamit ng mga organisasyon na gumaganap ng operasyon, pagpapanatili, pagsasaayos at pagkumpuni ng mga kagamitan ng mga thermal power plant.
1 lugar ng paggamit
1.1. Nalalapat ang Mga Alituntunin sa mga pangunahing pipeline (OKP code 31 1311, 31 1312) ng mga thermal power plant, kabilang ang mga pipeline ng kategorya I at II alinsunod sa klasipikasyon sa ibaba.
Talahanayan 1
1.2. Ang pamamahala ay nagtatatag ng pamamaraan, mga patakaran at mga teknikal na tagapagpahiwatig para sa pag-aayos ng mahusay na operasyon ng mga kagamitan ng mga thermal power plant habang tinitiyak ang pagiging maaasahan at kaligtasan nito.
1.3. Tinutukoy ng manual ang metodolohikal na batayan, pati na rin ang pinakamababang kinakailangang teknikal at pang-organisasyon na mga kinakailangan para sa pagbuo ng mga tagubilin sa produksyon para sa mga partikular na kagamitan ng mga thermal power plant.
2.3. GPZ: Pangunahing balbula ng singaw.
2.4. GI: Hydraulic test.
2.5. Ako: Instruksyon.
2.6. IPU: Impulse-safety device.
2.13. PZK: Safety shut-off valve;
2.14. PC: Balbula ng kaligtasan.
2.15. ROW: Reduction-cooling unit.
2.16. RD: Guidance document.
2.17. Rostekhnadzor: Pederal na Serbisyo para sa Ecological, Technological at Nuclear Supervision.
2.18. RTM: Paggabay sa teknikal na materyal.
2.19. CO: Pamantayan ng organisasyon.
2.20. CPM: Isang kompendyum ng mga materyales sa paggabay.
2.21. TI: Karaniwang pagtuturo.
2.22. R: Gabay sa modelo.
2.23. TPP: Thermal power plant.
2.24. C: Pabilog.
2.25. d y: Nominal na diameter.
2.26. w idagdag: Pinahihintulutang rate ng pag-init ng pipeline.
3. Organisasyon ng pagpapatakbo ng mga pipeline
3.1. Ang pamamahala ng organisasyon ng may-ari na nagpapatakbo ng pipeline ay responsable para sa ligtas na operasyon ng pipeline, kontrol sa operasyon nito, para sa pagiging maagap at kalidad ng pag-audit at pagkumpuni, pati na rin para sa pagsang-ayon sa may-akda ng mga pagbabago sa proyekto sa pipeline at ang dokumentasyon ng proyekto nito.
Dapat tiyakin ng pamamahala ng organisasyon ng may-ari ang pagpapanatili ng pipeline sa mabuting kondisyon at ligtas na mga kondisyon para sa operasyon nito.
Para sa layuning ito, ang may-ari ay dapat:
Magtalaga ng isang taong responsable para sa mabuting kondisyon at ligtas na operasyon ng mga pipeline mula sa mga manggagawa sa engineering at teknikal na nakapasa sa pagsusulit sa kaalaman sa inireseta na paraan;
Magbigay ng mga manggagawa sa inhinyero at teknikal na may kasalukuyang regulasyon at teknikal na dokumentasyon, mga tuntunin at mga alituntunin para sa ligtas na operasyon ng mga pipeline;
Magtalaga ng kinakailangang bilang ng mga tauhan ng pagpapanatili, sinanay at sertipikado para sa karapatang magpanatili ng mga pipeline;
Bumuo at aprubahan ang mga tagubilin para sa mga tauhan na nagseserbisyo sa mga pipeline;
Magtatag ng gayong pamamaraan kung saan ang mga tauhan na ipinagkatiwala sa mga tungkulin ng pagpapanatili ng mga pipeline ay maingat na sinusubaybayan ang mga kagamitan na ipinagkatiwala sa kanila sa pamamagitan ng mga inspeksyon, mga pagsusuri sa wastong operasyon ng mga balbula, instrumentasyon at mga aparatong pangkaligtasan; isang operational log ang dapat itago upang maitala ang mga resulta ng mga inspeksyon at tseke;
Magtatag ng isang pamamaraan at tiyakin ang dalas ng pagsuri sa kaalaman ng pamamahala at kawani ng inhinyero ng mga patakaran, pamantayan at mga tagubilin sa kaligtasan;
Ayusin ang pana-panahong pagsubok ng kaalaman ng tauhan sa mga tagubilin;
Tiyakin ang mahigpit na pagsunod sa mga itinatag na panuntunan ng mga manggagawa sa engineering at teknikal, at mga tagubilin ng mga tauhan ng pagpapanatili.
3.2. Ang responsibilidad para sa mabuting kondisyon at ligtas na operasyon ng mga pipeline ay nakasalalay sa tagapamahala na hinirang ng pagkakasunud-sunod ng negosyo, kung kanino ang mga tauhan na naglilingkod sa mga pipeline ay direktang nasasakupan.
3.3. Ang taong responsable para sa mabuting kondisyon at ligtas na operasyon ng mga pipeline ay obligadong:
Pahintulutan lamang ang mga sinanay at sertipikadong tauhan sa serbisyo ng mga pipeline;
Napapanahong abisuhan ang komisyon para sa pana-panahon at hindi pangkaraniwang pagsubok ng kaalaman tungkol sa paparating na mga pagsusulit at tiyakin ang pagdalo ng mga tauhan para sa pagsubok ng kaalaman;
Magbigay ng mga tauhan sa pagpapanatili ng mga tagubilin sa produksyon;
Tiyakin na ang mga tauhan ng serbisyo ay sumasailalim sa pana-panahong medikal na eksaminasyon;
Tiyakin ang pagpapanatili at pag-iimbak ng teknikal na dokumentasyon para sa pagpapatakbo at pagkumpuni ng mga pipeline (passport, operational at repair logs, isang log ng control checks ng pressure gauge, atbp.);
Araw-araw sa mga araw ng trabaho, suriin ang mga entry sa shift journal at lagdaan ito;
Mag-isyu ng nakasulat na utos upang maisagawa ang mga pipeline pagkatapos suriin ang kahandaan para sa operasyon at ayusin ang kanilang pagpapanatili;
Ibigay ang bawat pipeline na pinaandar na may mga plate at inskripsiyon na ibinigay sa mga talata. 7.5;
Payagan ang mga pipeline ng pagpapatakbo na nakakatugon sa mga kinakailangan sa kaligtasan ng industriya;
Ayusin ang napapanahong paghahanda para sa mga teknikal na survey ng mga pipeline na nakarehistro sa Rostechnadzor at lumahok sa mga survey;
Magsagawa ng teknikal na inspeksyon ng mga pipeline;
Magsagawa ng panlabas na inspeksyon ng mga pipeline (sa panahon ng operasyon) - hindi bababa sa isang beses sa isang taon;
Tiyakin ang pag-withdraw ng mga pipeline para sa pagkumpuni alinsunod sa iskedyul ng pagkumpuni;
Makilahok sa mga survey na isinagawa ng mga teritoryal na katawan ng Rostekhnadzor at sumunod sa mga tagubiling ibinigay batay sa mga resulta ng mga survey;
Magsagawa ng mga briefing at emergency drill na may mga tauhan na nagseserbisyo sa mga pipeline;
Itatag ang pamamaraan para sa pagtanggap at pagbibigay ng mga shift ng mga tauhan ng pagpapanatili ng pipeline;
Tiyakin ang pag-aalis ng mga pagkakamali o depekto na natukoy sa panahon ng teknikal na pagsusuri o diagnosis bago ang pipeline ay ilagay sa operasyon.
3.4. Ang mga taong sinanay ayon sa isang programa ay sumang-ayon alinsunod sa itinatag na pamamaraan, na may sertipiko para sa karapatang magpanatili ng mga pipeline at alam ang mga tagubilin para sa kanilang operasyon ay maaaring tanggapin sa pagpapanatili ng mga pipeline.
3.5. Ang pagsasanay ng mga tauhan na kasangkot sa pagpapatakbo ng pipeline ay dapat na isinaayos alinsunod sa.
3.6. Ang pinakamahalagang uri ng pagsasanay para sa mga tauhan sa pagpapatakbo ay ang pagsasanay sa pagtugon sa emerhensiya. Ang mga tauhan ng pagpapatakbo ng TPP ay dapat lumahok sa mga pagsasanay para sa pagtugon sa emerhensiya kahit isang beses kada quarter.
3.7. Para sa mga pipeline at fitting, itinatatag ng organisasyon ng disenyo ang tinantyang buhay ng serbisyo. Ang impormasyong ito ay dapat na makikita sa dokumentasyon ng disenyo at kasama sa pasaporte ng pipeline. Ang pagpapatakbo ng mga pipeline na nagawa ang kanilang itinalaga o tinantyang buhay ng serbisyo ay pinahihintulutan sa pagtanggap ng permit sa inireseta na paraan.
4. Pag-aayos ng mga tubo
Ang pipeline ay isang hanay ng mga bahagi at aparato na idinisenyo upang maghatid ng isang daluyan ng proseso. Kasama dito ang mga tuwid na seksyon, mga hubog na seksyon, mga hugis na elemento (tees, mga adaptor mula sa isang diameter patungo sa isa pa, mga compensator), mga aparato at mga kabit para sa iba't ibang layunin, pati na rin ang mga pantulong na teknolohikal na linya para sa pagpuno, pag-alis ng laman, pag-init at pag-alis ng hangin.
Kasama rin sa pipeline ang isang sistema ng proteksyon ng sunog, na nagsisiguro sa pagpapanatili ng tinukoy na pagruruta ng pipeline at mga paggalaw ng disenyo nito sa panahon ng pag-install at pagpapatakbo, thermal insulation, pati na rin ang control at proteksyon na kagamitan.
Ang mga paraan ng kontrol at proteksyon na naka-install sa mga pipeline ay dapat matiyak ang maaasahan at ligtas na operasyon ng hindi lamang ang pipeline mismo, kundi pati na rin ang teknolohikal na kagamitan na konektado dito.
4.1. Mga tubo
4.1.1. Ang mga tubo ay nailalarawan sa mga pangunahing sukat: panloob o panlabas na lapad, kapal ng pader, baluktot na radius ng mga hubog na seksyon. Bilang karagdagan, ang materyal at pamantayan ay dapat na tinukoy para sa kanila ( mga pagtutukoy) para sa pagmamanupaktura at conditional pass ( d v), na humigit-kumulang katumbas ng panloob na diameter ng tubo, na ipinahayag sa millimeters.
Ang teknikal na dokumentasyon para sa mga conditional passage ay hindi nagpapahiwatig ng mga yunit ng pagsukat. Alinsunod sa GOST 28338-89, ang mga nominal na diameter ng mga tubo na may panloob na diameter na 10 hanggang 25 mm ay isang maramihang ng 5; mula 40 hanggang 80 mm maramihang - 10; Ang 100 hanggang 375 ay multiple ng 25; mula 400 hanggang 1400 mm ay mga multiple ng 100. Ang mga nominal na bores 32 at 450 ay ginagamit bilang eksepsiyon.
Ang pagpili ng mga pangunahing sukat ng mga tubo - ang panloob na diameter at kapal ng pader ay tinutukoy ng lakas at mga kalkulasyon ng disenyo ng pipeline. Ang kapal ng pader ng mga tubo at mga bahagi ng pipeline ay dapat matukoy sa pamamagitan ng pagkalkula ng lakas depende sa mga parameter ng disenyo, kaagnasan at pagguho ng mga katangian ng transported medium alinsunod sa kasalukuyang NTD at may kaugnayan sa kasalukuyang hanay ng mga tubo. Kapag pumipili ng kapal ng pader ng mga tubo at mga bahagi ng pipeline, ang mga tampok ng kanilang teknolohiya sa pagmamanupaktura ay dapat isaalang-alang. Ang pagkakumpleto ng mga kalkulasyon ay dapat matugunan ang mga kinakailangan.
4.1.2. Ang posibilidad ng pagbabago ng presyon o operating temperatura ng pipeline sa ilalim ng mga kondisyon ng operating, o ang laki ng mga elemento nito ay dapat na makatwiran sa pamamagitan ng mga resulta ng mga kalkulasyon ng pag-verify ng lakas, ang mga kakayahan ng mga naka-install na mga aparatong pangkaligtasan at thermal automatics, at sumang-ayon sa isang dalubhasang disenyo organisasyon.
4.1.3 Ang mga tubo ay dapat na minarkahan ng pagtatalaga ng tagagawa, selyo ng departamento ng teknikal na kontrol, grado ng bakal, numero ng lot, pati na rin ang mga sertipiko na nagpapatunay sa laki ng tubo, kalidad, komposisyon ng metal at mga katangian nito alinsunod sa mga kinakailangan ng regulasyon mga dokumento.
Sa kawalan ng pagmamarka o hindi kumpletong impormasyon tungkol sa mga tubo na tinukoy sa mga sertipiko, ang organisasyon na nagsasagawa ng pag-install o pagkumpuni ng pipeline ay dapat ayusin ang mga kinakailangang pagsusuri (kontrol ng tubo) na may mga resulta na naitala sa mga protocol at (o) mga konklusyon ng mga dalubhasang organisasyon .
4.1.4. Ang kalidad ng pagpupulong ng pipeline at ang mga kinakailangan para sa mga welded joint nito ay kinokontrol sa.
4.2. Paglalagay ng mga pipeline
4.2.1. Ang pagsasaayos ng koneksyon ng mga elemento ng pipe sa isang solong istraktura ay dapat magbigay ng:
Ang katuparan ng mga kondisyon ng lakas para sa bawat elemento ng pipeline sa ilalim ng impluwensya ng panloob na presyon, sarili nitong timbang, ang masa ng transported medium at ang mga reaksyon ng mga sumusuporta sa mga elemento;
Ang katuparan ng mga kondisyon para sa lakas ng metal ng mga elemento ng pipeline sa ilalim ng impluwensya ng mga puwersa na umuunlad sa panahon ng pag-init at pagpapalawak ng mga seksyon ng pipeline (pagbibigay ng mga kondisyon para sa self-compensation ng mga pagpapalawak ng temperatura);
Walang pigil na pag-alis ng condensate, tubig at hangin;
Kinokontrol na pag-init at paglamig ng pipeline;
Pagbubukod ng mga paghihigpit na hindi disenyo sa thermal expansion ng mga seksyon ng pipeline na sakop ng thermal insulation mula sa gilid ng mga istruktura ng gusali, mga platform ng serbisyo at iba pang mga pipeline;
Dali ng pag-install, pagpapanatili, kontrol at pagkumpuni ng lahat ng mga elemento nito.
4.2.2. Ang pagtula ng mga seksyon ng pipeline ay dapat isagawa kasama ang pipe slope na may kaugnayan sa pahalang (slope) na ibinigay ng proyekto upang ang kusang paggalaw ng condensate o tubig ay idirekta sa mga evacuation unit (drainage line fittings).
4.2.3. Alinsunod sa halaga ng slope sa panahon ng pag-init, paglamig o pag-alis ng laman, dapat itong hindi bababa sa 4 mm bawat 1 metro ng haba ng pipeline.
Para sa mga pipeline ng singaw, ang tinukoy na slope ay dapat mapanatili hanggang sa isang temperatura na naaayon sa saturation sa gumaganang presyon ng daluyan. Ang mga paunang slope ng pag-install at malamig na estado ng mga pahalang na seksyon ng pipeline ay dapat matukoy ng mga kalkulasyon ng disenyo at ipinahiwatig sa dokumentasyon nito.
4.2.4. Ang direksyon ng mga slope ay dapat tumugma sa direksyon ng paggalaw ng gumaganang daluyan. Sa kaso ng pag-angat ng paggalaw ng gumaganang daluyan sa pamamagitan ng pipeline ng singaw, pinapayagan ang kabaligtaran na direksyon ng mga daloy ng singaw at condensate.
4.2.5. Ang pagkakaroon ng mga hindi pinatuyo na lugar ("mga bag ng condensate") sa mga pipeline ay hindi pinapayagan. Kung ang mga naturang seksyon ay natukoy sa pipeline, ang mga hakbang ay dapat gawin upang maalis ang mga ito o ayusin ang karagdagang mga drainage point.
4.3. Mga Kabit ng Pipe
Ang terminong "pipeline fitting" - sumasalamin sa isang hanay ng mga teknikal na aparato, ang pangunahing layunin kung saan ay:
Sa pagtatanggal ng mga pipeline mula sa iba pang mga pipeline o kagamitan na nakakabit dito (stop valves);
Sa pag-regulate ng mga parameter ng transported medium: daloy, presyon, temperatura (control valves);
Sa pagprotekta sa mga pipeline o kagamitan na konektado sa kanila mula sa pinsala (mga proteksiyon na kabit o mga kagamitang pangkaligtasan).
Ang mga kinakailangan para sa mga kabit para sa mga TPP pipeline ay itinatag sa.
Ayon sa paraan ng koneksyon sa pipeline, ang mga kabit ay nahahati sa flanged at may mga dulo na pinutol para sa hinang. Ayon sa paraan ng kontrol - manual, nakuryente sa lokal na kontrol at nakuryente sa remote control.
4.3.1. Ang mga kabit para sa mga pipeline ay pinili ayon sa pinakamataas na posibleng presyon at temperatura, kondisyonal na daanan, pati na rin ayon sa pisikal at kemikal na mga katangian ng transported medium.
4.3.2. Upang matiyak ang posibilidad ng pag-regulate ng rate ng pag-init ng mga kritikal na pipeline, pati na rin upang mabawasan ang pagbaba ng presyon sa mga gumaganang katawan ng mga shut-off o control valve, bilang isang panuntunan, ang mga bypass (mga bypass na linya) ay dapat na mai-install parallel dito, nilagyan. na may mga shut-off valve at isang balbula na naka-install sa serye kasama ang daloy ng medium. Posible ring mag-install ng dalawang balbula sa serye, ang isa sa mga ito (ang una sa kahabaan ng daluyan) ay ginagamit bilang mga shut-off valve, at ang pangalawa - control valve.
Ang lugar ng daloy ng mga bypasses ay dapat matukoy kapag nagdidisenyo ng pipeline. Ang pagtula ng mga linya ng bypass ay dapat tiyakin na walang posibilidad ng akumulasyon ng condensate sa kanila sa panahon ng pagpapatakbo ng pipeline.
4.3.3. Mga kabit na may nominal na bore ( d y) mas malaki sa o katumbas ng 50 ay dapat magkaroon ng pasaporte ng tagagawa, na dapat maglaman ng buong impormasyon na nakapaloob sa mga teknikal na detalye para sa paggawa ng mga kritikal na elemento: ang katawan nito, takip, spindle, shutter at mga fastener.
4.3.4. Ang mga kabit ay dapat na idinisenyo para sa lakas, na isinasaalang-alang ang pinakamataas na pinahihintulutang pagkarga mula sa mga pipeline. Ipinagbabawal na gumamit ng mga kabit bilang suporta para sa pipeline.
4.3.5. Ang mga gumaganang katawan ng shut-off, shut-off at kontrol at kontrolin ang mga de-koryenteng balbula na idinisenyo upang gumana sa tubig at singaw ay hindi dapat magbago ng kanilang posisyon kung sakaling mawalan ng kuryente.
4.3.6. Ang mga kabit alinsunod sa ay dapat na malinaw na minarkahan sa katawan, na dapat ipahiwatig:
Pangalan o trademark ng tagagawa;
May kondisyong pass;
Kondisyon o gumaganang presyon at temperatura ng daluyan;
Grado ng bakal;
Direksyon ng daloy ng transported medium (para sa ilang mga disenyo ng balbula).
4.3.7. Dapat tiyakin ng mga shut-off valve, sa saradong estado, na walang daluyan ng daloy sa pamamagitan nito (i.e. density), pati na rin ang pinakamababa haydroliko na pagtutol para sa transported medium sa bukas na estado. Ang parehong mga tagapagpahiwatig na ito para sa mga stop valve ay normalized. Ang mga shut-off valve ay dapat na idinisenyo para sa buong pagbaba ng presyon sa elemento ng shut-off.
4.3.8. Ang hindi kumpletong pagbubukas o pagsasara ng mga shut-off valve ay humahantong sa throttling ng transported medium at pinabilis na erosive wear ng gumaganang ibabaw ng valve. Sa kondisyon ng pagtatrabaho ng pipeline, ang mga shut-off valve ay dapat na ganap na bukas o sarado. Ang paggamit ng mga shut-off valve bilang control valve ay ipinagbabawal.
4.3.9. Ang puwersa ng pagpindot ng mga gumaganang ibabaw ng gate ng balbula ay nakasalalay sa temperatura ng spindle. Samakatuwid, kapag ang pipeline ay pumasa mula sa isang thermal state patungo sa isa pa, dapat na itama ang puwersa ng pagpindot. Sa partikular, para sa mga balbula na may electric drive, kung saan ang cut-off na kasalukuyang ng drive motor (sa "bukas" at "sarado" na mga posisyon) ay nakatakda sa malamig na estado ng pipeline, ipinapayong iwasto ang tagapagpahiwatig na ito. para sa operating state ng pipeline.
4.3.10. Ang mga control valve ay idinisenyo upang maayos na baguhin ang mga parameter ng transported medium sa panahon ng pagpapatakbo ng pipeline (presyon, daloy at temperatura). Kasama sa mga control valve ang: control at throttle valves, valves.
4.3.11. Ang mga kondisyon ng paggamit at mga katangian ng mga control valve ay dapat sumunod sa data ng pasaporte nito. Ang paggamit ng mga control valve sa labas ng saklaw na tinukoy sa data ng pasaporte ay hindi pinapayagan.
4.3.12. Kung mayroong isang arrow sa katawan ng balbula na nagpapahiwatig ng direksyon ng daloy ng transported medium, pagkatapos ay ang pag-install ng balbula kasama ang daloy ay dapat isagawa alinsunod sa direksyon ng arrow na ito.
4.3.13. Ang balbula ay dapat na nilagyan ng isang electric actuator na may lokal at / o remote control, sa mga kaso kung saan:
Ang mga manu-manong pagsisikap na kontrolin ang mga balbula ay mahusay;
Ito ay kinakailangan ng bilis ng mga teknolohikal na operasyon;
Ang pagpapanatili ng mga balbula ay mahirap o nauugnay sa isang panganib sa mga tauhan ng pagpapanatili.
4.3.14. Ang mga kabit ay dapat magkaroon ng mga plato na may mga pangalan at numero na naaayon sa mga numero sa teknolohikal (nagtatrabaho) na mga diagram ng piping, pati na rin ang direksyon ng pag-ikot ng handwheel sa direksyon ng pagbubukas ng "O" at pagsasara ng "Z". Ang mga control valve ay dapat na nilagyan ng mga tagapagpahiwatig ng antas ng pagbubukas ng regulatory body, at mga shut-off valve - na may mga tagapagpahiwatig na "Buksan" at "Sarado".
4.3.15. Ang mga safety device at protective fitting ay mga bahagi ng isang technological complex na nagsisiguro sa kaligtasan ng parehong mga pipeline at kagamitan na konektado sa kanila. Dapat tiyakin ng mga kagamitang pangkaligtasan na ang presyon sa pipeline at kagamitan na konektado dito ay hindi maaaring tumaas sa naitatag na antas. Kasama sa mga safety device ang mga safety valve, BROU (sa start-up at stop mode), pati na rin ang mga check valve.
4.3.16. Ang paglalagay ng mga aparatong pangkaligtasan at ang kanilang nilalaman ay kinokontrol ng mga kinakailangan. Ang pagtatakda ng mga aparatong pangkaligtasan at mga proteksiyon na kabit ay dapat isagawa alinsunod sa mga tagubilin ng mga tagagawa.
4.3.17. Ang pag-sample ng medium mula sa branch pipe kung saan naka-install ang safety device ay hindi pinapayagan. Ang mga safety valve ay dapat may discharge pipelines na nagpoprotekta sa mga tauhan mula sa pagkasunog kapag ang mga valve ay kumikilos. Ang mga pipeline na ito ay dapat protektahan mula sa pagyeyelo at nilagyan ng mga drain lines (na may inirerekomendang d y hindi bababa sa 50). Ang pag-install ng mga locking device sa mga drainage lines na ito ay hindi pinapayagan. Ipinagbabawal din ang pag-install ng mga locking device sa pagitan ng mga safety device at mga protektadong pipeline, pati na rin sa likod ng mga safety device mismo.
4.3.18. Ang mga disenyo ng mga balbula sa kaligtasan ng kargamento o tagsibol ay dapat magbigay para sa posibilidad na suriin ang kakayahang magamit ng mga balbula sa panahon ng pagpapatakbo ng pipeline sa pamamagitan ng puwersahang pagbubukas ng mga ito. Kung ang isang electromagnetic pulse-safety device (IPD) ay naka-install sa pipeline, dapat itong nilagyan ng isang aparato na nagpapahintulot sa sapilitang pagbubukas ng balbula nang malayuan mula sa control panel.
4.3.19. Ang mga balbula ng kaligtasan ay dapat na idinisenyo at ayusin upang ang presyon sa protektadong elemento ay hindi lalampas sa presyon ng disenyo ng higit sa 10%.
4.3.20. Ang labis na presyon na may buong pagbubukas ng balbula ng kaligtasan na mas mataas sa 10% ng kinakalkula na halaga ay maaari lamang pahintulutan kung ito ay ibinigay para sa pagkalkula ng lakas ng pipeline at kagamitan na konektado dito.
4.3.21. Kung ang pagpapatakbo ng pipeline ay pinapayagan sa isang pinababang presyon, pagkatapos ay ang pagsasaayos ng mga aparatong pangkaligtasan ay dapat isagawa ayon sa presyon na ito, at ang throughput ng mga aparato ay dapat na ma-verify sa pamamagitan ng pagkalkula.
4.4. Mga tubo ng paagusan at mga lagusan ng hangin
4.4.1. Dapat na mai-install ang mga linya ng paagusan sa lahat ng mababang punto sa pipeline kung saan maaaring maipon ang condensate o nananatili ang tubig (para sa mga pipeline ng feed water). Ang pipeline ay dapat na walang laman sa mga espesyal na teknolohikal na kagamitan (drainage dilator) na may mga aparato para sa pana-panahon o tuluy-tuloy na pagpapatapon ng likido.
Ang mga shut-off valve ay dapat na mai-install sa mga linya ng paagusan, at sa mga presyon sa itaas 2.2 MPa (22 kgf / cm 2) - dalawang sequential valve, ang una ay dapat gamitin bilang shut-off valves, ang pangalawa - bilang control valve .
Upang makontrol ang pag-init ng pipeline at ang serbisyo ng linya ng paagusan, ipinapayong mag-install ng isang espesyal na sangay sa kapaligiran sa pagitan ng mga shut-off at control valve, na nilagyan ng balbula (rebisyon).
Ang mga pipeline ng singaw para sa presyon na 20 MPa (200 kgf / cm 2) pataas ay dapat na may mga kabit na may sunud-sunod na lokasyon na shut-off at control valve at isang throttle washer.
Ang kakayahang magamit ng mga linya ng paagusan at ang kanilang mga kabit ay higit na tinutukoy ang pagiging maaasahan ng pipeline at ang tibay nito.
4.4.2. Sa mga pipeline na nagdadala ng tubig, ang layunin ng mga linya ng paagusan ay alisin ang laman ng panloob na dami ng pipeline. Para sa mga pipeline na nagdadala ng singaw, ang mga ito ay inilaan:
Upang kontrolin ang pagpasa ng singaw sa pamamagitan ng pipeline (sa pamamagitan ng mga pagbabago);
Para sa paghuhugas ng pipeline (sa pamamagitan ng mga pagbabago - sa funnel ng paagusan);
Para sa pag-alis ng laman ng condensate;
Para sa pagpasa ng singaw sa panahon ng pag-init ng pipeline (paglilinis ng pipeline);
Para sa pagpasa ng maliliit na daloy ng singaw upang mapanatili ang mataas na temperatura sa mga patay na dulo ng pipeline.
Bilang isang patakaran, ang mga linya ng alisan ng tubig na matatagpuan sa pinakamalaking distansya mula sa punto ng supply ng singaw hanggang sa pipeline ay dapat pagsamahin ang mga posibilidad ng pag-draining ng pipeline at paglilinis nito.
4.4.3. Ang mga lokasyon, lugar ng daloy ng mga linya ng paagusan, ang kanilang scheme at ang direksyon ng mga daloy ng inalis na daluyan ay tinutukoy sa panahon ng disenyo ng pipeline. Ang pamamaraan para sa pagkonekta ng mga linya ng paagusan mula sa mga pipeline na may iba't ibang mga presyon sa mga tangke ng koleksyon (drainage expander) ay dapat tiyakin na walang posibilidad na harangan ang ilang mga daloy ng iba, pati na rin ang pagpasok ng inalis na daluyan mula sa isang pipeline patungo sa isa pa.
4.4.4. Kapag pinagsasama ang mga linya ng paagusan ng ilang mga pipeline o nakadiskonekta na mga seksyon ng pipeline, dapat na mai-install ang mga shutoff valve sa bawat isa sa kanila.
4.4.5. Ang disenyo at lokasyon ng mga drainage dilator ay dapat na ibukod ang posibilidad ng hindi kumpletong pagpapatapon ng tubig, pati na rin ang posibilidad ng condensate na makabalik sa pinatuyo na mga pipeline.
4.4.6. Upang maiwasan ang haydroliko shocks, ang mga linya ng paagusan ay dapat na inilatag nang walang pag-aangat ng mga seksyon na may slope patungo sa mga tangke ng koleksyon.
4.4.7. Ang pagsasaayos ng mga linya ng paagusan, pati na rin ang disenyo at lokasyon ng kanilang mga sumusuportang elemento, ay dapat magbigay ng mga kondisyon para sa self-compensation ng thermal expansion. Bilang karagdagan, ang mga linya ng paagusan, ang kanilang mga OPS, at ang mga node ng daanan sa mga platform ng serbisyo ay hindi dapat makagambala sa mga paggalaw ng temperatura ng pangunahing pipeline.
4.4.8. Ang mga dead-end na seksyon ng mga pipeline ng singaw, pati na rin ang mga sanga, na, na may iba't ibang circuit switching habang gumagana ang kagamitan, ay maaaring nasa hindi dumadaloy na estado, ay dapat na nilagyan ng mga aparato na nagpapahintulot sa condensate na naipon doon na alisin. Upang gawin ito, sa mga lugar ng akumulasyon ng condensate, ang mga linya ng paagusan ng tuluy-tuloy na blowdown ay dapat na mai-install sa mga drain expander (sa pamamagitan ng mga throttling device at condensate traps), o mga non-reinforcing na linya na nagkokonekta sa mga hindi dumadaloy at dumadaloy na volume ng parehong pipeline, hindi pinaghihiwalay. sa pamamagitan ng mga kabit (permanent drains). Ang isang paunang kinakailangan sa huling kaso ay dapat na ang pagtula ng mga di-reinforcing na linya na may slope patungo sa dami ng daloy.
4.4.9. Kapag naka-on ang mga drain lines shut-off na balbula dapat buksan muna, at ang regulator - pangalawa; kapag isinasara ang mga linya ng paagusan, ang pagkakasunud-sunod ng mga operasyon ay dapat na baligtarin. Kapag nag-draining ng condensate, ang parehong mga balbula ay dapat na ganap na nakabukas upang maiwasan ang pagkasira.
4.4.10. Sa itaas na mga punto ng pipeline, sa itaas na generatrix ng pipe, dapat na mai-install ang mga air vent - mga linya na idinisenyo upang alisin ang hangin mula sa pipeline kapag napuno ito ng singaw o tubig. Dapat ikonekta ng mga air vent ang pipeline sa atmospera. Ang pagbubukas at pagsasara ng mga bentilasyon ng hangin ay dapat isagawa ng balbula.
Dahil ang mga air vent ay naka-install sa itaas na generatrix ng pipe, ang mga ito ay mas madaling kapitan ng kontaminasyon at maaaring magamit bilang karagdagang mga linya ng rebisyon.
4.4.11. Ang mga sasakyang panghimpapawid ay dapat may mga platform ng serbisyo. Ang kanilang pagruruta ay hindi dapat pahintulutan ang akumulasyon ng condensate, bilang karagdagan, ang mga linya ng vent ay hindi dapat pinagmumulan ng mga paghihigpit na hindi disenyo para sa mga paggalaw ng temperatura ng pipeline.
4.4.12. Upang maiwasan ang pagbuo ng condensate at ang pagpasok nito sa pinainit na mga pipeline ng singaw, ang haba ng mga seksyon ng mga air vent, drainage at purge pipeline mula sa fitting sa pipeline hanggang sa first stop valve kasama ang medium ay hindi dapat lumampas sa 250 - 300 mm. Bilang karagdagan, ang mga air vent, drain lines, blowdown lines at non-reinforcing lines ay dapat na maingat na insulated.
4.4.13. Ang mga fitting ng air vents at drainage lines ay dapat piliin para sa parehong mga parameter ng working environment bilang mga fitting ng pipeline kung saan sila naka-install.
4.5. Suspension-support system ng pipeline fastenings (OPS)
4.5.1. Ang masa ng pipeline, mga sanga at mga kabit nito ay dapat na pantay na ibinahagi sa mga sumusuporta sa mga elemento, na ligtas na nakakabit sa mga istruktura ng gusali. Ang mga sumusuportang elemento, pati na rin ang kanilang mga yunit ng pangkabit, ay dapat na idinisenyo para sa patayong pagkarga mula sa masa ng pipeline na puno ng tubig at natatakpan ng thermal insulation, pati na rin ang mga puwersa na nagreresulta mula sa thermal expansion ng mga seksyon ng pipeline kapag pinainit ito. . Ang mga nababanat na elemento ng OPS ay dapat may mga karaniwang margin para sa kapasidad ng pagdadala at isang hanay ng mga pagbabago sa mga katangian ng elastic. Ang mga naglo-load ng mga indibidwal na elemento ng sistema ng alarma sa sunog sa iba't ibang estado ng pipeline (pag-install, malamig at pagpapatakbo) ay dapat matukoy batay sa mga kalkulasyon ng disenyo o pag-verify. Sa ilang mga kaso, dapat tiyakin ng mga elemento ng sistema ng proteksyon ng sunog ang proteksyon ng pipeline mula sa mga pagkarga ng seismic, hangin at panginginig ng boses. Ang mga kinakailangan para sa estado ng OPS ng mga pipeline ay itinatag sa. Ang mga kinakailangan para sa mga elemento ng OPS sa mga kondisyon ng pagkumpuni ay ibinibigay sa.
4.5.2. Ang maximum na kapasidad ng pagdadala ng load ng mga elemento ng OPS ng mga steam pipeline ay maaaring italaga nang hindi isinasaalang-alang ang masa ng tubig na kinakailangan para sa pagsasagawa. haydroliko na mga pagsubok. Para sa mga kasong ito, ang mga espesyal na aparato ay dapat ibigay sa disenyo ng OPS ng pipeline, na kumukuha ng karagdagang pagkarga mula sa masa ng tubig.
4.5.3. Ayon sa disenyo, ang mga movable at fixed na elemento ng suporta ay nakikilala. Ang mga naitataas na elemento ng suporta ay dapat magbigay ng kakayahang ilipat ang pipeline sa isa o higit pang mga direksyon. Kasama sa mga movable support elements ang sliding at elastic (spring) support, elastic suspension, at rigid rods. Ang mga nakapirming elemento ng suporta (depende sa kanilang disenyo) ay dapat tiyakin ang pagharang ng mga linear na paggalaw o angular at linear na paggalaw ng pipeline (para sa lahat o ilang antas ng kalayaan) sa panahon ng thermal expansion nito.
4.5.4. Ang pag-aayos ng mga elemento ng proteksyon ng sunog sa kahabaan ng pipeline ay dapat mapili kapag nagdidisenyo mula sa mga kondisyon ng pagmamasid sa ilang mga sukat ng span sa pagitan ng mga sumusuporta sa mga elemento, tinitiyak ang self-compensation ng mga pagpapalawak ng temperatura at ang kakayahan ng mga istruktura ng gusali na makita ang mga puwersa na ipinadala sa ang mga ito na may pinakamaliit na kumbinasyon ng mga kadahilanan sa pag-load. Ang mga karagdagang kondisyon ay upang matiyak ang posibilidad ng pag-access sa mga welded joints ng pipeline upang maisagawa ang kanilang kontrol.
4.5.5. Para sa mga seksyon ng mga pipeline na may mga displacement ng temperatura na higit sa 100 mm, inirerekumenda na gumamit ng mga elemento ng OPS na nababanat na may haba ng baras na hindi bababa sa 1.5 m.
Tandaan:
4.5.6. Sa iba't ibang mga disenyo ng nababanat na mga elemento ng suporta, ang mga iyon ay ginustong, kung saan ang mga nababanat na elemento ng suporta ay naka-install sa seksyon ng mga rod at ang pagkarga nito ay maaaring masuri at maisaayos.
4.5.7. Kapag nag-i-install ng mga palipat-lipat na elemento ng sistema ng proteksyon ng sunog, pati na rin kapag inaayos ang mga ito sa mga istruktura ng gusali, ang mga paggalaw ng temperatura ng mga pag-aayos ng mga punto ng mga suporta sa pipeline sa panahon ng paglipat nito mula sa estado ng pag-install hanggang sa estado ng pagtatrabaho ay dapat isaalang-alang. . Upang gawin ito, ang mga pre-emptive na displacement ng mga fixing point ng mga elemento ng fire alarm system sa mga pipeline at (o) mga istruktura ng gusali ay ginaganap.
4.5.8. Para sa mga pipeline na nakalantad sa panginginig ng boses sa panahon ng operasyon, ang mga paraan ay dapat na ibigay upang bawasan ito sa isang antas na hindi kasama ang posibilidad ng kanilang hindi sinasadyang pagkasira at depressurization ng system.
4.5.9. Ang pagsasaayos ng pagkarga ng mga elemento ng OPS ay dapat isagawa lamang sa malamig na estado ng pipeline. Ang teknolohiya para sa pagsasakatuparan ng pagsasaayos ng pagkarga ay inilarawan sa.
4.6. Paraan ng kontrol at proteksyon ng mga pipeline
4.6.1. Ang mga pipeline ay dapat na nilagyan ng mga paraan para sa pagsukat ng presyon at temperatura ng gumaganang daluyan. Bilang karagdagan, ang mga pangunahing sensor ay naka-install sa mga pipeline, pati na rin ang mga actuating protection device na nagsisiguro sa kaligtasan ng mga tauhan, pipeline at mga kaugnay na kagamitan.
4.6.2. Ang dami ng kinakailangang teknolohikal na mga sukat at proteksyon ay dapat ibigay ng disenyo ng pipeline, pati na rin ang teknikal na dokumentasyon ng mga tagagawa ng kagamitan alinsunod sa mga kinakailangan.
4.6.3. Ang algorithm ng pagpapatakbo ng mga proteksyon at ang epekto nito sa mga executive body na matatagpuan sa pipeline ay tinutukoy ng tagagawa ng kagamitan at ng kasalukuyang mga dokumento ng regulasyon.
Ang mga halaga ng mga setting at mga pagkaantala sa oras para sa pagpapatakbo ng mga proteksyon ay tinutukoy ng tagagawa ng protektadong kagamitan o ng organisasyong nagkomisyon.
Sa kaso ng muling pagtatayo ng kagamitan o kakulangan ng data mula sa mga tagagawa, ang mga setting at pagkaantala sa oras ay itinatag batay sa mga resulta ng pagsubok.
4.6.4. Ang pagsuri sa kakayahang magamit ng proteksyon at ang reaksyon ng mga ehekutibong katawan ay dapat isagawa sa panahon ng komprehensibong inspeksyon ng mga pipeline at kagamitan.
4.6.5. Upang matiyak ang pagiging maaasahan ng pipeline sa panahon ng mga operasyon ng pag-init at paglamig, inirerekumenda na isagawa ang karagdagang kontrol sa temperatura nito sa pamamagitan ng mga thermocouple sa ibabaw o thermocouples na inilagay sa base metal ng pipeline sa mga sumusunod na lugar:
Sa mga lugar sa likod ng mga desuperheater ng iniksyon;
Sa mga lugar na, na may iba't ibang circuit switching, ay maaaring maging dead ends.
Ang pinaka-nakapagtuturo na mga zone para sa pag-install ng mga solong ibabaw na thermocouple ay ang mga mas mababang generatrice ng mga pahalang na seksyon ng mga pipeline na malapit sa mga fitting ng mga linya ng paagusan (dahil ginagawang posible na talagang suriin ang pagpapatakbo ng mga linya ng paagusan kapag ang pipeline ay pinainit).
4.6.6. Sa mga pipeline ng singaw na may panloob na diameter na 150 mm o higit pa at isang temperatura ng singaw na 300 ° C at sa itaas, alinsunod sa, dapat na mai-install ang mga tagapagpahiwatig upang makontrol ang thermal expansion ng mga seksyon, gayundin upang masubaybayan ang tamang operasyon ng mga elemento ng alarma sa sunog.
Mga Tala:
1. Tama lang ang quantitative control ng mga paggalaw ng temperatura gamit ang mga indicator ng paggalaw para sa:
a. mga pipeline, ang pagsasaayos at haba nito ay nagbibigay ng mga halaga ng displacement na lumampas sa pinahihintulutang mga paglihis sa pagitan ng sinusukat at kinakalkula na mga halaga (tingnan ang sugnay 7.2.2.);
b. mga tagapagpahiwatig na matatagpuan sa ganoong distansya mula sa mga nakapirming suporta, na nagbibigay ng kondisyong itinakda sa talata 1a.
2. Kapag ang bilang ng mga elemento ng OPS ng pipeline ay mula isa hanggang tatlo, ipinapayong kontrolin ang mga paggalaw hindi ayon sa mga tagapagpahiwatig ng paggalaw ng temperatura, ngunit sa pamamagitan ng pagbabago ng pagkarga (pag-aayos) ng mga nababanat na elemento ng OPS sa kanilang sarili o sa pamamagitan ng pagbabago ng relatibong posisyon ng mga gumagalaw na bahagi ng mga sliding support na may kaugnayan sa kanilang mga nakapirming bahagi.
3. Para sa pinalawig na mga pipeline ng singaw na inilatag sa mga matibay na suporta sa mga bukas na lugar, pinapayagan na palitan ang kontrol ng mga paggalaw ng temperatura gamit ang mga tagapagpahiwatig na may pana-panahong pagsubaybay sa teknikal na kondisyon ng mga elemento ng sistema ng suporta.
4.6.7. Ang pag-aayos ng mga tagapagpahiwatig ng pag-aalis ng temperatura ay dapat isagawa alinsunod sa proyekto ng pipeline. Ang isang pagbabago sa pag-aayos ng mga pointer para sa kaginhawahan ng kanilang pagpapanatili ay pinapayagan na may pahintulot ng organisasyon ng disenyo. Kapag binabago ang posisyon ng disenyo ng mga pointer, dapat na kalkulahin ang mga bagong halaga ng kontrol ng mga displacement ng temperatura.
4.6.8. Upang matiyak ang pagiging maaasahan ng mga resulta ng pagsukat gamit ang mga tagapagpahiwatig ng pag-aalis ng temperatura, ang haba ng baras na naayos sa pipeline ay hindi dapat lumampas sa 1 m.
4.6.9. Ang pagmamarka ng mga tagapagpahiwatig ng pag-aalis ng temperatura sa malamig at operating na mga estado ay dapat isagawa para sa mga kondisyon ng temperatura ng pipeline o magkakaugnay na mga pipeline na nakakatugon sa mga kondisyon para sa pagkalkula ng mga halaga ng pag-aalis ng kontrol ng disenyo.
4.6.10. Ang dami ng kontrol sa mga paggalaw ng temperatura ng mga pipeline ay dapat isagawa para sa mga operating mode kung saan mayroong mga halaga ng kontrol ng mga paggalaw ng temperatura.
Tandaan:
Pagsunod sa mga kondisyon ng sugnay 4.6.9. at 4.6.10. Ito ay lalong mahalaga para sa mga pipeline ng singaw ng mga thermal power plant na may mga cross connection, dahil ang mga halaga ng kontrol sa disenyo ng mga displacement para sa kanila ay kadalasang magagamit lamang para sa paglipat mula sa estado kapag ang lahat ng mga pipeline na konektado ng isang solong sistema ng mga displacement ng temperatura ay malamig, sa estado kapag ang lahat ng mga ito ay may mga operating parameter. Sa mga intermediate na kaso (kapag ang bahagi ng kagamitan ay gumagana, at ang bahagi ay huminto), ang paghahambing ng nasusukat at nakalkulang mga displacement ay hindi tama.
4.6.11. Ang mga sukat ng temperatura ay dapat na malayang naa-access. Kung kinakailangan, ang mga hagdan at mga platform ng serbisyo ay dapat ibigay para sa kanila.
4.6.12. Alinsunod sa mga pipeline na gawa sa carbon at molybdenum steel na nagpapatakbo sa temperatura na 450 °C pataas, ng chromium-molybdenum at chromium-molybdenum-vanadium steels na tumatakbo sa steam temperature na 500 °C pataas, at ng high-alloy heat-resistant ang mga bakal sa temperatura ng singaw na 550 °C pataas ay dapat na nilagyan ng mga benchmark para sa pagsukat ng natitirang deformation. Ang bilang ng mga permanenteng punto ng pagsukat ng pagpapapangit at ang kanilang lokasyon ay dapat matukoy ng disenyo ng pipeline.
4.6.13. Upang maiwasan ang mga mode ng off-design na paggamit ng mga injection desuperheater na matatagpuan sa mga pahalang na seksyon ng mga pipeline ng singaw (sa likod ng mga boiler), pati na rin upang makilala ang kanilang mga malfunctions, ipinapayong mag-install ng mga pang-ibabaw na thermocouples o thermocouples sa base metal sa likod ng mga ito kasama ang singaw. landas sa layong 4–5 na panloob na diameter ng tubo mula sa mga proteksiyon na jacket . Ang mga thermocouple na ito ay dapat ilagay sa upper at lower generatrix ng pipeline. Ang paggamit ng mga thermocouple na naka-install sa bulk ng base metal ay ginustong.
Upang makontrol ang mga mode ng off-design ng pagpapatakbo ng mga injection desuperheater na matatagpuan sa mga vertical na seksyon ng pipeline, inirerekumenda na mag-install ng mga katulad na thermocouples sa likod ng curved section na pinakamalapit sa injection desuperheater sa isang pahalang o hilig na seksyon ng pipeline.
4.6.14. Inirerekomenda na kontrolin ang pagkakaiba ng temperatura "top-bottom" ng steam pipeline sa lahat ng lugar kung saan posible ang condensate accumulation. Upang gawin ito, posible na gumamit ng mga thermocouple sa ibabaw o thermocouples na naka-install sa bulk ng metal (tingnan ang talata 4.6.5.).
4.6.15. Ang mga manometer ay ginagamit upang sukatin ang presyon ng daluyan. Ang mga kinakailangan para sa kanila ay itinakda sa .
4.6.16. Alinsunod sa proyekto, ang kontrol sa pinakamahalagang teknolohikal na mga parameter ay dapat isagawa gamit ang mga instrumento sa pag-record. Ito rin ay kanais-nais na mag-record at mag-imbak ng impormasyon sa isang database ng computer.
4.6.17. Para sa mga kagamitan sa pagpapatakbo at mga pipeline na konektado dito, ang mga instrumento sa pagsukat, kontrol, awtomatikong kontrol, proteksyon sa teknolohiya at pagbibigay ng senyas, lohikal at malayuang kontrol, ang mga teknikal na diagnostic ay dapat na patuloy na gumagana sa dami ng disenyo.
4.6.18. Pagkatapos ng pag-install o muling pagtatayo ng mga teknolohikal na proteksyon, ang kanilang pag-commissioning sa mga kagamitan at mga kaugnay na pipeline ay dapat isagawa nang may pahintulot ng teknikal na tagapamahala ng TPP.
4.6.19. Hindi pinahihintulutan ang pag-decommission ng mga serbisyong teknolohikal na proteksyon. Ang mga proteksyon ay napapailalim sa pag-decommission sa mga sumusunod na kaso:
Kapag ang kagamitan ay tumatakbo sa lumilipas na mga kondisyon, kapag ang pangangailangan na huwag paganahin ang proteksyon ay tinutukoy ng mga tagubilin sa pagpapatakbo;
Sa kaganapan ng isang halatang malfunction ng proteksyon (dapat isagawa ang shutdown sa pamamagitan ng utos ng shift supervisor ng TPP na may obligadong abiso ng technical manager at naitala sa operational log);
Para sa pana-panahong pagsubok (kung ito ay isinasagawa sa mga umiiral na kagamitan).
4.6.20. Ang lahat ng mga kaso ng pagpapatakbo ng mga proteksyon at alarma, pati na rin ang kanilang mga pagkabigo, ay dapat na maitala sa log ng pagpapatakbo at masuri.
4.7. Thermal insulation ng mga pipeline
4.7.1. Thermal insulation ang pipeline ay dapat isagawa ayon sa isang hiwalay na proyekto at sumunod sa mga kinakailangan. Ang kahusayan ng isang planta ng kuryente (lalo na sa mas mataas na mga kinakailangan para sa kakayahang magamit), ang pagiging maaasahan ng pipeline at ang kaligtasan ng mga tauhan ng operating ay higit na nakasalalay sa kalidad ng thermal insulation.
4.7.2. Ang mga materyales na hindi nagiging sanhi ng kaagnasan ng metal ay dapat gamitin para sa thermal insulation.
4.7.3. Dapat na ganap na sakop ng thermal insulation ang pipeline, mga sanga nito at mga auxiliary lines at nasa mabuting kondisyon. Ang temperatura sa panlabas na ibabaw ng heat-insulated pipeline sa isang ambient temperature na 25 °C ay hindi dapat lumampas sa 45 °C.
4.7.4. Ang thermal insulation ng flanged joints, fittings, compensators at mga seksyon ng pipelines na napapailalim sa panaka-nakang kontrol (sa mga lugar kung saan may mga welded joints, bosses para sa pagsukat ng creep, atbp.) ay dapat na naaalis. Ang naaalis na thermal insulation sa mga tuntunin ng mga teknikal na parameter nito ay hindi dapat mas mababa sa nakatigil na thermal insulation.
4.7.5. Ang thermal insulation ng mga pipeline na inilatag sa labas, malapit sa mga tangke ng langis, mga pipeline ng langis, mga pipeline ng langis ng gasolina, mga linya ng cable ay dapat na may metal o iba pang patong na nagpoprotekta sa thermal insulation mula sa kahalumigmigan o nasusunog na mga produkto ng langis.
4.7.6. Ang buong o bahagyang pagpapalit ng thermal insulation na may magaan na pagkakabukod nang walang muling pagsasaayos ng mga nababanat na elemento ng OPS ay maaaring humantong sa paglitaw ng mga zone ng pagtaas ng stress at magdulot ng negatibong pagbabago sa mga slope. Samakatuwid, ang pagbabago sa masa ng thermal insulation ay nangangailangan ng muling pagkalkula ng mga naglo-load ng mga elemento ng sistema ng proteksyon ng sunog, mga pagbabago sa pagmamarka ng mga tagapagpahiwatig ng mga paggalaw ng temperatura at pag-verify ng sistema ng mga slope ng pipeline. Maipapayo na palitan ang thermal insulation sa pipeline (pagbabago ng kabuuang linear mass nito) sa buong haba ng pipeline, dahil kung hindi man ang kinakalkula na data sa pinakamainam na pag-load ng mga elemento ng OPS ay hindi maaasahan. Kapag pinapalitan ang thermal insulation sa ilang mga seksyon ng pipeline (halimbawa, mga bends), kinakailangan na gumuhit ng isang mapa ng lokasyon ng pagkakabukod, na nagpapahiwatig ng mga hangganan ng mga seksyon na may iba't ibang mga linear na timbang ng pagkakabukod upang makakuha ng maaasahang data sa ang pinakamainam na pag-load ng mga elemento ng proteksyon sa sunog.
5. Mga prinsipyo ng pag-aayos ng pagpapatakbo ng mga pipeline sa hindi nakatigil na mga mode
5.1. Mga salik na nakakaapekto sa pagiging maaasahan ng mga pipeline sa hindi nakatigil na mga mode
5.1.1. Ang pangunahing kadahilanan na nakakaapekto sa pagiging maaasahan ng pipeline ay ang antas ng mga stress sa metal ng mga elemento nito, dahil sa:
a) panloob na presyon;
b) ibinahagi at puro mass load, pati na rin ang reaksyon ng mga elemento ng sistema ng alarma sa sunog;
c) sa pamamagitan ng mga pagsisikap ng self-compensation ng thermal expansions.
Sa ilalim ng mga kondisyon kung kailan nagbabago ang temperatura ng daluyan, lumilitaw ang isang hindi pantay na patlang ng temperatura sa metal ng pipeline sa kahabaan ng kapal ng pader, perimeter at haba ng tubo, na nagiging sanhi ng karagdagang hindi nakatigil na mga stress sa temperatura. Ang mga stress na ito, kasama ang mga stress mula sa mekanikal at hydrodynamic na mga epekto, ay tumutukoy sa pagiging maaasahan ng pipeline sa mga non-stationary na operating mode.
Ang mga salik na tinukoy sa mga talata a) at b), kasama ang kanilang labis na pagtaas, pati na rin ang mga makabuluhang hydrodynamic na epekto, ay maaaring magdulot ng pinabilis na pinsala sa mga pipeline. Ang epekto ng mga salik na ito sa isang partikular na (disenyo) na antas, pati na rin ang iba pang mga epekto sa pipeline metal, ay pinahaba sa oras. Para sa mga pipeline na may mataas na temperatura, ito ay dahil sa unti-unting akumulasyon ng pinsala sa metal mula sa impluwensya ng mga proseso ng paggapang at pagkapagod na mababa ang ikot, at para sa mga pipeline na mababa ang temperatura - mga phenomena ng pagkapagod.
Ang pinakamalaking impluwensya ng antas ng pagkilos ng mga stress sa metal ay nangyayari sa mga zone ng structural stress concentrators sa mga bends, welded joints, tees, pati na rin sa mga node kung saan ang pagtaas ng impluwensya ng mga indibidwal na kadahilanan ay dahil sa mga tampok ng operating mode, estruktural o nakuha sa panahon ng mga tampok ng operasyon ng mga node na ito.
Ang pinakamahalaga para sa mga pipeline na tumatakbo sa ilalim ng mga kondisyon ng creep ay ang pagpapanatili ng mga parameter ng disenyo at, sa partikular, temperatura.
5.1.1.1. Hindi pantay na field ng temperatura sa kapal ng pader ng pipe.
Ang pinakamahalagang uri ng mga thermal stress ay mga stress dahil sa mga pagkakaiba sa temperatura sa kapal ng dingding ng tubo. Ang mga stress na ito ay tinutukoy ng rate ng pagbabago sa temperatura ng medium, ang intensity ng heat transfer at ang mga geometric na katangian ng pipe wall. Ang rate ng pagbabago sa temperatura ng daluyan sa panahon ng hindi nakatigil na mga mode ng operasyon, bilang panuntunan, ay maaaring maimpluwensyahan ng mga tauhan ng operating, at, samakatuwid, ang ganitong uri ng stress ay nakokontrol.
5.1.1.2. Hindi pantay na field ng temperatura sa kahabaan ng perimeter ng pipe.
Ang hindi pantay na field ng temperatura sa kahabaan ng perimeter ng pipe ay nagdudulot ng warping ng pipeline. Ang mga elemento ng OPS ay lumalaban sa warping, habang ang pinakadakilang mga hadlang ay naayos at mga sliding na suporta, matibay na mga rod, pati na rin ang mga elemento ng OPS, kung saan ang reserba ng spring elasticity ay naging hindi sapat. Bilang resulta ng pakikipag-ugnayan ng puwersa, ang mga hindi maibabalik na pagbaluktot ng mga palakol ng mga tuwid na seksyon ng mga pipeline, mga pagbabago sa mga slope, pinsala sa mga welded joint at mga elemento ng OPS, pati na rin ang mga pagbabago sa mga naglo-load ng mga elemento ng OPS na nababanat.
Ang isang patlang ng temperatura na hindi pantay sa kahabaan ng perimeter ng tubo ay lilitaw, lalo na, kapag ang mga pahalang na seksyon ng mga pipeline ay pinainit mula sa isang malamig na estado hanggang sa temperatura ng saturation. Ito ay dahil sa hindi pantay na kapal ng condensate film kasama ang taas ng pahalang na seksyon ng pipe. Ang hindi pantay na pag-init ng pipe sa kahabaan ng perimeter ay nangyayari din kung walang inalis na condensate sa pipeline, ang akumulasyon nito sa mga non-drained zone ("condensate bags"), mga off-design na mode ng pagpapatakbo ng mga injection desuperheater, atbp.
Ang hindi pagkakapareho ng temperatura sa kahabaan ng perimeter ng seksyon ay binibilang bilang isang pagkakaiba sa temperatura na "itaas-ilalim" ng tubo. Kapag pinainit ang pipeline mula sa isang malamig na estado, ang pinahihintulutang hindi pantay na temperatura sa kahabaan ng perimeter ng mga pahalang na seksyon ay na-normalize at hindi dapat lumampas sa 50 ° C. Sa ibang mga kaso, ang hindi pagkakapareho ng temperatura sa kahabaan ng perimeter ng seksyon ay pinapayagan lamang kung may mga positibong resulta ng mga espesyal na kalkulasyon ng lakas.
Ang hitsura ng hindi pagkakapareho ng temperatura sa kahabaan ng perimeter ng mga pipeline ng singaw sa mga temperatura sa itaas ng temperatura ng saturation ay, bilang panuntunan, isang tanda ng:
Paggamit ng mga desuperheater sa mga off-design mode;
Mga malfunction ng desuperheater;
Mga disadvantages ng paagusan.
Halimbawa, ang hitsura ng hindi pagkakapareho ng temperatura sa matataas na temperatura ay maaaring dahil sa labis na pagkonsumo ng tubig para sa iniksyon sa medyo mababa ang mga steam pass o ang pagpasok ng condensate steam mula sa isang dead-end na seksyon sa isang pinainit na pipeline.
Sa kawalan ng temperatura control "top-bottom of the pipe", ang hitsura ng temperatura na hindi pagkakapareho sa kahabaan ng perimeter ng pipe sa non-stationary mode ay maaaring makita ng isang pagbabago sa posisyon ng mga tagapagpahiwatig ng pag-aalis ng temperatura (karaniwan ay ito nagpapakita ng sarili sa isang matalim na paglihis ng tilapon ng tagapagpahiwatig mula sa karaniwang tilapon na nagkokonekta sa mga posisyon ng mga punto ng pagsisimula at pagtatapos ng pagmamarka) .
Ang hindi maibabalik na mga kahihinatnan ng pagkilos ng hindi pagkakapareho ng temperatura sa kahabaan ng perimeter ng pipe ay maaaring makita sa pamamagitan ng hitsura ng pinsala sa mga welded joints, mga pagbabago sa mga naglo-load ng mga nababanat na suporta kumpara sa mga halaga ng disenyo, pag-aalis ng mga tagapagpahiwatig ng pag-aalis ng temperatura na may kaugnayan sa mga marka sa coordinate mga plato, paghihiwalay ng mga plato ng suporta sa mga sliding na suporta at maraming iba pang mga palatandaan.
5.1.1.3. Ang isang biglaang pagbabago sa temperatura ng dingding ng tubo ay isang thermal shock.
Ang thermal shock mode ay isang isang beses na proseso ng pagbabago ng temperatura ng medium na may kaugnayan sa temperatura ng pipe wall. Kapag sinusubaybayan ang temperatura ng pipeline metal na may mga thermocouple sa ibabaw, ang thermal shock ay mukhang isang panandaliang pagbabago ng temperatura sa isang rate ng hanggang sa 30 - 70 ° C / min, pagkatapos ay mabilis na bumababa ang rate na ito.
Posible upang maiwasan ang pagtaas ng mga stress dahil sa thermal shock lamang nang maaga, sa pamamagitan ng paglikha ng naaangkop na mga kondisyon para sa mga pagbabago sa temperatura.
Ang pinaka-mapanganib na uri ng thermal shock ay isang biglaang pagbaba sa temperatura kapag ang isang medyo malamig na daluyan ay pumapasok sa pinainit na mga dingding ng pipeline, na nasa ilalim ng pagkilos ng panloob na presyon. Sa kasong ito, ang mga circumferential stresses mula sa panloob na presyon at mga stress sa temperatura ng thermal shock sa metal ng pipe sa panloob na ibabaw nito ay idinagdag, na lumilikha para sa isang maikling panahon ng epekto ng isang lokal na pagtaas ng mga makunat na stress sa ibabaw na layer ng metal. Ang resulta ng pagkakalantad sa paglamig ng mga thermal shock ay karaniwang isang network ng mga bitak sa panloob na ibabaw ng tubo.
Kapag ang pipeline ay pinainit, ang circumferential component ng mga stress mula sa heating thermal shock sa panloob na ibabaw ng pipe ay ibinabawas mula sa mga stress mula sa panloob na presyon (sa kasong ito, mayroon silang iba't ibang palatandaan), at sa panlabas na ibabaw ay nagdaragdag sila, gayunpaman, sa panlabas na ibabaw ng tubo, ang ganap na halaga ng thermal shock stresses ay humigit-kumulang kalahati ng nasa panloob na ibabaw. Samakatuwid, ang pag-init ng thermal shock sa panloob na ibabaw ng tubo ay itinuturing na hindi gaanong mapanganib. Gayunpaman, ang ganap na halaga ng mga thermal stress sa panahon ng pag-init ng thermal shock ay nakakaapekto sa kinetics ng pinsala sa metal mula sa mababang-cycle na pagkapagod.
Ang mga thermal shock stress ay tinutukoy ng:
Ang paunang pagkakaiba sa temperatura sa pagitan ng dingding at ng daluyan (sa panahon ng mga pagbabagong bahagi - ang pagkakaiba sa pagitan ng temperatura ng dingding at temperatura ng saturation sa kasalukuyang presyon sa pipeline);
Ang kapal ng pipe wall at ang intensity ng heat transfer.
Ang pagtanggap ng mga pagtalon sa temperatura ng daluyan na may kaugnayan sa temperatura ng dingding, na sanhi ng mga teknolohikal na dahilan, ay dapat matukoy ng mga espesyal na kalkulasyon na isinagawa na may kaugnayan sa mga tiyak na kondisyon.
Sa pangkalahatan, ang anumang biglaang pagbabago sa temperatura ng daluyan na may paggalang sa temperatura ng dingding ng tubo ay dapat na iwasan.
5.1.1.4. Tubig martilyo.
Sa panahon ng mga start-up at shutdown, maaaring lumikha ng mga kundisyon kung saan ang isang daloy ng singaw na gumagalaw sa mataas na bilis ay kumukuha ng isang tiyak na dami ng tubig (condensate). Ang tubig na gumagalaw na may daloy ng singaw ay may percussive effect (nakikita ng tainga bilang isang matalim na katok) sa mga lugar kung saan lumiliko ang daloy, lalo na, sa mga hubog na seksyon ng pipeline at mga kabit nito. Ang isang katulad na epekto ay nangyayari kapag ang isang tiyak na dami ng singaw, hangin o isang halo ng singaw-gas ay nakukuha ng isang daloy ng tubig kung ito ay gumagalaw sa isang volume.
Ang kababalaghan ng water hammer ay nangyayari rin kapag ang isang gumagalaw na daloy ng tubig ay biglang huminto (halimbawa, sa isang mataas na bilis ng pagsasara ng mga elemento ng pag-lock). Sa kasong ito, dahil sa pagkawalang-galaw ng daloy, mayroong isang biglaang pagtaas ng presyon sa elemento ng shut-off.
Sa kaso ng hydraulic shocks, ang epekto ng puwersa sa mga elemento ng pipeline ay maaaring lumampas sa mga pag-load ng disenyo ng ilang beses. Ang resulta ay maaaring maging pinsala sa pipeline, pati na rin ang pagkadiskaril nito. Bilang karagdagan, ang mga martilyo ng tubig na paulit-ulit sa mga maikling pagitan ay maaaring magdulot ng resonance phenomena at pagkasira ng pipeline.
Ang mga phenomena na malapit sa paulit-ulit na mga martilyo ng tubig na may mataas na dalas ay nangyayari sa panahon ng transportasyon ng isang two-phase o boiling medium sa pamamagitan ng pipeline. Ang mga ito ay sanhi din ng mga alternating effect sa mga hubog na seksyon ng pipeline ng dami ng tubig at singaw. Ang epekto na ibinibigay sa pipeline ay tumataas sa pagtaas ng heterogeneity ng daloy ng two-phase medium. Na may makabuluhang heterogeneity (halimbawa, kapag ang paghahalili ng mga dami ng singaw at tubig nang sunud-sunod, na sumasakop sa buong cross section ng pipe), ang hindi pangkaraniwang bagay na ito ay maaaring maiugnay sa hydraulic shocks, na may mababang heterogeneity - sa isang kadahilanan na nagiging sanhi ng pag-load ng vibration.
Ang martilyo ng tubig sa mga pipeline at phenomena na malapit sa kanila ay lubhang mapanganib, kaya dapat itong iwasan sa lahat ng posibleng paraan. Upang gawin ito, ang mga pipeline ng singaw ay dapat na maingat na pinatuyo, ang akumulasyon ng condensate sa mga patay na dulo ay dapat na pigilan, ang mga daloy ng singaw at tubig ay hindi dapat paghaluin, ang mga stop valve ay dapat na buksan at sarado nang maayos, iba't ibang teknikal na paraan upang mapabuti ang homogeneity ng dalawang-phase na daloy (halimbawa, mga device para sa pag-ikot ng daloy o homogenizing ito).
Ang vibration load ay nailalarawan sa pamamagitan ng panaka-nakang paggalaw ng mga bahagi ng pipeline, na mukhang tumba o nanginginig. Ito ay maaaring sanhi ng mga kadahilanan tulad ng pagtaas ng flexibility ng pipeline sa mga kondisyon ng makabuluhang rate ng daloy ng medium, acoustic vibrations sa dead ends, paggalaw ng isang two-phase medium, flow instability na nauugnay sa pagpapatakbo ng pressure o flow regulators, vibration ng konektadong kagamitan, atbp. Sa isang makabuluhang amplitude ng mga oscillations (halimbawa, kapag ang vibration-exciting effect ay malapit sa natural na mga frequency ng pipeline), ang vibration load ay maaaring humantong sa pagkapagod na pinsala sa mga elemento ng pipeline, pati na rin ang pinsala (paggiling) sa movable joints ng mga elemento ng OPS.
5.1.2. Ang mga operating stress sa pipeline ay medyo malapit sa kinakalkula na mga halaga ng mga stress sa malamig at operating states nito.
Ang mga makabuluhang paglihis ng mga boltahe na kumikilos sa malamig at operating states ay maaaring mangyari sa mga sumusunod na kaso:
Na may hindi kasiya-siyang kalidad ng thermal insulation (dahil nagdudulot ito ng pagkakaiba-iba ng temperatura sa labas ng disenyo sa kapal ng pader sa kondisyon ng pagtatrabaho at, bilang resulta, karagdagang mga stress sa temperatura sa metal);
Kapag ang mga naglo-load ng mga elemento ng alarma sa sunog ay naiiba mula sa mga kinakalkula na halaga (sa kasong ito, ang mga stress ay tumataas dahil sa ibinahagi at puro masa ng pipeline at ang reaksyon ng mga elemento ng alarma sa sunog).
5.2. Pinagsamang hindi nakatigil na mga mode ng kagamitan at pipeline
5.2.1. Ang mga hindi nakatigil na mode ng pagbabago ng estado ng mga pipeline ay isang mahalagang bahagi ng hindi nakatigil na mga mode ng power equipment kung saan sila konektado. Ang mga pangunahing prinsipyo ng pag-aayos ng mga mode ng kanilang magkasanib na pag-init at paglamig ay ang mga sumusunod:
Obserbahan ang isang tiyak na pagkakasunud-sunod ng mga teknolohikal na operasyon sa kagamitan na konektado sa pipeline, pati na rin sa pipeline mismo;
Tiyakin ang rate ng pagbabago sa mga parameter ng kapaligiran (at, dahil dito, ang temperatura ng pipeline metal) sa proseso ng mga non-stationary mode alinsunod sa mga espesyal na iskedyul at pamantayan;
Obserbahan ang synchronism ng pag-init ng parallel pipelines.
Ang pagsunod sa mga prinsipyong ito sa pagsasanay ay ginagawang posible upang matiyak na:
Minimal na pagkalugi ng gasolina para sa hindi nakatigil na mga mode;
Pagsunod sa mga kondisyon ng lakas at tibay ng kagamitan at mga pipeline.
5.2.2. Ang pagkakasunud-sunod, pangunahing pamantayan para sa pagsasagawa ng mga teknolohikal na operasyon at mga iskedyul para sa pagbabago ng mga parameter para sa mga elemento ng power equipment sa hindi nakatigil na mga mode ay tinutukoy ng mga tagagawa at nakapaloob sa kanilang mga tagubilin sa pagpapatakbo. Bilang karagdagan, ang mga tagapagpahiwatig na ito ay tinukoy sa proseso ng pag-commissioning ng mga pagsubok ng prototype na kagamitan o iba pang mga espesyal na pagsubok.
5.2.3. Kapag nagdidisenyo, batay sa mga resulta ng mga multivariate na kalkulasyon na isinagawa alinsunod sa , ang mga graph ng pinahihintulutang mga rate ng pagbabago sa temperatura ng pipeline metal ay natutukoy para sa iba't ibang mga halaga ng mga parameter at sa iba't ibang mga sitwasyon na maaaring lumitaw sa panahon ng hindi nakatigil na mga mode ng operasyon. Sa hinaharap, ang mga iskedyul na ito ay magiging pare-pareho sa mga katulad na iskedyul na binuo ng mga tagagawa ng kagamitan.
5.2.4. Karaniwan ang karamihan sa mga mode kung saan nagsisimula at humihinto ang power equipment.
Sa iba't ibang yugto ng tipikal na mga mode, ang mga elemento na tumutukoy sa rate ng pagbabago sa temperatura ng metal ay maaaring pareho ang pinakamakapal na pader na elemento ng boiler (mga kolektor ng outlet ng boiler), mga turbine, at mga pipeline mismo.
Para sa mga karaniwang mode, ang mga tipikal na iskedyul ng gawain ay binuo na nagbibigay ng maaasahan at matipid na mga mode para sa pagbabago ng estado ng kagamitan sa kabuuan. Sa proseso ng indibidwal na pagsubok, ang mga ito ay tinukoy na may kaugnayan sa mga tampok ng bawat partikular na piraso ng kagamitan.
5.2.5. Ang karaniwang mga iskedyul ng gawain ay nagpapahiwatig ng mga pangunahing tagapagpahiwatig na nagpapakilala sa pagkakasunud-sunod ng mga operasyon at ang pagbabago sa mga parameter depende sa kanilang oras at paunang kondisyon. Sa partikular, ang pinakamahalagang tagapagpahiwatig ay ang paunang temperatura ng metal ng pinakamakapal na pader na mga kolektor ng boiler o ang mga steam intake zone ng turbine cylinders.
5.2.6. Ang layunin ng mga tauhan ng TPP sa pagpapatupad ng mga tipikal na mode ng pagbabago ng estado ng kagamitan ay upang matiyak ang katuparan ng mga iskedyul ng gawain na may isang minimum na paglihis ng mga parameter mula sa mga inirekumendang halaga. Ang mga pinahihintulutang paglihis mula sa mga iskedyul ng gawain alinsunod sa ay:
Hindi hihigit sa ±20 °C para sa temperatura ng sariwa at pangalawang superheated na singaw;
Hindi hihigit sa ±0.5 MPa para sa live steam pressure;
Hindi hihigit sa 15 °C temperatura pagkakaiba sa pagitan ng parallel pipelines.
5.2.7. Ang rate ng pagbabago sa temperatura ng singaw ay maaaring kontrolin ng mga desuperheater sa loob ng boiler, gayundin ng mga desuperheater na binuo mismo sa mga pipeline. Sa kawalan ng mga built-in na desuperheater, ang benchmark para sa pagtukoy ng rate ng pagbabago sa temperatura ng metal ay ang mga graph ng mga pagbabago sa temperatura sa mga elemento ng kagamitan na may makapal na pader. Kung mayroong mga built-in na desuperheater sa circuit (i.e., na may multi-stage na steam temperature control), para matiyak ang katanggap-tanggap na mga rate ng pagpainit ng metal, ang mga tauhan ng operating ay dapat magbigay ng parehong katanggap-tanggap na mga rate ng pagbabago ng temperatura ng kolektor at pinapayagan ang mga rate ng pagbabago ng temperatura ng mga pipeline sa ibaba ng agos. ng mga built-in na desuperheater.
5.2.8. Para sa mga halaga ng temperatura ng mga elemento ng kagamitan na may makapal na pader na hindi ibinigay sa mga iskedyul ng gawain, ang pagsisimula ng mga operasyon ay isinasagawa alinsunod sa iskedyul ng gawain para sa pinakamalapit na estado ng temperatura o tinutukoy ng mga espesyal na iskedyul ng gawain, na isinasaalang-alang ang pinapayagang mga rate ng pag-init. ng bawat elemento ng teknolohikal na pamamaraan nang hiwalay.
5.3. Pinahihintulutang rate ng pagbabago ng temperatura ng pipeline metal
5.3.1. Ang pinahihintulutang rate ng pagbabago sa temperatura ng pipeline metal ay tinutukoy ng mga geometric na katangian ng seksyon ng pipe (kapal ng pader, panlabas o panloob na diameter), ang kasalukuyang halaga ng temperatura, ang metal kung saan ginawa ang pipeline at ang pinakamasamang posibleng kumbinasyon ng iba pang mga kadahilanan sa pag-load. Ang tinatayang mga graph ng disenyo ng pinahihintulutang mga rate ng pag-init para sa mga pipeline at kolektor ng iba't ibang laki ay ipinapakita sa fig. 1 at fig. 2.
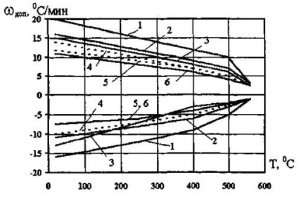
kanin. 1. Mga pinahihintulutang bilis w para sa karagdagang pag-init at paglamig ng mga live steam pipeline
(1 - 194x36 mm; 2 - 245x45 mm; 3 - 219x32 mm; 4 - 219x52 mm; 5 - 325x60 mm; 6 - 275x62.5 mm).
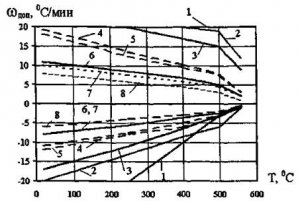
kanin. 2. Mga pinahihintulutang bilis w para sa karagdagang pag-init at paglamig ng mga kolektor ng boiler
(1 - 273x30 mm; 2 - 273x40 mm; 3 - 325x45 mm; 4 - 325x60 mm; 5 - 273x60 mm; 6 - 325x75 mm; 7 - 219x70 mm; 8 - 325 × 85 mm).
5.3.2. Ang paglampas sa rate ng pagbabago sa temperatura ng mga pipeline kumpara sa data na ibinigay sa karaniwang mga iskedyul-ang mga gawain ay maaari lamang payagan batay sa mga positibong resulta ng na-update na mga kalkulasyon ng lakas.
5.3.3. Sa kawalan ng data sa pinahihintulutang mga rate ng pagbabago sa temperatura ng mga pipeline, dapat silang matukoy alinsunod sa pamamaraan, at kung kinakailangan ang isang kagyat na pagtatasa, magabayan ng mga halaga na ibinigay sa Talahanayan 2.
talahanayan 2
Mga pinahihintulutang rate ng pag-init at paglamig ng mga elemento ng pipeline ng singaw
|
Pangalan |
Saklaw ng temperatura, ° С |
Bilis, °С/min |
|
|
nagpapainit |
paglamig |
||
|
Mga linya ng singaw ng medium pressure (hanggang 5 MPa) |
|||
|
Mga linya ng singaw mataas na presyon(higit sa 5 hanggang 22 MPa) |
|||
|
Supercritical pressure steam lines (mahigit sa 22 MPa) |
|||
|
Mga silid ng pagkolekta ng singaw para sa sariwang singaw na may presyon na higit sa 22 MPa, mga pabahay at balbula ng GPZ |
|||
5.3.4. Kapag nagtatalaga ng pinahihintulutang rate ng pagbabago ng temperatura para sa mga elemento na bahagi ng isang solong daluyan ng landas ng transportasyon (halimbawa, ang outlet manifold ng isang convective superheater at isang steam pipeline na konektado dito), ang mas maliit sa mga kinakalkula na halaga ay dapat kunin .
6. Hindi nakatigil na mga mode ng pagpapatakbo ng mga pipeline
Ang mga sumusunod na tipikal na mode ng pagbabago ng estado ng mga teknolohikal na kagamitan ng mga TPP ay nakikilala:
Pag-init mula sa isang malamig na estado;
Pag-init mula sa isang hindi pinalamig na estado;
Pag-init mula sa isang mainit na estado;
Pagsara ng mga kagamitan na nakalaan;
Huminto para sa pag-aayos;
Emergency Stop.
Ang nakalistang mga mode ng pag-init, bilang panuntunan, ay nakikilala sa pamamagitan ng paunang temperatura ng mga elemento ng makapal na pader ng turbine o boiler (tingnan ang sugnay 5.2.4.). Para sa mga pipeline, ang mga non-stationary mode sa klasipikasyon sa itaas ay hindi nagpapahiwatig dahil:
Karamihan sa mga operasyon at pagsusuri na isinagawa sa loob ng tinukoy na mga mode sa pangunahing kagamitan sa proseso ay halos hindi nakakaapekto sa mga pipeline;
Maraming mga teknolohikal na operasyon na isinagawa sa mga pipeline sa mga mode na nabanggit sa itaas ay halos hindi naiiba sa bawat isa;
Mayroong ilang mga indibidwal na operasyon na karaniwan lamang para sa mga pipeline, ang mga tampok nito ay nangangailangan ng hiwalay na pagsasaalang-alang.
Ang mga non-stationary na mode ng makapal na pader na mga pipeline ng feedwater na nasa saklaw ng TR na ito, bilang panuntunan, ay hindi nangangailangan ng anumang mga espesyal na operasyon upang matiyak ang isang katanggap-tanggap na rate ng pagbabago sa temperatura ng metal. Ang pagbabago sa temperatura ng metal ng mga pipeline na ito ay karaniwang tinutukoy ng antas ng pagbubukas ng mga control valve ng mga pipeline na nagbibigay ng singaw sa HPH alinsunod sa iskedyul-gawain para sa pagbabago ng estado ng kagamitan sa kabuuan. Bilang karagdagan, dahil sa medyo mababang temperatura ng mainit na tubig at mataas na lebel pinahihintulutang mga stress, ang rate ng pag-init ng metal ng mga pipeline ay maaaring masyadong mataas, na nagpapahintulot na ito ay mapanatili nang walang anumang mga espesyal na kondisyon sa loob ng balangkas ng pagsunod sa pangkalahatang iskedyul-gawain ng pagsasagawa ng isang non-stationary mode.
Ang ilang mga pagbubukod ay ang mga mode na nauugnay sa pinainit na makapal na pader na mga kolektor ng HPH, kung saan, sa ilalim ng ilang mga pangyayari, na nauugnay sa paglipat ng circuit, ang mga prosesong malapit sa mga thermal shock ay maaaring mangyari. Gayunpaman, una, ang mga mode na ito ay mahina na nakikita sa mga feedwater pipeline mismo dahil sa malaking pagkawalang-kilos ng mga patuloy na proseso. Pangalawa, ang paglitaw ng mga mode na ito ay hindi layunin at nauugnay sa kultura ng pagpapatakbo ng kagamitan.
Sa hinaharap, ang mga tampok ng isang bilang ng mga mode na katangian lamang para sa mga pipeline ng singaw ay isasaalang-alang. Sa partikular:
Pag-init ng pipeline sa temperatura ng saturation;
Pag-init mula sa temperatura ng saturation hanggang sa temperatura ng pagpapatakbo;
Pag-init mula sa isang temperatura sa itaas ng temperatura ng saturation hanggang sa temperatura ng pagpapatakbo;
Pagsara ng kagamitan nang walang paglamig ng mga pipeline;
Pagsara ng kagamitan na may cooldown ng mga pipeline (kabilang ang emergency shutdown);
Mga kakaibang katangian ng paghinto ng mga pipeline para sa pag-aayos.
6.1. Pangkalahatang probisyon
6.1.1. Ang mga operasyon upang baguhin ang thermal state ng mga kagamitan at pipeline ay dapat isagawa alinsunod sa mga naaprubahang iskedyul, mga tagubilin, at sa ilang mga kaso - ayon sa mga espesyal na programa. Ang mga operasyong isinagawa ay dapat na maitala sa log ng pagpapatakbo.
6.1.2. Ang lahat ng mga paglihis mula sa mga iskedyul-mga gawain ng hindi nakatigil na mga mode (maliban sa mga sitwasyong pang-emergency) ay dapat na maaprubahan nang maaga ng teknikal na tagapamahala ng HPP.
6.1.3 Ang pahintulot na magsagawa ng mga operasyon upang baguhin ang estado ng pipeline ay dapat ibigay ng teknikal na tagapamahala ng pagawaan o ng kanyang kinatawan. Kung ang pipeline ay nasa ilalim ng pag-aayos, kung gayon ang tinukoy na pahintulot ay maibibigay lamang pagkatapos na maitala ng responsableng tagapamahala ng trabaho ang pagkumpleto ng pag-aayos ng pipeline at ang kahandaan nito para sa mga start-up na operasyon.
6.1.4. Ang mga operasyon upang baguhin ang estado ng pipeline at kagamitan na konektado dito, bilang panuntunan, ay dapat isagawa ng hindi bababa sa dalawang tao. Sa kasong ito, ang una sa kanila ay dapat magsagawa ng mga teknolohikal na operasyon, at ang pangalawa - upang makontrol ang kawastuhan ng kanilang pagpapatupad.
6.1.5. Ang pagtatasa ng kalidad ng pagsasagawa ng hindi nakatigil na mga mode ng kagamitan, at partikular na mga pipeline, ay dapat isagawa ng isang permanenteng komisyon na hinirang sa pamamagitan ng pagkakasunud-sunod ng pinuno ng organisasyon - ang may-ari ng kagamitan. Ang komisyon ay nagtatalaga ng isang chairman (punong inhinyero o kanyang kinatawan), isang taong papalit sa kanya, at tinutukoy ang mga tiyak na tungkulin ng mga indibidwal na miyembro ng komisyon.
Ang pagsusuri ay dapat isagawa batay sa mga materyales at alinsunod sa pamantayang itinakda sa . Ang layunin ng pagsusuri ay upang matukoy ang kalidad ng kontrol ng mga lumilipas na proseso, kabilang ang mga nangyayari sa mga pipeline. Sa lahat ng mga kaso ng paglabag sa pagkakasunud-sunod ng mga operasyon, paglihis ng mga parameter mula sa mga pinahihintulutang halaga, paglabag sa tinukoy na pamantayan, at para sa mga pipeline, lalo na, na lumampas sa pinahihintulutang mga rate ng pagbabago ng temperatura o pagkakaiba sa temperatura, ang mga sanhi ng mga paglihis ay dapat matukoy at sukatin. kinuha upang maiwasan ang mga ito.
6.2. Mga scheme ng pag-init at paglamig para sa mga pipeline at mga kinakailangan para sa kanila
Ang ilang karaniwang mga scheme para sa pagpainit at paglamig ng mga kagamitan at pipeline ay ibinibigay.
6.2.1. Upang mapainit ang pipeline sa isang paunang natukoy na temperatura, kinakailangan:
Ang pinagmulan ng singaw na kinokontrol ng temperatura at (o) daloy;
Linya para sa pagbibigay ng singaw sa pipeline;
Mga linya para sa paglisan ng daluyan (singaw o condensate nito) mula sa pipeline; ang kanilang paggamit ay dapat matukoy ng kasalukuyang mga parameter ng kapaligiran, pati na rin ang pamamaraan para sa pagtatapon nito;
Mga aparato kung saan ang mga linya para sa paglisan ng daluyan mula sa pinainit na pipeline ay konektado.
6.2.2. Ang mga mapagkukunan ng daluyan ng pag-init ay karaniwang mga boiler na naka-install sa mga thermal power plant, mga pipeline na gumagana, pati na rin ang mga espesyal na auxiliary collectors.
Ang isang karagdagang kinakailangan ay ipinapataw sa pinagmumulan ng singaw sa panahon ng pag-init ng hindi malamig (mainit) na mga pipeline: ang paunang temperatura ng singaw ay dapat na mas malaki kaysa o katumbas ng temperatura ng pinakamakapal na pader na elemento ng kagamitan kung saan ang pipeline ay konektado, o ang temperatura ng pinakamakapal na pader na elemento ng pipeline mismo.
6.2.3. Ang singaw ay ibinibigay sa pipeline:
Direkta mula sa boiler o mula sa pagkuha ng turbine nang walang mga intermediate fitting:
Sa pamamagitan ng mga bypass ng balbula;
Sa pamamagitan ng mga espesyal na linya ng auxiliary.
6.2.4. Ang pag-alis ng condensate mula sa pipeline ng singaw, bilang panuntunan, ay isinasagawa sa pamamagitan ng mga linya ng paagusan sa mga header ng koleksyon at pagkatapos ay sa mga tangke ng pagpapalawak.
6.2.5. Matapos makumpleto ang intensive condensation ng heating steam sa mga dingding ng pipeline, ang pag-init nito ay maaaring ipagpatuloy sa pamamagitan ng:
Ang pagpasa ng singaw sa mga linya ng paagusan (ang huli ay gumaganap ng papel ng ilang mga linya ng paglilinis);
Pagpasa ng singaw sa isang linya ng paglilinis (kasama ang pagsasara ng iba pang mga linya ng alisan ng tubig);
Pagbabahagi ng mga linya ng drainage at ROU.
6.2.6. Ang isang tampok ng scheme para sa pagpainit ng mga pangunahing pipeline ng block power plant ay ang pagkakasabay at pagkakapare-pareho ng mga operasyon sa boiler, pipelines at turbine. Sa kasong ito, pagkatapos maabot ang mga itinakdang halaga ng mga parameter ng singaw, ang turbine ay itinutulak, at ang karagdagang pag-init ng pangunahing pipeline ng singaw, turbine at mga pipeline ng pangalawang landas ng overheating ng singaw ay isinasagawa nang sabay-sabay sa isang daloy ng singaw na may pagtaas ng presyon at temperatura .
6.2.7. Sa mga TPP na may mga cross-link, ang mga heating scheme ay nakasalalay sa layunin ng pipeline at ang working scheme ng pagsasama nito. Ang pag-init ay karaniwang isinasagawa sa mga seksyon: mula sa boiler hanggang sa switching line, mula sa switching line hanggang sa turbine GPZ, at mula sa turbine GPZ hanggang sa SC. Ang mga seksyon ng switching line ay pinainit nang hiwalay. Posible ang magkasanib na pagpainit ng mga pangunahing pipeline ng boiler at turbine.
6.2.8. Ang paglamig (paglamig) ng mga pipeline ay isinasagawa:
Naturally sa pamamagitan ng thermal insulation na may pagbubukas ng mga air vent at mga linya ng paagusan (mabagal na paglamig);
Sapilitang (kung ito ay ibinigay ng teknolohikal na pamamaraan), sa pamamagitan ng pagpasa ng isang cooling medium na may temperatura na mas mababa kaysa sa temperatura ng pipeline wall.
6.2.9. Sa mga mode ng emergency shutdown ng mga kagamitan ng block TPPs, ang paglisan ng singaw mula sa boiler sa pamamagitan ng mga pipeline ay isinasagawa sa pamamagitan ng isang mataas na kapasidad na BROU. Sa mga TPP na may parallel na koneksyon, ang singaw ay inilalabas mula sa boiler sa pamamagitan ng mga blowdown na linya ng convective superheater.
6.2.10. Ang pag-init ng mga auxiliary pipelines (drainage, purge, waste), na walang paraan ng pagkontrol sa estado ng temperatura, ay kinokontrol ng antas ng pagbubukas ng mga fitting. Sa kasong ito, ang pagkakasunud-sunod ng mga operasyon at ang bilis ng pagbubukas ng balbula ay dapat matukoy ng mga lokal na tagubilin sa pagpapatakbo.
6.2.11. Ang rate ng paglamig ng mga kagamitan na nakakonekta sa mga pipeline ay karaniwang hindi pareho: ang mga boiler ay lumalamig nang mas mabilis, ang mga steam pipeline ay lumalamig nang mas mabagal, at ang pinakamakapal na bahagi ng turbine ay lumalamig nang mas mabagal. Ang pattern na ito ay bunga ng mga pagkakaiba sa pagkonsumo ng metal at sa mga kondisyon ng pag-alis ng init mula sa mga elementong ito. Ang iba't ibang mga rate ng paglamig ng mga steam pipeline at ang boiler para sa drum at once-through na mga boiler sa ilang mga kaso ay nangangailangan ng karagdagang draining ng mga intermediate collectors ng boiler upang maiwasan ang paglamig ng mga outlet collectors at steam pipelines ng resultang condensate.
6.3. Mga pagsusuri at pagpapatakbo bago magsimula
6.3.1. Dapat isagawa ang mga pre-start check at preparatory operation alinsunod sa isang espesyal na iskedyul.
6.3.2. Bago ang kumpleto o bahagyang aplikasyon ng thermal insulation pagkatapos ng pag-install ng pipeline, gayundin pagkatapos ng WTO, ang mga sumusunod ay sinusuri:
a) ang kalidad ng isinagawa na pag-install at mga gawaing hinang;
b) pagsunod sa pagmamarka ng lahat ng mga elemento na bumubuo sa pipeline, mga kasangkapan at elemento ng sistema ng proteksyon ng sunog sa mga kinakailangan ng proyekto;
c) pagsunod sa proyekto ng mga geometric na sukat ng mga seksyon, ang pagbubuklod ng mga elemento ng sistema ng alarma sa sunog at mga tagapagpahiwatig ng paggalaw ng temperatura;
d) ang mga halaga ng mga slope ng pahalang na seksyon ng mga ruta at ang kanilang pagsunod sa mga halaga ng disenyo;
e) pagkakaroon, pagsunod sa disenyo at pagpapatupad ng mga linya ng paagusan, mga bentilasyon ng hangin, mga linya ng salpok; kakulangan ng pagkakataon para sa kanilang pagkurot;
e) kawalan ng pag-mount o pansamantalang koneksyon sa pagitan ng mga ibabaw ng sliding bearings;
g) ang kawastuhan ng pagpupulong ng mga elemento ng sistema ng alarma sa sunog at ang kanilang pagganap sa panahon ng paglipat ng pipeline mula sa pag-install hanggang sa malamig at nagtatrabaho na estado;
h) pagsunod sa mga katangian ng pag-install ng mga nababanat na elemento ng OPS na may data ng disenyo o pagkalkula;
i) lakas ng pangkabit ng mga elemento ng sistema ng alarma sa sunog, ang kalidad ng hinang ng mga tainga, mata at iba pang bahagi ng sistema ng alarma sa sunog, ang kawalan ng mga puwang at malubay sa mga clamp at rod;
j) ang kasapatan ng hanay ng mga paggalaw sa mga gumagalaw na bahagi ng mga nababanat na suporta;
k) pagganap ng mga paggalaw ng pag-install ng mga elemento ng sistema ng proteksyon ng sunog, na pumipigil sa kanilang pag-aalis sa ilalim ng impluwensya ng thermal expansion ng pipeline;
l) mass linear na mga katangian ng thermal insulation at ang kanilang pagsunod sa mga halaga ng disenyo (kinakalkula).
6.3.3. Bago ang kumpleto o bahagyang aplikasyon ng thermal insulation pagkatapos ng pagkumpuni ng pipeline na nauugnay sa pagputol at muling hinang ng mga seksyon, pagpapalit ng mga fitting o muling pagtatayo ng sistema ng proteksyon ng sunog, ang kalidad ng pag-aayos na isinagawa, ang integridad ng pipeline at nito mga sanga, pati na rin ang mga puntos: d), f), g), h), i), j), l) p.p. 6.3.2.
6.3.4. Bago palitan ang thermal insulation ng pipeline, ang mga puntos h), j) ng Seksyon 6.3.2 ay nasuri, ang aktwal na mga slope ng mga pahalang na seksyon ng pipeline ay sinuri sa isang malamig na estado (pagkatapos ng pag-install ng mga pipeline o pagkatapos ng WTO). Kung kinakailangan, ang mga hakbang ay isinasagawa upang dalhin ang mga slope ng pahalang na mga seksyon ng pipeline sa mga halaga ng disenyo (kinakalkula) ayon sa pamamaraang inilarawan sa.
Matapos ang pagpapalit ng thermal insulation, ang kalidad ng gawaing isinagawa ay nasuri.
6.3.5. Sa pagtatapos ng pag-aayos, pagkatapos mag-apply ng thermal insulation at alisin ang mga blocking device mula sa mga nababanat na elemento ng OPS, ang mga sumusunod ay isinasagawa:
Sinusuri ang kalusugan ng naibalik na thermal insulation;
Pagsasaayos ng pagkarga ng mga nababanat na elemento ng OPS ayon sa disenyo (kinakalkula) na data (kung ito ay ibinigay para sa plano ng trabaho);
Sinusuri ang pagkakatugma ng mga naglo-load ng mga nababanat na elemento ng sistema ng proteksyon ng sunog na may disenyo (kinakalkula) na data at, kung kinakailangan, ang kanilang karagdagang pagsasaayos;
Pagbuwag ng plantsa at pansamantalang istruktura ng metal;
Sinusuri ang kawalan ng mga bagay na mapanganib sa sunog sa malapit na lugar ng pipeline;
Sinusuri ang pagkakaroon ng mga karaniwang clearance sa pagitan ng pipeline, mga elemento ng sistema ng alarma ng sunog nito, mga kabit, mga linya ng paagusan, mga bentilasyon ng hangin sa isang banda (isinasaalang-alang ang mga paggalaw ng temperatura sa hinaharap ng pipeline) at mga istruktura ng gusali, mga platform ng serbisyo, mga katabing kagamitan at mga pipeline , sa kabila.
6.3.6. Pagkatapos ng gawaing nauugnay sa pag-install ng pipeline, alinsunod sa mga tagubilin ng proyekto, dapat itong malinis sa kapaligiran. Ang paglilinis ng pipeline ay dapat ding isagawa pagkatapos ng WTO sa pamamagitan ng mga pamamaraan kung saan ang sukat ay nananatili sa panloob na ibabaw ng pipeline.
6.3.6.1. Ang paglilinis ng pipeline ay dapat isagawa ayon sa isang espesyal na programa na inaprubahan ng pinuno ng pag-install, pag-aayos o pag-commissioning na organisasyon at sumang-ayon sa teknikal na tagapamahala ng TPP.
6.3.6.2. Kapag nililinis ang pipeline, dapat tiyakin ang mga bilis ng singaw sa loob nito na hindi bababa sa mga halaga ng pagpapatakbo. Ang paglilinis ay dapat isagawa sa operating pressure, ngunit hindi hihigit sa 4 MPa.
6.3.6.3. Ang pansamantalang piping na inilaan para sa paglilinis ay dapat na sakop ng thermal insulation sa mga service point. Ang suporta para sa dulong bahagi ng blowdown na pipeline (sa labas ng gusali ng TPP) ay dapat na ligtas na ikabit. Ang lugar sa labasan ng exhaust pipe ng purge pipeline ay dapat na nabakuran, at ang mga tagamasid ay naka-post sa mga hangganan nito. Ang lugar ng tambutso sa kapaligiran ay dapat piliin sa paraang walang tauhan, mekanismo at kagamitan sa mapanganib na lugar. Ang scaffolding at scaffolding malapit sa tinatangay na mga pipeline ng singaw ay dapat na lansagin. Kapag naglilinis, dapat sundin ang mga panuntunan sa kaligtasan ng sunog.
6.3.6.4. Ang tagal ng paglilinis (sa kawalan ng mga espesyal na tagubilin sa proyekto) ay dapat na hindi bababa sa 10 minuto.
6.3.6.5. Ang mga diaphragm, device, control at safety fitting ay binubuwag mula sa pipeline para sa panahon ng paglilinis, at ang mga pansamantalang pagsingit ay na-install sa halip na mga ito.
6.3.6.6. Sa panahon ng paglilinis ng pipeline, ang mga kabit na naka-install sa mga linya ng paagusan at mga patay na dulo ay dapat na ganap na bukas, at pagkatapos makumpleto ang paglilinis, maingat na siniyasat at linisin.
6.3.6.7. Kung lumitaw ang mga palatandaan ng water hammer, ang supply ng singaw sa nalinis na pipeline ay dapat na agad na ihinto at ipagpatuloy lamang pagkatapos na ito ay lubusang maubos.
6.3.6.8. Sa pagkumpleto ng mga operasyon ng paglilinis, ang huling pagpupulong ng ruta ng pipeline at ang OPS nito ay isinasagawa.
6.3.7. Ang isang pagsusuri ay ginawa ng pagsang-ayon ng posisyon ng mga tagapagpahiwatig ng pag-aalis ng temperatura na may mga marka ng malamig na estado sa mga coordinate plate. Kung ang kondisyon ng pipeline na isinasaalang-alang (para sa TPP na may isang bloke na istraktura) at mga kaugnay na pipeline (para sa TPP na may mga cross-link) ay nakakatugon sa mga kondisyon para sa pagkalkula ng mga halaga ng kontrol sa disenyo ng mga displacement, at ang pagmamarka ng mga coordinate plate ay hindi tumutugma sa mga posisyon ng mga pointer o wala, pagkatapos ito ay isinasagawa muli.
6.3.8. Matapos makumpleto ang pag-install ng pipeline, ang pagpupulong nito pagkatapos ng WTO, overhaul o medium na pag-aayos, pagsara sa reserba, na tumatagal ng higit sa 10 araw, pati na rin pagkatapos ng pag-aayos na nauugnay sa pagputol at muling hinang na mga seksyon ng pipeline, pagpapalit ng mga kabit, pagsasaayos ng mga suporta at suspensyon, pagpapalit ng thermal insulation, pagkumpleto ng lahat ng mga gawa sa itaas, ito ay nasuri:
Kahandaan para sa pagpapatakbo ng mga pipeline fitting: koneksyon ng power supply sa mga de-koryenteng motor, kawalan ng mga clamp, chain, lock sa handwheels at drive, pagiging maaasahan ng fastening ng mga drive, pagkakumpleto ng pagpupulong ng mga fitting, kawalan ng slack sa tightening nuts sa clamping bolts ng grundboxes at mga peripheral stuffing box, kadalian ng paggalaw ng mga gumagalaw na bahagi ng mga fitting, mga indikasyon ng pagsunod sa mga matinding posisyon ng mga shut-off valves ("open-closed") sa mga control panel sa aktwal na posisyon nito;
Ang kondisyon ng mga linya ng paagusan, mga bentilasyon ng hangin at ang kanilang mga kabit, ang kawalan ng mga hadlang sa kanila para sa pag-alis ng condensate at hangin;
Integridad ng mga linya ng salpok;
Kahandaan para sa pagpapatakbo ng instrumentation, automation, proteksyon, pagbibigay ng senyas, remote control;
Ang kakayahang magamit ng mga hagdan at platform para sa pagpapanatili ng mga kabit.
6.3.9. Matapos ma-reserve mula 3 hanggang 10 araw, o pag-shut down upang ayusin ang mga welded joints ng pipeline, pati na rin ang pagpapalit ng mga elemento ng fastening system, ang kalidad ng pagkumpuni na isinagawa, ang kondisyon ng thermal insulation, ang mga indicator ng pag-aalis ng temperatura at mga elemento ng OPS ay sinusuri bago simulan ang mga start-up na operasyon.
6.3.10. Matapos ihinto ang reserba para sa isang panahon na mas mababa sa 3 araw nang walang pag-aayos, bago ilagay ang pipeline sa operasyon, ang kondisyon ng mga elemento ng sistema ng proteksyon ng sunog ay nasuri.
6.3.11. Ang isang tseke ay ginawa upang maalis ang mga depekto at mga tala sa pagpapatakbo ng mga pipeline na dati nang nabanggit sa log ng pagkumpuni at ang log ng depekto. Ang mga resulta ng mga tseke ay naitala sa log ng pagpapatakbo. Kung, sa panahon ng inspeksyon, ang pagkurot, nawasak o nasira na mga elemento ng OPS ay nakita, ang mga hakbang ay gagawin upang maalis ang mga natukoy na depekto bago magsimula ang mga operasyon ng paglulunsad.
6.3.12. Ang mga gawa ay nakumpleto, ang hindi pagkakumpleto nito, o ang kanilang pagganap sa kurso ng mga operasyon para sa pagpainit ng pipeline at kagamitan, ay maaaring maging isang mapagkukunan ng panganib para sa mga tauhan ng pagpapanatili at pagkumpuni, pati na rin ang kagamitan mismo. Sa partikular:
Pagsasaayos ng pagkarga ng mga elemento ng OPS;
Hydrotesting ng mga pipeline o kanilang mga sanga;
Pag-alis ng mga plug;
Pag-aayos ng mga pangunahing at pantulong na kabit, mga balbula sa kaligtasan, mga aparato sa pagsisimula;
Pag-aayos ng mga auxiliary pipeline na konektado sa mga pangunahing pipeline, kabilang ang mga drainage lines, air vents, instrumentation at automation lines, pati na rin ang sampling lines;
Pag-aayos at pagsubok ng mga sistema ng proteksyon, mga alarma, mga instrumento sa pagsukat;
Pagsubok ng mga balbula at actuator.
6.3.13. Bago i-commissioning ang mga protektadong kagamitan (pipelines) pagkatapos ng isang malaki o katamtamang pag-aayos, pati na rin pagkatapos ng pag-aayos sa mga teknolohikal na proteksyon circuit, ang serviceability at kahandaan ng mga proteksyon para sa paglipat sa ay nasuri. Ang pagsusuri ng mga proteksyon ay isinasagawa sa pamamagitan ng pagsubok sa bawat proteksyon para sa isang senyales at ang pagkilos ng mga proteksyon sa lahat ng mga aparatong kumikilos.
Bago simulan ang protektadong kagamitan pagkatapos ng downtime nito nang higit sa 3 araw, sinusuri ang pagpapatakbo ng mga proteksyon sa lahat ng actuating device, pati na rin ang mga operasyon ng paglipat sa reserba ng teknolohikal na kagamitan. Ang pagsubok ay dapat isagawa ng mga tauhan ng may-katuturang teknolohikal na pagawaan at ang mga tauhan na nagseserbisyo sa teknikal na kagamitan.
6.3.14. Ang pagsubok ng mga proteksyon na may epekto sa kagamitan (kabilang ang mga pipeline fitting) ay isinasagawa pagkatapos makumpleto ang lahat ng trabaho sa mga kagamitan na kasangkot sa pagpapatakbo ng mga proteksyon.
6.3.15. Matapos isagawa ang lahat ng uri ng gawaing pagkukumpuni, ang organisasyon ng pagkumpuni ay dapat maghanda at magsumite ng dokumentasyon ng pagkumpuni (mga scheme, mga form, dokumentasyon ng welding, mga protocol para sa pag-aaral ng metallograpiko, mga gawa ng nakatagong trabaho, mga sertipiko ng pagtanggap pagkatapos ng pagkumpuni, atbp.) sa naaangkop na dibisyon ng TPP.
6.4. Pag-init ng pipeline sa temperatura ng saturation
Ang pag-init ng pangunahing mga pipeline ng singaw ng mga block TPP at TPP na may mga cross-link, bilang panuntunan, ay isinasagawa sa pamamagitan ng pagbibigay ng superheated na singaw dito. Kung ang paunang temperatura ng dingding ng tubo ay mas mababa sa temperatura ng saturation, kung gayon ang singaw ay namumuo dito. Sa simula ng proseso ng pag-init, ang lahat ng papasok na singaw ay namumuo sa pasukan sa pipeline. Pagkatapos, habang tumataas ang temperatura sa dingding, unti-unting lumilipat ang condensation zone sa pipeline, na nagbibigay daan sa mas mainit na singaw. Ang oras na kinakailangan para sa condensation zone na dumaan sa pipeline ay depende sa haba nito. Ang masinsinang pagbuo ng condensate ay nangyayari sa loob ng mahabang panahon - hanggang sa ilang sampu-sampung minuto.
Ang paunang thermal shock stresses sa pipeline ay tinutukoy ng pagkakaiba sa pagitan ng mga temperatura ng pipe wall at ng saturation temperature sa kasalukuyang presyon sa pipeline. Samakatuwid, mas mababa ang paunang presyon ng singaw na pumapasok sa pipeline, mas maliit ang pagkakaibang ito at ang mas maliliit na paunang stress ay lilitaw sa dingding ng pipeline.
6.4.1. Bago simulan ang mga operasyon, obligado ang shift supervisor na ihinto ang pag-aayos at alisin ang mga tauhan ng pagkumpuni mula sa kagamitan na matatagpuan sa agarang paligid ng pinainit na pipeline, suriin ang pagkumpleto ng lahat ng gawaing isinasagawa sa pipeline at mga sanga nito (tingnan ang sugnay 6.3) , at siguraduhin din na ang pipeline ay walang mga tauhan na hindi kasangkot sa mga operasyon.
6.4.2. Pagkatapos makatanggap ng tagubilin upang simulan ang mga operasyon upang painitin ang pipeline mula sa shift supervisor, ang mga tauhan ng pagpapanatili ay dapat na:
Buksan ang lahat ng mga linya ng paagusan, pati na rin ang mga bentilasyon ng hangin;
Kung kinakailangan upang punan ang pipeline ng tubig, - simulan ang pagpuno na may sabay-sabay na pag-alis ng hangin sa pamamagitan ng mga air vent; pagkatapos ng paglitaw ng tubig mula sa mga lagusan ng hangin, isara ang kanilang mga kabit;
Sa pagkumpleto ng operasyon ng paunang drainage ng pipeline, siguraduhing walang water jet sa itaas ng inspection drain funnel.
6.4.3. Ang supply ng singaw para sa pagpainit ng pangunahing pipeline ng power unit ay isinasagawa mula sa built-in na separator sa pamamagitan ng throttle valve.
Kapag pinainit ang seksyon mula sa boiler hanggang sa switching main o mula sa boiler hanggang sa turbine ng mga steam pipeline ng mga cross-linked TPP, ang singaw ay maaaring direktang ibigay mula sa boiler.
Sa panahon ng pag-init ng switching line, pati na rin ang steam pipeline mula sa switching line patungo sa turbine ng cross-linked TPP, ang singaw ay ibinibigay sa pamamagitan ng bypass ng mga control valve na naghihiwalay sa pinainit o malamig na mga pipeline.
Ang singaw ay ibinibigay para sa pagpainit ng mga pipeline ng pangalawang sobrang pag-init ng singaw ng mga yunit ng kuryente alinman mula sa ROU o isang espesyal na expander (paunang pag-init bago ang turbine kick), o mula sa turbine mismo (pagkatapos ng sipa nito).
Ang pagkonsumo ng singaw para sa pagpainit ng mga pipeline ng block power plant ay tinutukoy ng antas ng throttling sa mga control valve ng kindling separator, at para sa mga pipeline ng TPP na may mga cross connection - sa pamamagitan ng kasalukuyang kapasidad ng boiler o ang antas ng throttling sa kontrolin ang mga balbula ng mga bypass.
6.4.4. Kapag nagbibigay ng singaw para sa pagpainit sa pamamagitan ng bypass ng mga shut-off valve, ganap na buksan ang shut-off valve, at pagkatapos ay dahan-dahan at maingat na buksan ang control valve.
6.4.5. Kapag pinatuyo ang pipeline, siguraduhing gumagana ang mga linya ng paagusan. Ginagawa ito sa pamamagitan ng pagkontrol sa condensate outlet sa pamamagitan ng mga rebisyon.
6.4.6. Kung ang linya ng paagusan ay barado, dapat itong linisin sa pamamagitan ng mabilis na pagsasara at pagbubukas ng balbula. Kung hindi posible na alisin ang bara sa ganitong paraan, itigil ang mga pagpapatakbo ng warm-up at patayin ang pipeline upang ayusin ang pipeline ng drain.
6.4.7. Ang pag-init ng mga pangunahing at auxiliary pipeline sa ilalim ng mga kondisyon ng condensation ay maaaring sinamahan ng kanilang warping sa pagbuo ng mga counterslope, pati na rin ang water hammer. Samakatuwid, ang pagpainit ng metal sa isang temperatura na katumbas ng temperatura ng saturation sa operating pressure ay ang pinaka-kritikal na yugto ng mga start-up na operasyon, kung saan kinakailangan na maingat na sumunod sa mga kinakailangan ng iskedyul-gawain.
6.4.8. Kung mangyari ang water hammer, ang pag-init ay dapat ihinto at ipagpatuloy pagkatapos ng inspeksyon ng pipeline, suriin ang drainage system at masusing drainage.
6.4.9. Kung mayroong data mula sa pagkontrol ng temperatura na ang steam pipeline ay nagsimulang uminit sa buong haba nito at ang hitsura ng singaw mula sa mga air vent, dapat na sarado ang mga air vent fitting.
6.5. Pipeline heating mula sa saturation temperature hanggang operating temperature
6.5.1. Matapos maabot ang temperatura ng saturation na naaayon sa kasalukuyang presyon (isang tanda ay ang hitsura ng "tuyo" na singaw mula sa mga pagbabago), ang teknolohiya para sa karagdagang pag-init sa mga operating parameter ay nakasalalay sa pinagtibay na pamamaraan ng pag-init:
Kung ang lahat ng mga linya ng paagusan ay patuloy na gumana sa mode ng paglilinis, pagkatapos ay ang pagpainit sa pamamagitan ng mga ito ay isinasagawa sa buong mga parameter ng singaw;
Kung ito ay binalak na idiskonekta ang bahagi ng mga linya ng paagusan, pagkatapos ito ay isinasagawa lamang pagkatapos ng paglitaw ng natitirang overheating ng singaw;
Ang pinagsamang pag-init sa mga parameter ng pagpapatakbo ay posible sa pamamagitan ng mga linya ng purge (drainage) at ROU.
6.5.2. Kapag pinainit ang mga pipeline ng singaw sa turbine, kahanay sa pag-init ng pangunahing pipeline, ang seksyon mula sa pangunahing balbula ng singaw (sa pamamagitan ng bypass) hanggang sa shut-off valve at steam bypass pipe ng turbine ay maaaring pinainit.
6.5.3. Para sa mga power unit, pagkatapos makumpleto ang drainage ng pangunahing steam pipeline, ang pangunahing steam valve ay bubukas at ang turbine push ay isinasagawa, na sinusundan ng pagsisimula (o pagpapatuloy - tingnan ang sugnay 6.4.3) ng pag-init ng pangalawang steam superheating path. .
6.5.4. Ang koneksyon ng boiler sa changeover line sa cross-linked CHP plants ay dapat na isagawa sa presyon na bahagyang mas mataas kaysa sa pressure sa changeover line (upang maiwasan ang "pag-lock" ng boiler). Ang halaga ng labis na ito ay dapat na nakasaad sa lokal na mga tagubilin sa pagpapatakbo para sa boiler.
Para sa iba pang mga pangunahing pipeline ng mga hydroelectric power plant na may mga cross-link, pagkatapos makumpleto ang pagtaas ng presyon, ang mga fitting na nagkokonekta sa pinainit na seksyon sa pangunahing kagamitan ay dapat na unti-unting buksan. Susunod, ang mga auxiliary pipeline ay dapat na idiskonekta.
6.5.5. Ang pagsasama ng isang hindi pinainit na pipeline o mga indibidwal na seksyon nito ay ipinagbabawal.
6.5.6. Sa proseso ng pag-init ng mga pipeline, ang mga tauhan ng pagpapanatili ay dapat na biswal na subaybayan ang kakayahang magamit ng mga suporta, hanger at paggalaw ng temperatura ng pipeline.
6.5.7. Sa pagkumpleto ng mga pagpapatakbo ng warm-up, dapat na suriin ang pagkakatugma ng posisyon ng mga tagapagpahiwatig ng pag-aalis ng temperatura sa mga marka ng kontrol sa mga coordinate plate (kung para sa kasalukuyang estado sistema ng pipeline tapos na ang markup na ito - tingnan ang p.p. 4.6.9 at 4.6.10). Kung may nakitang pagkakaiba, dapat suriin ang mga elemento ng OPS at pipeline system para sa posibilidad ng pag-pinching. Ang mga resulta ng visual na inspeksyon at ang mga nakitang depekto ay dapat na maitala sa operational log at/o ang defect log.
6.6. Pag-init ng pipeline mula sa isang uncooled (mainit) na estado
6.6.1. Pagkatapos matanggap ang mga tagubilin upang simulan ang mga operasyon upang painitin ang pipeline mula sa superbisor ng shift, dapat buksan ng mga tauhan ng pagpapanatili ang lahat ng mga linya ng paagusan at mga bentilasyon ng hangin.
6.6.2. Ang paunang temperatura ng singaw na ibinibigay sa pipeline sa pamamagitan ng mga control valve ay hindi dapat mas mababa kaysa sa unang temperatura ng pipeline.
6.6.3. Sa mga TPP na may mga cross-link, kung kinakailangan upang painitin ang hindi pinalamig na steam pipeline ng boiler sa medyo mababang temperatura ng boiler outlet manifold, kailangan munang ipantay ang temperatura ng pipeline metal at ang boiler outlet manifold.
6.6.4. Para sa pangunahing pipeline ng power unit, ang steam pipeline papunta sa turbine, pati na rin ang seksyon ng switching main sa TPP na may mga cross connection, ang warm-up na teknolohiya mula sa uncooled (mainit) na estado ay katulad ng warm- up ng teknolohiya mula sa malamig na estado. Ang pagkakaiba lamang ay nasa mga halaga ng pinahihintulutang paunang mga rate ng pag-init.
6.7. Pagsara ng kagamitan nang walang mga cooling pipeline
6.7.1. Bago isagawa ang mga pagpapatakbo ng pagsasara, dapat mong:
Siguraduhin na ang mga shut-off valve, pati na rin ang mga drain at air vent ay nasa mabuting kondisyon;
Siguraduhin na ang mga aparato sa pagkontrol ng temperatura at presyon ay nasa mabuting kondisyon.
6.7.2. Ang pag-shutdown ay dapat na mauna sa pamamagitan ng mga operasyon upang mag-unload ng mga kagamitan sa proseso. Pagkatapos ng shutdown, ang sobrang singaw ay idinidischarge sa pamamagitan ng ROU at (o) sa pamamagitan ng mga espesyal na linya papunta sa steam space ng turbine condenser. Sa proseso ng pagsasagawa ng mga operasyong ito, ang pagkakasunud-sunod ng mga aksyon at ang katuparan ng mga pamantayan na tinukoy sa nauugnay na mga iskedyul ng gawain, pati na rin ang tinukoy na mga rate ng pagbaba sa mga parameter, ay dapat mapanatili.
6.7.3. Kung ang mga injection desuperheater ay naka-install sa pipeline, kinakailangan upang ibukod ang posibilidad ng tubig mula sa kanila na makarating sa pinainit na mga dingding ng pipeline. Upang gawin ito, ang kanilang paggamit ay dapat na ipinagbabawal sa mga rate ng daloy ng singaw na hindi nagsisiguro ng maaasahang operasyon ng aparatong iniksyon.
6.7.4. Matapos i-shut down ang power unit at bawasan ang pressure sa steam path ng boiler sa 2 - 2.5 MPa, inirerekomenda na linisin ang mga injection device ng mga desuperheater sa pamamagitan ng reverse steam flow.
6.7.5. Matapos patayin ang kagamitan, kinakailangan na pabagalin ang rate ng paglamig ng mga pipeline hangga't maaari upang maiwasan ang pagkawala ng gasolina para sa kanilang kasunod na pag-init. Upang gawin ito, kinakailangan upang matiyak ang higpit ng pagsasara ng mga pangunahing shut-off valves at valves ng auxiliary pipelines.
6.7.6. Kapag ang mga boiler ay tumigil dahil sa matinding paglamig ng mga ibabaw ng pag-init, maaaring mabuo ang condensate sa kanila. Sa mga drum boiler, pati na rin sa once-through na mga boiler na may full-through na separator, ang mga karagdagang operasyon ay dapat ipatupad upang ibukod ang posibilidad ng condensate mula sa pagkuha mula sa superheating heating surface papunta sa hot steam collecting header at mga pangunahing steam pipeline.
6.8. Pagsara ng kagamitan na may cooldown ng mga pipeline
6.8.1. Ang mga paunang pagpapatakbo ng shutdown na may cooldown ng mga pipeline ay katulad ng mga operasyong inilarawan sa p.p. 6.7.1 - 6.7.3.
6.8.2. Sa stop mode, tulad ng ipinahiwatig sa itaas, ang mga palatandaan ng circumferential temperature stresses at stress mula sa panloob na presyon ay pareho. Samakatuwid, ang katuparan ng mga kinakailangan ng mga iskedyul-mga gawain para sa pinahihintulutang mga rate ng paglamig ng metal para sa mode na ito ay lalong mahalaga. Ang pinaka-mapanganib mula sa punto ng view ng magnitude ng pagbuo ng thermal stresses ay ang mode ng emergency shutdown ng pipeline.
6.8.3. Upang patayin ang pipeline, na maaaring ihiwalay mula sa mga operating pipeline sa pamamagitan ng mga shutoff valve, kinakailangan:
Bago buksan ang mga fitting para sa mga air vent o drains, siguraduhin na ang mga ito ay nasa mabuting kondisyon: ang valve actuator ay dapat na ligtas na nakakabit sa katawan, ang kahon ng palaman ay ligtas na nakakabit, ang mga fastening bolts nito ay hinihigpitan, at ang actuator flywheel ay ligtas na nakakabit sa tangkay;
Isara ang balbula at ang mga bypass na linya nito na nagkokonekta sa pipeline sa operating equipment at iba pang pipeline;
Siguraduhin na ang shut-off valve ay mahigpit na nakasara, upang gawin ito, buksan ang air vent, bawasan ang presyon sa pinatuyo na espasyo ng 2? 3 kgf / cm 2, pagkatapos ay isara ang air vent at siguraduhin na ang presyon ay hindi tumaas;
Buksan ang mga linya ng paagusan, habang binubuksan ang mga kabit ng paagusan upang maiwasan ang singaw sa silid, pati na rin ang pagpasok ng singaw o tubig sa mga tauhan at kalapit na kagamitan;
Open air vents;
Siguraduhin na walang labis na presyon sa disconnected pipeline, upang gawin ito, dahan-dahang isara at pagkatapos ay buksan ang drain drain valve; sa parehong oras, ang mga bentilasyon ng hangin ay dapat na ganap na bukas, at sa pamamagitan ng mga ito ang hangin sa labas ay dapat na malaya, nang walang sipol, pumasok sa pinatuyo na espasyo;
Kung ang presyon sa pinatuyo na espasyo ay hindi bumababa kapag ang mga bentilasyon ng hangin ay ganap na nakabukas, ngunit kapag sila ay nakasara, ito ay tumataas, dapat mong ihinto ang pag-draining ng condensate at pag-deevaporate at siguraduhin na ang lahat ng mga shut-off valve at ang kanilang mga bypass ay mahigpit na nakasara , pagkatapos ay muling isagawa ang mga operasyon upang buksan ang mga balbula at drainage ng air vent;
Kung natukoy na ang shut-off valve o mga bypass nito ay hindi nagbibigay ng sapat na higpit, ang mga tauhan na nagsasara ng pipeline ay dapat iulat ito sa superbisor ng shift ng shop at hindi na gumawa ng karagdagang aksyon hanggang sa maisagawa ang mga karagdagang operasyon upang mapagkakatiwalaang idiskonekta ang pipeline.
6.8.4. Matapos ang isang tiyak na tagal ng panahon pagkatapos na sarado ang mga shut-off na balbula (karaniwan ay pagkatapos ng 15 oras at 20 minuto), dahil sa paglamig ng tangkay, bumababa ang puwersa ng pagpindot ng mga gumaganang ibabaw ng balbula, samakatuwid, ang karagdagang sealing nito ( compression) ay dapat na organisado.
6.8.5. Kapag nagpaplano ng pangmatagalang downtime ng kagamitan, ang mga hakbang ay dapat gawin upang mapanatili ang mga pipeline (tingnan ang Seksyon 1).
6.8.6. Pagkatapos ng paglamig, isang panlabas na inspeksyon ng pipeline, ang mga elemento ng sistema ng alarma sa sunog ay dapat isagawa, ang isang pagsusuri ay dapat gawin ng pagsunod sa posisyon ng mga tagapagpahiwatig ng pag-aalis ng temperatura na may mga marka ng kontrol sa mga coordinate plate (kung ang pagmamarka na ito ay ginawa para sa kasalukuyang estado ng pipeline system - tingnan ang mga talata 4.6.9 at 4.6.10). Kung may nakitang pagkakaiba, dapat suriin ang mga elemento ng OPS at pipeline system para sa posibilidad ng pag-pinching. Ang mga resulta ng visual na inspeksyon at ang mga nakitang depekto ay dapat na maitala sa operational log at/o ang defect log.
6.8.7. Kung ang pipeline ay na-disconnect sa isang emergency, pagkatapos ay sa pagtuklas ng isang patayong pag-aalis ng posisyon ng mga tagapagpahiwatig ng pag-aalis ng temperatura, bilang karagdagan sa gawaing isinagawa alinsunod sa p.p. 6.8.6, ang mga sukat ng mga slope ng mga pahalang na seksyon ng mga pipeline ay dapat gawin. Kung ang mga hindi katanggap-tanggap na paglihis mula sa mga halaga ng disenyo ay natagpuan, ang mga hakbang ay dapat gawin upang iwasto ang mga halaga ng mga slope at ayusin ang pagkarga ng mga nababanat na elemento ng sistema ng proteksyon ng sunog.
6.9. Mga kakaibang katangian ng paghinto ng mga pipeline para sa pag-aayos
6.9.1. Kapag kinuha para sa pagkumpuni, ang pipeline na nauugnay sa operating equipment, bilang panuntunan, ay dapat na i-off ng dalawang shut-off device na naka-install sa serye. Sa kasong ito, sa listahan ng mga operasyong itinakda sa p.p. 6.8.3, kailangan mong idagdag ang mga sumusunod na operasyon:
I-lock ang mga kontrol ng mga bypass, pati na rin ang mga linya ng paagusan mula sa gilid ng mga operating pipeline o kagamitan sa mga chain na may mga kandado;
Magbukas ng linya ng paagusan sa atmospera, sa pagitan ng dalawang balbula na nagdidiskonekta sa pipeline mula sa operating equipment;
I-lock ang mga drive ng shut-off valves sa mga chain na may mga kandado;
Alisin ang boltahe mula sa valve drive motors;
Magsabit ng mga poster sa nakadiskonektang mga kabit: "HUWAG MAGBUKAS - NAGTATRABAHO ANG MGA TAO!"
Buksan ang mga bentilasyon ng hangin sa itaas na mga seksyon ng pipeline upang permanenteng maibulalas ang pipeline.
6.9.2. Sa ilang mga kaso, kapag imposibleng patayin ang pipeline para sa pagkumpuni gamit ang dalawang magkakasunod na balbula, pinapayagan, na may pahintulot ng punong inhinyero (teknikal na tagapamahala) ng negosyo, na patayin ang naayos na seksyon na may isang balbula. Kasabay nito, dapat na walang tumataas (leakage) sa pamamagitan ng drainage na bukas para sa panahon ng pagkumpuni sa naka-disconnect na seksyon sa kapaligiran. Ang pahintulot ay naayos sa pamamagitan ng kanyang lagda sa mga gilid ng permit sa trabaho.
6.9.3. Kung ang shut-off valve ay tumutulo, ang naayos na seksyon ng pipeline ay dapat na ihiwalay mula sa gumaganang seksyon na may isang plug.
6.9.4. Kung ang pipeline ay pinalamig para sa layunin ng WTO, ang mga sumusunod na karagdagang hakbang ay dapat gawin:
Sa malamig na estado ng pipeline, ang nababanat na mga elemento ng OPS ay dapat ilagay sa mga clamp;
Natanggal na thermal insulation;
Ang isang instrumental na pagsusuri ay ginawa ng tuwid ng mga seksyon ng pipeline at ang kondisyon ng sistema ng slope;
Batay sa mga resulta ng inspeksyon, isang aksyon ang ginawa sa estado ng pipeline system bago ang WTO.
7. Pana-panahong kontrol ng mga pipeline sa panahon ng operasyon
7.1. Mga inspeksyon, pagsusuri, pagsusuri
7.1.1. Ang layunin ng pagsubaybay sa mga pipeline sa panahon ng operasyon ay upang matukoy at maiwasan ang pinsala, gayundin upang matiyak ang operability ng mga kritikal na elemento ng pipeline.
Ang pinsala sa pipeline ay maaaring sanhi ng mga sumusunod na dahilan:
Mga error sa disenyo o pag-install;
Mga teknolohikal na depekto sa metal ng mga elemento ng pipeline na lumitaw sa panahon ng kanilang paggawa;
Pagsuot ng mga bahagi ng pampalakas;
Hindi katanggap-tanggap na creep rate ng pipe metal dahil sa labis sa operating temperature ng metal o pagkakaiba sa pagitan ng aktwal at disenyo ng mga grado ng bakal kung saan ginawa ang mga indibidwal na elemento ng pipeline;
pagkakalantad sa mas mataas na mga stress na nauugnay sa pagbuo ng pinching, pinsala sa mga elemento ng sistema ng alarma sa sunog (springs, rods, clamps, atbp.);
Ang epekto ng mga thermal stress na lumitaw bilang isang resulta ng isang paglabag sa rate ng pagbabago ng temperatura sa mga lumilipas na kondisyon;
Tubig martilyo at panginginig ng boses;
Iba't ibang mga paglabag sa teknolohiya ng pagmamanupaktura ng mga welded joints, pati na rin ang pagkasira ng metal sa panahon ng pangmatagalang operasyon nito;
Paglabag sa teknolohiya ng pagsusuri sa presyon ng haydroliko.
7.1.2. Ang pangangasiwa ng mga pipeline at kontrol ng kanilang mga elemento ay dapat isagawa ng mga tauhan ng shift alinsunod sa mga paglalarawan ng trabaho, pati na rin ang mga taong responsable para sa mabuting kondisyon at ligtas na operasyon ng mga pipeline.
7.1.3. Ang bawat shift control ng mga pipeline at ang kanilang mga elemento, kapwa sa operasyon at sa reserba at sa konserbasyon, ay dapat isagawa nang hindi bababa sa isang beses bawat shift sa sumusunod na saklaw:
Panlabas na inspeksyon ng pipeline, kabilang ang: ang estado ng thermal insulation, flange connections, main at auxiliary fitting, mga elemento ng fire protection system;
Sinusuri ang kakayahang magamit ng instrumento;
Inspeksyon at pagsuri ng higpit ng mga oil seal;
Sinusuri ang higpit ng mga pipeline at mga kabit;
Sinusuri ang kawalan ng pipeline vibration;
Sinusuri ang higpit ng mga kabit ng mga drains at air vents (hindi sila dapat magkaroon ng mga puwang sa saradong posisyon);
Sinusuri ang kondisyon ng mga aparatong pangkaligtasan;
Sinusuri ang kawalan ng tubig, langis, alkalis, acid, langis ng gasolina, atbp. sa mga pipeline;
Sinusuri ang pagkakaroon ng mga plato sa mga pipeline at mga kabit;
Sinusuri ang kakayahang magamit ng mga tagapagpahiwatig ng paggalaw ng temperatura;
Sinusuri ang kondisyon ng mga site ng serbisyo para sa mga elemento ng pipeline, mga kabit, mga aparatong pangkaligtasan, instrumentasyon;
Sinusuri ang kawalan ng pinching ng pangunahing at auxiliary pipelines.
7.1.4. Ang criterion para sa kawalan ng posibilidad para sa paglitaw ng mga di-disenyo na mga paghihigpit sa paggalaw ng pipeline (pinching) sa malamig at kondisyon ng pagtatrabaho ay ang pagkakaroon ng mga gaps sa pagitan ng panlabas na ibabaw ng thermal insulation ng pipeline, ang auxiliary nito. mga linya at katabing kagamitan, mga istruktura ng gusali at mga daanan sa mga lugar ng pagpapanatili. Ang tinukoy na mga puwang ay dapat na hindi bababa sa 200 mm.
7.1.5. Kapag sinusuri ang mga elemento ng OPS, dapat mong tiyakin na:
Ang mga movable support ay hindi nakakasagabal sa libreng paggalaw ng pipeline sa panahon ng pagpapalawak nito;
Ang mga gumaganang ibabaw ng mga sliding support ay nakikipag-ugnayan (umaasa sa isa't isa);
Walang mga distortion, jamming at mutual pinching ng mga gumagalaw na bahagi ng mga elemento ng OPS;
Sa mga nababanat na elemento ng OPS, walang mga bukal na nawala ang kanilang katatagan;
Ang pangkabit ng mga suporta sa istraktura ng gusali ay nasa mabuting kondisyon at walang mga bitak;
Ang mga baras ng nababanat at matibay na mga hanger ng mga pipeline ay walang malubay.
Dapat na ligtas na ikabit:
Valve actuator sa katawan nito;
Ang mga kahon ng glandula, pati na rin ang kanilang mga fastening bolts ay hinihigpitan;
Mga handwheels para sa valve drives sa rods.
7.1.6. Kung ang singaw sa pamamagitan ng thermal insulation ay nakita, ang mga tauhan ay dapat:
Itigil ang lahat ng trabaho sa danger zone at alisin ang mga tauhan mula dito;
Ipagbigay-alam kaagad sa shop shift supervisor;
Tukuyin ang danger zone at gumawa ng mga hakbang upang bakod ito upang maiwasan ang mga tao na dumaan dito;
Isabit ang mga karatula na "BAWAL ANG PASAHE!", "DANGER ZONE!".
7.1.7. Ang lahat ng mga depekto na makikita sa araw-araw na pag-ikot ay dapat na maipasok sa defect log sa isang napapanahong paraan at dapat ipaalam sa shop shift supervisor ang tungkol sa mga ito.
7.1.8. Ang pana-panahong pagsubok ng proteksyon ng teknolohikal na kagamitan ay dapat isagawa ayon sa iskedyul na inaprubahan ng teknikal na tagapamahala ng TPP. Kung hindi katanggap-tanggap na suriin ang mga ehekutibong operasyon ng mga proteksyon na may kaugnayan sa kasalukuyang estado ng kagamitan, ang kanilang pagsubok ay dapat isagawa nang hindi naaapektuhan ang mga actuator. Ang kondisyon ng kagamitan, kung saan sinusuri ang mga proteksyon nang hindi naaapektuhan ang mga actuator, ay dapat na maipakita sa mga lokal na tagubilin sa pagpapatakbo.
7.1.9. Ang pagsubok sa mga kagamitang pangkaligtasan ay dapat isagawa ayon sa naaprubahang iskedyul alinsunod sa. Sa partikular:
7.1.9.1. Sa mga pulverized coal-fired boiler at ang kanilang mga pangunahing linya ng singaw, ang mga kagamitang pangkaligtasan ay dapat masuri minsan bawat tatlong buwan. Sa mga gas-oil boiler - isang beses bawat anim na buwan. Sa mga boiler na pinapatakbo nang pana-panahon, ang tseke ay dapat isagawa sa pagsisimula, kung higit sa tatlo o anim na buwan ang lumipas mula noong nakaraang tseke, ayon sa pagkakabanggit.
7.1.9.2. Sinusuri ang mga kagamitang pangkaligtasan sa pamamagitan ng pagpapataas ng presyon sa valve actuation set point, o (kung imposible dahil sa mga teknolohikal na dahilan) - sa pamamagitan ng puwersa: malayuan (kung may available na remote na drive) o mano-mano. Ang operasyon ng bawat balbula ay dapat na kontrolado nang lokal. Para sa mga power unit, ang PC check ay dapat isagawa sa load na hindi bababa sa 50% ng nominal.
7.1.9.3. Ang mga resulta ng pagsusuri ng mga aparatong pangkaligtasan ay dapat na maitala sa talaan ng pagkumpuni at pagpapatakbo ng mga kagamitang pangkaligtasan.
7.1.10. Ang pagsuri sa kalidad ng thermal insulation ay dapat isagawa nang hindi bababa sa isang beses sa isang taon (ang criterion para sa kalidad ng thermal insulation ay ibinibigay sa talata 4.7.3). Sa panahon ng inspeksyon, ipinapayong gumamit ng mga thermal imager.
7.1.11. Ang pana-panahong pagsusuri ng kalayaan sa pagpapatakbo ng balbula, pati na rin ang pagpapadulas ng mga actuator, ay dapat isagawa alinsunod sa mga lokal na tagubilin sa pagpapatakbo.
7.1.12. Sa panahon ng pagpapatakbo ng mga pipeline, dapat ayusin ang accounting rehimen ng temperatura gawaing metal, pati na rin ang koleksyon ng impormasyon sa araw-araw na mga graph ng temperatura ng singaw.
7.2. Instrumental na kontrol ng mga pipeline at pamantayan nito
7.2.1. Ang mga pana-panahong pagsukat ay dapat ayusin sa mga pipeline:
Mga paggalaw ng temperatura ayon sa mga tagapagpahiwatig ng paggalaw ng temperatura (alinsunod sa);
Mga pag-load (taas ng tagsibol) ng mga nababanat na elemento ng OPS sa kondisyon ng pagtatrabaho (alinsunod sa).
7.2.2. Ang mga pinahihintulutang paglihis ng nasusukat na paggalaw ng temperatura mula sa mga kinakalkula na halaga ay dapat sumunod sa mga kinakailangan.
7.2.3 Ang pagsukat ng mga naglo-load (taas ng tagsibol) ng mga nababanat na elemento sa kondisyon ng pagtatrabaho ay dapat isagawa sa disenyo (disenyo) na temperatura ng pipeline.
7.2.4. Pinapayagan na huwag sukatin ang taas ng mga bukal sa kondisyon ng pagtatrabaho para sa mga indibidwal na mahirap maabot na mga elemento ng sistema ng proteksyon ng sunog, kung ang mga resulta ng pagsukat ng mga naglo-load ng natitirang mga nababanat na elemento, pati na rin ang data na nakuha mula sa temperatura mga tagapagpahiwatig ng displacement, magkasya sa pinahihintulutang hanay ng paglihis.
7.2.5. Ang mga pinahihintulutang halaga ng mga paglihis ng mga indibidwal na pagkarga ng mga nababanat na elemento ng OPS ay hindi dapat lumampas sa ± 15% ng mga kinakalkula na halaga ng mga pagkarga. Ang mga pinahihintulutang halaga ng kabuuang mga paglihis ng mga naglo-load ng mga nababanat na elemento ng sistema ng proteksyon ng sunog ay hindi dapat lumampas sa ± 5% ng mga kinakalkula na halaga ng kabuuang mga pagkarga.
7.2.6. Ang mga resulta ng mga sukat ng mga natitirang deformation, paggalaw ng temperatura, taas at kasalukuyang mga pag-load ng tagsibol ay dapat na naitala sa mga espesyal na journal at naproseso alinsunod sa).
7.2.7. Kapag ang mga halaga ng mga pagbabago sa temperatura o pagkarga ng mga elemento ng proteksyon ng sunog na naiiba sa mga halaga ng disenyo ay natukoy, ang sanhi ng paglitaw ng mga paglihis ay dapat matukoy at ang mga hakbang ay ginawa upang maalis ito, at ang isyu ng pangangailangan na ayusin ang mga naglo-load ng mga nababanat na elemento o sukatin ang mga slope ay dapat malutas.
7.2.8. Kung ang hindi katanggap-tanggap na permanenteng deformation o creep deformation ay nakita alinsunod sa mga kinakailangan, ang pipeline ay dapat na i-decommissioned.
8. Pagsubaybay sa mga pipeline sa panahon ng mahabang shutdown
8.1. Kontrol at pagsasaayos ng pagkarga ng mga elemento ng alarma sa sunog
8.1.1. Sa malamig na estado ng pipeline, alinsunod sa pagsukat ng mga naglo-load (taas ng mga bukal) ng mga nababanat na elemento ng sistema ng alarma sa sunog, dapat silang isagawa nang hindi bababa sa isang beses bawat dalawang taon. Bilang karagdagan, ang operasyong ito ay dapat isagawa bago ilagay ang pipeline sa operasyon mula sa pag-install, overhaul, WTO, pati na rin bago ilagay ang pipeline sa overhaul.
8.1.2. Ang trabaho sa pagsubaybay at pagsasaayos ng mga pagkarga ng mga nababanat na elemento ng OPS ay dapat ding isagawa:
Sa kaso ng pagtuklas ng mga palatandaan ng kaagnasan sa paradahan, ang hitsura ng martilyo ng tubig at panginginig ng boses, o isang pagbagal sa rate ng pag-init ng isa sa dalawang parallel na pipeline ng singaw;
Sa pagtuklas ng pinsala sa mga welded joints;
Sa kaso ng pinsala sa pipeline o fastening system, na humantong sa pagbaluktot ng axis nito;
Kapag binabago ang posisyon ng pipeline na nauugnay sa pagmamarka ng kaukulang mga estado sa mga coordinate plate ng mga tagapagpahiwatig ng mga paggalaw ng temperatura, pati na rin kapag binabago ang mga naglo-load ng mga nababanat na elemento ng sistema ng proteksyon ng sunog sa panahon ng operasyon o kapag lumilitaw ang mga puwang sa pagitan ng sumusuporta sa mga ibabaw ng mga sliding support;
Kapag pinapalitan ang higit sa 30% ng haba ng seksyon ng pipeline na nakapaloob sa pagitan ng mga nakapirming suporta;
Sa sabay-sabay na pag-aayos ng higit sa 20% ng mga welded joints ng steam pipeline;
Kapag muling itinatayo o binabago ang ruta ng pipeline o mga sanga nito;
Kapag inaalis ang jamming at mga pagkukulang ng OPS;
Kapag nag-aayos ng mga naglo-load ng disenyo;
Sa mga survey na ang layunin ay palawigin ang buhay ng mga pipeline.
8.1.3. Kung mayroong mga deviations sa load ng mga suporta kumpara sa mga resulta ng mga nakaraang survey, ito ay kinakailangan upang pag-aralan at alisin ang mga sanhi ng deviations.
8.1.4. Ang pagsasaayos ng mga naglo-load ng mga nababanat na elemento ng OPS ay dapat isagawa na isinasaalang-alang ang aktwal na masa ng isang linear meter ng tubo na natatakpan ng thermal insulation. Ang tagapagpahiwatig na ito ay pinakatumpak na tinutukoy sa pamamagitan ng pagtimbang ng aktwal na thermal insulation at ang mga resulta ng pagkalkula ng linear mass ng pipe, kung saan ang aktwal na kapal ng pader at panlabas na diameter ng pipeline ay kinuha mula sa mga resulta ng sample measurements.
8.1.5. Ang paglihis ng indibidwal at kabuuang pagkarga ng mga nababanat na elemento ng sistema ng proteksyon ng sunog mula sa disenyo (o kinakalkula) na mga halaga sa kondisyon ng pagtatrabaho ay hindi dapat lumampas sa mga halagang tinukoy sa p.p. 7.2.5. Kung ang paglihis ng kabuuang pagkarga ng mga nababanat na elemento ng sistema ng proteksyon ng sunog ay lumampas sa tinukoy na mga limitasyon, ang pagsusuri at pagwawasto ng kinakalkula na data sa linear mass ng pipeline at ang pagbabago sa mga karga ng mga elemento ng proteksyon ng sunog alinsunod sa dapat isagawa ang bagong data ng disenyo.
8.1.6. Pinapayagan na huwag ayusin ang pagkarga ng mga nababanat na elemento ng OPS, kung saan ang pagkakaiba sa pagitan ng aktwal at disenyo ng taas ng mga spring na may maximum na draft na 70 mm sa kondisyon ng pagtatrabaho ay mas mababa sa 5 mm, at para sa mga spring na may maximum na draft ng 140 mm - mas mababa sa 10 mm.
Mga Tala.
1. Ang uri ng mga bukal na naka-install sa mga elemento ng OPS na nababanat ay tinutukoy sa pamamagitan ng paghahambing ng panlabas na diameter ng bar, ang panlabas na diameter ng spring at ang bilang ng mga coils ng mga spring na may data ng disenyo o data ng mga kaukulang normal. Para sa nababanat na mga bearings, ang mga bukal lamang na sumusunod sa mga espesyal na pamantayan ang dapat gamitin.
2. Ang aktwal na taas ng mga bukal ay dapat masukat sa dalawang diametric na magkasalungat na punto sa pagitan ng mga eroplano ng mga base na katabi ng spring, habang ang axis ng panukat na ruler ay dapat na parallel sa axis ng spring.
3. Ang mga load ng spring support at hanger na may naka-calibrate na load scale ay dapat matukoy ayon sa sukat na ito. Sa kawalan ng mga kalibrasyon na kaliskis, ang mga naglo-load ng mga nababanat na elemento ng OPS ay dapat matukoy sa pamamagitan ng pagkalkula gamit ang pagkakalibrate o tabular na data.
8.1.7. Ang mga load ng pare-parehong force bearings ay kinuha ayon sa mga setting ng pabrika na ipinahiwatig sa pagmamarka. Ang criterion para sa operability ng pare-parehong mga suporta ng puwersa ay ang kawalan ng pinching ng kanilang mga gumagalaw na bahagi, pati na rin ang pagsunod sa posisyon ng tagapagpahiwatig ng pag-aalis sa mga marka ng disenyo.
8.1.8. Ang pagkakaroon ng load sa matibay na mga rod at sliding bearings ay dapat na kontrolin ng kawalan ng slack sa mga rod at sa pamamagitan ng kawalan ng mga puwang sa pagitan ng mga sliding surface ng mga suporta sa nagtatrabaho at malamig na estado.
8.2. Pagsukat at pagwawasto ng mga slope
8.2.1. Ang mga slope ng pahalang na seksyon ng mga ruta ay dapat suriin sa panahon ng overhaul ng mga kagamitan sa kuryente. Ang hakbang ng pagsukat ng mga slope ay hindi dapat lumampas sa 1.5 - 2 m, dahil sa isang mas malaking hakbang, ang mga lokal na distortion ng straightness na lumitaw sa panahon ng pagpapatakbo ng pipeline ay maaaring makaligtaan. Ang teknolohiya para sa pagsuri at pagpapanumbalik ng mga slope ng pipeline ay inilarawan sa.
8.2.2. Kung sa panahon ng mga seksyon ng inspeksyon ng pipeline na may hindi sapat na slope ay natagpuan, ang mga hakbang ay dapat na binuo at ipatupad upang dalhin ang sistema ng mga slope ng pipeline sa isang posisyon na nakakatugon sa mga kinakailangan ng mga talata. 4.2.3.
8.2.3. Kung ang mga seksyon ng pipeline na may mga counterslope ("bag ng condensate") ay natagpuan, isang pagsusuri ng mga kondisyon kung saan sila lumitaw ay dapat isagawa, ang mga hakbang ay dapat na binuo at gawin upang maiwasan ang pagpapatuloy ng kanilang paglalim, at gayundin, kung ito ay imposibleng palitan ang seksyon, mga hakbang upang ayusin ang karagdagang paagusan ng pipeline.
8.3. Kontrol ng metal ng mga elemento ng pipeline
8.3.1. Ang kontrol ng metal ng mga elemento ng pipeline ay dapat isagawa sa isang malamig na estado sa panahon ng nakaplanong pag-shutdown ng kagamitan. Ang timing at mga pamamaraan para sa pagsubaybay sa metal ng mga elemento ng pipeline, pati na rin ang timing para sa pagsukat ng natitirang deformation, ay itinatag ng mga kinakailangan ng iba pang naaangkop na mga dokumento ng regulasyon.
8.3.2. Ang mga karagdagang volume o dalas ng kontrol ng mga elemento ng pipeline ay maaaring italaga pagkatapos matukoy ang mga paglihis mula sa mga kinakailangan sa regulasyon para sa estado ng mga elemento ng metal at pipeline, pati na rin alinsunod sa mga tagubilin at tagubilin ng Rostekhnadzor, pati na rin ang mga order para sa kapangyarihan. sistema o TPP.
8.3.3. Ang mga tumaas na dami ng kontrol ay itinalaga kapag naabot ang itinatag (nakatalaga) na buhay ng serbisyo. Para sa mga pipeline ng kategorya I, ang mapagkukunan ng parke ay tinutukoy ng laki ng mga tubo, ang materyal na kung saan ginawa ang mga ito, ang radius ng curvature ng mga bends, pati na rin ang mga operating parameter. Sa kawalan ng data sa itinatag na buhay ng serbisyo para sa mga pipeline ng ika-1 pangkat ng kategoryang II, ang kanilang buhay ng serbisyo ay itinakda na katumbas ng 150 libong oras (20 taon), para sa ika-2 pangkat ng kategoryang II - 30 taon.
8.3.4. Ang kontrol sa mga elemento ng pipeline ay maaaring isagawa bago ang deadline. Sa kasong ito, dapat itong isagawa ayon sa isang espesyal na binuo na programa.
8.3.5. Ang kontrol ng pagpupulong o pag-aayos ng mga welded joint ng mga pipeline ay dapat isagawa sa proseso ng kasalukuyang pag-aayos: sa loob ng mapagkukunan ng parke ayon sa programa at higit pa dito - ayon sa programa.
8.3.6. Ang desisyon sa pagpasok ng mga pipeline sa operasyon sa loob ng mapagkukunan ng parke ay ginawa ng teknikal na tagapamahala ng TPP.
8.3.7. Ang posibilidad ng pagpapatakbo ng mga kritikal na elemento at mga bahagi ng pipelines (bends, welded joints of tees) na may hindi kasiya-siyang resulta ng hindi mapanirang pagsubok at pagsusuri ng estado ng metal ay tinutukoy ng mga organisasyon na may legal at teknikal na mga batayan para sa pagsasagawa ng naturang gawain, kabilang ang pagkakaroon ng mga kwalipikadong tauhan at kagamitang pang-agham at teknikal.
8.3.8. Ang posibilidad ng karagdagang operasyon ng mga kritikal na elemento at mga bahagi ng mga pipeline pagkatapos nilang bumuo ng isang mapagkukunan ng parke ay tinutukoy alinsunod sa.
8.4. Teknikal na sertipikasyon ng pipeline
8.4.1. Bago ang pag-commissioning ng isang bagong naka-install na pipeline, pagkatapos ng pag-aayos ng pipeline na nauugnay sa hinang, pati na rin sa panahon ng pag-commissioning ng pipeline pagkatapos na ito ay nasa isang estado ng konserbasyon nang higit sa dalawang taon, alinsunod dito, ang teknikal nito isinasagawa ang pagsusuri, na kinabibilangan ng:
Panlabas na pagsusuri;
Ang GI ay dapat isagawa ayon sa programang inaprubahan ng technical manager ng TPP.
8.4.2. Ang teknikal na sertipikasyon sa anyo ng isang panlabas na inspeksyon ng pipeline ay dapat ding isagawa nang hindi bababa sa isang beses bawat tatlong taon.
8.4.3. Ang pagsusuri sa pipeline ay dapat isagawa gamit ang tubig na may temperatura na hindi mas mababa sa +5 ° С at hindi mas mataas sa +40 ° С sa isang positibong temperatura ng kapaligiran. Ang GI ay isinasagawa sa isang pagsubok na presyon na katumbas ng 1.25 ng presyon ng pagtatrabaho, ngunit hindi bababa sa 0.2 MPa.
8.4.4. Alinsunod sa presyon ng pagsubok, ang pipeline ay dapat na gaganapin nang hindi bababa sa 10 minuto, pagkatapos nito ay dapat na bawasan ang presyon sa gumaganang presyon at ang pipeline ay dapat suriin. Ang presyon sa panahon ng GI ay dapat na kontrolado ng dalawang pressure gauge ng parehong uri, ang parehong mga limitasyon sa pagsukat, mga dibisyon at mga klase ng katumpakan.
8.4.5. Ang pipeline at mga elemento nito ay itinuturing na nakapasa sa haydroliko na pagsubok kung sa panahon ng pagsubok ay walang mga tagas, pagpapawis sa mga welded joints at sa base metal, nakikita ang mga natitirang deformation, mga bitak o mga palatandaan ng pagkalagot.
8.4.6. Ang pagpapatakbo ng isang pipeline na hindi nakapasa sa pagsubok ay ipinagbabawal.
8.4.7. Kapag nagsasagawa ng mahusay na pagsusuri ng mga indibidwal na elemento ng teknolohikal na pamamaraan, kinakailangan upang i-verify ang higpit ng mga shut-off na fitting ng mga pipeline gamit ang mga linya ng paagusan.
8.5. Pagsusuri ng pampalakas
8.5.1. Ang mga fitting na naayos sa pagawaan ay dapat na masuri para sa higpit ng balbula, kahon ng palaman, bubulusan at mga flange seal na may presyon na katumbas ng 1.25 ng gumagana.
8.5.2. Ang mga fitting na naayos nang hindi pinutol ang pipeline ay dapat na masuri para sa higpit ng gumaganang presyon ng medium sa panahon ng pagsisimula ng kagamitan.
8.5.3. Ang paggana ng mga valve actuator ay dapat suriin alinsunod sa mga regulasyon sa kaligtasan sa isang disconnected pipeline sa panahon ng proseso ng pagkumpuni, pati na rin bago ilagay ang pipeline sa operasyon. Ang mga resulta ng mga tseke ay dapat na naitala sa isang espesyal na log.
8.6.1. Ang mga pipeline at fitting, pati na rin ang mga paglapit sa kanila, ay dapat panatilihing malinis. Para sa kaginhawaan ng servicing valves, flow meter, elemento ng fire alarm system at temperatura displacement indicators, stationary ladders at service platform ay dapat ayusin para sa kanila.
8.6.2. Dapat ay walang mga dayuhang istrukturang metal sa ruta ng pipeline. Ang mga sipi na inilaan para sa pagpapanatili ng pipeline ay dapat na libre. Kapag nagsasagawa ng anumang trabaho malapit sa pipeline, ang paglitaw ng pinching ay dapat na hindi kasama dahil sa pag-install ng pansamantalang scaffolding, beam, stand, props, atbp.
8.6.3. Sa mga kabit at pipeline, dapat na ayusin ang regular na pag-update ng mga inskripsiyon at mga plato.
8.6.4. Ang lahat ng mga pipeline, ang ibabaw ng thermal insulation na walang metal sheathing, ay dapat lagyan ng kulay. Ang pagpipinta ng mga pipeline at mga inskripsiyon sa mga ito ay dapat gawin alinsunod sa.
9. Mga tagubiling pang-emergency
9.1. Ang pamamaraan para sa mga tauhan sa mga sitwasyong pang-emergency ay dapat ibigay sa mga lokal na tagubilin sa produksyon at isinagawa sa mga emergency drill.
9.2. Kapag nakikitungo sa mga sitwasyong pang-emerhensiya, ang mga tauhan ay dapat magabayan ng mga prinsipyong itinakda sa ibaba sa pagkakasunud-sunod ng priyoridad:
Tinitiyak ang kaligtasan ng mga tao;
Pagpapanatili ng integridad ng kagamitan;
Ang pagbibigay sa mga mamimili ng thermal at electrical energy.
9.3. Ang pipeline ay dapat na agad na idiskonekta kung sakaling masira ang alinman sa mga elemento nito, gayundin sa kaganapan ng hydraulic shock o biglaang panginginig ng boses sa panahon ng operasyon.
9.4. Sa kaso ng pagkalagot ng mga elemento ng pipeline, ang mga tauhan ay dapat kumilos alinsunod sa mga tagubilin sa produksyon at mga kasanayang nakuha sa pagsasanay sa pagtugon sa emergency. Sa kasong ito, kinakailangan:
Isara ang nasirang lugar sa pamamagitan ng pagsasara ng mga shutoff valve nito;
Siguraduhin ang higpit ng mga shut-off fitting;
Itigil ang kagamitan na nauugnay sa nasirang lugar;
Buksan ang mga lagusan ng hangin at mga linya ng paagusan sa nasirang lugar;
Buksan ang lahat ng bintana at pinto sa lugar na umuusok at i-on ang supply at exhaust ventilation.
9.5. Kapag nakita ang pagpasa ng singaw o tubig sa pamamagitan ng mga glandula o koneksyon ng flange, fistula, mga bitak sa mga pipeline ng supply at pangunahing mga pipeline, pati na rin sa kanilang mga kabit, dapat na patayin ang seksyong pang-emergency. Kung imposibleng magreserba ng seksyong pang-emergency kapag ang isang pipeline ay nadiskonekta, kung gayon ang kagamitan na nauugnay dito ay dapat na ihinto.
9.6. Sa pagtuklas ng pinsala sa mga elemento ng sistema ng alarma, pag-pinching, mga paggalaw sa labas ng disenyo dahil sa paglabag sa mga kondisyon para sa self-compensation ng thermal expansion, ang mga tauhan ng operating ay obligadong masuri ang sitwasyon, at kung ang natukoy na depekto ay nagdudulot ng panganib. sa operating personnel o equipment, gawin ang mga hakbang na tinukoy sa mga talata. 10.5. Kung hindi, ang oras para sa pagsasara ng pipeline para sa pag-aayos ay tinutukoy ng teknikal na tagapamahala ng HPP.
10. Kaligtasan
10.1. Kapag nagpapatakbo ng mga pipeline, upang maalis ang panganib ng mga aksidente, ang mga regulasyon sa kaligtasan para sa pagtatrabaho sa mga fitting ay dapat na mahigpit na sundin, lalo na:
Hindi pinapayagan na maglapat ng matalim na epekto sa control wheel ng mga manual fitting kapag hinihigpitan ito, dahil. ito ay maaaring humantong sa pagbasag, dents o scuffs nito sa mga sealing surface ng balbula;
Ang estado ng mga manwal na kabit ay dapat pahintulutan ang pagbubukas at pagsasara nito sa normal na pagsisikap ng isang tao; ang paggamit ng mga karagdagang lever para sa mga layuning ito ay hindi pinapayagan, dahil ito ay maaaring magdulot ng pinsala sa mga ibabaw ng sealing, scuffing, pagdurog ng mga thread ng spindles at bushings, pagpapapangit ng baras at pinsala sa gearbox;
Ang espesyal na pangangalaga ay dapat gawin kapag humahawak ng rebar sa madilim na lugar at mahirap maabot;
Kung sa panahon ng inspeksyon ng mga elemento ng reinforcement, ang mga depekto ay napansin na maaaring maging sanhi ng isang paglabag sa density, ang mga operasyon na may reinforcement ay dapat ihinto hanggang sa ito ay mapalitan;
Ang lahat ng mga operasyon na may manu-manong pinatatakbo na mga balbula ay dapat isagawa sa mga guwantes na proteksiyon;
Ang mga tauhan na naglilinis ng baradong kabit ay dapat nasa gilid sa tapat ng drain o steam outlet.
10.2. Kapag binubuksan o isinasara ang balbula:
Lumayo sa isang gumagalaw o umiikot na spindle (rod), dahil sa sandaling ito ang kahon ng palaman ay maaaring matumba;
Lumayo sa mga koneksyon ng flange;
Kapag inililipat ang balbula sa remote control, kinakailangan upang ibukod ang posibilidad na makakuha ng mga limbs, damit, atbp. sa timon.
10.3. Ang mga bypass at inspeksyon ng kagamitan ay dapat na isagawa lamang nang may pahintulot ng mga tauhan sa tungkulin, na nangunguna sa mode ng kagamitan.
10.4. Ipinagbabawal na maging walang pangangailangan sa produksyon sa mga site ng mga yunit, malapit sa mga manhole, manhole, baso na nagpapahiwatig ng tubig, pati na rin malapit sa shut-off, control at safety valve at flange na koneksyon ng mga pipeline sa ilalim ng presyon.
10.5. Kapag nagsisimula, nagsasara, nagsusuri ng mga kagamitan at pipeline, tanging ang mga tauhan lamang na direktang gumaganap ng mga gawaing ito ang pinapayagang maging malapit sa kanila.
10.6. Kapag ang presyon ay tumaas sa isang pagsubok na halaga sa mga kondisyon ng GI, ipinagbabawal para sa mga tauhan ng serbisyo na nasa kagamitan. Pinapayagan na siyasatin ang mga welds ng nasubok na mga pipeline at kagamitan lamang pagkatapos na ang presyon ng pagsubok ay nabawasan sa gumaganang halaga.
10.7. Kapag sinusubukan at pinainit ang mga pipeline ng singaw at tubig, ang paghigpit sa mga bolts ng mga koneksyon sa flange ay dapat isagawa sa sobrang presyon na hindi hihigit sa 0.5 MPa (5 kgf / cm 2).
10.8. Upang maalis ang pagtagas sa pamamagitan ng thread, ang mga connecting fitting ng control at pagsukat na kagamitan ay dapat na higpitan lamang ng mga wrenches, ang laki nito ay tumutugma sa mga gilid ng mga elemento na hinihigpitan. Sa kasong ito, ang presyon ng daluyan sa mga linya ng salpok ay hindi dapat lumampas sa 0.3 MPa (3 kgf / cm 2). Ang paggamit ng iba pang mga susi para sa mga layuning ito, pati na rin ang mga extension levers, ay ipinagbabawal.
Bago higpitan, suriin ang kondisyon ng nakikitang bahagi ng sinulid, lalo na sa mga vent fitting.
Nang humihila pataas sinulid na koneksyon ang manggagawa ay dapat na matatagpuan sa tapat na bahagi mula sa posibleng pagbuga ng isang jet ng tubig o singaw kapag ang sinulid ay naputol.
10.9. Ang mga bigat ng mga balbula sa kaligtasan ng lever ay dapat na mahigpit na nakakabit upang maiwasan ang kanilang kusang paggalaw.
10.10. Ipinagbabawal na i-jam ang mga balbula ng kaligtasan ng mga boiler at pipeline o dagdagan ang presyon sa mga plato ng balbula sa pamamagitan ng pagtaas ng bigat ng pagkarga o sa anumang iba pang paraan.
11. Pagpapanatili ng kagamitan at mga pipeline na konektado dito
Sa mahabang pag-shutdown sa kagamitan at mga pipeline na konektado dito, ang mga proseso ng oksihenasyon ng panloob na ibabaw ng mga tubo ay nagaganap, na, sa ilalim ng mga kondisyon ng pagpapatakbo, ay nakikipag-ugnay sa deaerated demineralized na tubig, basa o sobrang init na singaw. Ang mekanismo at rate ng paglitaw ng atmospheric (paradahan) corrosion ay nakasalalay sa moisture content ng ibabaw ng metal. Para sa mga bakal na nakalantad sa malinis na hangin, ang kritikal na relative humidity ay 60%. Sa isang kamag-anak na kahalumigmigan ng hangin na higit sa 60%, isang matalim na pagtaas sa rate ng kaagnasan sa atmospera ay nangyayari. Sa isang kamag-anak na kahalumigmigan na 60 - 100%, ang rate ng mga proseso ng kaagnasan sa mga bakal ay 100 - 2000 beses na mas mataas kaysa sa mga halaga ng halumigmig na 30 - 40%.
Ang pangangalaga (proteksyon ng ibabaw na layer ng metal mula sa mga panlabas na impluwensya) ay nagsisiguro sa kaligtasan ng mga kagamitan at pipeline, binabawasan ang gastos ng pagkumpuni, pagpapanumbalik at pagpapanatili ng mga teknikal at pang-ekonomiyang tagapagpahiwatig ng mga thermal power plant. Ang mga paraan ng pangangalaga ay kinokontrol.
May dry at wet preservation, pati na rin ang steam-water-oxygen treatment.
Ang dry preservation ay isinasagawa gamit ang pinainit na hangin, tuyo na hangin, inhibited air, nitrogen, gas na ammonia.
Ang wet preservation ay isinasagawa gamit ang deaerated na tubig na may sobrang pressure na pinananatili, hydrazine-ammonia solution, ammonia solution, nitrite-ammonia solution, Trilon B ammonia solution, contact inhibitors (M-1, MCDA) octadecylamine (ODA).
Ang bawat isa sa mga uri sa itaas ng konserbasyon ay may sariling mga pakinabang, disadvantages at mga tampok ng aplikasyon.
Kapag ang konserbasyon ay isinasagawa sa mga planta ng kuryente sa isang paraan o iba pa (na may panahon ng pagsasara na 30 araw o higit pa), ang kalidad nito ay dapat kontrolin alinsunod sa isang espesyal na programa sa trabaho.
Ang ganitong programa ay dapat iguhit ng serbisyong kemikal ng HPP. Ang kontrol sa kalidad ng konserbasyon ay isinasagawa ayon sa data ng pagsusuri ng kemikal.
Ang paraan ng konserbasyon ay pinili na isinasaalang-alang ang mga katangian ng mga power plant at kagamitan. Maraming iba't ibang paraan ng konserbasyon ang maaaring gamitin sa iba't ibang kagamitan sa parehong planta ng kuryente. Kapag pumipili ng isang tiyak na pamamaraan, ang mga sumusunod ay isinasaalang-alang:
Ginamit na rehimen ng tubig;
Availability ng conservation schemes sa HPPs at ang posibilidad na magsagawa ng conservation sa kanilang sarili;
Posibilidad ng paglabas at neutralisasyon ng mga ginamit na solusyon sa pang-imbak;
Itigil ang tagal;
Ang pangangailangan na ilagay ang kagamitan sa pagpapatakbo, nang hindi gumugugol ng oras sa paglilinis.
Ang ilan sa mga pinakakaraniwang uri ng tuyo at basa na pangangalaga ay inilarawan sa ibaba.
11.1. Tuyong pangangalaga
11.1.1. Mahigit sa 65% ng mga pagsasara ng kagamitan para sa reserba o pagkukumpuni ay may panahon ng pagsasara na hindi hihigit sa 30 araw. Sa kasong ito, ang tinatawag na "dry shutdown" ay kadalasang ginagamit - pangmatagalang pagpapanatili ng isang mataas na temperatura sa landas ng singaw-tubig ng boiler at mga pipeline ng singaw. Dry stop ay huling yugto pagsasara ng kagamitan. Hindi ito nangangailangan ng mga karagdagang gastos kapwa sa panahon ng shutdown mismo at kapag ang boiler ay inilagay sa operasyon pagkatapos ng shutdown.
11.1.2. Pangunahing ginagamit ang pangangalaga sa tuyo na hangin sa mahabang pagsara ng kagamitan, gayundin sa taglamig.
Kapag pinapanatili gamit ang tuyo na hangin, ang pinaka-angkop ay isang closed circuit: kagamitan - dryer - compressor - receiver - kagamitan. Sa kasong ito, ang lahat ng mga elemento ng kagamitan ay pinagsama sa isang closed circuit sa tulong ng mga karaniwang fitting at pansamantalang pipelines at tinatangay ng hangin sa pamamagitan ng isang air-drying unit na kasama sa scheme. Bago ang pag-iingat gamit ang pinatuyong hangin pagkatapos ng shutdown, ang mga kagamitan at pipeline ay dapat na pinatuyo, at ang pagpasa ng medium sa pamamagitan ng mga shut-off valve mula sa gilid ng operating equipment ay dapat na hindi kasama.
11.1.3. Ang dry conservation gamit ang inert gases ay nangangailangan ng pagpuno at pagsaksak sa pipeline. Ang pagpapatupad nito ay nangangailangan ng mga espesyal na kagamitan: mga lalagyan na may hindi gumagalaw na gas, mga regulator ng presyon at mga pipeline ng pagkonekta, pati na rin ang nadagdagang mga kinakailangan para sa density ng mga shut-off valve at ang pagkatuyo ng panloob na ibabaw ng kagamitan. Ang mga pipeline na may mga counterslope at non-drainable zone ay hindi maaaring sumailalim sa ganitong uri ng konserbasyon.
11.2. Pagpapanatili ng basa
Sa panahon ng mga shutdown sa loob ng 30 hanggang 60 araw, ginagamit ang hydrazine, hydrazine-ammonia, trilon o phosphate-ammonia na pamamaraan, na sinamahan ng dry shutdown ng boiler.
11.2.1. Sa panahon ng pagsasara ng mga kagamitan sa kuryente para sa pangmatagalang pag-aayos o pagreserba para sa isang panahon na higit sa 60 araw (halimbawa, para sa panahon ng tag-init), ginagamit ang octadecylamine (ODA) at mga contact inhibitor (M-1, MCDA).
Ang ODA ay isang waxy substance na lumilikha ng hydrophobic layer sa panloob na ibabaw ng mga elemento ng kagamitan na pumipigil sa moisture at oxygen sa pagpasok sa metal, at sa gayon ay pinipigilan ang kaagnasan. Ang paggamit ng ODA ay nangangailangan ng paghahanda sa mga natigil na kagamitan, samakatuwid, ilang araw ang maaaring lumipas bago ang konserbasyon, kung saan hindi ito mapagkakatiwalaan na mapoprotektahan. Ang paggamit ng ODA ay nangangailangan ng karagdagang pag-aapoy ng boiler para sa konserbasyon, mga operasyon ng depreservation (paglilinis). Sa panahon ng pag-iingat ng OD para sa mga once-through na boiler, kinakailangang ibukod ang pagpasok nito sa CU.
11.2.2. Ang mga contact inhibitor, pati na rin ang ODA, ay lumikha ng isang hydrophobic film sa ibabaw ng metal, na nananatili kahit na matapos ang draining ng preservative solution. Maaari silang magamit sa isang mas mababang temperatura kaysa sa ODA, kaya hindi sila nangangailangan ng karagdagang pag-aapoy ng boiler.
11.2.3. Sa kaso ng wet conservation na may deaerated na tubig, ang tubig na ito ay napapailalim sa parehong mga kinakailangan para sa kaasinan at nilalaman ng oxygen tulad ng para sa boiler feed water. Ang mga kinakailangang ito ay karaniwang ipinakita sa mga lokal na tagubilin sa pagpapatakbo para sa mga boiler.
Para sa deaeration, ang mga kemikal na sangkap - oxygen scavengers - ay ipinapasok sa chemically desalted na tubig. Pinakamahusay na gumagana ang mga oxygen scavenger sa temperatura ng tubig na hindi bababa sa 60 °C. Sa taglamig, para sa wet preservation na may deaerated na tubig, maaaring kailanganin itong painitin muna.
Application para sa wet preservation mga kemikal na sangkap karaniwang nangangailangan ng solusyon sa pagtatapon ng ginugol na pang-imbak.
11.3. Paggamot ng steam-oxygen
Ang steam-oxygen treatment ng mga kagamitan at pipelines ay isinasagawa sa kindling mode na naka-off ang turbine at ang working medium ay pinalabas sa atmospera, circulation channel o condenser. Upang maipatupad ang paraan ng konserbasyon na ito, kailangan ng supply ng oxygen at demineralized na tubig.
Pagkatapos ng steam-water-oxygen treatment, ang boiler ay maaaring ilagay sa reserba (repair) o ilagay sa operasyon. Ang mga karagdagang hakbang para sa pag-depreserba ng kagamitan ay hindi kinakailangan. Para sa pagsasagawa ng steam-water-oxygen treatment, ang mga operasyon sa paghahanda at gawain sa pag-install ay kinakailangan sa isang tumigil na boiler (paghahanda ng isang scheme ng dosis ng oxygen, pagsusuri ng kondisyon ng mga ibabaw ng pag-init, atbp.), pati na rin ang karagdagang pag-aapoy ng boiler para sa konserbasyon.
12. Mga tagubilin para sa pag-iipon ng mga tagubilin sa produksyon
12.1. Ang pagtuturo ng produksyon para sa pagpapatakbo ng pipeline ay binuo batay sa mga tagubilin ng mga tagagawa ng kagamitan, na isinasaalang-alang ang mga kinakailangan ng Manwal na ito, at iba pang mga dokumento ng regulasyon para sa ligtas na operasyon ng mga pipeline.
12.2. Ang mga tagubilin sa produksyon para sa pagpapatakbo ng pipeline ay dapat na sumasalamin sa tiyak na nilalaman ng mga operasyon na isinagawa gamit ang mga pipeline sa isang pagkakasunud-sunod na nakakatugon sa mga kondisyon ng maaasahan, matibay at ligtas na operasyon.
12.3. Ang mga tagubilin ay maaaring iguhit para sa isang pipeline o isang grupo ng mga pipeline.
12.4. Bilang isang patakaran, ang mga tagubilin sa pagpapatakbo ng pipeline ay dapat maglaman ng:
Pangalan ng pipeline;
Maikling paglalarawan ng layunin ng pipeline at mga sanga nito;
Mga pinahihintulutang parameter ng kapaligiran sa pagtatrabaho, mga sukat ng tubo, metal kung saan ginawa ang mga ito, uri ng mga naka-install na mga kabit at mga katangian ng drive nito;
Teknolohikal na pamamaraan ng pipeline, bypasses, air vents, drainage pipelines, mga espesyal na linya ng pag-init, pati na rin ang mga mnemonic na pagtatalaga ng mga numero na itinalaga sa mga naka-install na fitting;
Pagreserba ng mga linya kasama ang kanilang mga kabit;
Lokasyon at pangalan ng mga parameter control ibig sabihin nito;
Ang rate ng pagbabago ng mga operating parameter, ang mga limitasyon ng kanilang regulasyon, pati na rin ang iba pang mga teknolohikal na paghihigpit na nauugnay sa pagpapatakbo ng pipeline mismo at ang kagamitan na konektado dito;
Isang seksyon na naglalarawan sa lokasyon ng mga indibidwal na elemento ng pipeline, mga bahagi nito at mga kabit sa mga istruktura ng gusali at, kung kinakailangan, isang paglalarawan ng pag-access sa kanila;
Pipeline heating at cooling scheme;
Seksyon sa organisasyon ng pagpapatakbo ng pipeline, kabilang ang:
Paghahanda ng pipeline para sa mga pagpapatakbo ng warm-up;
Ang listahan at pagkakasunud-sunod ng mga pagpapatakbo ng pag-init at paglalagay ng pipeline sa operasyon mula sa iba't ibang mga estado;
Mga kinakailangan para sa kimika;
Ang listahan at pagkakasunud-sunod ng mga pagpapatakbo ng paglamig ng pipeline para sa iba't ibang layunin, kabilang ang - sa panahon ng pagsasara para sa pag-aayos;
Ang pamamaraan para sa pagsasagawa ng mga pagsubok;
Ang pamamaraan para sa pagpasok sa inspeksyon, pagsubok at pagkumpuni;
Paglalarawan ng mga aksyon ng tauhan sa iba't ibang sitwasyon;
Ang mga pangunahing palatandaan ng mga mapanganib at emergency na sitwasyon;
Mga tagubiling pang-emergency;
Mga pangunahing kinakailangan sa kaligtasan;
Seksyon sa konserbasyon ng pipeline;
Ang pagkakasunud-sunod ng pagpapanatili ng mga kagamitan sa reserba.
13. Dokumentasyon ng pagpapatakbo ng pipeline
Ang bawat pipeline alinsunod sa ay dapat may pasaporte ng naitatag na sample.
Naka-attach sa pasaporte:
13.1. Listahan ng mga taong responsable para sa pagpapatakbo ng pipeline.
13.2. Disenyo at executive scheme ng pipeline na may indikasyon ng mga ito:
Steel grades, diameters (conditional passages) at pipe wall kapal;
Mga lokasyon ng mga suporta, compensator, hanger, fitting, air vent at drainage pipeline, flanges, plugs, control section;
Mga halaga ng mga naglo-load sa mga suporta at hanger ng tagsibol, pati na rin ang mga taas ng tagsibol sa malamig at mga estado ng pagpapatakbo ng pipeline;
Mga welded joint na nagpapahiwatig ng mga distansya sa pagitan nila at ng kanilang mga numero (welding log);
Mga lokasyon ng mga tagapagpahiwatig ng pag-aalis ng temperatura at mga halaga ng mga halaga ng pag-aalis ng disenyo;
Lokasyon ng mga creep measurement device.
13.3. Sertipiko ng pag-install ng pipeline.
13.4. Mga kopya ng mga sertipiko ng mga welder.
13.5. Mga pasaporte ng armature.
13.6. Ang pagkilos ng pagtanggap ng pipeline ng may-ari mula sa organisasyon ng pag-install.
13.7. Pangunahing mga dokumento, kabilang ang:
Data ng sertipiko para sa metal ng mga elemento ng pipeline at electrodes;
Journal ng welding work sa pipeline, mga sertipiko na nagpapatunay sa kalidad ng mga materyales na ginamit sa pag-aayos at ang kalidad ng mga welded joints;
Dokumentasyon sa papasok na inspeksyon ng pipeline metal;
Mga gawa ng rebisyon at pagtanggi sa mga elemento ng pipeline;
Mga gawa ng mga nakatagong gawa;
Mga sertipiko ng kalidad ng pag-aayos ng pipeline.
Pana-panahong panlabas na inspeksyon ng pipeline;
Hydrotesting ng pipeline;
Mga pagbabago, pag-aayos at pagsubok ng mga kabit.
13.9. Mga Magasin:
Pagpapatakbo;
Pag-install-pagtanggal ng mga plug;
Journal ng heat treatment ng welded joints sa pipelines.
13.10. Mga konklusyon:
Sa kalidad ng mga welded joints;
Mga dalubhasang organisasyon at dokumentasyon sa pagpapahaba ng buhay ng pipeline.
13.11. Pag-aayos ng mga form para sa shut-off at control valve na may mga drive na naka-install sa mga ito.
14. Mga Sanggunian
1. PB 10-573-03 (RD-03-94). "Mga Panuntunan para sa pagtatayo at ligtas na operasyon ng mga pipeline ng singaw at mainit na tubig". Ang dokumento ay ipinakilala ng Decree of the Gosgortekhnadzor ng Russia No. 90 na may petsang 11.06.2003.
2. "Mga panuntunan para sa pagtatrabaho sa mga tauhan sa mga organisasyon ng industriya ng kuryente ng Russian Federation." Ang dokumento ay ipinakilala ng Ministry of Fuel and Energy ng Russia sa pamamagitan ng order No. 49 ng Pebrero 19, 2000 at nakarehistro ng Ministry of Justice ng Russia noong Marso 16, 2000 No. 2150.
3. RD 10-249-98. "Mga pamantayan para sa pagkalkula ng lakas ng nakatigil na singaw at mainit na tubig na mga boiler at mga pipeline ng singaw at mainit na tubig" (tulad ng binago 1). Ang dokumento ay ipinakilala ng Decree of the Gosgortekhnadzor ng Russia No. 50 na may petsang 08/28/1998.
4. RD 153-34.1-003-01. "Welding, heat treatment at kontrol ng mga pipe system ng boiler at pipelines sa panahon ng pag-install at pagkumpuni ng power equipment". Ang dokumento ay ipinakilala ng Decree of the Ministry of Energy of Russia No. 197 na may petsang 02.07.2001.
5. OST 24.125.60-89. «Mga detalye at mga yunit ng pagpupulong ng mga pipeline ng singaw at mainit na tubig ng mga thermal power plant. Pangkalahatang teknikal na kondisyon". Ang dokumento ay ipinakilala sa pamamagitan ng isang atas ng USSR Ministry of Energy noong 01/01/1992.
6. RD 03-606-03. "Pagtuturo para sa visual at pagsukat ng kontrol". Ang dokumento ay ipinakilala ng Decree of the Gosgortekhnadzor ng Russian Federation No. 92 na may petsang 11.06.2003.
7. RD 34.17.310-96 (PVK, TPGV). "Welding, heat treatment at kontrol sa panahon ng pag-aayos ng mga welded joints ng pipe system ng boiler at steam pipelines sa panahon ng operasyon." Ang dokumento ay ipinakilala ni Gosgortekhnadzor ng Russia noong 04/11/1996.
8. "Mga panuntunan para sa teknikal na operasyon ng mga power plant at network." Ang dokumento ay ipinakilala sa pamamagitan ng utos ng Ministry of Energy ng Russian Federation No. 229 ng 06/19/2003 at nakarehistro ng Ministry of Justice ng Russia No. 4799 ng 06/20/03.
9. RD 34.03.201-97. "Mga regulasyon sa kaligtasan para sa pagpapatakbo ng thermal mechanical equipment ng mga power plant at heating network" (na may mga karagdagan at pagbabago noong 2000). Ang dokumento ay ipinakilala ng Ministry of Energy ng Russia noong 04/03/1997.
10. SO 34.39.504-00 (RD 153-34.1-39.504-00, OTT TES-2000). "Mga karaniwan teknikal na mga kinakailangan sa mga kabit ng TPP. Ang dokumento ay inaprubahan ng RAO UES ng Russia noong Pebrero 9, 2000.
11. RD 153-34.1-26.304-98. "Pagtuturo sa organisasyon ng operasyon, ang pamamaraan at mga tuntunin para sa pagsuri sa mga aparatong pangkaligtasan ng mga boiler ng mga thermal power plant." Ang dokumento ay ipinakilala ng RAO "UES ng Russia" noong Enero 22, 1998.
12. SO 34.39.502-98 (RD 153-34.1-39.502-98). "Instruction for operation, procedure and terms for checking the safety devices of vessels, apparatus and pipelines", Ang dokumento ay ipinakilala ng RAO "UES of Russia" noong 27.07.1998.
13. RD 34.26.508. "Mga karaniwang tagubilin sa pagpapatakbo para sa mga reduction-cooling unit (BROU, ROU, PSBU at PSBU SN)". Ang dokumento ay naaprubahan ng Main Technical Department ng USSR Ministry of Energy noong 08/01/1983. Petsa ng huling rebisyon 14.08.2003.
14. SO 34.39.401-00 (RD 153-34.1-39.401-00). " Mga Alituntunin para sa pagsasaayos ng mga pipeline ng mga thermal power plant na gumagana. Ang dokumento ay ipinakilala ng RAO "UES ng Russia" noong 26.06.2000.
15. SO 34.39.604-00 (RD 153-34.0-39.604-00). "Mga patnubay sa pamamaraan para sa pag-unfasten ng suspension-support system sa panahon ng pag-aayos ng mga pipeline at pagtanggap ng suspension-support system ng mga fastener pagkatapos ng pagkumpleto ng repair work." Ang dokumento ay ipinakilala ng RAO UES ng Russia noong Agosto 10, 2000.
16. SO 34.35.101-2003. "Mga alituntunin para sa dami ng mga teknolohikal na sukat, pagbibigay ng senyas, awtomatikong kontrol sa mga thermal power plant." Ang dokumento ay ipinakilala ng RAO UES ng Russia noong Oktubre 23, 2003.
17. RD 34.39.309-87. "Mga patnubay para sa kontrol ng mga thermal na paggalaw ng mga steam pipeline ng mga thermal power plant". Ang dokumento ay ipinakilala ng Ministry of Energy ng USSR. 01.1987.
18. RD 10-577-2003. "Pamantayang pagtuturo para sa kontrol ng metal at pagpapalawig ng buhay ng mga pangunahing elemento ng mga boiler, turbine at pipeline ng mga thermal power plant". Ang dokumento ay ipinakilala ng Gosgortekhnadzor ng Russia noong 06/18/2003, na nakarehistro ng Ministry of Justice ng Russia No. 4748 noong 06/19/2003.
19. SNiP 41-03-2003. "Thermal insulation ng pipelines". Ang dokumento ay ipinakilala sa pamamagitan ng Decree of the Gosstroy ng Russia No. 114 na may petsang 06/26/2003.
20. SO 34.20.585-00 (RD 153-34.0-20.585-00). "Mga patnubay para sa pagsusuri ng kalidad ng start-up (shutdown) ng pangunahing thermal power equipment ng TPPs". Ang dokumento ay ipinakilala ng RAO "UES ng Russia" noong Disyembre 28, 1999.
21. SO 34.25.505-00 (RD 153-34.1-25.505-00). "Mga patnubay sa pamamaraan para sa pagkalkula ng pinahihintulutang mga rate ng pag-init ng mga pangunahing bahagi ng mga boiler at steam pipeline ng mga power unit." Ang dokumento ay ipinakilala ng RAO UES ng Russia noong Disyembre 29, 2000.
22. RD 34.26.516-96. "Mga karaniwang tagubilin para sa pagsisimula mula sa iba't ibang mga thermal state at pagsasara ng medium at high pressure steam boiler ng cross-linked thermal power plants." Ang dokumento ay ipinakilala ng RAO UES ng Russia noong 06/03/1996.
23. RD 34.25.101-87. “Mga power unit na may T-180/210-310 at K-215-130 turbines at drum boiler. Karaniwang pamamaraan ng paglulunsad. Ang dokumento ay ipinakilala ng USSR Ministry of Energy noong Mayo 27, 1986.
24. SO 34.25.105-00 (RD 153-34.1-25.105-00). "Karaniwang panimulang pamamaraan ng isang monoblock na may kapasidad na 300 - 330 MW". Ang dokumento ay ipinakilala ng RAO "UES ng Russia" noong 29.06.2000.
25. SO 153-34.25.106 (RD 34.25.106). "Karaniwang start-up scheme para sa 300 MW double-block". Ang dokumento ay ipinakilala ng USSR Ministry of Energy noong 1969.
26. SO 34.25.507-97 (RD 153-34.1-25.507-97). "Mga karaniwang tagubilin para sa pagsisimula mula sa iba't ibang mga thermal state at paghinto ng 250 MW monoblock na may T-250 / 300-240 turbine at oil-gas boiler." Ang dokumento ay ipinakilala ng RAO UES ng Russia noong 07/03/1997.
27. SO 153-34.17.459-2003. "Pagtuturo para sa restorative heat treatment ng mga elemento ng heat at power equipment." Ang dokumento ay ipinakilala ng RAO "UES ng Russia" noong 30.06.2003.
28. SO 153-34.17.455-2003 (RD 153-34.1-17.455-98). "Pagtuturo para sa pagsubaybay at pagpapahaba ng buhay ng serbisyo ng mga steam pipeline mula sa mga centrifugally cast pipe sa mga thermal power plant". Ang dokumento ay ipinakilala ng RAO UES ng Russia noong 11/17/1998.
29. RD 153-34.1-17.467-2001. "Express na paraan para sa pagtatasa ng natitirang buhay ng welded joints ng boiler at steam pipelines sa pamamagitan ng structural factor." Ang dokumento ay ipinakilala ng RAO "US of Russia" noong 03.05.2001.
30. SO 153-34.17.470-2003. "Pagtuturo sa pamamaraan para sa inspeksyon at pagpapalawig ng buhay ng serbisyo ng mga pipeline ng singaw na labis sa mapagkukunan ng parke." Ang dokumento ay ipinakilala ng Ministry of Energy ng Russia noong 06/24/2003.
31. SO 153-34.17.464-2003. (RD 153-34.0-17.464-00). "Mga tagubilin para sa pagpapalawak ng buhay ng serbisyo ng mga pipeline ng mga kategorya II, III at IV". Ang dokumento ay ipinakilala sa pamamagitan ng utos ng Ministry of Energy ng Russia No. 275 na may petsang 06/30/2003.
32. GOST 14202-69. "Mga pipeline ng mga pang-industriyang negosyo. Pagpipinta ng pagkakakilanlan, mga palatandaan ng babala at mga label. Ang dokumento ay ipinakilala ng Decree of the State Standard ng USSR No. 168 ng 02/07/1969.
33. SO 34.20.591-97 (RD 34.20.591-97). "Mga patnubay para sa pag-iingat ng thermal power equipment." Ang dokumento ay ipinakilala ng RAO UES ng Russia noong Pebrero 14, 1997. Sa isang karagdagan na inaprubahan ng order ng RAO "UES of Russia" No. 34.20.596-97 na may petsang 04.06.1998.
34. SO 34.30.502-00 (RD 153-34.1-30.502-00). "Mga patnubay para sa organisasyon ng konserbasyon ng thermal power equipment na may hangin." Ang dokumento ay ipinakilala ng RAO "US of Russia" noong Setyembre 15, 2000.
35. RD 153-34.0-37.411-2001. "Mga patnubay para sa pagpapatakbo ng steam-oxygen na paglilinis at pagpapatahimik ng mga panloob na ibabaw ng power equipment." Ang dokumento ay inaprubahan ng RAO UES ng Russia noong Setyembre 28, 2001.
36. RD 34.39.503-89. "Mga karaniwang tagubilin para sa pagpapatakbo ng mga pipeline ng mga thermal power plant". Inaprubahan ng Main Technical Department ng Ministry of Energy ng USSR noong 12.04.89.
|
1 lugar ng paggamit. 1 2. Mga pagtatalaga at pagdadaglat. 2 3. Organisasyon ng pagpapatakbo ng mga pipeline. 2 4. Ang aparato ng mga pipeline. 4 4.1. Mga tubo.. 4 4.2. Paglalagay ng mga pipeline. 5 4.3. Mga kabit ng tubo. 6 4.4. Mga drainage pipeline at air vent. 8 4.5. Suspension-support system ng pipeline fastenings (OPS) 9 4.6. Paraan ng kontrol at proteksyon ng mga pipeline. 10 4.7. Thermal insulation ng mga pipeline. 13 5. Mga prinsipyo ng pag-aayos ng pagpapatakbo ng mga pipeline sa hindi nakatigil na mga mode. 13 5.1. Mga salik na nakakaapekto sa pagiging maaasahan ng mga pipeline sa hindi nakatigil na mga mode. 13 5.2. Pinagsamang hindi nakatigil na mga mode ng kagamitan at pipeline. 17 5.3. Pinahihintulutang rate ng pagbabago ng temperatura ng pipeline metal. 18 6. Hindi nakatigil na mga mode ng pagpapatakbo ng mga pipeline. 19 6.1. Pangkalahatang probisyon. 20 6.2. Mga scheme ng pagpainit at paglamig ng mga pipeline at mga kinakailangan para sa kanila.. 21 6.3. I-restart ang mga pagsusuri at pagpapatakbo. 22 6.4. Pag-init ng pipeline sa temperatura ng saturation. 25 6.5. Pag-init ng pipeline mula sa saturation temperature hanggang operating temperature.. 26 6.6. Pag-init ng pipeline mula sa isang uncooled (mainit) na estado. 27 6.7. Pagsara ng kagamitan nang walang paglamig ng mga pipeline. 27 6.8. Pagsara ng kagamitan na may cooldown ng mga pipeline. 28 6.9. Mga kakaibang katangian ng paghinto ng mga pipeline para sa pag-aayos. 29 7. Pana-panahong kontrol ng mga pipeline sa panahon ng operasyon. tatlumpu 7.1. Mga inspeksyon, pagsusuri, pagsusuri. tatlumpu 7.2. Instrumental na kontrol ng mga pipeline at pamantayan nito. 32 8. Pagkontrol ng mga pipeline sa panahon ng mahabang pagsasara. 32 8.1. Kontrol at pagsasaayos ng pagkarga ng mga elemento ng sistema ng alarma sa sunog .. 32 8.2. Pagsukat at pagwawasto ng mga slope. 33 8.3. Kontrol ng metal ng mga elemento ng pipeline. 34 8.4. Teknikal na pagsusuri ng pipeline. 34 8.5. Pagsubok sa rebar.. 35 9. Mga tagubiling pang-emergency. 35 10. Mga pag-iingat sa kaligtasan. 36 11. Pagpapanatili ng kagamitan at mga pipeline na konektado dito. 37 11.1. Tuyong pangangalaga. 38 11.2. Pagpapanatili ng basa. 39 11.3. Paggamot ng steam-oxygen. 39 12. Mga tagubilin para sa paghahanda ng mga tagubilin sa produksyon. 39 13. Dokumentasyon ng pagpapatakbo ng pipeline. 40 14. Mga Sanggunian.. 41 |



